JP2004256268A - ウエブ材の継ぎ方法 - Google Patents
ウエブ材の継ぎ方法 Download PDFInfo
- Publication number
- JP2004256268A JP2004256268A JP2003050631A JP2003050631A JP2004256268A JP 2004256268 A JP2004256268 A JP 2004256268A JP 2003050631 A JP2003050631 A JP 2003050631A JP 2003050631 A JP2003050631 A JP 2003050631A JP 2004256268 A JP2004256268 A JP 2004256268A
- Authority
- JP
- Japan
- Prior art keywords
- web
- web material
- joining
- heat
- packaging material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72321—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/432—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms
- B29C66/4322—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms by joining a single sheet to itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/919—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Replacement Of Web Rolls (AREA)
Abstract
【課題】ウエブ材の継ぎ方法において、継がれた部分が密着強度に富み、接着剤のはみ出しがなく、このウエブ材を用いて、袋化と充填等に際し、継いだ部分の除去の必要がなく、機械停止による生産性のロスと、充填品等商品のロスのない、廃棄物に係る環境問題に配慮されたウエブ材の継ぎ方法の提供にある。
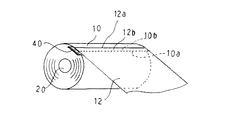
【解決手段】ウエブ状包装材10,12は、ヒートシール可能な表面と裏面を有し、巻芯20に巻き取られたウエブ状包装材10の終端10aに、同じ構成でなる別のウエブ状包装材12の先端12aを継いで巻き重ねるに際し、先に巻き取られているウエブ状包装材10の終端部10bと別のウエブ状包装材12の先端部12bを重ね合わせ、重ね合わされた部分をヒートシールせしめるウエブ材の継ぎ方法としたものである。
【選択図】図1
【解決手段】ウエブ状包装材10,12は、ヒートシール可能な表面と裏面を有し、巻芯20に巻き取られたウエブ状包装材10の終端10aに、同じ構成でなる別のウエブ状包装材12の先端12aを継いで巻き重ねるに際し、先に巻き取られているウエブ状包装材10の終端部10bと別のウエブ状包装材12の先端部12bを重ね合わせ、重ね合わされた部分をヒートシールせしめるウエブ材の継ぎ方法としたものである。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明は、ウエブ材(巻き取り物)の継ぎ方法に関するものであり、さらに詳細には、継いだ部分が包装袋等に加工するに際し、無駄なく使用できるウエブ材の継ぎ方法に関するものである。
【0002】
【従来の技術】
例えば軟包装袋とするためのウエブ状包装材や容器等に貼付するためのウエブ状ラベル材等の巻取り物と同じ構成の別の巻取り物を継いで一つの巻取り物としたり、あるいは印刷やラミネート加工等で、ウエブ状包装材やラベル等の印刷汚れや異物混入等欠点を検査し、その欠点箇所を切断して除去し、除去された部分を継ぎ合わせて一つの巻取り物として、例えば次工程の自動充填機による包装袋化とその袋への食品類等の充填工程等加工を経て、商品とされている。
【0003】
上記ウエブ材の継ぎ方法として、従来は、例えばウエブ状包装材の終端部と別のウエブ状包装材の先端部を重ね合わせて、あるいは終端部と先端部を合わせて、その上に色付の粘着テープを貼付して継いでいた。
【0004】
しかし、上記色付粘着テープの貼付による継ぎ方法によるものでは、軟包装袋化と充填工程(自動充填機内)で、色付粘着テープで継いだ部分で袋化され、充填されたものを除去する必要があり、このための機械の停止による生産性のロスと、色付粘着テープで継いだ充填品(商品)のロスに加え、ロスとなった充填品が廃棄物となるという環境問題の配慮に欠けるという問題があった。
【0005】
また、ウエブ状包装材の終端部と別のウエブ状包装材の先端部を重ね合わせ、この重ね合わせの間を両面粘着テープで接着せしめて継ぐ方法もあるが、粘着力が弱く充填時に剥がれる危惧があり、また、重ね合わせた部分(の間)にホットメルト接着剤を塗布して接着せしめる方法もあるが、この接着剤がはみ出したりして外観的にも良くないという問題点があった。
【0006】
さらにまた、例えばシート状物をコア上にロール状に巻き取り、該シート状物の巻取り端に同種の別のシート状物の始端をテープで継ぎ、継がれたシート状物を先に巻き取られているシート状物の上に続けてロール状に巻き取るシート状物の巻取り方法で、前記テープとして、前記シート状物の融点よりも低い融点を有する材質からなるテープを用い、前記シート状物の巻取り端および別のシート状物の始端とを熱融着するシート状物の継ぎ方法がある(例えば、特許文献1参照。)。
【0007】
【特許文献1】
特開平7−2398号公報(第1頁)
【0008】
しかし、上記熱融着によるシート状物の継ぎ方法では、継ぎ用に使用するテープと継がれるシート状物の材質に融点の面からの制約があり、具体的には、テープはポリオレフィンテープでなり、シート状物はポリエステルフィルムでなるように、材質に制約があるという問題と、別にテープが必要で、このテープで継がれた部分のある(軟包装袋に食品等が充填された)商品としては、見栄え上から不向きなものであった。よってテープで継がれた部分は、充填工程で除去しなければならないという廃棄物に係る環境上の問題点があった。
