JP2004251402A - 伝動ベルトとその製造方法 - Google Patents
伝動ベルトとその製造方法 Download PDFInfo
- Publication number
- JP2004251402A JP2004251402A JP2003043699A JP2003043699A JP2004251402A JP 2004251402 A JP2004251402 A JP 2004251402A JP 2003043699 A JP2003043699 A JP 2003043699A JP 2003043699 A JP2003043699 A JP 2003043699A JP 2004251402 A JP2004251402 A JP 2004251402A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- short fibers
- rubber
- power transmission
- nonwoven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 239000000835 fiber Substances 0.000 claims abstract description 72
- 229920001971 elastomer Polymers 0.000 claims abstract description 69
- 239000005060 rubber Substances 0.000 claims abstract description 68
- 230000005540 biological transmission Effects 0.000 claims description 31
- 239000004745 nonwoven fabric Substances 0.000 claims description 30
- 238000000034 method Methods 0.000 claims description 13
- 230000002093 peripheral effect Effects 0.000 claims description 6
- 239000004744 fabric Substances 0.000 abstract description 11
- 239000000853 adhesive Substances 0.000 abstract description 7
- 230000001070 adhesive effect Effects 0.000 abstract description 7
- 238000005498 polishing Methods 0.000 abstract description 3
- 239000010410 layer Substances 0.000 description 15
- -1 methylene norbornene Chemical compound 0.000 description 8
- 229920000728 polyester Polymers 0.000 description 7
- 239000004952 Polyamide Substances 0.000 description 4
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 229920000742 Cotton Polymers 0.000 description 3
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 3
- 229920006231 aramid fiber Polymers 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Natural products CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 2
- 239000004594 Masterbatch (MB) Substances 0.000 description 2
- 229920000459 Nitrile rubber Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 2
- ZFMQKOWCDKKBIF-UHFFFAOYSA-N bis(3,5-difluorophenyl)phosphane Chemical compound FC1=CC(F)=CC(PC=2C=C(F)C=C(F)C=2)=C1 ZFMQKOWCDKKBIF-UHFFFAOYSA-N 0.000 description 2
- MIMDHDXOBDPUQW-UHFFFAOYSA-N dioctyl decanedioate Chemical compound CCCCCCCCOC(=O)CCCCCCCCC(=O)OCCCCCCCC MIMDHDXOBDPUQW-UHFFFAOYSA-N 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229920000126 latex Polymers 0.000 description 2
