【0001】
【発明の属する技術分野】
本発明は、プリント配線板に内蔵するインダクタンス素子として用いられる高い透磁率を有する複合磁性材シートに関する。
【0002】
【従来の技術】
近年、通信情報の急増に伴い、電子機器の高性能化、小型・軽量化が強く望まれている中、回路部品の高密度化、高機能化が要求されている。インダクタンス素子についても、小型化と薄型化したインダクタンス素子が求められている。そのため、例えば、特許文献1に記載されているように、インダクタ層形成法としては、平均粒径が数百nm〜数十μmのフェライト粉末を有機材料または熱硬化樹脂中に混合・分散させた方法が用いられてきた。
【0003】
また、例えば、特許文献2に記載されているように、樹脂中に高い透磁率を有する粉末を混合・分散させシート状に形成し、それを多層プリント配線板内にインダクタンス素子として内蔵し用いることにより、発生ノイズを低減することが行われていた。
【0004】
【特許文献1】
特開平10−270255号公報
【特許文献2】
特開平10−79593号公報
【0005】
さらに、高透磁率のインダクタンス素子を得るために、透磁率の高いフェライト粉末を樹脂中に混合・分散させシート状としたインダクタシートが用いられ、また高周波で優れたインダクタンス素子を得るために透磁率の低いフェライト粉末を樹脂中に混合・分散させシート状としたインダクタシートが用いられていた。
【0006】
【発明が解決しようとする課題】
しかしながら、上述したような従来の方法では、以下のような問題があった。まず、高い透磁率を有するインダクタンス素子を得るために、樹脂中に高い透磁率を有する粉末を混合・分散させることが行われていた。しかし、使用する粉末の透磁率が高いほど高周波特性が悪くなる傾向にあり、逆に使用する粉末の透磁率が低いほど高周波数特性に優れているが、当然の事ながら高い透磁率を有するインダクタンス素子を得ることができない。
【0007】
また、使用する粉末をフェライト粉末の代わりに金属磁性粉末を用いた場合、比較的高い透磁率も望め、高周波数特性の良いインダクタンス素子を得られるが、絶縁性が低く、銅箔のパターンと素子間とのショートを生じる不具合が発生していた。
【0008】
従って、本発明の目的は、高い透磁率を有し、かつ絶縁性が高い複合磁性材シートを提供することである。
【0009】
【課題を解決するための手段】
本発明によれば、上記問題を解決するために、離型性を有するPETフィルムの離型面に成形性、粘着性、密着性、加工性および電気特性、絶縁性に優れた公知の樹脂材料の中から適宜選択し、その樹脂中に扁平状で、かつ平均粒径が0.1〜50μmである高透磁率を有する形状異方性金属磁性粉末の表面に絶縁体層を被覆させた絶縁体被覆金属磁性粉末を、少なくとも1種類以上混合、分散させ、公知の塗工方式により塗布し、シートを形成後、面内配向処理をしたことを特徴とする複合磁性材シートが得られる。さらに、乾燥後に離型PETフィルムから剥離することで得ることを特徴とする複合磁性材シートが得られる。
【0010】
このように、高い透磁率を有する形状異方性金属磁性粉末の表面を絶縁体層で被覆した絶縁体被覆金属磁性粉末は、噴霧熱分解法(例えば、特公平3−68484)やスパッタ法等で得ることができる。
【0011】
即ち、本発明は、1種類以上の樹脂中に扁平状で、かつ平均粒径が0.1〜50μmである高透磁率を有する形状異方性金属磁性粉末の表面に絶縁体層を被覆させた絶縁体被覆金属磁性粉末を、少なくとも1種類以上混合、分散させ、面内配向処理により、前記樹脂中に混合、分散した前記絶縁体被覆金属磁性粉末の方向が一定とされた複合磁性材シートである。
【0012】
また、本発明は、前記絶縁体層の厚みを0.001〜10μmとする複合磁性材シートである。
【0013】
また、本発明は、前記樹脂中に混合・分散させた絶縁体被覆金属磁性粉末の充填率が10%から95%の範囲であり、シートの厚みが1〜100μmである複合磁性材シートである。
【0014】