【0009】
【発明が解決しようとする課題】
本発明は、かかる従来技術の問題点を解決するものであり、その課題とするところは、ウエブ材あるいは印刷柄が施されたウエブ材の継ぎ方法において、このウエブ材の継がれた部分の密着強度に富み、接着剤のはみ出しがなく、このウエブ材を用いて、包装袋化と充填等後加工に際し、継いだ部分を除去する必要がなく、このための機械の停止による生産性のロスと、充填品等商品のロスがなく、廃棄物に係わる環境問題に配慮されたウエブ材の継ぎ方法を提供することにある。
【0010】
【課題を解決するための手段】
本発明に於いて上記課題を達成するために、まず請求項1の発明では、ウエブ材の継ぎ方法であって、前記ウエブ材は、ヒートシール可能な表面と裏面を有し、巻芯に巻き取られた該ウエブ材の終端に、同じ構成でなる別のウエブ材の始端を継いで巻き重ねるに際し、前記先に巻き取られているウエブ材の終端部と前記別のウエブ材の始端部を重ね合わせ、重ね合わされた部分をヒートシールせしめることを特徴とするウエブ材の継ぎ方法としたものである。
【0011】
上記請求項1の発明によれば、上記ウエブ材の継ぎ方法において、前記ウエブ材が、ヒートシール可能な表面と裏面を有しているので、その終端と別のウエブ材の始端とを重ね合わせて、この部分をヒートシールすると両端で継がれ、この継がれた部分の密着強度に富み、接着剤のはみ出しがなく、さらに色テープ等がないので、このウエブ材を用いた包装袋化と食品等の充填やラベル化とその貼付等後加工に際し、継いだ部分で包装袋化と充填等後加工されたものを除去する必要がなく、除去のための機械の停止による生産性のロスと、充填品等(商品)のロスがなく、よって廃棄物に係わる環境問題にも配慮されたウエブ材の継ぎ方法とすることができる。
【0012】
また、請求項2の発明では、印刷柄が施されたウエブ材の継ぎ方法であって、前記ウエブ材は、ヒートシール可能な表面と裏面を有し、巻芯に巻き取られた該ウエブ材の終端に、同じ構成でなる別のウエブ材の始端を継いで巻き重ねるに際し、前記先に巻き取られているウエブ材の終端部と前記別のウエブ材の始端部を印刷柄が合うように重ね合わせ、重ね合わされた部分をヒートシールせしめることを特徴とするウエブ材の継ぎ方法としたものである。
【0013】
上記請求項2の発明によれば、上記印刷柄が施されたウエブ材の継ぎ方法において、前記ウエブ材が、ヒートシール可能な表面と裏面を有しているので、その終端と別のウエブ材の始端とを印刷柄が合うように重ね合わせて、この部分をヒートシールすることにより両端で継がれ、この継がれた部分の絵柄も連続していて、その部分の密着強度に富み、接着剤のはみ出しがなく、さらに色テープ等がないので、このウエブ材を用いた包装袋化と食品等の充填やラベル化とその貼付等後加工に際し、継いだ部分で包装袋化と充填等後加工されたものを除去する必要がなく、除去のための機械の停止による生産性のロスと、充填品等(商品)のロスがなく、よって廃棄物に係わる環境問題にも配慮されたウエブ材の継ぎ方法とすることができる。
【0014】
また、請求項3の発明では、上記ヒートシールは、アイロンによる押し圧で熱融着することを特徴とする請求項1または2記載のウエブ材の継ぎ方法としたものである。
【0015】
上記請求項3の発明によれば、ウエブ材の終端と別のウエブ状包装材の始端とを印刷柄が合うように重ね合わせて、この部分をヒートシールする方法として、アイロンによる押し圧で熱融着することを適用することによって、比較的簡単な用具で、かつ巻取りロール上で容易に継ぐことを可能にするウエブ材の継ぎ方法とすることができる。
【0016】
【発明の実施の形態】
以下本発明の実施の形態を図面を用いながら詳細に説明する。
【0017】
図1は、本発明のウエブ材の継ぎ方法の一事例を示す側面概略図であり、図2は、その継ぎ部分の拡大図である。また図3は、ウエブ材の継ぎ方法の一事例を斜視図で表したもので、図4は、印刷柄が施されたウエブ材の継ぎ方法の一事例を示す側面概略図であり、図5は、その継ぎ部分の上面図である。さらにまた図6は、ウエブ材で袋化、充填された包装袋の斜視図である。
【0018】
まず、上記請求項1に係る発明は、例えば、図1に示すように、ウエブ状包装材(10、12)の継ぎ方法であって、一方の巻芯(20)に巻き取られているウエブ状包装材(10)の終端(10a)に、同じ構成でなる別の巻芯(22)に巻き取られているウエブ状包装材(12)の先端(12a)を継いで巻き重ねるに際し、前記一方の巻き取られているウエブ状包装材(10)の終端部(10b)と別のウエブ状包装材(12)の先端部(12b)を重ね合わせ、重ね合わされた部分(10b、12b)をヒートシールせしめるようにしたウエブ状包装材の継ぎ方法である。
【0019】
上記ウエブ材の継ぎ方法に用いられる両ウエブ状包装材(10、12)は、図2に示すように、例えばアルミニウムが蒸着されたポリエチレンテレフタレートフィルムを基材(30)とし、その表面に二軸延伸ポリプロピレンでなる保護層(34)が施され、裏面には直鎖低密度ポリエチレンでなるシーラント層(32)が施されているもので、このように両ウエブ状包装材(10、12)は、表裏ともヒートシールが可能な面を有するもので、その継ぎは、一方のウエブ状包装材(10)の終端部(10b)のシーラント層(32)と別のウエブ状包装材(12)の先端部(12b)の保護層(34)を合わせるように、あるいはそれら層(保護層(34)とシーラント層(32))とを逆にしてもよく、即ち両者の端部(10b、12b)の表面と裏面を合わせるようにし、その部分をヒートシールするウエブ材の継ぎ方法としたものである。
【0020】