- 239000004816 latex Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 238000004073 vulcanization Methods 0.000 description 2
- RRKODOZNUZCUBN-CCAGOZQPSA-N (1z,3z)-cycloocta-1,3-diene Chemical compound C1CC\C=C/C=C\C1 RRKODOZNUZCUBN-CCAGOZQPSA-N 0.000 description 1
- PRBHEGAFLDMLAL-GQCTYLIASA-N (4e)-hexa-1,4-diene Chemical compound C\C=C\CC=C PRBHEGAFLDMLAL-GQCTYLIASA-N 0.000 description 1
- OJOWICOBYCXEKR-KRXBUXKQSA-N (5e)-5-ethylidenebicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(=C/C)/CC1C=C2 OJOWICOBYCXEKR-KRXBUXKQSA-N 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 239000004902 Softening Agent Substances 0.000 description 1
- YSMRWXYRXBRSND-UHFFFAOYSA-N TOTP Chemical compound CC1=CC=CC=C1OP(=O)(OC=1C(=CC=CC=1)C)OC1=CC=CC=C1C YSMRWXYRXBRSND-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical class OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 229920002681 hypalon Polymers 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 235000021317 phosphate Nutrition 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 125000005498 phthalate group Chemical class 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229940116351 sebacate Drugs 0.000 description 1
- CXMXRPHRNRROMY-UHFFFAOYSA-L sebacate(2-) Chemical compound [O-]C(=O)CCCCCCCCC([O-])=O CXMXRPHRNRROMY-UHFFFAOYSA-L 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images




Abstract
【解決手段】ベルト長手方向に沿って心線102を埋設した接着ゴム層103と、該ゴム層103に隣接してベルト長手方向に延びるリブ部106を有するVリブドベルト100であり、リブ部表面111を研磨して不織布107の短繊維109を起毛させてベルト走行時の騒音を軽減した構成からなる。
【選択図】 図7
Description
【発明の属する技術分野】
本発明は伝動ベルトとその製造方法に係り、詳しくは正確に成形したリブ部の伝動面に付着した不織布の短繊維を起毛させてベルト走行時の騒音を軽減した伝動ベルトとその製造方法に関する。
【0002】
【従来の技術】
従来から未加硫ゴム中に短繊維を一定方向へ配向させる方法としては、圧延シート作製工程において回転速度を変えた一対のカレンダーロールに短繊維を含んだ未加硫ゴムを投入し、圧延されたゴムシート中の短繊維をシートの圧延方向へ配向させ、そして成形するベルト幅に応じて切断していた。その後、積層工程においてカットした圧延シートを数枚重ね合わせて所定厚みに積層し、続いて巻付け工程において短繊維が幅方向に配向した積層物を成形ドラムに巻き付けて得られたベルト成形体を加硫し、そしてグライダーホイールによってベルトスリーブ表面に複数のリブ部を研削し、リブ部表面に短繊維を突出させて走行時の騒音を軽減したベルトを製造していた。しかし、圧延シートは、厚みを薄くしなければ、短繊維をシート圧延方向に充分に配向させることができないために、やむを得ずシートを重ねていたためにベルト成形用シートを得るには多大の工数を要していた。
【0003】
