JP2004244575A - クーラントおよびそれを使用する機械加工装置 - Google Patents
クーラントおよびそれを使用する機械加工装置 Download PDFInfo
- Publication number
- JP2004244575A JP2004244575A JP2003038008A JP2003038008A JP2004244575A JP 2004244575 A JP2004244575 A JP 2004244575A JP 2003038008 A JP2003038008 A JP 2003038008A JP 2003038008 A JP2003038008 A JP 2003038008A JP 2004244575 A JP2004244575 A JP 2004244575A
- Authority
- JP
- Japan
- Prior art keywords
- coolant
- crevice corrosion
- weight
- sodium nitrite
- corrosion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F11/00—Inhibiting corrosion of metallic material by applying inhibitors to the surface in danger of corrosion or adding them to the corrosive agent
- C23F11/08—Inhibiting corrosion of metallic material by applying inhibitors to the surface in danger of corrosion or adding them to the corrosive agent in other liquids
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Lubricants (AREA)
- Preventing Corrosion Or Incrustation Of Metals (AREA)
Abstract
【課題】機械加工装置の構成部材のすきま腐食を防止することができるクーラント、およびそのクーラントを使用する機械加工装置を提供する。
【解決手段】界面活性剤を主成分とするソリューションタイプのクーラントであって、機械加工装置のすきま腐食を防止するための添加剤として0.345重量%以上の亜硝酸ナトリウムを含有するクーラントにより、上記課題を解決した。また、本発明の機械加工装置は、上記クーラントを使用したものであって、特に、すきま腐食が防止される部材としては、C0.07〜0.61重量%を含有する機械構造用炭素鋼が効果的であった。
【解決手段】界面活性剤を主成分とするソリューションタイプのクーラントであって、機械加工装置のすきま腐食を防止するための添加剤として0.345重量%以上の亜硝酸ナトリウムを含有するクーラントにより、上記課題を解決した。また、本発明の機械加工装置は、上記クーラントを使用したものであって、特に、すきま腐食が防止される部材としては、C0.07〜0.61重量%を含有する機械構造用炭素鋼が効果的であった。
Description
【0001】
【発明の属する技術分野】
本発明は、機械加工装置の構成部材のすきま腐食を防止することができるクーラント、およびそのクーラントを使用する機械加工装置に関する。
【0002】
【従来の技術】
切削加工や研削加工の分野に広く使用される切削油剤(クーラントという。)には、鉱油をベースにし、水に希釈しないで使用する不水溶性クーラントと、鉱油、界面活性剤、有機アミン等を含有し、水に希釈して使用する水溶性クーラントとがある(JIS K2241参照)。しかし、近年の生産性の向上に伴って機械加工条件や環境条件に対する要求がますます厳しくなってきており、不水溶性クーラントを適用していた切削加工や研削加工の分野において、発煙、ミスト、引火等の問題が大きくクローズアップされている。このため、不水溶性クーラントが使用されていた旋削、穴あけ、フライス等の切削加工や研削加工の分野で、水溶性クーラントが広く使用されるようになってきた。
【0003】
このような水溶性クーラントとしては、(i)不水溶性クーラントの基油である鉱油に界面活性剤や有機アミン等を添加し、水に希釈できるようにしたエマルションタイプの水溶性クーラント、(ii)鉱油と界面活性剤とからなり、エマルションタイプのものよりも多量の界面活性剤を含有させたソリューションタイプの水溶性クーラント、(iii)不水溶性クーラントの基油である鉱油を含有させず、アミンや無機塩類のように主に水溶性物質を含有するソリューションタイプの水溶性クーラント、が開発されている。