また、上記請求項2に係る発明では、例えば図3の側断面図に示すように、基材(30)の表面に印刷柄でなる印刷層(36)が施されているウエブ状ラベル材(14)と別のウエブ状ラベル材(16)の継ぎ方法であって、例えば模造紙を基材(30)とし、その表面に印刷柄でなる印刷層(36)が形成され、これを覆うように塩ビ/酢ビ共重合樹脂を主体としたニスでなる保護層(34)が施され、裏面にはエチレン/酢ビ共重合樹脂を主体としたホットメルト樹脂でなるシーラント層(32)が施されているもので、このように一方のウエブ状ラベル材(14)と別のウエブ状ラベル材(16)は、表裏ともヒートシールが可能な面を有するもので、その継ぎは、図4に示すように、一方のウエブ状ラベル材(14)の終端部(14b)のシーラント層(32)と別のウエブ状ラベル材(16)の先端部(16b)の保護層(34)を合わせ、かつ例えば一方のウエブ状ラベル材(14)の終端(14a)と別のウエブ状ラベル材(16)の先端(16a)の印刷柄(36a)が連続しているように重ね合わせ、あるいはそれら層(保護層(34)とシーラント層(32))を逆にしてもよく、即ち両者の端部(14b、16b)の表面と裏面を合わせ、表面から見た印刷柄(36a)も連続しているようにして、その部分(14b、16b)をヒートシールせしめるウエブ材の継ぎ方法としたものである。
【0021】
また、上記請求項3に係る発明では、例えば図5の斜視図に示すように、一方の巻芯(20)に巻き取られているウエブ状包装材(10)の終端部(10b)と別のウエブ状包装材(12)の先端部(12b)が重ね合わされた部分のヒートシールは、アイロンによる押し圧で熱融着することを特徴とするもので、例えば、一方の巻芯(20)に巻き取られているウエブ状包装材(10)の巻取りロール上で、そのウエブ状包装材(10)の終端(10a)に別のウエブ状包装材(12)の先端(12a)を重ね合わせ、この重ね合わされた部分(10b、12b)の下にシート状のアイロン台(40)を敷いて、この重ね合わせた部分(10b、2b)の上からアイロンで仮止めし、その位置等を確認後、アイロン(図示せず)で押圧し、ヒートシールして継ぐことができるウエブ材の継ぎ方法とすることができる。
【0022】
上記重ね合わされた部分(10b、12b)の幅(W)は、ウエブ状包装材(10、12)の幅や材質等にもよるが、ウエブ状包装材の幅が840mmの場合で10mm程度が重ね合わせ易さや接着強度などの点から好ましい値である。
【0023】
また、ヒートシールに使用するアイロンの温度は、表裏面のヒートシール可能な層(例えば図3に示す保護層(34)、シーラント層(32))の種類(軟化点等)にもよるが、150℃前後が殆どの樹脂の種類の層でもほぼ良好な接着がなされるものである。
【0024】
以上のようなウエブ材の継ぎ方法で得られたウエブ状包装材(10、12)を用い、例えば図6の斜視図に示すように、印刷柄(36a)が施された2枚のウエブ状包装材(10、12)を、その終端(10a)と先端(12a)で継いだ部分が略中央にきている、四方シールされた包装袋(2)としたものでは、印刷柄(36a)も連続していて、この部分の密着強度にも富み、かつ接着剤のはみ出し等外観上の問題もないので、商品としても違和感等がなく充分に採用可能な包装袋(2)とすることができる。
【0025】
従って、上記ウエブ材の継ぎ方法で得られたウエブ状包装材(10、12)を用いて包装袋(2)としたものは、自動充填機を停止させる必要がなく、かつその内容物が充填された包装袋(2)は商品としても充分に採用でき、よって廃棄物とならないので、生産性に優れ、かつ環境問題に対しても配慮されたウエブ材の継ぎ方法とすることができる。
【0026】
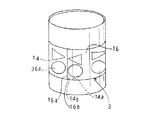
また、上記ウエブ材の継ぎ方法で得られたウエブ状ラベル材(14、16)を用い、例えば図7の斜視図に示すように、印刷柄(36a)が施された2枚のウエブ状ラベル材(14、16)を、その終端(14a)と先端(16a)で継いだ部分(14b、16b)が略中央にきているラベル(3)とし、缶容器(4)に貼付したものでは、そのラベル(3)の印刷柄(36a)も連続していて、この部分(14b、16b)の密着強度にも富み、かつ接着剤のはみ出し等外観上の問題もないので、商品用としても違和感等がなく充分に採用可能なラベル(3)とすることができる。
【0027】
従って、上記ウエブ材の継ぎ方法で得られたウエブ状ラベル材(14、16)を用いてラベル(3)としたものは、自動ラベラーを停止させる必要がなく、かつその内容物が充填された缶容器(4)は商品としても充分に採用でき、よって廃棄物とならないので、生産性に優れ、かつ環境問題に対しても配慮されたウエブ材の継ぎ方法とすることができる。
【0028】
以下に上記ウエブ材の継ぎ方法が適用されるウエブ状包装材などの事例を挙げ説明する。
まず印刷柄が施されいないウエブ状包装材のとして、例えば液体を収納するバックインボックス用の内袋に使用する、直鎖状低密度ポリエチレン/二軸延伸ナイロン/直鎖状低密度ポリエチレンで構成されるもの、スライスハム等を収納するパック材に使用する、直鎖状低密度ポリエチレン/酸化アルミニウムが蒸着されたポリエチレンテレフタレート(透明なガスバリア層)/無延伸ポリプロピレンで構成されるもの等が挙げられる。
【0029】
また印刷柄が施されているウエブ状包装材としては、例えば天ぷら粉等を収納するバリア性袋に使用する、片面がヒートシール性を有する無延伸のポリプロピレンとの共押し延伸ポリプロピレン/押出しポリエチレン/印刷層/アルミニウムが蒸着されたポリエチレンテレフタレート(不透明なガスバリア層)/押出しポリエチレン/押出し直鎖状低密度ポリエチレンで構成されているもの、ヒートシール性を有する延伸ポリプロピレン/印刷層/アルミニウムが蒸着された無延伸ポリプロピレンでなるもの、あるいはあめなどを収納する外装袋に使用する、塩酢ビ系の防湿フィルム/印刷層/アルミニウムが蒸着された純白ロール紙/エチレン−酢酸ビニル共重合体を主体としたホットメルト樹脂層で構成されているもの、ヒートシール性を有する共重合ポリエステル樹脂/印刷層/アルミニウムが蒸着された純白ロール紙/エチレン−酢酸ビニル共重合体を主体としたホットメルト樹脂層でなるものなどが挙げられ、さらに無延伸ポリプロピレン/ポリエチレンテレフタレート等基材/無延伸ポリプロピレン、エチレン−酢酸ビニル共重合体を主体としたホットメルト樹脂層/模造紙等基材/エチレン−酢酸ビニル共重合体を主体としたホットメルト樹脂層あるいは塩ビ−酢ビ共重合体系のヒートシール材/ポリエチレンテレフタレート等基材/塩ビ−酢ビ系のヒートシール材でなるウエブ材あるいは印刷柄が基材上に施されたウエブ材として、包装袋としたものが挙げられる。
【0030】