これを改善する方法として、短繊維含有ゴム組成物を拡張ダイによってシート化したものを伝動ベルトに使用することも提案されている。例えば、特許文献1には、Vリブ部成形溝を有する拡張ダイを出口部分に備えた押出機によって円筒状リブゴムチューブを押出し、このリブゴムチューブを切開したシート用いて金型上でVリブドベルト成形体を成形して、加硫し、そしてベルト成形体のVリブ部のリブ表面を研削して短繊維をリブ部表面に露出させ、走行時の騒音を軽減したVリブドベルトを作製することが開示されている。
【0004】
一方、このような研削方法によって短繊維をリブ部表面に露出させる以外に、特許文献2には静電植毛によって動力伝動側及び被伝達面の少なくとも一方の伝達部接触表面に立毛を設け、走行時の騒音を軽減した動力伝動用部材が記載されている。
【0005】
また、特許文献3には、ベルト表面にフロック加工されたファブリックを装着し、摩擦係数を増加させた駆動面を設けた伝動ベルトが開示されている。
【0006】
【特許文献1】
特開平8−74936号公報
【特許文献2】
特開平9−14361号公報
【特許文献3】
特開2001−82549号公報
【0007】
【発明が解決しようとする課題】
しかしながら、リブ部を有する伝動ベルトの製造方法では、静電植毛によって直接リブ部の表面に立毛すると、V形状のリブ溝の入口付近では充分な植毛が出来ても、リブ溝に奥深い個所では植毛しにくいといった問題があり、新たな製造方法の開発が望まれていた。一方、フロック加工されたファブリックを用いる場合には、不織布のようなファブリック(基体)に接着剤を塗布し、この上に短繊維フロックを機械的に、また静電気的に付着したものをベルトの製造に使用するものであり、フロック加工されたファブリックの端部をラップ接合し、あるいは突合せ接合するために、ベルト成形後にはファブリックの接合部から剥離が起こる可能性があった。
【0008】
本発明はかかる問題に着目し、鋭意研究した結果、正確に成形したリブ部の伝動面に付着した不織布の短繊維を起毛させてベルト走行時の騒音を軽減した伝動ベルトとその製造方法を提供することを目的とする。
【0009】
【課題を解決するための手段】
上記した目的を達成すべく本願請求項1記載の発明は、ベルト長手方向に沿って心線を埋設したゴム層と、該ゴム層に隣接してベルト長手方向に延びるリブ部を有する伝動ベルトにおいて、リブ部表面に設けた不織布の短繊維を起毛させた伝動ベルトにあり、不織布から起毛した短繊維がベルト走行時の騒音を軽減する。
【0010】
本願請求項2記載の発明は、リブ部のゴム中には、短繊維がベルト幅方向に配向している伝動ベルトにあり、配向した短繊維がベルトの耐側圧性を向上させる。
【0011】
本願請求項3記載の発明は、リブ部のゴム中には、短繊維が存在しない伝動ベルトであり、安価なベルトを提供することができる。
【0012】
本願請求項4記載の発明は、ベルト長手方向に沿って心線を埋設したゴム層と、該ゴム層に隣接してベルトの長手方向に延びるリブ部を有する伝動ベルトの製造方法において、
外周面に可撓性ジャケットを装着した内型と、内周面にリブ型を刻印した外型との間に、ゴムシートと不織布の積層物を介在させ、
上記可撓性ジャケットを膨張させて上記積層物の不織布が外型の刻印したリブ型に密着するように未加硫の予備成型体を作製し、
外型から離脱した内型の可撓性ジャケット面に少なくとも心線を巻き付け、
再度、上記内型を外型内に設置し、可撓性ジャケットを膨張させて心線を外型に装着した予備成型体と一体的に加硫し、
脱型してリブ部を有する加硫ベルトスリーブを作製し、
上記加硫ベルトスリーブのリブ部表面を研磨して不織布の短繊維を起毛させた、伝動ベルトの製造方法にある。
【0013】
この製造方法では、ゴムシートと不織布の積層物を用いて加硫ベルトスリーブのリブ部を正確に型付けすることが可能になり、またリブ部表面を研磨することで不織布の短繊維を一部起毛させることができ、これによってベルト走行時の騒音を軽減した伝動ベルトの製造方法にある。
【0014】
本願請求項5記載の発明は、ゴムシートと不織布の積層物において、該ゴムシートが配向した短繊維を含有している伝動ベルトの製造方法にある。
【0015】
本願請求項6記載の発明は、ゴムシートと不織布の積層物において、該ゴムシートが短繊維を含有していない伝動ベルトの製造方法にある。
【0016】
【発明の実施の形態】
以下、添付図面を参照し、本発明の実施例を説明する。
本発明では、短繊維を幅方向に配向させたゴムシートを作製するが、その製造方法として押出方法やカレンダーによる圧延方法がある。無論、短繊維を含有させないゴムシートも使用することができる。繊維を幅方向に配向させたゴムシートを押出方法で作製する場合には、予めオープンロールによってポリマー100質量部に10〜40質量部の短繊維を投入して混練した後、混練したマスターバッチをいったん放出し、これを20〜50°Cまで冷却してゴムのスコーチを防止する。
【0017】
1〜10質量部の軟化剤を投入すると、短繊維とゴムのなじみが良くなり、ゴム中への分散が良くなるばかりか、短繊維自体が絡み合って綿状になるのを防ぐ効果がある。即ち、軟化剤が短繊維に浸透し、素繊維同士の絡み合いがほぐれるための潤滑剤としての役割をはたし、短繊維が綿状になるのを阻止し、かつ短繊維とゴムのなじみが良くなって短繊維の分散が良くなる
【0018】