【0004】
上記の水溶性クーラントのうち、鉱油を含有しないソリューションタイプの水溶性クーラントにおいては、その成分組成の特質上、局部腐食による機械部材の劣化に基づく問題、すなわち、局部腐食による機械部材の劣化が、機械加工装置の故障や事故を招く原因となったり、その機械加工装置により加工される製品の品質低下や製品価値を低下させる原因となるという問題がある。そうした局部腐食としては、例えば、研削盤や放電加工機などの工作機器のベースに用いられる直動案内装置(LMガイドともいう。)において、その摺動部に発生する孔食やすきま腐食がある。
【0005】
このような局部腐食の問題に対しては、例えば直動案内装置を構成する材料の耐食性素材への変更や、例えば特許文献1に記載のような転がり軸受けのシール性の改良などが検討されている。
【0006】
【特許文献1】
特開2002−310171号公報(段落番号0009〜0010)
【0007】
【発明が解決しようとする課題】
しかしながら、ソリューションタイプの水溶性クーラントを使用する機械加工装置においては、上述した構成材料の耐食性部材への変更やシール性の改良などでは腐食抑制の本質的な解決を図ることができず、依然として局部腐食に基づく機械装置の劣化をなくすことができないという問題があった。
【0008】
本発明は、上記課題を解決すべくなされたものであって、その目的は、機械加工装置の構成部材のすきま腐食を防止することができるクーラントを提供すること、およびそのクーラントを使用する機械加工装置を提供することにある。
【0009】
【課題を解決するための手段】
上記課題を解決するための本発明のクーラントは、ソリューションタイプのクーラントであって、機械加工装置のすきま腐食を防止するための添加剤として0.345重量%以上の亜硝酸ナトリウムを含有することを特徴とする。
【0010】
上記課題を解決するための本発明の機械加工装置は、ソリューションタイプのクーラントを使用する機械加工装置であって、前記クーラントが、当該機械加工装置のすきま腐食を防止するための添加剤として0.345重量%以上の亜硝酸ナトリウムを含有することを特徴とする。
【0011】
請求項3の発明は、請求項2に記載の機械加工装置において、前記すきま腐食が防止される部材が、C0.07〜0.61重量%を含有する機械構造用炭素鋼からなることを特徴とする。
【0012】
【発明の実施の形態】
以下、本発明のクーラントおよびそれを使用する機械加工装置について詳細に説明する。なお、本願において、重量%は質量%と同義である。
【0013】
本発明のクーラントは、研削盤や放電加工機などの機械加工装置に好ましく適用されているソリューションタイプのクーラントであって、そのクーラント中に、機械加工装置のすきま腐食を防止するための亜硝酸ナトリウムを含有させた点に特徴がある。クーラントの成分組成については、不溶性クーラントの基油である鉱油を含有せず、アミンや無機塩類のように主に水溶性物質を含有するクーラントであれば特に限定されない。したがって、本発明に適用されるクーラントは、亜硝酸ナトリウムを添加することにより機械加工装置のすきま腐食が防止されることになるクーラントであればよく、その種類および含有成分は問わない。
【0014】
亜硝酸ナトリウムは、そうしたクーラント中に約0.345重量%以上の範囲で含有される。その範囲の亜硝酸ナトリウムを含有するクーラントは、C0.07〜0.61重量%を含有する機械構造用炭素鋼からなる部材に対するすきま腐食の発生を抑制することができるという効果がある。亜硝酸ナトリウムの含有量が約0.345重量%未満では、C0.07〜0.61重量%を含有する機械構造用炭素鋼からなる部材に対するすきま腐食の発生を十分に抑制することができない。一方、亜硝酸ナトリウムの含有量の上限については特に限定されないが、約1.40重量%添加するとすきま腐食を抑制する効果が飽和するので、上限を約1.40重量%と設定することもできる。
【0015】
本発明のクーラントは、C0.07〜0.61重量%を含有する機械構造用炭素鋼からなる部材に対し、そのすきま腐食の発生を十分に抑制することができるが、その理由は、そうした炭素鋼が中間の酸に属するものであり、亜硝酸ナトリウムのNO2も中間の塩基に属するものであるので、両者は結合しやすく、その結果、すきま腐食の発生を抑制する皮膜の形成が容易となるためと考えられる。
【0016】