さらにまた、印刷柄が施されたウエブ状ラベル材としては、例えば、塩ビ−酢ビ系のニスでなる保護層/印刷層/模造紙/エチレン−酢酸ビニル系のホットメルト樹脂層で構成されているものなどが挙げられ、容器等へのラベルとして貼付されるものである。
【0031】
【発明の効果】
本発明は以上の構成であるから、下記に示す如き効果がある。
即ち、上記請求項1に係る発明においては、ウエブ状の継ぎ方法において、前記ウエブ材が、ヒートシール可能な表面と裏面を有しているので、その終端と別のウエブの始端とを重ね合わせて、この部分をヒートシールすると両端で継がれ、この継がれた部分の密着強度に富み、接着剤のはみ出しがなく、さらに色テープ等がないので、このウエブ材を用いた包装袋化と食品等の充填等後加工に際し、継いだ部分で包装袋化と食品等の充填等後加工されたものを除去する必要がなく、除去のための機械の停止による生産性のロスと、充填品(商品)のロスがなく、よって廃棄物に係わる環境にも配慮されたウエブ材の継ぎ方法とすることができる。
【0032】
また、上記請求項2に係る発明においては、印刷柄が施されたウエブ状包装材の継ぎ方法において、前記ウエブ状包装材が、ヒートシール可能な表面と裏面を有しているので、その終端と別のウエブ状包装材の始端とを印刷柄が合うように重ね合わせて、この部分をヒートシールすることにより両端で継がれ、この継がれた部分の絵柄も連続していて、その部分の密着強度に富み、接着剤のはみ出しがなく、さらに色テープ等がないので、このウエブ材を用いた包装袋化と食品等の充填等後加工に際し、継いだ部分で包装袋化と食品等の充填等後加工されたものを除去する必要がなく、除去のための機械の停止による生産性のロスと、充填品(商品)のロスがなく、よって廃棄物に係わる環境にも配慮されたウエブ材の継ぎ方法とすることができる。
【0033】
さらにまた、上記請求項3に係る発明においては、上記ウエブ材の終端と別のウエブ材の始端とを印刷柄が合うように重ね合わせて、この部分をヒートシールする方法に、アイロンによる押し圧で熱融着することを適用することによって、比較的簡単な用具で、かつ巻取りロール上で容易に継ぐことができるウエブ材の継ぎ方法とすることができる。
【0034】
従って本発明は、ウエブ材の継ぎ方法で、特に、継いだ部分が包装袋等に加工するに際し、継ぎ部分を含め、無駄なく使用できるウエブ材の継ぎ方法にあいて、優れた実用上の効果を発揮する。
【図面の簡単な説明】
【図1】本発明のウエブ材の継ぎ方法の一実施の形態を側面で表した説明図である。
【図2】本発明のウエブ材の継ぎ方法の一実施の形態を示すもので、その側断面拡大図である。
【図3】本発明の他の一実施の形態を側断面の拡大図である。
【図4】本発明のウエブ材の継ぎ方法の事例であり、印刷柄が施されているウエブ材の一事例を上面で表した説明図である。
【図5】本発明のウエブ材の継ぎ方法の一実施の形態を説明する斜視図である。
【図6】本発明のウエブ材の継ぎ方法によるウエブ材を使用した1事例の斜視図である。
【図7】本発明のウエブ材の継ぎ方法によるウエブ材を使用した他の1事例の斜視図である。
【符号の説明】
2‥‥包装材
3‥‥ラベル
4‥‥缶容器
10‥‥ウエブ状包装材
10a‥‥ウエブ状包装材の終端
10b‥‥ウエブ状包装材の終端部
12‥‥別のウエブ状包装材
12a‥‥別のウエブ状包装材の先端
12b‥‥別のウエブ状包装材の先端部
14‥‥ウエブ状ラベル材
14a‥‥ウエブ状ラベル材の終端
14b‥‥ウエブ状ラベル材の終端部
16‥‥別のウエブ状ラベル材
16a‥‥別のウエブ状ラベル材の先端
16b‥‥別のウエブ状ラベル材の先端部
20‥‥一方の巻芯
22‥‥別の巻芯
30‥‥基材
32‥‥シーラント層
34‥‥保護層
36‥‥印刷層
36a‥‥印刷柄
W‥‥終端部、先端部の幅
【発明の属する技術分野】
本発明は、ウエブ材(巻き取り物)の継ぎ方法に関するものであり、さらに詳細には、継いだ部分が包装袋等に加工するに際し、無駄なく使用できるウエブ材の継ぎ方法に関するものである。
【0002】
【従来の技術】
例えば軟包装袋とするためのウエブ状包装材や容器等に貼付するためのウエブ状ラベル材等の巻取り物と同じ構成の別の巻取り物を継いで一つの巻取り物としたり、あるいは印刷やラミネート加工等で、ウエブ状包装材やラベル等の印刷汚れや異物混入等欠点を検査し、その欠点箇所を切断して除去し、除去された部分を継ぎ合わせて一つの巻取り物として、例えば次工程の自動充填機による包装袋化とその袋への食品類等の充填工程等加工を経て、商品とされている。
【0003】
上記ウエブ材の継ぎ方法として、従来は、例えばウエブ状包装材の終端部と別のウエブ状包装材の先端部を重ね合わせて、あるいは終端部と先端部を合わせて、その上に色付の粘着テープを貼付して継いでいた。
【0004】
しかし、上記色付粘着テープの貼付による継ぎ方法によるものでは、軟包装袋化と充填工程(自動充填機内)で、色付粘着テープで継いだ部分で袋化され、充填されたものを除去する必要があり、このための機械の停止による生産性のロスと、色付粘着テープで継いだ充填品(商品)のロスに加え、ロスとなった充填品が廃棄物となるという環境問題の配慮に欠けるという問題があった。
【0005】
また、ウエブ状包装材の終端部と別のウエブ状包装材の先端部を重ね合わせ、この重ね合わせの間を両面粘着テープで接着せしめて継ぐ方法もあるが、粘着力が弱く充填時に剥がれる危惧があり、また、重ね合わせた部分(の間)にホットメルト接着剤を塗布して接着せしめる方法もあるが、この接着剤がはみ出したりして外観的にも良くないという問題点があった。
【0006】
さらにまた、例えばシート状物をコア上にロール状に巻き取り、該シート状物の巻取り端に同種の別のシート状物の始端をテープで継ぎ、継がれたシート状物を先に巻き取られているシート状物の上に続けてロール状に巻き取るシート状物の巻取り方法で、前記テープとして、前記シート状物の融点よりも低い融点を有する材質からなるテープを用い、前記シート状物の巻取り端および別のシート状物の始端とを熱融着するシート状物の継ぎ方法がある(例えば、特許文献1参照。)。
【0007】
【特許文献1】
特開平7−2398号公報(第1頁)
【0008】