続いて、押出機に拡張ダイを取り付けた押出装置を用いて短繊維を幅方向に配向させた一枚のゴムシートに仕上ることができる。ここでは図示していないが、マスターバッチを押出機におけるシリンダーの押出スクリューで混練りした後、短繊維混入ゴムをシリンダーと相対向した位置にあって同一の中心軸線上に配置した内ダイ間のゴム通路で流動阻害を受けず、かつ流れ方向を変えることなくスムーズに拡張ダイのゴム通路へ流し、そして該ゴム通路の中を通過させながら短繊維を円周方向に配向させた筒状成形体に押出成形する。
【0019】
その後、連続して押出成形されたウェルドラインのない筒状成形体は、短繊維が内層から外層にかけて円周方向に均一に配向した厚さ1〜10mmのものであり、切断手段によって1個所切開しながら一枚の短繊維配向ゴムシートにし、続いて該ゴムシートを所定間隔で切断する。
【0020】
ここで使用するゴムとしては、天然ゴム、ブチルゴム、スチレン−ブタジエンゴム、クロロプレンゴム、エチレン−プロピレンゴム、アルキル化クロロスルフォン化ポリエチレン、水素化ニトリルゴム、水素化ニトリルゴムと不飽和カルボン酸金属塩との混合ポリマー、エチレン−プロピレンゴム(EPR)やエチレン−プロピレン−ジエンモノマー(EPDM)からなるエチレン−α−オレフィンエラストマー等のゴム材の単独、またはこれらの混合物が使用される。ジエンモノマーの例としては、ジシクロペンタジエン、メチレンノルボルネン、エチリデンノルボルネン、1,4−ヘキサジエン、シクロオクタジエンなどが挙げることができる。
【0021】
上記ゴムには、アラミド繊維、ポリアミド繊維、ポリエステル繊維、綿等の繊維からなり繊維の長さは種類によって異なるが、1〜10mm程度の短繊維が用いられ、例えばアラミド繊維であると3〜5mm程度、ポリアミド繊維、ポリエステル繊維、綿であると5〜10mm程度のものが用いられる。その添加量はゴム100質量部に対して10〜40質量部である。
【0022】
更に、上記ゴムには、軟化剤、カーボンブラックからなる補強剤、充填剤、老化防止剤、加硫促進剤、加硫剤等が添加される。
【0023】
上記軟化剤としては、一般的なゴム用の可塑剤、例えばジブチルフタレート(DBP)、ジオクチルフタレート(DOP)等のフタレート系、ジオクチルアジペート(DOA)等のアジペート系、ジオクチルセバケート(DOS)等のセバケート系、トリクレジルホスフェート等のホスフェートなど、あるいは一般的な石油系の軟化剤が含まれる。
【0024】
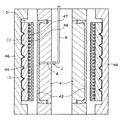
次いで、図1に示すように上記短繊維配向ゴムシート20と不織布16を捲き付けた積層物14をベルト加硫機40の内型41を外型46の内側に一定の空隙部を形成するよう基台上に載置する。内型41は別の成形工程より移動してくる関係上、媒体流通口Aと媒体送入排出路Bとは分離しており、内型41を基台に載置後、媒体流通口AをジョイントJでパイプと連結する。
【0025】
ここで使用する不織布16は、長さ5〜60mmのポリエチレン、ポリプロピレン、ポリアミド、ポリエステル、アクリル、ガラス繊等の繊維を素材とし、例えばウエブ中の繊維を機械的な作用により絡み合わせ、交絡させて強力を生じさせるニードルパンチ等によって形成され、バインダ−処理していない。不織布の目付量は20〜100g/m2が好ましい。
【0026】
媒体送入機を作動して高圧空気等の媒体送入排出路B、媒体流通口Aを経て、可撓性ジャケット42の内部に送入する。可撓性ジャケット42は、その上下部が内型41上に密閉固定されているため、可撓性ジャケット42の内面と内型41の外面の間に空気が充満し、可撓性ジャケット42は次第に膨張する。そして、その外周面に装着されている短繊維配向ゴムシート20を半径方向に均一に膨張させ、加熱ヒーター若しくは高温蒸気で100〜160℃に加熱した外型46のリブ型45と30〜120秒間接触せしめる。
【0027】
このとき、可撓性ジャケット42の膨張押圧力により、上記短繊維配向ゴムシート20が外型46のリブ型45に押圧され、図2のような表面に複数のV型突起を有する未加硫の予備成型体21を形成するに至る。
【0028】
その後は、バルブを真空ポンプの方へ切替えて、可撓性ジャケット42内に充満している空気を排気し、次いで吸引作用で可撓性ジャケット42を図1に示す元の位置に収縮復帰せしめる。
【0029】
そして、内型41を外型46から抜き取り、内型41の可撓性ジャケット42の外周面に補強布47およびコードからなる心線48を順次に捲き付ける。その後、図3に示すようにこの内型41を外型46内へ設置した後、図4に示すように可撓性ジャケット42を膨張させ、補強布47と心線48を半径方向に均一に膨張させ、加熱ヒーター若しくは高温蒸気で100〜180℃に加熱した外型46のリブ型45に装着した予備成型体21に密着して一体的に加硫し、ベルトスリーブ51を作製する。上記製造方法のように未加硫の予備成型体21を成型することにより、成形時に可撓性ジャケット42の膨張による心線48の伸張量を抑え、また心線48を平坦に配置でき、寸法安定性に優れたVリブドベルトを作製することができる。
【0030】