本発明のクーラントには、着色剤、防腐剤、防カビ剤、銅金属腐食防止剤、消泡剤、減圧剤、摩耗調整剤等が適宜添加されていてもよい。また、クーラントを構成する水としては、蒸留水、脱イオン水、水道水、工業用水等を使用することができる。
【0017】
本発明の機械加工装置は、上述したクーラントを使用するものであればよく、機械加工装置の種類は特に限定されない。なお、好ましい機械加工装置としては、例えば、C0.07〜0.61重量%を含有する機械構造用炭素鋼で構成部材が作製された機械加工装置を好ましく挙げることができ、例えば、研削盤や放電加工機などの工作機器のベースに用いられる直動案内装置(LMガイドともいう。)を挙げることができる。そうしたクーラントを使用する機械加工装置は、クーラント中の亜硝酸ナトリウムと炭素鋼とによりすきま腐食の発生を抑制する被膜が形成されるので、すきま腐食による機械部材の劣化の問題を解決することができる。
【0018】
【実施例】
以下、本発明について、すきま腐食に及ぼすクーラント中の亜硝酸ナトリウムの影響についての実験に基づいて、より詳しく説明する。
【0019】
すきま腐食を評価するための試験片として、直径10mm、高さ25mmのS45C(Cを約0.45重量%含有する機械構造用炭素鋼)からなる丸棒試料(表面状態は研削のまま)を用い、エタノールで脱脂後、銅線をはんだ付けにし上部および底部を塗料被覆したものにウレタンゴムリングをはめ込んだものを用いた。その試験片のすきま腐食を評価するための電解液として、本実験では0.1MNa2CO3溶液に、0.01MNaCl、界面活性剤を主成分とするクーラント、亜硝酸ナトリウム、硝酸ナトリウム等を添加したものを用いた。すきま腐食の評価は、その電解液に試験片を浸漬しポテンショ・ガルバノ・スタットを用い、脱気条件下での電気化学測定で評価した。なお、クーラントは、ノリタケクールNK−81L((株)ノリタケカンパニーリミテド製)を用いた。その成分組成は、界面活性剤兼防錆剤(40〜50重量%;有機酸アミン塩、ほう酸アミン塩、有機アミン、有機アマノイド系防錆剤)、非鉄金属防食剤(0.1重量%以下;トリアゾール系化合物)、防腐剤(0.2〜0.5重量%;キシレノール系化合物)、水(50〜60重量%)、である。
【0020】
(実験1)
先ず、すきま腐食に及ぼすクーラントの影響について検討した。図1は、0.1MNa2CO3+0.01MNaCl溶液中でクーラント濃度を変化させたときの電流−電位曲線を示している。
【0021】
図1からわかるように、電流密度の立ち上がり電位は、クーラントを添加することにより卑に移行し、ウレタンゴムリングによるすきま腐食がかなり促進されることが明らかになった。例えばクーラントを1重量%以上添加することにより、電位が200mV付近から立ち上がるようになり、すきま腐食がかなり促進されることが明らかになった。しかし、それ以上のクーラントを添加しても、その立ち上がり電位はあまり変化しなかった。また、クーラントを1重量%以上添加した場合には、400から600mV(vs.SCE)にかけて不働態域のような挙動を示していた。
【0022】
(実験2)
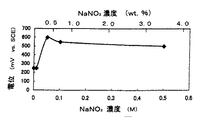
次に、すきま腐食に及ぼす亜硝酸ナトリウムの影響について検討した。図2は、0.1MNa2CO3+0.01MNaCl+2重量%クーラント溶液中で亜硝酸ナトリウム濃度を変化させたときのすきま腐食電位の変化を示している
図2からわかるように、亜硝酸ナトリウムが0.069重量%までは変化しないが、0.345重量%の亜硝酸ナトリウムでは電流電位曲線の立ち上がり電位が急激に貴に移行しているのが確認された。立ち上がり電位の貴への移行は、すきま腐食を防止する効果を示すものである。なお、亜硝酸ナトリウムを0.345重量%以上添加しても、その立ち上がり電位はあまり変化しないので、0.345重量%以上では亜硝酸ナトリウムの効果の差はないことがわかった。これより、NaNO2を0.345重量%以上添加することにより高いすきま腐食防止効果が得られるということが明らかになった。
【0023】
(実験3)
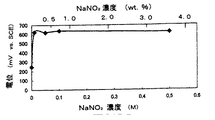
次に、すきま腐食に及ぼす亜硝酸ナトリウムと界面活性剤の影響について検討した。図3は、0.1MNa2CO3+0.01MNaCl+2重量%クーラント溶液中で、亜硝酸ナトリウム濃度を変化させたときのすきま腐食電位の変化を示している。なお、この水溶液に添加した界面活性剤は、アニオン系の界面活性剤であるスギムラ化学工業(株)の分子量400〜450の石油スルホネートを使用した。
【0024】
図3からわかるように、亜硝酸ナトリウムを0.069重量%添加すると、電流電位曲線の立ち上がり電位が急激に貴に移行しているのが確認された。立ち上がり電位の貴への移行は、すきま腐食を防止する効果を示すものである。なお、亜硝酸ナトリウムを0.069重量%以上添加しても、その立ち上がり電位はあまり変化しないので、0.069重量%以上では亜硝酸ナトリウムの効果の差はないことがわかった。これより、アニオン系の界面活性剤を微量添加したクーラント溶液中で、NaNO2を0.069重量%以上添加することにより高いすきま腐食防止効果が得られるということが明らかになった。
【0025】
(実験4)
上述した実験1〜3の結果に基づき以下の実験を行った。クーラントとして上述したノリタケクールNK−81L((株)ノリタケカンパニーリミテド製)を用い、そこに亜硝酸ナトリウムを0.345重量%した研削液と、亜硝酸ナトリウムを添加しない研削液とを準備した。それらの研削液を使用する研削盤をそれぞれ準備した。
【0026】
亜硝酸ナトリウムを添加したクーラントを用いた研削加工装置では、その摺動部にすきま腐食が確認されなかったが、亜硝酸ナトリウムを添加していないクーラントを用いた研削加工装置では、その摺動部にすきま腐食が確認された。
【0027】
(評価結果)
以上の実験から明らかなように、クーラント中に亜硝酸ナトリウムを少量添加することにより、電流電位曲線の立ち上がり電位が貴に移行し、すきま腐食抑制効果が確認された。その理由は、試験片であるS45C(Cを約0.45重量%含有する機械構造用炭素鋼)の鉄成分は中間の酸に属するものであり、またNO2も中間の塩基に属するものであることから、両者が結合しやすく、その結果、すきま腐食の発生を抑制する皮膜形成が容易に起こると考えられる。
【0028】
【発明の効果】
以上説明したように、本発明のクーラントによれば、そのクーラントに含まれる亜硝酸ナトリウムが機械加工装置のすきま腐食を防止するように作用し、その結果、局部腐食による機械部材の劣化を抑制することができる。
【0029】
また、そのクーラントを使用する本発明の機械加工装置は、局部腐食による機械部材の劣化に基づいた機械加工装置の故障や事故を招くことがなく、さらに、その機械加工装置により加工される製品の品質低下や製品価値を低下させる等の問題を起こさない。その結果、機械加工を、安定して安全に行うことができると共に、一定品質の加工材を安定して製造することができる。
【図面の簡単な説明】
【図1】クーラントの濃度を変化させたときの電流−電位曲線である。
【図2】亜硝酸ナトリウムの濃度を変化させたときのすきま腐食電位の変化を示すグラフである。
【図3】亜硝酸ナトリウムの濃度を変化させたときのすきま腐食電位の変化を示すグラフである。
【発明の属する技術分野】
本発明は、機械加工装置の構成部材のすきま腐食を防止することができるクーラント、およびそのクーラントを使用する機械加工装置に関する。
【0002】
【従来の技術】
切削加工や研削加工の分野に広く使用される切削油剤(クーラントという。)には、鉱油をベースにし、水に希釈しないで使用する不水溶性クーラントと、鉱油、界面活性剤、有機アミン等を含有し、水に希釈して使用する水溶性クーラントとがある(JIS K2241参照)。しかし、近年の生産性の向上に伴って機械加工条件や環境条件に対する要求がますます厳しくなってきており、不水溶性クーラントを適用していた切削加工や研削加工の分野において、発煙、ミスト、引火等の問題が大きくクローズアップされている。このため、不水溶性クーラントが使用されていた旋削、穴あけ、フライス等の切削加工や研削加工の分野で、水溶性クーラントが広く使用されるようになってきた。
【0003】
このような水溶性クーラントとしては、(i)不水溶性クーラントの基油である鉱油に界面活性剤や有機アミン等を添加し、水に希釈できるようにしたエマルションタイプの水溶性クーラント、(ii)鉱油と界面活性剤とからなり、エマルションタイプのものよりも多量の界面活性剤を含有させたソリューションタイプの水溶性クーラント、(iii)不水溶性クーラントの基油である鉱油を含有させず、アミンや無機塩類のように主に水溶性物質を含有するソリューションタイプの水溶性クーラント、が開発されている。
【0004】
上記の水溶性クーラントのうち、鉱油を含有しないソリューションタイプの水溶性クーラントにおいては、その成分組成の特質上、局部腐食による機械部材の劣化に基づく問題、すなわち、局部腐食による機械部材の劣化が、機械加工装置の故障や事故を招く原因となったり、その機械加工装置により加工される製品の品質低下や製品価値を低下させる原因となるという問題がある。そうした局部腐食としては、例えば、研削盤や放電加工機などの工作機器のベースに用いられる直動案内装置(LMガイドともいう。)において、その摺動部に発生する孔食やすきま腐食がある。
【0005】
このような局部腐食の問題に対しては、例えば直動案内装置を構成する材料の耐食性素材への変更や、例えば特許文献1に記載のような転がり軸受けのシール性の改良などが検討されている。
【0006】
【特許文献1】
特開2002−310171号公報(段落番号0009〜0010)
【0007】
【発明が解決しようとする課題】
しかしながら、ソリューションタイプの水溶性クーラントを使用する機械加工装置においては、上述した構成材料の耐食性部材への変更やシール性の改良などでは腐食抑制の本質的な解決を図ることができず、依然として局部腐食に基づく機械装置の劣化をなくすことができないという問題があった。
【0008】
本発明は、上記課題を解決すべくなされたものであって、その目的は、機械加工装置の構成部材のすきま腐食を防止することができるクーラントを提供すること、およびそのクーラントを使用する機械加工装置を提供することにある。
【0009】
【課題を解決するための手段】
上記課題を解決するための本発明のクーラントは、ソリューションタイプのクーラントであって、機械加工装置のすきま腐食を防止するための添加剤として0.345重量%以上の亜硝酸ナトリウムを含有することを特徴とする。
【0010】
上記課題を解決するための本発明の機械加工装置は、ソリューションタイプのクーラントを使用する機械加工装置であって、前記クーラントが、当該機械加工装置のすきま腐食を防止するための添加剤として0.345重量%以上の亜硝酸ナトリウムを含有することを特徴とする。
【0011】
請求項3の発明は、請求項2に記載の機械加工装置において、前記すきま腐食が防止される部材が、C0.07〜0.61重量%を含有する機械構造用炭素鋼からなることを特徴とする。
【0012】
【発明の実施の形態】
以下、本発明のクーラントおよびそれを使用する機械加工装置について詳細に説明する。なお、本願において、重量%は質量%と同義である。
【0013】
本発明のクーラントは、研削盤や放電加工機などの機械加工装置に好ましく適用されているソリューションタイプのクーラントであって、そのクーラント中に、機械加工装置のすきま腐食を防止するための亜硝酸ナトリウムを含有させた点に特徴がある。クーラントの成分組成については、不溶性クーラントの基油である鉱油を含有せず、アミンや無機塩類のように主に水溶性物質を含有するクーラントであれば特に限定されない。したがって、本発明に適用されるクーラントは、亜硝酸ナトリウムを添加することにより機械加工装置のすきま腐食が防止されることになるクーラントであればよく、その種類および含有成分は問わない。
【0014】
亜硝酸ナトリウムは、そうしたクーラント中に約0.345重量%以上の範囲で含有される。その範囲の亜硝酸ナトリウムを含有するクーラントは、C0.07〜0.61重量%を含有する機械構造用炭素鋼からなる部材に対するすきま腐食の発生を抑制することができるという効果がある。亜硝酸ナトリウムの含有量が約0.345重量%未満では、C0.07〜0.61重量%を含有する機械構造用炭素鋼からなる部材に対するすきま腐食の発生を十分に抑制することができない。一方、亜硝酸ナトリウムの含有量の上限については特に限定されないが、約1.40重量%添加するとすきま腐食を抑制する効果が飽和するので、上限を約1.40重量%と設定することもできる。
【0015】
本発明のクーラントは、C0.07〜0.61重量%を含有する機械構造用炭素鋼からなる部材に対し、そのすきま腐食の発生を十分に抑制することができるが、その理由は、そうした炭素鋼が中間の酸に属するものであり、亜硝酸ナトリウムのNO2も中間の塩基に属するものであるので、両者は結合しやすく、その結果、すきま腐食の発生を抑制する皮膜の形成が容易となるためと考えられる。
【0016】
本発明のクーラントには、着色剤、防腐剤、防カビ剤、銅金属腐食防止剤、消泡剤、減圧剤、摩耗調整剤等が適宜添加されていてもよい。また、クーラントを構成する水としては、蒸留水、脱イオン水、水道水、工業用水等を使用することができる。
【0017】
本発明の機械加工装置は、上述したクーラントを使用するものであればよく、機械加工装置の種類は特に限定されない。なお、好ましい機械加工装置としては、例えば、C0.07〜0.61重量%を含有する機械構造用炭素鋼で構成部材が作製された機械加工装置を好ましく挙げることができ、例えば、研削盤や放電加工機などの工作機器のベースに用いられる直動案内装置(LMガイドともいう。)を挙げることができる。そうしたクーラントを使用する機械加工装置は、クーラント中の亜硝酸ナトリウムと炭素鋼とによりすきま腐食の発生を抑制する被膜が形成されるので、すきま腐食による機械部材の劣化の問題を解決することができる。
【0018】
【実施例】
以下、本発明について、すきま腐食に及ぼすクーラント中の亜硝酸ナトリウムの影響についての実験に基づいて、より詳しく説明する。
【0019】
すきま腐食を評価するための試験片として、直径10mm、高さ25mmのS45C(Cを約0.45重量%含有する機械構造用炭素鋼)からなる丸棒試料(表面状態は研削のまま)を用い、エタノールで脱脂後、銅線をはんだ付けにし上部および底部を塗料被覆したものにウレタンゴムリングをはめ込んだものを用いた。その試験片のすきま腐食を評価するための電解液として、本実験では0.1MNa2CO3溶液に、0.01MNaCl、界面活性剤を主成分とするクーラント、亜硝酸ナトリウム、硝酸ナトリウム等を添加したものを用いた。すきま腐食の評価は、その電解液に試験片を浸漬しポテンショ・ガルバノ・スタットを用い、脱気条件下での電気化学測定で評価した。なお、クーラントは、ノリタケクールNK−81L((株)ノリタケカンパニーリミテド製)を用いた。その成分組成は、界面活性剤兼防錆剤(40〜50重量%;有機酸アミン塩、ほう酸アミン塩、有機アミン、有機アマノイド系防錆剤)、非鉄金属防食剤(0.1重量%以下;トリアゾール系化合物)、防腐剤(0.2〜0.5重量%;キシレノール系化合物)、水(50〜60重量%)、である。
【0020】
(実験1)
先ず、すきま腐食に及ぼすクーラントの影響について検討した。図1は、0.1MNa2CO3+0.01MNaCl溶液中でクーラント濃度を変化させたときの電流−電位曲線を示している。
【0021】
図1からわかるように、電流密度の立ち上がり電位は、クーラントを添加することにより卑に移行し、ウレタンゴムリングによるすきま腐食がかなり促進されることが明らかになった。例えばクーラントを1重量%以上添加することにより、電位が200mV付近から立ち上がるようになり、すきま腐食がかなり促進されることが明らかになった。しかし、それ以上のクーラントを添加しても、その立ち上がり電位はあまり変化しなかった。また、クーラントを1重量%以上添加した場合には、400から600mV(vs.SCE)にかけて不働態域のような挙動を示していた。
【0022】
(実験2)
次に、すきま腐食に及ぼす亜硝酸ナトリウムの影響について検討した。図2は、0.1MNa2CO3+0.01MNaCl+2重量%クーラント溶液中で亜硝酸ナトリウム濃度を変化させたときのすきま腐食電位の変化を示している
図2からわかるように、亜硝酸ナトリウムが0.069重量%までは変化しないが、0.345重量%の亜硝酸ナトリウムでは電流電位曲線の立ち上がり電位が急激に貴に移行しているのが確認された。立ち上がり電位の貴への移行は、すきま腐食を防止する効果を示すものである。なお、亜硝酸ナトリウムを0.345重量%以上添加しても、その立ち上がり電位はあまり変化しないので、0.345重量%以上では亜硝酸ナトリウムの効果の差はないことがわかった。これより、NaNO2を0.345重量%以上添加することにより高いすきま腐食防止効果が得られるということが明らかになった。
【0023】
(実験3)
次に、すきま腐食に及ぼす亜硝酸ナトリウムと界面活性剤の影響について検討した。図3は、0.1MNa2CO3+0.01MNaCl+2重量%クーラント溶液中で、亜硝酸ナトリウム濃度を変化させたときのすきま腐食電位の変化を示している。なお、この水溶液に添加した界面活性剤は、アニオン系の界面活性剤であるスギムラ化学工業(株)の分子量400〜450の石油スルホネートを使用した。
【0024】
図3からわかるように、亜硝酸ナトリウムを0.069重量%添加すると、電流電位曲線の立ち上がり電位が急激に貴に移行しているのが確認された。立ち上がり電位の貴への移行は、すきま腐食を防止する効果を示すものである。なお、亜硝酸ナトリウムを0.069重量%以上添加しても、その立ち上がり電位はあまり変化しないので、0.069重量%以上では亜硝酸ナトリウムの効果の差はないことがわかった。これより、アニオン系の界面活性剤を微量添加したクーラント溶液中で、NaNO2を0.069重量%以上添加することにより高いすきま腐食防止効果が得られるということが明らかになった。
【0025】
(実験4)
上述した実験1〜3の結果に基づき以下の実験を行った。クーラントとして上述したノリタケクールNK−81L((株)ノリタケカンパニーリミテド製)を用い、そこに亜硝酸ナトリウムを0.345重量%した研削液と、亜硝酸ナトリウムを添加しない研削液とを準備した。それらの研削液を使用する研削盤をそれぞれ準備した。
【0026】
亜硝酸ナトリウムを添加したクーラントを用いた研削加工装置では、その摺動部にすきま腐食が確認されなかったが、亜硝酸ナトリウムを添加していないクーラントを用いた研削加工装置では、その摺動部にすきま腐食が確認された。
【0027】
(評価結果)
以上の実験から明らかなように、クーラント中に亜硝酸ナトリウムを少量添加することにより、電流電位曲線の立ち上がり電位が貴に移行し、すきま腐食抑制効果が確認された。その理由は、試験片であるS45C(Cを約0.45重量%含有する機械構造用炭素鋼)の鉄成分は中間の酸に属するものであり、またNO2も中間の塩基に属するものであることから、両者が結合しやすく、その結果、すきま腐食の発生を抑制する皮膜形成が容易に起こると考えられる。
【0028】
【発明の効果】
以上説明したように、本発明のクーラントによれば、そのクーラントに含まれる亜硝酸ナトリウムが機械加工装置のすきま腐食を防止するように作用し、その結果、局部腐食による機械部材の劣化を抑制することができる。
【0029】
また、そのクーラントを使用する本発明の機械加工装置は、局部腐食による機械部材の劣化に基づいた機械加工装置の故障や事故を招くことがなく、さらに、その機械加工装置により加工される製品の品質低下や製品価値を低下させる等の問題を起こさない。その結果、機械加工を、安定して安全に行うことができると共に、一定品質の加工材を安定して製造することができる。
【図面の簡単な説明】
【図1】クーラントの濃度を変化させたときの電流−電位曲線である。
【図2】亜硝酸ナトリウムの濃度を変化させたときのすきま腐食電位の変化を示すグラフである。
【図3】亜硝酸ナトリウムの濃度を変化させたときのすきま腐食電位の変化を示すグラフである。
Claims (3)
- ソリューションタイプのクーラントであって、機械加工装置のすきま腐食を防止するための添加剤として0.345重量%以上の亜硝酸ナトリウムを含有することを特徴とするクーラント。
- ソリューションタイプのクーラントを使用する機械加工装置であって、前記クーラントが、当該機械加工装置のすきま腐食を防止するための添加剤として0.345重量%以上の亜硝酸ナトリウムを含有することを特徴とする機械加工装置。
- 前記すきま腐食が防止される部材が、C0.07〜0.61重量%を含有する機械構造用炭素鋼からなることを特徴とする請求項2に記載の機械加工装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003038008A JP2004244575A (ja) | 2003-02-17 | 2003-02-17 | クーラントおよびそれを使用する機械加工装置 |
| US10/644,062 US20040159822A1 (en) | 2003-02-17 | 2003-08-20 | Coolant and machining device utilizing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003038008A JP2004244575A (ja) | 2003-02-17 | 2003-02-17 | クーラントおよびそれを使用する機械加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004244575A true JP2004244575A (ja) | 2004-09-02 |
Family
ID=32844451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003038008A Withdrawn JP2004244575A (ja) | 2003-02-17 | 2003-02-17 | クーラントおよびそれを使用する機械加工装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20040159822A1 (ja) |
| JP (1) | JP2004244575A (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2947280B1 (fr) * | 2009-06-30 | 2012-06-08 | Omya Development Ag | Fluide caloporteur |
| JP5689499B2 (ja) * | 2013-05-17 | 2015-03-25 | ファナック株式会社 | 防錆機能を有するワイヤ放電加工機 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06116764A (ja) * | 1992-10-07 | 1994-04-26 | Echiren Chem Kk | 不凍液組成物 |
| EP0995785A1 (en) * | 1998-10-14 | 2000-04-26 | Texaco Development Corporation | Corrosion inhibitors and synergistic inhibitor combinations for the protection of light metals in heat-transfer fluids and engine coolants |
-
2003
- 2003-02-17 JP JP2003038008A patent/JP2004244575A/ja not_active Withdrawn
- 2003-08-20 US US10/644,062 patent/US20040159822A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20040159822A1 (en) | 2004-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11186800B2 (en) | Metalworking fluid | |
| US4313837A (en) | Using molybdates to inhibit corrosion in water-based metalworking fluids | |
| EP1649079B1 (en) | Method for inhibiting corrosion using quaternary ammonium carbonates | |
| CN105038942A (zh) | 一种用于镁合金切削加工的环境友好型水溶性切削液 | |
| EP0810302B1 (en) | Use of a mixture of surfactants for corrosion inhibiting | |
| CN111909770A (zh) | 全合成高润滑金属加工液、其制备方法及用途 | |
| Lotierzo et al. | Insight into the role of amines in Metal Working Fluids | |
| PL84505B1 (ja) | ||
| CN108192712A (zh) | 低泡抗硬水微乳型切削液 | |
| JP6488235B2 (ja) | 水溶性切削油剤原液組成物、切削油剤組成物および切削加工方法 | |
| JP2004244575A (ja) | クーラントおよびそれを使用する機械加工装置 | |
| CN104004578A (zh) | 一种铝合金专用切削液 | |
| CN103160383B (zh) | 含电解离子水的水性工业多用途介质、制备方法及使用方法 | |
| JP2025003700A (ja) | 金属加工油剤組成物及び金属加工方法 | |
| CN103351914A (zh) | 一种水溶性切削液 | |
| JP4974150B2 (ja) | 水溶性加工油剤 | |
| CN106590896A (zh) | 一种防锈防腐金属切削液及其制备方法 | |
| JPH0748589A (ja) | 難加工性金属材料の塑性加工用潤滑剤 | |
| JP2005343955A (ja) | 金属加工用水性潤滑剤組成物およびそれを用いた金属加工方法 | |
| CN121554500B (zh) | 一种缓蚀剂、高效润滑水基切削液及其应用 | |
| JP2000129283A (ja) | 防食性に優れた水系潤滑剤 | |
| JP2000160186A (ja) | 水溶性金属加工用油剤 | |
| JP2021187963A (ja) | 金属加工油剤組成物及び金属加工方法 | |
| Canter | Metalworking Fluids: Minimizing aluminum staining: Strategies, including screening tests, are discussed to assist with providing approaches for protecting aluminum alloys. | |
| CN113174287A (zh) | 金属用切削液 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20060509 |