【発明の実施の形態】
本発明の実施の形態による複合磁性材シートについて、以下に説明する。
【0015】
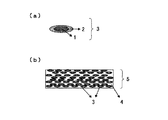
図1は、本発明の実施の形態による複合磁性材シートの説明図である。図1(a)は、絶縁体被覆金属磁性粉末3の説明図であり、図1(b)は、複合磁性材シート5の説明図である。
【0016】
本発明で使用する高い透磁率を有する形状異方性金属磁性粉末1は、センダスト合金粉末、パーマロイ系合金粉末、アモルファス合金、ニッケル、鉄、アルミニウム、コバルト、ネオジウム、白金、亜鉛、クロム、チタン等が用いられる。
【0017】
本発明で使用する粉末は、前記粉末のうち少なくとも1種類以上を選択し用いる。
【0018】
また、本発明で使用する高い透磁率を有する形状異方性金属磁性粉末1の粒子形状は、扁平状の粉末を使用し、平均粒径は0.1μmから50μmの範囲が望ましい。使用する粉末の平均粒径が0.1μm未満では、使用する樹脂との混合、分散が難しく、平均粒径が50μmを超えると、均一な分散を行うことが困難となり、特に粉末の充填率が高い複合磁性材シートの場合に緻密な成形体が得られない。
【0019】
絶縁体層2の形成に使用する材料としては、絶縁性を有する酸化物組成であれば良く、例えばガラス質を形成するような珪素、亜鉛、銅、アルミニウム、チタン、クロム、鉄、ジルコニウム、アルカリ金属等を少なくとも1種類以上含む酸化物元素を選択して用いる。
【0020】
また、本発明では、絶縁体層の厚みは、0.001〜10μmの範囲が望ましい。絶縁体層の厚みが0.001μm未満では、絶縁特性が低下し、また、絶縁体層の厚みが10μmを超えると、絶縁体層にクラックが発生するなど不具合が生ずる。
【0021】
本発明の複合磁性材シートの透磁率は、5から100であることが望ましく、膜厚が1μmから100μmの範囲に形成してあることが望ましい。膜厚が1μm未満では、シート成形が不充分で脆化または変形やクラック、割れ等の原因になるおそれがある。また、膜厚が100μmを超えると、小型・薄膜化が強く望まれている積層プリント配線板に内蔵することが困難となる。
【0022】
また、本発明の複合磁性材シートに使用する高い透磁率を有する形状異方性金属磁性粉末の充填率は、10%から95%の範囲である。形状異方性金属磁性粉末の充填率が10%未満では、透磁率の高い複合磁性体シートを得ることが難しく、95%を超える充填率では、複合磁性材シートの膜強度が劣化してしまい、シートの変形やクラック、割れ等の原因になるおそれがある。
【0023】
本発明に用いられる樹脂材料としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂等のエポキシ樹脂、ビニルエステル樹脂、ポリイミド樹脂、芳香族ポリエステル樹脂、フェノール樹脂ビニルベンジル化合物等が挙げられる。これらの中でも成形性、粘着性、密着性、加工性および電気特性、絶縁性に優れているエポキシ樹脂が望ましい(例えば、特開2002−47334号公報)。
【0024】
本発明の複合磁性材シートの各成分を上記の範囲内で適宜設定することで、高い透磁率を得ることが可能となり、さらに高周波帯域でも高い透磁率を得ることが可能となる。
【0025】
本発明の複合磁性材シートは、以下のような製造方法によって形成される。
【0026】
まず、高い透磁率を有する形状異方性金属磁性粉末の表面に、珪素、亜鉛、銅、アルミニウム、チタン、クロム、鉄、ジルコニウム、アルカリ金属を少なくとも1種類以上含む酸化物を噴霧熱分解法やスパッタ法を用いて被覆し、得られた絶縁体被覆金属磁性粉末を成形性、粘着性、密着性、加工性および電気特性、絶縁性に優れた樹脂材料にそれぞれ所定量ずつ調合して有機溶剤で十分に混合・分散する。有機溶剤は、MEK、MIBK、トルエン、キシレン、メチルセロソルブ、ブチルセロソルブ等を使用し、特に沸点の高い混合メチルセロソルブが望ましい。また、混合・分散は三本ロール、ダイノーミル、ボールミル、攪拌機、プラネタリーミキサー、サンドミル、パールミル等で行う。
【0027】
先の説明で得ることのできた高い透磁率を有する塗料を離型性を有するPETフィルムの離型面にコンマコーター、リバースコーター、グラビアコーター、ダイコーター、ドクターブレード、リップコーター、スロットダイコーター、クローズドエッジダイコーター等の塗工方式にて塗布する。特に、塗布表面のピンホール、スジ、ムラ等の発生が少ないリップコーターが望ましい。
【0028】
また、前記で得た複合磁性材シート中に混合した形状異方性金属磁性粉末に合わせて磁場強度を調整し、面内配向処理を行う。
【0029】
【実施例】
本発明の実施例による複合磁性材シートについて、下記に説明する。
【0030】
複合磁性材シートについて、ビスフェノールA型高分子エポキシ樹脂20重量部中に扁平状でかつ平均粒径が15μmのセンダスト粉末の表面にスパッタ法にて珪素を被覆し、得た絶縁体金属磁性粉末を有機溶剤メチルセロソルブとともにダイノーミルにて混合・分散して得られた塗料をリップコーターにて厚みが30μmになるように塗布した。シートを形成後、800Gの面内配向処理を行い、図1(b)の複合磁性材シートを作製した。
【0031】
比較試料Aは、初期透磁率が2000のNi−ZnフェライトをビスフェノールA型高分子エポキシ樹脂20重量部中に有機溶剤メチルセロソルブとともにダイノーミルにて混合・分散して得られた塗料をリップコーターにて厚みが30μmになるように塗布したものである。
【0032】
比較試料Bは、初期透磁率が700のNi−ZnフェライトをビスフェノールA型高分子エポキシ樹脂20重量部中に有機溶剤メチルセロソルブとともにダイノーミルにて混合・分散して得られた塗料をリップコーターにて厚みが30μmになるように塗布したものである。
【0033】
図2は、実施例による複合磁性材シートの透磁率の周波数特性を示す図である。図2より、本発明の複合磁性材シートの透磁率は、比較試料A、比較試料Bに比べて、高い値を示していることがわかる。
【0034】
このように、扁平状の絶縁体被覆金属磁性粉末を用いることで、従来のフェライト粉末等を粉砕した片方、あるいは凹凸のあるブロック状のものと比較して扁平でかつ小径であるため、樹脂中の分散性、細密充填を上げることが可能となる。また、シートを形成後、面内配向処理を行うことにより、樹脂中に混合・分散した絶縁体被覆金属磁性粉末の方向が一定となり、高い透磁率を得ることが可能となる。
【0035】
また、高透磁率を有する形状異方性金属磁性粉末の表面に絶縁体層を被覆することで絶縁性が高く、錆などの腐食の発生を防ぐことが可能となる。
【0036】
【発明の効果】
以上の結果のように、本発明によれば、樹脂中に扁平状でかつ小径の形状異方性金属磁性粉末の表面に絶縁体層を被覆した絶縁体被覆金属磁性粉末を分散させ面内配向処理を行い作製したため、高い透磁率と高周波特性の良い複合磁性材シートを得ることが可能となる。また、表面被覆により絶縁性が高く、作業する際に作業性が良く、腐食発生の問題がない複合磁性材シートを提供できる。
【図面の簡単な説明】
【図1】本発明の実施の形態による複合磁性材シートの説明図。図1(a)は、絶縁体被覆金属磁性粉末の説明図、 図1(b)は、複合磁性材シートの説明図。
【図2】本発明の複合磁性材シートの透磁率の周波数特性を示す図。
【符号の説明】
1 (高い透磁率を有する)形状異方性金属磁性粉末
2 絶縁体層
3 絶縁体被覆金属磁性粉末
4 樹脂
5 複合磁性材シート[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to a composite magnetic material sheet having a high magnetic permeability used as an inductance element incorporated in a printed wiring board.
[0002]
[Prior art]
In recent years, with the rapid increase of communication information, there has been a strong demand for higher performance, smaller size and lighter weight of electronic devices, and higher density and higher functionality of circuit components are required. As for the inductance element, there is a demand for a smaller and thinner inductance element. Therefore, for example, as described in Patent Document 1, as a method for forming an inductor layer, ferrite powder having an average particle diameter of several hundred nm to several tens μm is mixed and dispersed in an organic material or a thermosetting resin. Methods have been used.
[0003]
Further, for example, as described in Patent Document 2, powder having high magnetic permeability is mixed and dispersed in a resin to form a sheet, which is incorporated and used as an inductance element in a multilayer printed wiring board. Thus, the generated noise has been reduced.
[0004]
[Patent Document 1]
JP 10-270255 A [Patent Document 2]
JP 10-79593 A
Furthermore, in order to obtain an inductance element having a high magnetic permeability, a ferrite powder having a high magnetic permeability is mixed and dispersed in a resin, and a sheet-shaped inductor sheet is used. Inductor sheets have been used which are made by mixing and dispersing a ferrite powder having a low ferrite powder in a resin to form a sheet.
[0006]
[Problems to be solved by the invention]
However, the conventional method as described above has the following problems. First, in order to obtain an inductance element having a high magnetic permeability, a powder having a high magnetic permeability is mixed and dispersed in a resin. However, the higher the magnetic permeability of the powder used, the lower the high-frequency characteristics tend to be. On the contrary, the lower the magnetic permeability of the powder used, the more excellent the high-frequency characteristics. No element can be obtained.
[0007]
When metal powder is used instead of ferrite powder, relatively high magnetic permeability can be expected, and an inductance element with high frequency characteristics can be obtained. There was a problem that a short circuit occurred between them.
[0008]
Accordingly, an object of the present invention is to provide a composite magnetic material sheet having high magnetic permeability and high insulating properties.
[0009]
[Means for Solving the Problems]
According to the present invention, in order to solve the above problems, a known resin material having excellent moldability, adhesiveness, adhesion, workability and electrical properties, and insulating properties on a release surface of a PET film having release properties. An insulating material in which an insulating layer is coated on the surface of a shape-anisotropic metal magnetic powder having a high permeability and a flat shape in the resin and having an average particle size of 0.1 to 50 μm in the resin. A composite magnetic material sheet is obtained by mixing and dispersing at least one or more body-coated metal magnetic powders, applying the mixture by a known coating method, forming a sheet, and performing in-plane orientation treatment. Further, a composite magnetic material sheet characterized by being obtained by peeling from a release PET film after drying is obtained.
[0010]
As described above, the insulator-coated metal magnetic powder in which the surface of the shape anisotropic metal magnetic powder having a high magnetic permeability is coated with the insulator layer can be obtained by a spray pyrolysis method (for example, Japanese Patent Publication No. 3-68484), a sputtering method, or the like. Can be obtained at
[0011]
That is, the present invention relates to a method in which an insulating layer is coated on the surface of a shape-anisotropic metal magnetic powder having a high magnetic permeability having a flat shape and an average particle diameter of 0.1 to 50 μm in one or more resins. A composite magnetic material sheet in which at least one or more of the above-mentioned insulator-coated metal magnetic powders are mixed and dispersed, and the direction of the insulator-coated metal magnetic powder mixed and dispersed in the resin is fixed by in-plane orientation treatment. It is.
[0012]
Further, the present invention is a composite magnetic material sheet wherein the thickness of the insulator layer is 0.001 to 10 μm.
[0013]
Further, the present invention is a composite magnetic material sheet wherein the filling rate of the insulator-coated metal magnetic powder mixed and dispersed in the resin is in the range of 10% to 95%, and the sheet thickness is 1 to 100 μm. .
[0014]
BEST MODE FOR CARRYING OUT THE INVENTION
The composite magnetic material sheet according to the embodiment of the present invention will be described below.
[0015]
FIG. 1 is an explanatory diagram of a composite magnetic material sheet according to an embodiment of the present invention. FIG. 1A is an explanatory diagram of the insulator-coated metal magnetic powder 3, and FIG. 1B is an explanatory diagram of the composite magnetic material sheet 5.
[0016]
Shape anisotropic metal magnetic powder 1 having a high magnetic permeability used in the present invention includes sendust alloy powder, permalloy alloy powder, amorphous alloy, nickel, iron, aluminum, cobalt, neodymium, platinum, zinc, chromium, titanium, etc. Is used.
[0017]
The powder used in the present invention is selected from at least one of the above-mentioned powders.
[0018]
The particle shape of the shape anisotropic metal magnetic powder 1 having a high magnetic permeability used in the present invention is a flat powder, and the average particle diameter is desirably in the range of 0.1 μm to 50 μm. If the average particle size of the powder used is less than 0.1 μm, it is difficult to mix and disperse with the resin to be used, and if the average particle size exceeds 50 μm, it becomes difficult to perform uniform dispersion, and especially the filling rate of the powder is reduced. In the case of a high composite magnetic material sheet, a dense compact cannot be obtained.
[0019]
The material used to form the insulator layer 2 may be any oxide composition having an insulating property, for example, silicon, zinc, copper, aluminum, titanium, chromium, iron, zirconium, alkali which forms a vitreous material. An oxide element containing at least one kind of metal or the like is selected and used.
[0020]
In the present invention, the thickness of the insulator layer is preferably in the range of 0.001 to 10 μm. If the thickness of the insulator layer is less than 0.001 μm, the insulating properties will be degraded, and if the thickness of the insulator layer exceeds 10 μm, problems will occur such as cracks in the insulator layer.
[0021]
The magnetic permeability of the composite magnetic material sheet of the present invention is desirably 5 to 100, and the film thickness is desirably formed in the range of 1 μm to 100 μm. If the film thickness is less than 1 μm, the sheet may be insufficiently formed, resulting in embrittlement, deformation, cracks, cracks, and the like. On the other hand, if the film thickness exceeds 100 μm, it becomes difficult to incorporate the film into a laminated printed wiring board for which a reduction in size and thickness is strongly desired.
[0022]
The filling rate of the shape-anisotropic metal magnetic powder having high magnetic permeability used in the composite magnetic material sheet of the present invention is in the range of 10% to 95%. If the filling rate of the shape-anisotropic metal magnetic powder is less than 10%, it is difficult to obtain a composite magnetic material sheet having a high magnetic permeability, and if the filling rate exceeds 95%, the film strength of the composite magnetic material sheet deteriorates. This may cause deformation, cracks, cracks and the like of the sheet.
[0023]
As the resin material used in the present invention, bisphenol A epoxy resin, bisphenol F epoxy resin, bisphenol S epoxy resin, epoxy resin such as bisphenol AD epoxy resin, vinyl ester resin, polyimide resin, aromatic polyester resin, Phenol resin vinylbenzyl compound and the like can be mentioned. Among these, an epoxy resin excellent in moldability, adhesiveness, adhesion, workability, electrical characteristics, and insulation is desirable (for example, JP-A-2002-47334).
[0024]
By appropriately setting each component of the composite magnetic material sheet of the present invention within the above range, a high magnetic permeability can be obtained, and a high magnetic permeability can be obtained even in a high frequency band.
[0025]
The composite magnetic material sheet of the present invention is formed by the following manufacturing method.
[0026]
First, an oxide containing at least one of silicon, zinc, copper, aluminum, titanium, chromium, iron, zirconium, and an alkali metal is spray-pyrolyzed on the surface of a shape-anisotropic metal magnetic powder having a high magnetic permeability. A predetermined amount of each of the obtained insulator-coated metal magnetic powders is coated with a resin material having excellent moldability, adhesiveness, adhesion, workability, electrical properties, and insulation properties by using a sputtering method. Mix and disperse well. As the organic solvent, MEK, MIBK, toluene, xylene, methyl cellosolve, butyl cellosolve, or the like is used, and mixed methyl cellosolve having a high boiling point is particularly desirable. Mixing / dispersion is performed with a three-roll mill, a Dyno mill, a ball mill, a stirrer, a planetary mixer, a sand mill, a pearl mill, or the like.
[0027]
Comma coater, reverse coater, gravure coater, die coater, doctor blade, lip coater, slot die coater, and closed coat are applied to the release surface of the PET film having high releasability obtained by the above description. It is applied by a coating method such as an edge die coater. In particular, a lip coater in which pinholes, streaks, unevenness, and the like on the application surface are small is desirable.
[0028]
Further, the magnetic field intensity is adjusted according to the shape anisotropic metal magnetic powder mixed in the composite magnetic material sheet obtained above, and the in-plane orientation treatment is performed.
[0029]
【Example】
A composite magnetic material sheet according to an embodiment of the present invention will be described below.
[0030]
For the composite magnetic material sheet, the surface of a flat and sendust powder having an average particle size of 15 μm in 20 parts by weight of a bisphenol A type polymer epoxy resin is coated with silicon by a sputtering method, and the obtained insulator metal magnetic powder is coated. A paint obtained by mixing and dispersing with an organic solvent methyl cellosolve in a Dyno mill was applied by a lip coater so as to have a thickness of 30 μm. After forming the sheet, an in-plane orientation treatment of 800 G was performed to produce a composite magnetic material sheet of FIG. 1B.
[0031]
Comparative sample A was prepared by mixing and dispersing Ni-Zn ferrite having an initial magnetic permeability of 2,000 in 20 parts by weight of a bisphenol A type polymer epoxy resin with an organic solvent methyl cellosolve using a Dyno mill with a lip coater. It is applied so that the thickness becomes 30 μm.
[0032]
Comparative sample B was prepared by mixing and dispersing Ni-Zn ferrite having an initial magnetic permeability of 700 in 20 parts by weight of a bisphenol A type polymer epoxy resin with an organic solvent methyl cellosolve using a Dyno mill with a lip coater. It is applied so that the thickness becomes 30 μm.
[0033]
FIG. 2 is a diagram illustrating frequency characteristics of the magnetic permeability of the composite magnetic material sheet according to the example. FIG. 2 shows that the magnetic permeability of the composite magnetic material sheet of the present invention shows a higher value than those of Comparative Samples A and B.
[0034]
As described above, by using the flat insulator-coated metal magnetic powder, one of the conventional ferrite powders or the like pulverized, or a flat and small diameter as compared with a block-shaped material having irregularities, the Dispersibility and fine packing can be improved. In addition, by performing in-plane orientation treatment after forming the sheet, the direction of the insulator-coated metal magnetic powder mixed and dispersed in the resin becomes constant, and a high magnetic permeability can be obtained.
[0035]
Further, by covering the surface of the shape anisotropic metal magnetic powder having a high magnetic permeability with an insulator layer, the insulating property is high and it is possible to prevent the occurrence of corrosion such as rust.
[0036]
【The invention's effect】
As described above, according to the present invention, a flat and small-diameter shape-anisotropic metal magnetic powder in a resin is dispersed with an insulator-coated metal magnetic powder in which an insulator layer is coated on the surface, and in-plane orientation is performed. Because of the processing, the composite magnetic material sheet having high magnetic permeability and good high-frequency characteristics can be obtained. In addition, it is possible to provide a composite magnetic material sheet having high insulation properties due to the surface coating, good workability during work, and no problem of corrosion.
[Brief description of the drawings]
FIG. 1 is an explanatory view of a composite magnetic material sheet according to an embodiment of the present invention. FIG. 1A is an explanatory diagram of an insulator-coated metal magnetic powder, and FIG. 1B is an explanatory diagram of a composite magnetic material sheet.
FIG. 2 is a diagram showing frequency characteristics of magnetic permeability of the composite magnetic material sheet of the present invention.
[Explanation of symbols]
Reference Signs List 1 Shape anisotropic metal magnetic powder (having high magnetic permeability) 2 Insulator layer 3 Insulator coated metal magnetic powder 4 Resin 5 Composite magnetic material sheet