加硫後は、図5に示すように可撓性ジャケット42を収縮させ、内型41を外型46から抜き取った後、外型46に装着した加硫済みベルトスリーブ51を抜き取る。
【0031】
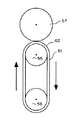
上記加硫済みベルトスリーブ51のリブ部表面を研磨して表面加工するために、図6に示すように該ベルトスリーブ51を主軸55と従動軸56の2軸に掛張して走行させながら、ダイヤモンドを電着した研磨ホイール57を当接しながら回転してリブ部表面62を0.05〜0.1mm程度に研磨し、これによって、リブ部表面62に付着した不織布の短繊維は起毛する。
【0032】
そして、加硫済みベルトスリーブ51を別の1軸もしくは2軸のドラムに挿入して回転させながら円周方向に所定幅に切断し、ドラムより取出し反転することにより、周長が一定で、V形リブが正確に型付形成されたVリブドベルト1が複数本得られる。
【0033】
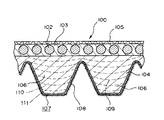
図7は得られたVリブドベルトの断面斜視図である。Vリブドベルト100は、高強度で低伸度のコードよりなる心線102を接着ゴム層103中に埋設し、その下側に弾性体層である圧縮ゴム層104を有している。この圧縮ゴム層104にはベルト長手方向に伸びる断面略三角形の複数のリブ部106が設けれ、リブ部の内層110に短繊維109が波状に配置してベルトの耐側圧性を向上させ、更にリブ部の表面層111に付着した不織布107からランダムに起毛した短繊維108が分散し、短繊維108がリブ部表面を被覆した状態になっている。
【0034】
接着ゴム層103に使用されるゴムとしては、短繊維を除いた圧縮ゴム層104のゴム配合物に類似している。無論、短繊維を含めてもよい。
【0035】
心線102としては、ポリエステル繊維、アラミド繊維、ガラス繊維が使用され、中でもエチレン−2,6−ナフタレートを主たる構成単位とするポリエステル繊維フィラメント群を撚り合わせた総デニール数が4,000〜8,000の接着処理したコードが、ベルトスリップ率を低く抑えることができ、ベルト寿命を延長させるために好ましい。また、心線102にはゴムとの接着性を改善する目的で接着処理が施される。このような接着処理としては繊維をレゾルシン−ホルマリン−ラテックス(RFL)液に浸漬後、加熱乾燥して表面に均一に接着層を形成するのが一般的である。しかし、これに限ることなくエポキシ又はイソシアネート化合物で前処理を行なった後に、RFL液で処理する方法等もある。
【0036】
心線102は、スピニングピッチ、即ち心線の巻き付けピッチを0.9〜1.3mmにすることで、モジュラスの高いベルトに仕上げることができる。0.9mm未満になると、コードが隣接するコードに乗り上げて巻き付けができず、一方1.3mmを越えると、ベルトのモジュラスが徐々に低くなる。
【0037】
背面補強材105は、織物、編物、不織布の繊維材料あるいはゴム材料から選択されるが、より好ましいものは不織布である。構成する繊維素材としては、例えば綿、麻、レーヨン等の天然繊維や、ポリアミド、ポリエステル、ポリエチレン、ポリウレタン、ポリスチレン、ポリフロルエチレン、ポリアクリル、ポリビニルアルコール、全芳香族ポリエステル、アラミド等の有機繊維が挙げられる。上記帆布は公知技術に従ってレゾルシン−ホルマリン−ラテックス液(RFL液)に浸漬後、未加硫ゴムを背面補強材105に擦り込むフリクションを行ったり、またRFL液に浸漬後にゴムを溶剤に溶かしたソーキング液に浸漬処理する。
【0038】
このように得られたVリブドベルトは、リブ部表面111の不織布107から起毛した短繊維108がベルト走行時の騒音を軽減し、更にリブ部表面からの亀裂の発生も阻止することになる。
【0039】
【発明の効果】
以上のように本願請求項に係る伝動ベルトとその製造方法では、ゴムシートと不織布の積層物を用いて加硫ベルトスリーブのリブ部を正確に型付けすることが可能になり、またリブ部表面を研磨することで付着した不織布の短繊維を一部起毛させることができ、これによってベルト走行時の騒音を軽減した伝動ベルトを提供することができる。
【図面の簡単な説明】
【図1】予備成型体を成形している状態の縦断図である。
【図2】予備成型体を作製した後状態の断面図である。
【図3】未加硫のベルトスリーブを作製する前状態の断面図である。
【図4】ベルトスリーブを加硫している状態の断面図である。
【図5】ベルトスリーブを加硫した後状態の断面図である。
【図6】ベルトスリーブのリブ表面を研磨している状態を示す図である。
【図7】本発明の製造方法で得られたVリブドベルトの断面斜視図である。
【符号の説明】
14 積層物
16 不織布
20 ゴムシート
21 予備成型体
41 内型
42 可撓性ジャケット
46 外型
48 心線
100 Vリブドベルト
102 心線
103 接着ゴム層
104 圧縮ゴム層
106 リブ部
107 不織布
108 起毛した短繊維
111 リブ部表面
Claims (6)
- ベルト長手方向に沿って心線を埋設したゴム層と、該ゴム層に隣接してベルト長手方向に延びるリブ部を有する伝動ベルトにおいて、リブ部表面に設けた不織布の短繊維を起毛させたことを特徴とする伝動ベルト。