しかし、上記熱融着によるシート状物の継ぎ方法では、継ぎ用に使用するテープと継がれるシート状物の材質に融点の面からの制約があり、具体的には、テープはポリオレフィンテープでなり、シート状物はポリエステルフィルムでなるように、材質に制約があるという問題と、別にテープが必要で、このテープで継がれた部分のある(軟包装袋に食品等が充填された)商品としては、見栄え上から不向きなものであった。よってテープで継がれた部分は、充填工程で除去しなければならないという廃棄物に係る環境上の問題点があった。
【0009】
【発明が解決しようとする課題】
本発明は、かかる従来技術の問題点を解決するものであり、その課題とするところは、ウエブ材あるいは印刷柄が施されたウエブ材の継ぎ方法において、このウエブ材の継がれた部分の密着強度に富み、接着剤のはみ出しがなく、このウエブ材を用いて、包装袋化と充填等後加工に際し、継いだ部分を除去する必要がなく、このための機械の停止による生産性のロスと、充填品等商品のロスがなく、廃棄物に係わる環境問題に配慮されたウエブ材の継ぎ方法を提供することにある。
【0010】
【課題を解決するための手段】
本発明に於いて上記課題を達成するために、まず請求項1の発明では、ウエブ材の継ぎ方法であって、前記ウエブ材は、ヒートシール可能な表面と裏面を有し、巻芯に巻き取られた該ウエブ材の終端に、同じ構成でなる別のウエブ材の始端を継いで巻き重ねるに際し、前記先に巻き取られているウエブ材の終端部と前記別のウエブ材の始端部を重ね合わせ、重ね合わされた部分をヒートシールせしめることを特徴とするウエブ材の継ぎ方法としたものである。
【0011】
上記請求項1の発明によれば、上記ウエブ材の継ぎ方法において、前記ウエブ材が、ヒートシール可能な表面と裏面を有しているので、その終端と別のウエブ材の始端とを重ね合わせて、この部分をヒートシールすると両端で継がれ、この継がれた部分の密着強度に富み、接着剤のはみ出しがなく、さらに色テープ等がないので、このウエブ材を用いた包装袋化と食品等の充填やラベル化とその貼付等後加工に際し、継いだ部分で包装袋化と充填等後加工されたものを除去する必要がなく、除去のための機械の停止による生産性のロスと、充填品等(商品)のロスがなく、よって廃棄物に係わる環境問題にも配慮されたウエブ材の継ぎ方法とすることができる。
【0012】
また、請求項2の発明では、印刷柄が施されたウエブ材の継ぎ方法であって、前記ウエブ材は、ヒートシール可能な表面と裏面を有し、巻芯に巻き取られた該ウエブ材の終端に、同じ構成でなる別のウエブ材の始端を継いで巻き重ねるに際し、前記先に巻き取られているウエブ材の終端部と前記別のウエブ材の始端部を印刷柄が合うように重ね合わせ、重ね合わされた部分をヒートシールせしめることを特徴とするウエブ材の継ぎ方法としたものである。
【0013】
上記請求項2の発明によれば、上記印刷柄が施されたウエブ材の継ぎ方法において、前記ウエブ材が、ヒートシール可能な表面と裏面を有しているので、その終端と別のウエブ材の始端とを印刷柄が合うように重ね合わせて、この部分をヒートシールすることにより両端で継がれ、この継がれた部分の絵柄も連続していて、その部分の密着強度に富み、接着剤のはみ出しがなく、さらに色テープ等がないので、このウエブ材を用いた包装袋化と食品等の充填やラベル化とその貼付等後加工に際し、継いだ部分で包装袋化と充填等後加工されたものを除去する必要がなく、除去のための機械の停止による生産性のロスと、充填品等(商品)のロスがなく、よって廃棄物に係わる環境問題にも配慮されたウエブ材の継ぎ方法とすることができる。
【0014】
また、請求項3の発明では、上記ヒートシールは、アイロンによる押し圧で熱融着することを特徴とする請求項1または2記載のウエブ材の継ぎ方法としたものである。
【0015】
上記請求項3の発明によれば、ウエブ材の終端と別のウエブ状包装材の始端とを印刷柄が合うように重ね合わせて、この部分をヒートシールする方法として、アイロンによる押し圧で熱融着することを適用することによって、比較的簡単な用具で、かつ巻取りロール上で容易に継ぐことを可能にするウエブ材の継ぎ方法とすることができる。
【0016】
【発明の実施の形態】
以下本発明の実施の形態を図面を用いながら詳細に説明する。
【0017】
図1は、本発明のウエブ材の継ぎ方法の一事例を示す側面概略図であり、図2は、その継ぎ部分の拡大図である。また図3は、ウエブ材の継ぎ方法の一事例を斜視図で表したもので、図4は、印刷柄が施されたウエブ材の継ぎ方法の一事例を示す側面概略図であり、図5は、その継ぎ部分の上面図である。さらにまた図6は、ウエブ材で袋化、充填された包装袋の斜視図である。
【0018】
まず、上記請求項1に係る発明は、例えば、図1に示すように、ウエブ状包装材(10、12)の継ぎ方法であって、一方の巻芯(20)に巻き取られているウエブ状包装材(10)の終端(10a)に、同じ構成でなる別の巻芯(22)に巻き取られているウエブ状包装材(12)の先端(12a)を継いで巻き重ねるに際し、前記一方の巻き取られているウエブ状包装材(10)の終端部(10b)と別のウエブ状包装材(12)の先端部(12b)を重ね合わせ、重ね合わされた部分(10b、12b)をヒートシールせしめるようにしたウエブ状包装材の継ぎ方法である。
【0019】
上記ウエブ材の継ぎ方法に用いられる両ウエブ状包装材(10、12)は、図2に示すように、例えばアルミニウムが蒸着されたポリエチレンテレフタレートフィルムを基材(30)とし、その表面に二軸延伸ポリプロピレンでなる保護層(34)が施され、裏面には直鎖低密度ポリエチレンでなるシーラント層(32)が施されているもので、このように両ウエブ状包装材(10、12)は、表裏ともヒートシールが可能な面を有するもので、その継ぎは、一方のウエブ状包装材(10)の終端部(10b)のシーラント層(32)と別のウエブ状包装材(12)の先端部(12b)の保護層(34)を合わせるように、あるいはそれら層(保護層(34)とシーラント層(32))とを逆にしてもよく、即ち両者の端部(10b、12b)の表面と裏面を合わせるようにし、その部分をヒートシールするウエブ材の継ぎ方法としたものである。
【0020】
また、上記請求項2に係る発明では、例えば図3の側断面図に示すように、基材(30)の表面に印刷柄でなる印刷層(36)が施されているウエブ状ラベル材(14)と別のウエブ状ラベル材(16)の継ぎ方法であって、例えば模造紙を基材(30)とし、その表面に印刷柄でなる印刷層(36)が形成され、これを覆うように塩ビ/酢ビ共重合樹脂を主体としたニスでなる保護層(34)が施され、裏面にはエチレン/酢ビ共重合樹脂を主体としたホットメルト樹脂でなるシーラント層(32)が施されているもので、このように一方のウエブ状ラベル材(14)と別のウエブ状ラベル材(16)は、表裏ともヒートシールが可能な面を有するもので、その継ぎは、図4に示すように、一方のウエブ状ラベル材(14)の終端部(14b)のシーラント層(32)と別のウエブ状ラベル材(16)の先端部(16b)の保護層(34)を合わせ、かつ例えば一方のウエブ状ラベル材(14)の終端(14a)と別のウエブ状ラベル材(16)の先端(16a)の印刷柄(36a)が連続しているように重ね合わせ、あるいはそれら層(保護層(34)とシーラント層(32))を逆にしてもよく、即ち両者の端部(14b、16b)の表面と裏面を合わせ、表面から見た印刷柄(36a)も連続しているようにして、その部分(14b、16b)をヒートシールせしめるウエブ材の継ぎ方法としたものである。
【0021】
また、上記請求項3に係る発明では、例えば図5の斜視図に示すように、一方の巻芯(20)に巻き取られているウエブ状包装材(10)の終端部(10b)と別のウエブ状包装材(12)の先端部(12b)が重ね合わされた部分のヒートシールは、アイロンによる押し圧で熱融着することを特徴とするもので、例えば、一方の巻芯(20)に巻き取られているウエブ状包装材(10)の巻取りロール上で、そのウエブ状包装材(10)の終端(10a)に別のウエブ状包装材(12)の先端(12a)を重ね合わせ、この重ね合わされた部分(10b、12b)の下にシート状のアイロン台(40)を敷いて、この重ね合わせた部分(10b、2b)の上からアイロンで仮止めし、その位置等を確認後、アイロン(図示せず)で押圧し、ヒートシールして継ぐことができるウエブ材の継ぎ方法とすることができる。
【0022】
上記重ね合わされた部分(10b、12b)の幅(W)は、ウエブ状包装材(10、12)の幅や材質等にもよるが、ウエブ状包装材の幅が840mmの場合で10mm程度が重ね合わせ易さや接着強度などの点から好ましい値である。
【0023】
また、ヒートシールに使用するアイロンの温度は、表裏面のヒートシール可能な層(例えば図3に示す保護層(34)、シーラント層(32))の種類(軟化点等)にもよるが、150℃前後が殆どの樹脂の種類の層でもほぼ良好な接着がなされるものである。
【0024】
以上のようなウエブ材の継ぎ方法で得られたウエブ状包装材(10、12)を用い、例えば図6の斜視図に示すように、印刷柄(36a)が施された2枚のウエブ状包装材(10、12)を、その終端(10a)と先端(12a)で継いだ部分が略中央にきている、四方シールされた包装袋(2)としたものでは、印刷柄(36a)も連続していて、この部分の密着強度にも富み、かつ接着剤のはみ出し等外観上の問題もないので、商品としても違和感等がなく充分に採用可能な包装袋(2)とすることができる。
【0025】
従って、上記ウエブ材の継ぎ方法で得られたウエブ状包装材(10、12)を用いて包装袋(2)としたものは、自動充填機を停止させる必要がなく、かつその内容物が充填された包装袋(2)は商品としても充分に採用でき、よって廃棄物とならないので、生産性に優れ、かつ環境問題に対しても配慮されたウエブ材の継ぎ方法とすることができる。
【0026】
また、上記ウエブ材の継ぎ方法で得られたウエブ状ラベル材(14、16)を用い、例えば図7の斜視図に示すように、印刷柄(36a)が施された2枚のウエブ状ラベル材(14、16)を、その終端(14a)と先端(16a)で継いだ部分(14b、16b)が略中央にきているラベル(3)とし、缶容器(4)に貼付したものでは、そのラベル(3)の印刷柄(36a)も連続していて、この部分(14b、16b)の密着強度にも富み、かつ接着剤のはみ出し等外観上の問題もないので、商品用としても違和感等がなく充分に採用可能なラベル(3)とすることができる。
【0027】
従って、上記ウエブ材の継ぎ方法で得られたウエブ状ラベル材(14、16)を用いてラベル(3)としたものは、自動ラベラーを停止させる必要がなく、かつその内容物が充填された缶容器(4)は商品としても充分に採用でき、よって廃棄物とならないので、生産性に優れ、かつ環境問題に対しても配慮されたウエブ材の継ぎ方法とすることができる。
【0028】
以下に上記ウエブ材の継ぎ方法が適用されるウエブ状包装材などの事例を挙げ説明する。
まず印刷柄が施されいないウエブ状包装材のとして、例えば液体を収納するバックインボックス用の内袋に使用する、直鎖状低密度ポリエチレン/二軸延伸ナイロン/直鎖状低密度ポリエチレンで構成されるもの、スライスハム等を収納するパック材に使用する、直鎖状低密度ポリエチレン/酸化アルミニウムが蒸着されたポリエチレンテレフタレート(透明なガスバリア層)/無延伸ポリプロピレンで構成されるもの等が挙げられる。
【0029】
また印刷柄が施されているウエブ状包装材としては、例えば天ぷら粉等を収納するバリア性袋に使用する、片面がヒートシール性を有する無延伸のポリプロピレンとの共押し延伸ポリプロピレン/押出しポリエチレン/印刷層/アルミニウムが蒸着されたポリエチレンテレフタレート(不透明なガスバリア層)/押出しポリエチレン/押出し直鎖状低密度ポリエチレンで構成されているもの、ヒートシール性を有する延伸ポリプロピレン/印刷層/アルミニウムが蒸着された無延伸ポリプロピレンでなるもの、あるいはあめなどを収納する外装袋に使用する、塩酢ビ系の防湿フィルム/印刷層/アルミニウムが蒸着された純白ロール紙/エチレン−酢酸ビニル共重合体を主体としたホットメルト樹脂層で構成されているもの、ヒートシール性を有する共重合ポリエステル樹脂/印刷層/アルミニウムが蒸着された純白ロール紙/エチレン−酢酸ビニル共重合体を主体としたホットメルト樹脂層でなるものなどが挙げられ、さらに無延伸ポリプロピレン/ポリエチレンテレフタレート等基材/無延伸ポリプロピレン、エチレン−酢酸ビニル共重合体を主体としたホットメルト樹脂層/模造紙等基材/エチレン−酢酸ビニル共重合体を主体としたホットメルト樹脂層あるいは塩ビ−酢ビ共重合体系のヒートシール材/ポリエチレンテレフタレート等基材/塩ビ−酢ビ系のヒートシール材でなるウエブ材あるいは印刷柄が基材上に施されたウエブ材として、包装袋としたものが挙げられる。
【0030】
さらにまた、印刷柄が施されたウエブ状ラベル材としては、例えば、塩ビ−酢ビ系のニスでなる保護層/印刷層/模造紙/エチレン−酢酸ビニル系のホットメルト樹脂層で構成されているものなどが挙げられ、容器等へのラベルとして貼付されるものである。
【0031】
【発明の効果】
本発明は以上の構成であるから、下記に示す如き効果がある。
即ち、上記請求項1に係る発明においては、ウエブ状の継ぎ方法において、前記ウエブ材が、ヒートシール可能な表面と裏面を有しているので、その終端と別のウエブの始端とを重ね合わせて、この部分をヒートシールすると両端で継がれ、この継がれた部分の密着強度に富み、接着剤のはみ出しがなく、さらに色テープ等がないので、このウエブ材を用いた包装袋化と食品等の充填等後加工に際し、継いだ部分で包装袋化と食品等の充填等後加工されたものを除去する必要がなく、除去のための機械の停止による生産性のロスと、充填品(商品)のロスがなく、よって廃棄物に係わる環境にも配慮されたウエブ材の継ぎ方法とすることができる。
【0032】
また、上記請求項2に係る発明においては、印刷柄が施されたウエブ状包装材の継ぎ方法において、前記ウエブ状包装材が、ヒートシール可能な表面と裏面を有しているので、その終端と別のウエブ状包装材の始端とを印刷柄が合うように重ね合わせて、この部分をヒートシールすることにより両端で継がれ、この継がれた部分の絵柄も連続していて、その部分の密着強度に富み、接着剤のはみ出しがなく、さらに色テープ等がないので、このウエブ材を用いた包装袋化と食品等の充填等後加工に際し、継いだ部分で包装袋化と食品等の充填等後加工されたものを除去する必要がなく、除去のための機械の停止による生産性のロスと、充填品(商品)のロスがなく、よって廃棄物に係わる環境にも配慮されたウエブ材の継ぎ方法とすることができる。
【0033】
さらにまた、上記請求項3に係る発明においては、上記ウエブ材の終端と別のウエブ材の始端とを印刷柄が合うように重ね合わせて、この部分をヒートシールする方法に、アイロンによる押し圧で熱融着することを適用することによって、比較的簡単な用具で、かつ巻取りロール上で容易に継ぐことができるウエブ材の継ぎ方法とすることができる。
【0034】
従って本発明は、ウエブ材の継ぎ方法で、特に、継いだ部分が包装袋等に加工するに際し、継ぎ部分を含め、無駄なく使用できるウエブ材の継ぎ方法にあいて、優れた実用上の効果を発揮する。
【図面の簡単な説明】
【図1】本発明のウエブ材の継ぎ方法の一実施の形態を側面で表した説明図である。
【図2】本発明のウエブ材の継ぎ方法の一実施の形態を示すもので、その側断面拡大図である。
【図3】本発明の他の一実施の形態を側断面の拡大図である。
【図4】本発明のウエブ材の継ぎ方法の事例であり、印刷柄が施されているウエブ材の一事例を上面で表した説明図である。
【図5】本発明のウエブ材の継ぎ方法の一実施の形態を説明する斜視図である。
【図6】本発明のウエブ材の継ぎ方法によるウエブ材を使用した1事例の斜視図である。
【図7】本発明のウエブ材の継ぎ方法によるウエブ材を使用した他の1事例の斜視図である。
【符号の説明】
2‥‥包装材
3‥‥ラベル
4‥‥缶容器
10‥‥ウエブ状包装材
10a‥‥ウエブ状包装材の終端
10b‥‥ウエブ状包装材の終端部
12‥‥別のウエブ状包装材
12a‥‥別のウエブ状包装材の先端
12b‥‥別のウエブ状包装材の先端部
14‥‥ウエブ状ラベル材
14a‥‥ウエブ状ラベル材の終端
14b‥‥ウエブ状ラベル材の終端部
16‥‥別のウエブ状ラベル材
16a‥‥別のウエブ状ラベル材の先端
16b‥‥別のウエブ状ラベル材の先端部
20‥‥一方の巻芯
22‥‥別の巻芯
30‥‥基材
32‥‥シーラント層
34‥‥保護層
36‥‥印刷層
36a‥‥印刷柄
W‥‥終端部、先端部の幅
Claims (3)
- ウエブ材の継ぎ方法であって、前記ウエブ材は、ヒートシール可能な表面と裏面を有し、巻芯に巻き取られた該ウエブ材の終端に、同じ構成でなる別のウエブ材の始端を継いで巻き重ねるに際し、前記先に巻き取られているウエブ材の終端部と前記別のウエブ材の始端部を重ね合わせ、重ね合わされた部分をヒートシールせしめることを特徴とするウエブ材の継ぎ方法。
- 印刷柄が施されたウエブ材の継ぎ方法であって、前記ウエブ材は、ヒートシール可能な表面と裏面を有し、巻芯に巻き取られた該ウエブ材の終端に、同じ構成でなる別のウエブ材の始端を継いで巻き重ねるに際し、前記先に巻き取られているウエブ材の終端部と前記別のウエブ材の始端部を印刷柄が合うように重ね合わせ、重ね合わされた部分をヒートシールせしめることを特徴とするウエブ材の継ぎ方法。
- 上記ヒートシールは、アイロンによる押し圧で熱融着することを特徴とする請求項1または2記載のウエブ材の継ぎ方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003050631A JP2004256268A (ja) | 2003-02-27 | 2003-02-27 | ウエブ材の継ぎ方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003050631A JP2004256268A (ja) | 2003-02-27 | 2003-02-27 | ウエブ材の継ぎ方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004256268A true JP2004256268A (ja) | 2004-09-16 |
Family
ID=33115991
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003050631A Pending JP2004256268A (ja) | 2003-02-27 | 2003-02-27 | ウエブ材の継ぎ方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004256268A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007042926A (ja) * | 2005-08-04 | 2007-02-15 | Yamagata Casio Co Ltd | 部品テープ接続装置、接続方法及びそれに用いられる部品テープ |
| JP2009521002A (ja) * | 2005-12-22 | 2009-05-28 | ポリグラフィック・ホールディング・ベー・フェー | 織物製品のロール給送式ラベル付け用のロール |
| WO2013029901A1 (de) * | 2011-09-01 | 2013-03-07 | Ovd Kinegram Ag | Verfahren und vorrichtung zum verbinden von transfer- oder laminierfolienbahnen |
| KR101602815B1 (ko) | 2014-07-28 | 2016-03-21 | 신화인터텍 주식회사 | 광학 시트 제조용 소프트 몰드 및 그 제조 방법 |
| JP2016078920A (ja) * | 2014-10-21 | 2016-05-16 | 三和化工紙株式会社 | 包装用袋及びその製造方法 |
-
2003
- 2003-02-27 JP JP2003050631A patent/JP2004256268A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007042926A (ja) * | 2005-08-04 | 2007-02-15 | Yamagata Casio Co Ltd | 部品テープ接続装置、接続方法及びそれに用いられる部品テープ |
| JP2009521002A (ja) * | 2005-12-22 | 2009-05-28 | ポリグラフィック・ホールディング・ベー・フェー | 織物製品のロール給送式ラベル付け用のロール |
| WO2013029901A1 (de) * | 2011-09-01 | 2013-03-07 | Ovd Kinegram Ag | Verfahren und vorrichtung zum verbinden von transfer- oder laminierfolienbahnen |
| CN103842154A (zh) * | 2011-09-01 | 2014-06-04 | Ovd基尼格拉姆股份公司 | 用于连接转印膜幅材或层合膜幅材的方法和装置 |
| RU2606648C2 (ru) * | 2011-09-01 | 2017-01-10 | Овд Кинеграм Аг | Способ и устройство для соединения пленочных полотен для переноса изображения или ламинирования |
| CN103842154B (zh) * | 2011-09-01 | 2017-06-16 | Ovd基尼格拉姆股份公司 | 用于连接转印膜幅材或层合膜幅材的方法和装置 |
| US9782927B2 (en) | 2011-09-01 | 2017-10-10 | Ovd Kinegram Ag | Method and device for joining transfer or laminating film webs |
| KR101602815B1 (ko) | 2014-07-28 | 2016-03-21 | 신화인터텍 주식회사 | 광학 시트 제조용 소프트 몰드 및 그 제조 방법 |
| JP2016078920A (ja) * | 2014-10-21 | 2016-05-16 | 三和化工紙株式会社 | 包装用袋及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3896991A (en) | Composite flexible, semi-rigid materials and process for making same | |
| JPH09512217A (ja) | 窓付包装体及びその製造方法 | |
| EP0596122B1 (en) | Method of wrapping and wrapped object | |
| TWI894226B (zh) | 管狀容器 | |
| CA2494604C (en) | Tamper evident food packaging | |
| EP0037594A2 (en) | Method of producing a radiographic film package | |
| JP2004256268A (ja) | ウエブ材の継ぎ方法 | |
| JP6131040B2 (ja) | ラミネートシュリンクフィルム | |
| JP3445211B2 (ja) | 包材ロール | |
| JP2009107702A (ja) | 商品陳列用包装体並びに商品陳列用包装体における袋体及び台シート並びに商品陳列用包装体の製造装置 | |
| JP3509940B2 (ja) | 再密封可能なテープ貼り密封袋 | |
| JPH03197033A (ja) | 合成樹脂製薄膜筒袋を内層した多層紙袋の製造方法 | |
| JP4238412B2 (ja) | トレー容器 | |
| JP3390147B2 (ja) | 自立袋連続製造方法 | |
| JPH0245359A (ja) | プラスチックネット付容器およびその製造方法 | |
| JPS62101427A (ja) | 包装材の製造方法 | |
| JP4351647B2 (ja) | ブリスター包装材、その連続製造方法及びブリスター包装体の連続製造方法 | |
| JPS6013792Y2 (ja) | 包装用袋 | |
| JP2014121822A (ja) | ラミネートシュリンクフィルムおよびその製造方法 | |
| JP4137928B2 (ja) | ブリスター包装材 | |
| JP4456472B2 (ja) | 包装袋の連続製造方法 | |
| JP7266442B2 (ja) | 熱収縮性筒状ラベル及びラベル付き容器 | |
| JP2014122047A (ja) | シュリンク包装用ラミネートフィルム | |
| JP4557512B2 (ja) | ラベル用材料 | |
| JP2508059Y2 (ja) | ラベル付き熱収縮性包装袋 |