- リブ部のゴム中には、短繊維がベルト幅方向に配向している請求項1記載の伝動ベルト。
- リブ部のゴム中には、短繊維が存在しない請求項1記載の伝動ベルト。
- ベルト長手方向に沿って心線を埋設したゴム層と、該ゴム層に隣接してベルトの長手方向に延びるリブ部を有する伝動ベルトの製造方法において、
外周面に可撓性ジャケットを装着した内型と、内周面にリブ型を刻印した外型との間に、ゴムシートと不織布の積層物を介在させ、
上記可撓性ジャケットを膨張させて上記積層物の不織布が外型の刻印したリブ型に密着するように未加硫の予備成型体を作製し、
外型から離脱した内型の可撓性ジャケット面に少なくとも心線を巻き付け、
再度、上記内型を外型内に設置し、可撓性ジャケットを膨張させて心線を外型に装着した予備成型体と一体的に加硫し、
脱型してリブ部を有する加硫ベルトスリーブを作製し、
上記加硫ベルトスリーブのリブ部表面を研磨して不織布の短繊維を起毛させたことを特徴とする伝動ベルトの製造方法。 - ゴムシートと不織布の積層物において、該ゴムシートが配向した短繊維を含有している請求項4記載の伝動ベルトの製造方法。
- ゴムシートと不織布の積層物において、該ゴムシートが短繊維を含有していない請求項4記載の伝動ベルトの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003043699A JP4329925B2 (ja) | 2003-02-21 | 2003-02-21 | 伝動ベルトの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003043699A JP4329925B2 (ja) | 2003-02-21 | 2003-02-21 | 伝動ベルトの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004251402A true JP2004251402A (ja) | 2004-09-09 |
| JP4329925B2 JP4329925B2 (ja) | 2009-09-09 |
Family
ID=33026627
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003043699A Expired - Lifetime JP4329925B2 (ja) | 2003-02-21 | 2003-02-21 | 伝動ベルトの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4329925B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007055227A (ja) * | 2005-07-29 | 2007-03-08 | Mitsuboshi Belting Ltd | Vリブドベルトの製造方法及びvリブドベルト |
| US8632650B2 (en) | 2007-09-14 | 2014-01-21 | The Gates Corporation | V-ribbed belt and method for manufacturing same |
| JP2014126132A (ja) * | 2012-12-26 | 2014-07-07 | Mitsuboshi Belting Ltd | 伝動ベルト及びその製造方法 |
| WO2015069989A1 (en) | 2013-11-08 | 2015-05-14 | The Gates Corporation | A belt comprising an embedded two-component cord and method for molded power transmission belts |
| JP2015160317A (ja) * | 2014-02-26 | 2015-09-07 | ニッタ株式会社 | ゴム成型体又は樹脂成型体 |
| US10518492B2 (en) | 2015-06-24 | 2019-12-31 | Bridgestone Corporation | Method for manufacturing rubber crawler |
-
2003
- 2003-02-21 JP JP2003043699A patent/JP4329925B2/ja not_active Expired - Lifetime
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007055227A (ja) * | 2005-07-29 | 2007-03-08 | Mitsuboshi Belting Ltd | Vリブドベルトの製造方法及びvリブドベルト |
| US8632650B2 (en) | 2007-09-14 | 2014-01-21 | The Gates Corporation | V-ribbed belt and method for manufacturing same |
| US8888635B2 (en) | 2007-09-14 | 2014-11-18 | The Gates Corporation | V-ribbed belt and method for manufacturing same |
| US9341233B2 (en) | 2007-09-14 | 2016-05-17 | Gates Corporation | V-ribbed belt and method for manufacturing same |
| US9453554B2 (en) | 2007-09-14 | 2016-09-27 | Gates Corporation | V-ribbed belt and method for manufacturing same |
| JP2014126132A (ja) * | 2012-12-26 | 2014-07-07 | Mitsuboshi Belting Ltd | 伝動ベルト及びその製造方法 |
| WO2015069989A1 (en) | 2013-11-08 | 2015-05-14 | The Gates Corporation | A belt comprising an embedded two-component cord and method for molded power transmission belts |
| US9341232B2 (en) | 2013-11-08 | 2016-05-17 | Gates Corporation | Two-component cord and method for molded power transmission belts |
| JP2015160317A (ja) * | 2014-02-26 | 2015-09-07 | ニッタ株式会社 | ゴム成型体又は樹脂成型体 |
| US10518492B2 (en) | 2015-06-24 | 2019-12-31 | Bridgestone Corporation | Method for manufacturing rubber crawler |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4329925B2 (ja) | 2009-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2608803B2 (ja) | Vリブドベルト及びその製造方法 | |
| JP4329925B2 (ja) | 伝動ベルトの製造方法 | |
| JP4362308B2 (ja) | Vリブドベルトの製造方法 | |
| JP4485147B2 (ja) | Vリブドベルトの製造方法 | |
| JP4299110B2 (ja) | 伝動ベルトの製造方法 | |
| JP2004276581A (ja) | 伝動ベルトの製造方法 | |
| JPH0512146B2 (ja) | ||
| JP4071131B2 (ja) | 伝動ベルトの製造方法 | |
| JP4233930B2 (ja) | 伝動ベルトの製造方法 | |
| JP2004174772A (ja) | 伝動ベルトの製造方法 | |
| JP2006009946A (ja) | 伝動ベルトの製造方法 | |
| JP5112744B2 (ja) | 伝動ベルトの製造方法 | |
| JP2008213145A (ja) | 伝動ベルトの製造方法と伝動ベルト | |
| JP2008265031A (ja) | 伝動ベルトの製造方法 | |
| JP2004076927A (ja) | Vリブドベルト及びその製造方法 | |
| JP2006007450A (ja) | 伝動ベルトの製造方法と伝動ベルト | |
| JP2008030460A (ja) | 伝動ベルトの製造方法 | |
| JP4233924B2 (ja) | 伝動ベルトの製造方法 | |
| JP2004230679A (ja) | 伝動ベルトの製造方法 | |
| JP3682017B2 (ja) | Vリブドベルトの製造方法とその製造装置 | |
| JP4133310B2 (ja) | 伝動ベルトの製造方法 | |
| JP2008213144A (ja) | 伝動ベルトの製造方法 | |
| JP2010053909A (ja) | 伝動ベルトとその製造方法 | |
| JP2003181946A (ja) | Vリブドベルトの製造方法 | |
| JP3764413B2 (ja) | 伝動ベルトの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090609 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090610 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4329925 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |