JP2004257540A - スタビライザブッシュ - Google Patents
スタビライザブッシュ Download PDFInfo
- Publication number
- JP2004257540A JP2004257540A JP2003052076A JP2003052076A JP2004257540A JP 2004257540 A JP2004257540 A JP 2004257540A JP 2003052076 A JP2003052076 A JP 2003052076A JP 2003052076 A JP2003052076 A JP 2003052076A JP 2004257540 A JP2004257540 A JP 2004257540A
- Authority
- JP
- Japan
- Prior art keywords
- reinforcing member
- elastic body
- rubber elastic
- stabilizer bush
- stabilizer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Vehicle Body Suspensions (AREA)
- Vibration Prevention Devices (AREA)
- Springs (AREA)
Abstract
【課題】軸直角方向のばね特性を硬くすることができると共に、スタビライザバーへの取り付け作業が容易でかつ軽量であるスタビライザブッシュを提供する。
【解決手段】スタビライザブッシュ10は、軸方向に貫通する中心軸孔12を有し、外周面から中心軸孔に達すると共に軸方向両端に延びた分離部14を設けた筒状のゴム弾性体本体11と、ゴム弾性体本体の中心軸孔の径方向外方にて中心軸孔を囲んで配設されると共に、分離部と重なり合う位置にて軸方向両端に延びた分離可能な切断部17を設けた樹脂製で筒状の補強部材16とを備える。
【選択図】 図1
【解決手段】スタビライザブッシュ10は、軸方向に貫通する中心軸孔12を有し、外周面から中心軸孔に達すると共に軸方向両端に延びた分離部14を設けた筒状のゴム弾性体本体11と、ゴム弾性体本体の中心軸孔の径方向外方にて中心軸孔を囲んで配設されると共に、分離部と重なり合う位置にて軸方向両端に延びた分離可能な切断部17を設けた樹脂製で筒状の補強部材16とを備える。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、車両のスタビライザバーの外周に嵌合固定される筒状のゴム弾性体を有し、ゴム弾性体の外周側に装着されたブラケットにより車体側部材に固定されて、スタビライザバーを車両上下方向に弾性支持するスタビライザブッシュに関する。
【0002】
【従来の技術】
従来、この種のスタビライザブッシュは、例えば特許文献1に示すように、軸直角方向のばね特性を硬くすることにより車両の操縦安定性や乗り心地を向上させるため、ゴム弾性体内に中心軸孔の径方向外方にて中心軸孔を囲んで埋設された断面C字形状のインターリング金具を設けている。このように、スタビライザブッシュのゴム弾性体内にインターリング金具を埋設することにより、その軸直角方向のばね特性が硬くされる。同様のスタビライザブッシュが、特許文献2にも示されている。
【0003】
【特許文献1】
特開2000−46110号公報(第2頁、図3,6)
【特許文献2】
特開2002−321516号公報(第2頁、図1)
【0004】
【発明が解決しようとする課題】
しかし、上記スタビライザブッシュにおいては、スタビライザバーへの取り付けの際、インターリング部材が金具であるため、特許文献1,2ではインターリング金具に窓部や孔部を設けてはいるが、インターリング金具を切断部にて外方に押し広げるのにまだ大きな力が必要となり、作業性において不十分であるという問題がある。また、インターリング金具を用いることにより、スタビライザブッシュの重量が重くなるため、車両の軽量化の点でも好ましくない。
【0005】
本発明は上記した問題を解決しようとするもので、軸直角方向のばね特性を硬くすることができると共に、スタビライザバーへの取り付け作業が容易でかつ軽量であるスタビライザブッシュを提供することを目的とする。
【0006】
【課題を解決するための手段】
上記目的を達成するために、上記請求項1に記載の発明の構成上の特徴は、軸方向に貫通する中心軸孔を有し、外周面から中心軸孔に達すると共に軸方向両端に延びた分離部を設けた筒状のゴム弾性体本体と、ゴム弾性体本体内に、中心軸孔の径方向外方にて中心軸孔を囲んで埋設されると共に、分離部と重なり合う位置にて軸方向両端に延びた分離可能な切断部を設けた樹脂製で筒状の補強部材とを備えてなり、中心軸孔にて車両のスタビライザバーの外周に嵌合固定され、ゴム弾性体本体の外周に装着されたブラケットにより車体側部材に固定されることにある。
【0007】
上記のように構成した請求項1の発明においては、スタビライザブッシュを、その中心軸孔にて車両のスタビライザバーの外周に嵌合固定する際に、筒状のゴム弾性体本体を分離部にて外方に押し広げると、同時に補強部材も切断部にて外方に広げられる。ここで、補強部材は樹脂製であるため、従来の金属製の場合に比べて非常に容易に外方に押し広げられる。そのため、スタビライザブッシュのスタビライザバーへの取り付けの作業の負担が大幅に軽減されその作業性が高められる。このように、スタビライザバーに取り付けられたスタビライザブッシュは、ゴム弾性体本体の中心軸孔の径方向外方にて中心軸孔を囲んで補強部材が配設されているため、軸方向のばね特性が硬くされる。さらに、補強部材が樹脂製であるため、スタビライザブッシュの重量が軽くされる。
【0008】
また、上記請求項2に記載の発明の構成上の特徴は、前記請求項1に記載のスタビライザブッシュにおいて、ゴム弾性体本体を切断することにより分離部が形成されており、ゴム弾性体本体の切断に伴って補強部材の切断部が形成されたことにある。このように、補強部材の切断部が、ゴム弾性体本体の切断に伴って形成されることにより、別途切断部を形成するための手間が省かれる。
【0009】
また、上記請求項3に記載の発明の構成上の特徴は、前記請求項2に記載のスタビライザブッシュにおいて、補強部材における切断部の形成部分が薄肉にされたことにある。このように、補強部材の切断部が薄肉にされたことにより、請求項2の作用効果に加えて、切断部の形成がさらに容易に行われる。
【0010】
また、上記請求項4に記載の発明の構成上の特徴は、前記請求項1から3のいずれか1項に記載のスタビライザブッシュにおいて、補強部材は、少なくとも切断部との対向位置に薄肉部を設けたことにある。これにより、ゴム弾性体本体を分離部にて外方に押し広げる際に、同時に補強部材も切断部にて外方に広げられるが、補強部材が樹脂製であることに加えて薄肉部を設けたことにより、補強部材の外方への押し広げがさらに容易に行われる。
【0011】
また、上記請求項5に記載の発明の構成上の特徴は、前記請求項1に記載のスタビライザブッシュにおいて、補強部材は、切断部に周方向に分離された隙間を設けた略C形状であることにある。このように、補強部材が、切断部に隙間を有する略C形状にされたことにより、ゴム弾性体本体が切断されて分離部が形成される際に補強部材の切断が不要となるため、分離部の形成が容易となり、その作業性が高められる。
【0012】
また、上記請求項6に記載の発明の構成上の特徴は、前記請求項5に記載のスタビライザブッシュにおいて、補強部材は、少なくとも切断部との対向位置に薄肉部を設けたことにある。このように、補強部材に薄肉部を設けたことにより、請求項5の発明の作用効果に加えて、補強部材の外方への押し広げがさらに容易に行われる。
【0013】
また、上記請求項7に記載の発明の構成上の特徴は、前記請求項5又は6に記載のスタビライザブッシュにおいて、ゴム弾性体本体の分離部は、ゴム弾性体本体のゴム加硫成形時に成形金型により同時に形成されたことにある。これにより、ゴム弾性体本体の分離部の形成を、ゴム加硫成形とは別個に行う必要がないので、分離部形成の手間が省かれる。
【0014】
また、上記請求項8に記載の発明の構成上の特徴は、前記請求項4から7のいずれか1項に記載のスタビライザブッシュにおいて、中心軸孔にてスタビライザバーの外周に嵌合固定される際、補強部材に設けた薄肉部が切断されることにある。このように、中心軸孔にてスタビライザバーの外周に嵌合固定される際に、補強部材に設けた薄肉部が切断されることにより、ゴム弾性体本体が非常に容易に押し広げられる。そのため、スタビライザブッシュのスタビライザーバーへの嵌合固定がより容易に行われる。
【0015】
【発明の実施の形態】
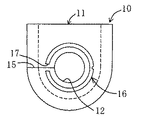
以下、本発明の一実施形態について図面を用いて説明する。図1,図2は、第1実施形態である自動車のサスペンション装置に設けたスタビライザバーに装着されるスタビライザブッシュ10を車両左右方向から見た図(正面図)及び車両前後方向から見た図(側面図)により示したものである。また、図3,図4は、スタビライザブッシュのスタビライザバーへの装着の過程及びスタビライザブッシュの車体側への組み付け状態をそれぞれ正面図により示したものである。以下、図1〜4における上下方向を、スタビライザブッシュの上下に合せるものとする。
【0016】
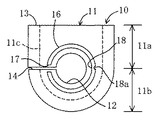
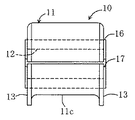
スタビライザブッシュ10は、ゴム弾性体製で軸直角断面形状がそれぞれ長方形と半円形である上下に配列された直方体部分11aと半円筒部分11bとが一体的に組み合わされたゴム弾性体本体11を有している。直方体部分11aの高さ寸法は、スタビライザブッシュ10の車体側部材への組付け時の寸法よりわずかに大きめに形成されている。ゴム弾性体本体11の直方体部分11aと半円筒部分11bの境界の中心位置には、所定内径の円形の中心軸孔12が、両部分11a,11bに跨って、かつ軸方向両端間を貫通して配設されている。
【0017】
また、ゴム弾性体本体11の軸方向両端側には、直方体部分11aの互いに対向する軸直角方向両側縁及びこれに続く半円筒部分11bの外周縁から軸直角方向外方に突出すると共に所定の軸方向厚さを有するU字状の一対のフランジ部13が一体で設けられている。ゴム弾性体本体11の両フランジ部13に挟まれた凹んだ部分は、後述するブラケット3が装着される装着部11cとなる。そして、ゴム弾性体本体11の直方体部分11aと半円筒部分11bの境界には、分離部14が、一方の外周面から中心軸孔12に達すると共に軸方向両端に延びてゴム弾性体本体11を分断して配設されている。分離部14は、周方向にわずか隙間を有している。
【0018】
ゴム弾性体本体11の中心軸孔12から径方向外方にわずかに離間した位置には、樹脂製で円筒状の補強部材16が、中心軸孔12を囲んで同軸状に、かつ軸方向両端に延びて埋設されている。補強部材16の軸方向両端は、ゴム弾性体本体11の軸方向両端面からわずかに外側に突出している。補強部材16は、ゴム弾性体本体11の分離部14と重なり合う位置に隙間を有する切断部17を設けた軸直角断面が略C形状になっている。切断部17は、その隙間が分離部14の隙間より大きく、分離部14を挟んで配置されている。また、補強部材16は、切断部17の径方向対向位置に、その外周面側にて断面が略円弧状に凹んでかつ軸方向両端間に延びた凹部18aを有しており、その凹部18aによって他の部分より厚みの薄い薄肉部18になっている。補強部材16の樹脂材料としては、ポリアミド6(PA6)、ポリアミド66(PA66)等が用いられ、また、それら樹脂材料に補強のためにガラス繊維等を加えたものも採用される。スタビライザブッシュ10は、補強部材16を、その切断部17を成形金型(図示しない)の分離部14形成部分に位置合せし、その軸方向両端にて成形金型にセットし、ゴム加硫成形を行うことにより一体で形成される。
【0019】
スタビライザブッシュ10は、図3に示すように、ゴム弾性体本体11の分離部14を外方に押し広げることにより、中心軸孔12にて車両のサスペンション装置側(図示しない)に固定されたスタビライザバー1の所定位置に嵌め合わされる。その際、同時に補強部材16も切断部17にて外方に押し広げられる。ここで、補強部材16は樹脂製であるため、金属製の場合に比べて非常に容易に外方に広げられ、さらに補強部材16の切断部17の径方向対向位置が薄肉部18になっているため、薄肉部18を支点として補強部材16がさらに容易に押し広げられる。そのため、スタビライザブッシュ10のスタビライザバー1への取り付けの作業の負担が大幅に軽減され、取り付けの作業性が高められる。
【0020】
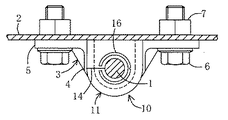
さらに、スタビライザバー1に固定されたスタビライザブッシュ10は、図4に示すように、ブラケット3を用いて、車体側部材2に固定される。ブラケット3は、金属厚板をプレス加工することにより形成され、その内側面がゴム弾性体本体11の装着部11c外周面と略同一形状である断面U字状の嵌合部4と、嵌合部4の両端部から直角に外方に延びた一対の取付部5を一体で設けている。取付部5には、取付孔(図示しない)が設けられている。
【0021】
スタビライザブッシュ10の車体側部材2への固定は、ブラケット3の嵌合部4をスタビライザブッシュ10の装着部11cに嵌め合せて、さらに取付部5を車体側部材2に押付けてスタビライザブッシュ10を圧縮した状態で、取付部5の取付孔にボルト6を挿入し、ボルト6に車体側部材2の反対側からナット7を螺合して締め付けることにより行われる。このようにスタビライザバー1と車体側部材2間に組付けられたスタビライザブッシュ10により、サスペンション装置側からの振動の車体側への伝播を抑えることができる。さらに、スタビライザバー1に取り付けられたスタビライザブッシュ10は、ゴム弾性体本体11内の中心軸孔12の径方向外方にて中心軸孔を囲んで補強部材16が埋設されているため、軸直角方向のばね特性が硬くされる。その結果、本実施形態においては、車両の操縦安定性が高められると共に、車両の乗り心地が良好に確保される。さらに、本実施形態においては、補強部材16が樹脂製であるため、従来に比べてスタビライザブッシュ10の重量が軽くされ、車両の軽量化に寄与することができる。
【0022】
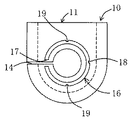
つぎに、上記第1実施形態の変形例1について説明する。変形例1においては、図5に示すように、補強部材16の薄肉部19を、切断部17の径方向対向位置に加えて、直角方向の2箇所に設けたものである。これにより、補強部材16の外方へ押し広げがさらに容易に行われる。なお、薄肉部の配設位置については、これに限らず、他の位置に設けられてもよい。さらに、補強部材の薄肉部については、図8に示すように、必要に応じてこれを省略することも可能である。
【0023】
つぎに、上記第1実施形態の変形例2について説明する。変形例2においては、図6に示すように、ゴム弾性体本体11の分離部15については、ゴム加硫成形と同時ではなく、ゴム加硫成形後に切断により形成されたものである。この場合、第1実施形態に比べて、ゴム弾性体の切断の手間があるが、成形金型が簡易かつ安価にされる利点がある。また、変形例2では、補強部材16が隙間を有する切断部17になっており、補強部材16を切断する必要が無いため、ゴム弾性体の切断作業が簡易にされる。
【0024】
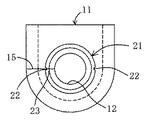
つぎに、第2実施形態について説明する。第2実施形態においては、図7に示すように、ゴム弾性体本体11に埋設される補強部材21は、その軸直角断面形状が、上記第1実施形態のようにC形状ではなく円環形状になっており、さらにゴム弾性体本体11の分離部形成前には、切断部を有していないものである。補強部材21は、対向する径方向の2箇所が薄肉部22になっており、ゴム弾性体本体11の加硫成形時に、一対の薄肉部22がゴム弾性体本体11の直方体部分11aと半円筒部分11bとの境界に相当する位置に配置されるように成形金型に位置合わせされる。そして、ゴム加硫成形後に、ゴム弾性体本体11が切断されて分離部15が形成されると同時に、その切断により補強部材21の切断部23も形成される。このように、補強部材21の切断部23が、ゴム弾性体本体11の切断による分離部15の形成に伴って形成されることにより、予め切断部23を形成するための手間が省かれる。また、補強部材21の切断部23が薄肉部22に形成されているため、切断部23の形成が容易に行われる。
【0025】
また、上記第2実施形態の変形例として、図8に示すように、補強部材24については、円環形状になっており、さらにゴム弾性体本体11の分離部15形成前には、切断部を有していないものであると共に、外周側に薄肉部も有しないようにされている。これにより、肉厚の補強部材24を切断する必要があるため、切断部25の形成がわずかに困難になり、また補強部材24の外方への押し広げもわずかに困難になるが、その他は、第2実施形態と同様の効果が得られる。また、その他の変形例として、切断部にのみ薄肉部を設けることもでき、また切断部以外の部分にのみ薄肉部を設けることも可能である。
【0026】
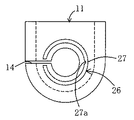
なお、上記各実施形態においては、補強部材に薄肉部を設けるための凹部は、補強部材の外周側に設けられているが、これに代えて、図9に示すように、補強部材26の内周側に凹部27aを形成することにより、薄肉部27を設けるようにしてもよい。また、上記各実施形態及び変形例においては、補強部材の凹部の形状については、断面半円形状にされているが、その他、図10に示すように、補強部材28の凹部を、断面三角形28a、直線状の切欠き28b、ゆるやかな湾曲形状28c等、種々の形状とすることが可能である。
【0027】
また、上記各実施形態においては、補強部材16の軸方向両端は、ゴム弾性体本体11の軸方向両端からわずかに突出しているが、ゴム弾性体本体の軸方向両端位置に合わせても、またゴム弾性体本体内に配置されてもよい。その他、上記実施形態に示したスタビライザブッシュについては、一例であり、本発明の主旨を逸脱しない範囲において、種々の形態で実施することができる。
【0028】
【発明の効果】
上記請求項1の発明によれば、ゴム弾性体本体に樹脂製で筒状の補強部材が埋設されていることにより、軸直角方向のばね特性を硬くしつつ、スタビライザブッシュのスタビライザバーへの取り付けの作業の負担が大幅に軽減され、さらには、スタビライザブッシュの重量が軽くなる。その結果、請求項1の発明においては、スタビライザブッシュのスタビライザバーへの取り付けの作業性が高められ、車両の操縦安定性と乗り心地が向上すると共に、車両の軽量化にも寄与できる。また、補強部材の切断部が、ゴム弾性体本体の切断による分離部の形成に伴って形成されることにより、切断部形成の手間が省かれ、さらに補強部材の切断部が薄肉にされたことにより、切断部の形成がさらに容易に行われる(請求項2,3の発明の効果)。さらに、補強部材に薄肉部を設けたことにより、補強部材の外方への押し広げがさらに容易にされる(請求項4の発明の効果)。
【0029】
また、補強部材をC形状にすることにより、ゴム弾性体本体の分離部の形成が容易となり、さらに補強部材に薄肉部を設けたことにより、補強部材の外方への押し広げがさらに容易にされる(請求項5,6の発明の効果)。さらに、ゴム弾性体本体の分離部の形成をゴム加硫成形と同時に行うことにより、分離部形成の手間が省かれる(請求項7の発明の効果)。また、スタビライザブッシュのスタビライザバーの外周への嵌合固定の際、補強部材の薄肉部を切断することにより、スタビライザブッシュのスタビライザーバーへの嵌合固定がより容易に行われる(請求項8の発明の効果)。
【図面の簡単な説明】
【図1】本発明の第1実施形態であるスタビライザブッシュを示す車両左右方向から見た図(正面図)である。
【図2】スタビライザブッシュを示す車両前後方向から見た図(側面図)である。
【図3】スタビライザブッシュのスタビライザバーへの装着の過程を示す正面図である。
【図4】スタビライザブッシュの車体側への組付け状態を示す一部破断面図である。
【図5】変形例1であるスタビライザブッシュを示す正面図である。
【図6】変形例2であるスタビライザブッシュを示す正面図である。
【図7】第2実施形態であるスタビライザブッシュを示す正面図である。
【図8】変形例であるスタビライザブッシュを示す正面図である。
【図9】補強部材の変形例を示す正面図である。
【図10】補強部材の凹部の変形例を示す要部の拡大図である。
【符号の説明】
1…スタビライザバー、2…車体側部材、3…ブラケット、10…スタビライザブッシュ、11…ゴム弾性体本体、12…中心軸孔、14,15…分離部、16…補強部材、17…切断部、18,19…薄肉部、18a…凹部、21…補強部材、22…薄肉部、23…切断部、24…補強部材、25…切断部、26…補強部材、27…薄肉部、27a…凹部。
【発明の属する技術分野】
本発明は、車両のスタビライザバーの外周に嵌合固定される筒状のゴム弾性体を有し、ゴム弾性体の外周側に装着されたブラケットにより車体側部材に固定されて、スタビライザバーを車両上下方向に弾性支持するスタビライザブッシュに関する。
【0002】
【従来の技術】
従来、この種のスタビライザブッシュは、例えば特許文献1に示すように、軸直角方向のばね特性を硬くすることにより車両の操縦安定性や乗り心地を向上させるため、ゴム弾性体内に中心軸孔の径方向外方にて中心軸孔を囲んで埋設された断面C字形状のインターリング金具を設けている。このように、スタビライザブッシュのゴム弾性体内にインターリング金具を埋設することにより、その軸直角方向のばね特性が硬くされる。同様のスタビライザブッシュが、特許文献2にも示されている。
【0003】
【特許文献1】
特開2000−46110号公報(第2頁、図3,6)
【特許文献2】
特開2002−321516号公報(第2頁、図1)
【0004】
【発明が解決しようとする課題】
しかし、上記スタビライザブッシュにおいては、スタビライザバーへの取り付けの際、インターリング部材が金具であるため、特許文献1,2ではインターリング金具に窓部や孔部を設けてはいるが、インターリング金具を切断部にて外方に押し広げるのにまだ大きな力が必要となり、作業性において不十分であるという問題がある。また、インターリング金具を用いることにより、スタビライザブッシュの重量が重くなるため、車両の軽量化の点でも好ましくない。
【0005】
本発明は上記した問題を解決しようとするもので、軸直角方向のばね特性を硬くすることができると共に、スタビライザバーへの取り付け作業が容易でかつ軽量であるスタビライザブッシュを提供することを目的とする。
【0006】
【課題を解決するための手段】
上記目的を達成するために、上記請求項1に記載の発明の構成上の特徴は、軸方向に貫通する中心軸孔を有し、外周面から中心軸孔に達すると共に軸方向両端に延びた分離部を設けた筒状のゴム弾性体本体と、ゴム弾性体本体内に、中心軸孔の径方向外方にて中心軸孔を囲んで埋設されると共に、分離部と重なり合う位置にて軸方向両端に延びた分離可能な切断部を設けた樹脂製で筒状の補強部材とを備えてなり、中心軸孔にて車両のスタビライザバーの外周に嵌合固定され、ゴム弾性体本体の外周に装着されたブラケットにより車体側部材に固定されることにある。
【0007】
上記のように構成した請求項1の発明においては、スタビライザブッシュを、その中心軸孔にて車両のスタビライザバーの外周に嵌合固定する際に、筒状のゴム弾性体本体を分離部にて外方に押し広げると、同時に補強部材も切断部にて外方に広げられる。ここで、補強部材は樹脂製であるため、従来の金属製の場合に比べて非常に容易に外方に押し広げられる。そのため、スタビライザブッシュのスタビライザバーへの取り付けの作業の負担が大幅に軽減されその作業性が高められる。このように、スタビライザバーに取り付けられたスタビライザブッシュは、ゴム弾性体本体の中心軸孔の径方向外方にて中心軸孔を囲んで補強部材が配設されているため、軸方向のばね特性が硬くされる。さらに、補強部材が樹脂製であるため、スタビライザブッシュの重量が軽くされる。
【0008】
また、上記請求項2に記載の発明の構成上の特徴は、前記請求項1に記載のスタビライザブッシュにおいて、ゴム弾性体本体を切断することにより分離部が形成されており、ゴム弾性体本体の切断に伴って補強部材の切断部が形成されたことにある。このように、補強部材の切断部が、ゴム弾性体本体の切断に伴って形成されることにより、別途切断部を形成するための手間が省かれる。
【0009】
また、上記請求項3に記載の発明の構成上の特徴は、前記請求項2に記載のスタビライザブッシュにおいて、補強部材における切断部の形成部分が薄肉にされたことにある。このように、補強部材の切断部が薄肉にされたことにより、請求項2の作用効果に加えて、切断部の形成がさらに容易に行われる。
【0010】
また、上記請求項4に記載の発明の構成上の特徴は、前記請求項1から3のいずれか1項に記載のスタビライザブッシュにおいて、補強部材は、少なくとも切断部との対向位置に薄肉部を設けたことにある。これにより、ゴム弾性体本体を分離部にて外方に押し広げる際に、同時に補強部材も切断部にて外方に広げられるが、補強部材が樹脂製であることに加えて薄肉部を設けたことにより、補強部材の外方への押し広げがさらに容易に行われる。
【0011】
また、上記請求項5に記載の発明の構成上の特徴は、前記請求項1に記載のスタビライザブッシュにおいて、補強部材は、切断部に周方向に分離された隙間を設けた略C形状であることにある。このように、補強部材が、切断部に隙間を有する略C形状にされたことにより、ゴム弾性体本体が切断されて分離部が形成される際に補強部材の切断が不要となるため、分離部の形成が容易となり、その作業性が高められる。
【0012】
また、上記請求項6に記載の発明の構成上の特徴は、前記請求項5に記載のスタビライザブッシュにおいて、補強部材は、少なくとも切断部との対向位置に薄肉部を設けたことにある。このように、補強部材に薄肉部を設けたことにより、請求項5の発明の作用効果に加えて、補強部材の外方への押し広げがさらに容易に行われる。
【0013】
また、上記請求項7に記載の発明の構成上の特徴は、前記請求項5又は6に記載のスタビライザブッシュにおいて、ゴム弾性体本体の分離部は、ゴム弾性体本体のゴム加硫成形時に成形金型により同時に形成されたことにある。これにより、ゴム弾性体本体の分離部の形成を、ゴム加硫成形とは別個に行う必要がないので、分離部形成の手間が省かれる。
【0014】
また、上記請求項8に記載の発明の構成上の特徴は、前記請求項4から7のいずれか1項に記載のスタビライザブッシュにおいて、中心軸孔にてスタビライザバーの外周に嵌合固定される際、補強部材に設けた薄肉部が切断されることにある。このように、中心軸孔にてスタビライザバーの外周に嵌合固定される際に、補強部材に設けた薄肉部が切断されることにより、ゴム弾性体本体が非常に容易に押し広げられる。そのため、スタビライザブッシュのスタビライザーバーへの嵌合固定がより容易に行われる。
【0015】
【発明の実施の形態】
以下、本発明の一実施形態について図面を用いて説明する。図1,図2は、第1実施形態である自動車のサスペンション装置に設けたスタビライザバーに装着されるスタビライザブッシュ10を車両左右方向から見た図(正面図)及び車両前後方向から見た図(側面図)により示したものである。また、図3,図4は、スタビライザブッシュのスタビライザバーへの装着の過程及びスタビライザブッシュの車体側への組み付け状態をそれぞれ正面図により示したものである。以下、図1〜4における上下方向を、スタビライザブッシュの上下に合せるものとする。
【0016】
スタビライザブッシュ10は、ゴム弾性体製で軸直角断面形状がそれぞれ長方形と半円形である上下に配列された直方体部分11aと半円筒部分11bとが一体的に組み合わされたゴム弾性体本体11を有している。直方体部分11aの高さ寸法は、スタビライザブッシュ10の車体側部材への組付け時の寸法よりわずかに大きめに形成されている。ゴム弾性体本体11の直方体部分11aと半円筒部分11bの境界の中心位置には、所定内径の円形の中心軸孔12が、両部分11a,11bに跨って、かつ軸方向両端間を貫通して配設されている。
【0017】
また、ゴム弾性体本体11の軸方向両端側には、直方体部分11aの互いに対向する軸直角方向両側縁及びこれに続く半円筒部分11bの外周縁から軸直角方向外方に突出すると共に所定の軸方向厚さを有するU字状の一対のフランジ部13が一体で設けられている。ゴム弾性体本体11の両フランジ部13に挟まれた凹んだ部分は、後述するブラケット3が装着される装着部11cとなる。そして、ゴム弾性体本体11の直方体部分11aと半円筒部分11bの境界には、分離部14が、一方の外周面から中心軸孔12に達すると共に軸方向両端に延びてゴム弾性体本体11を分断して配設されている。分離部14は、周方向にわずか隙間を有している。
【0018】
ゴム弾性体本体11の中心軸孔12から径方向外方にわずかに離間した位置には、樹脂製で円筒状の補強部材16が、中心軸孔12を囲んで同軸状に、かつ軸方向両端に延びて埋設されている。補強部材16の軸方向両端は、ゴム弾性体本体11の軸方向両端面からわずかに外側に突出している。補強部材16は、ゴム弾性体本体11の分離部14と重なり合う位置に隙間を有する切断部17を設けた軸直角断面が略C形状になっている。切断部17は、その隙間が分離部14の隙間より大きく、分離部14を挟んで配置されている。また、補強部材16は、切断部17の径方向対向位置に、その外周面側にて断面が略円弧状に凹んでかつ軸方向両端間に延びた凹部18aを有しており、その凹部18aによって他の部分より厚みの薄い薄肉部18になっている。補強部材16の樹脂材料としては、ポリアミド6(PA6)、ポリアミド66(PA66)等が用いられ、また、それら樹脂材料に補強のためにガラス繊維等を加えたものも採用される。スタビライザブッシュ10は、補強部材16を、その切断部17を成形金型(図示しない)の分離部14形成部分に位置合せし、その軸方向両端にて成形金型にセットし、ゴム加硫成形を行うことにより一体で形成される。
【0019】
スタビライザブッシュ10は、図3に示すように、ゴム弾性体本体11の分離部14を外方に押し広げることにより、中心軸孔12にて車両のサスペンション装置側(図示しない)に固定されたスタビライザバー1の所定位置に嵌め合わされる。その際、同時に補強部材16も切断部17にて外方に押し広げられる。ここで、補強部材16は樹脂製であるため、金属製の場合に比べて非常に容易に外方に広げられ、さらに補強部材16の切断部17の径方向対向位置が薄肉部18になっているため、薄肉部18を支点として補強部材16がさらに容易に押し広げられる。そのため、スタビライザブッシュ10のスタビライザバー1への取り付けの作業の負担が大幅に軽減され、取り付けの作業性が高められる。
【0020】
さらに、スタビライザバー1に固定されたスタビライザブッシュ10は、図4に示すように、ブラケット3を用いて、車体側部材2に固定される。ブラケット3は、金属厚板をプレス加工することにより形成され、その内側面がゴム弾性体本体11の装着部11c外周面と略同一形状である断面U字状の嵌合部4と、嵌合部4の両端部から直角に外方に延びた一対の取付部5を一体で設けている。取付部5には、取付孔(図示しない)が設けられている。
【0021】
スタビライザブッシュ10の車体側部材2への固定は、ブラケット3の嵌合部4をスタビライザブッシュ10の装着部11cに嵌め合せて、さらに取付部5を車体側部材2に押付けてスタビライザブッシュ10を圧縮した状態で、取付部5の取付孔にボルト6を挿入し、ボルト6に車体側部材2の反対側からナット7を螺合して締め付けることにより行われる。このようにスタビライザバー1と車体側部材2間に組付けられたスタビライザブッシュ10により、サスペンション装置側からの振動の車体側への伝播を抑えることができる。さらに、スタビライザバー1に取り付けられたスタビライザブッシュ10は、ゴム弾性体本体11内の中心軸孔12の径方向外方にて中心軸孔を囲んで補強部材16が埋設されているため、軸直角方向のばね特性が硬くされる。その結果、本実施形態においては、車両の操縦安定性が高められると共に、車両の乗り心地が良好に確保される。さらに、本実施形態においては、補強部材16が樹脂製であるため、従来に比べてスタビライザブッシュ10の重量が軽くされ、車両の軽量化に寄与することができる。
【0022】
つぎに、上記第1実施形態の変形例1について説明する。変形例1においては、図5に示すように、補強部材16の薄肉部19を、切断部17の径方向対向位置に加えて、直角方向の2箇所に設けたものである。これにより、補強部材16の外方へ押し広げがさらに容易に行われる。なお、薄肉部の配設位置については、これに限らず、他の位置に設けられてもよい。さらに、補強部材の薄肉部については、図8に示すように、必要に応じてこれを省略することも可能である。
【0023】
つぎに、上記第1実施形態の変形例2について説明する。変形例2においては、図6に示すように、ゴム弾性体本体11の分離部15については、ゴム加硫成形と同時ではなく、ゴム加硫成形後に切断により形成されたものである。この場合、第1実施形態に比べて、ゴム弾性体の切断の手間があるが、成形金型が簡易かつ安価にされる利点がある。また、変形例2では、補強部材16が隙間を有する切断部17になっており、補強部材16を切断する必要が無いため、ゴム弾性体の切断作業が簡易にされる。
【0024】
つぎに、第2実施形態について説明する。第2実施形態においては、図7に示すように、ゴム弾性体本体11に埋設される補強部材21は、その軸直角断面形状が、上記第1実施形態のようにC形状ではなく円環形状になっており、さらにゴム弾性体本体11の分離部形成前には、切断部を有していないものである。補強部材21は、対向する径方向の2箇所が薄肉部22になっており、ゴム弾性体本体11の加硫成形時に、一対の薄肉部22がゴム弾性体本体11の直方体部分11aと半円筒部分11bとの境界に相当する位置に配置されるように成形金型に位置合わせされる。そして、ゴム加硫成形後に、ゴム弾性体本体11が切断されて分離部15が形成されると同時に、その切断により補強部材21の切断部23も形成される。このように、補強部材21の切断部23が、ゴム弾性体本体11の切断による分離部15の形成に伴って形成されることにより、予め切断部23を形成するための手間が省かれる。また、補強部材21の切断部23が薄肉部22に形成されているため、切断部23の形成が容易に行われる。
【0025】
また、上記第2実施形態の変形例として、図8に示すように、補強部材24については、円環形状になっており、さらにゴム弾性体本体11の分離部15形成前には、切断部を有していないものであると共に、外周側に薄肉部も有しないようにされている。これにより、肉厚の補強部材24を切断する必要があるため、切断部25の形成がわずかに困難になり、また補強部材24の外方への押し広げもわずかに困難になるが、その他は、第2実施形態と同様の効果が得られる。また、その他の変形例として、切断部にのみ薄肉部を設けることもでき、また切断部以外の部分にのみ薄肉部を設けることも可能である。
【0026】
なお、上記各実施形態においては、補強部材に薄肉部を設けるための凹部は、補強部材の外周側に設けられているが、これに代えて、図9に示すように、補強部材26の内周側に凹部27aを形成することにより、薄肉部27を設けるようにしてもよい。また、上記各実施形態及び変形例においては、補強部材の凹部の形状については、断面半円形状にされているが、その他、図10に示すように、補強部材28の凹部を、断面三角形28a、直線状の切欠き28b、ゆるやかな湾曲形状28c等、種々の形状とすることが可能である。
【0027】
また、上記各実施形態においては、補強部材16の軸方向両端は、ゴム弾性体本体11の軸方向両端からわずかに突出しているが、ゴム弾性体本体の軸方向両端位置に合わせても、またゴム弾性体本体内に配置されてもよい。その他、上記実施形態に示したスタビライザブッシュについては、一例であり、本発明の主旨を逸脱しない範囲において、種々の形態で実施することができる。
【0028】
【発明の効果】
上記請求項1の発明によれば、ゴム弾性体本体に樹脂製で筒状の補強部材が埋設されていることにより、軸直角方向のばね特性を硬くしつつ、スタビライザブッシュのスタビライザバーへの取り付けの作業の負担が大幅に軽減され、さらには、スタビライザブッシュの重量が軽くなる。その結果、請求項1の発明においては、スタビライザブッシュのスタビライザバーへの取り付けの作業性が高められ、車両の操縦安定性と乗り心地が向上すると共に、車両の軽量化にも寄与できる。また、補強部材の切断部が、ゴム弾性体本体の切断による分離部の形成に伴って形成されることにより、切断部形成の手間が省かれ、さらに補強部材の切断部が薄肉にされたことにより、切断部の形成がさらに容易に行われる(請求項2,3の発明の効果)。さらに、補強部材に薄肉部を設けたことにより、補強部材の外方への押し広げがさらに容易にされる(請求項4の発明の効果)。
【0029】
また、補強部材をC形状にすることにより、ゴム弾性体本体の分離部の形成が容易となり、さらに補強部材に薄肉部を設けたことにより、補強部材の外方への押し広げがさらに容易にされる(請求項5,6の発明の効果)。さらに、ゴム弾性体本体の分離部の形成をゴム加硫成形と同時に行うことにより、分離部形成の手間が省かれる(請求項7の発明の効果)。また、スタビライザブッシュのスタビライザバーの外周への嵌合固定の際、補強部材の薄肉部を切断することにより、スタビライザブッシュのスタビライザーバーへの嵌合固定がより容易に行われる(請求項8の発明の効果)。
【図面の簡単な説明】
【図1】本発明の第1実施形態であるスタビライザブッシュを示す車両左右方向から見た図(正面図)である。
【図2】スタビライザブッシュを示す車両前後方向から見た図(側面図)である。
【図3】スタビライザブッシュのスタビライザバーへの装着の過程を示す正面図である。
【図4】スタビライザブッシュの車体側への組付け状態を示す一部破断面図である。
【図5】変形例1であるスタビライザブッシュを示す正面図である。
【図6】変形例2であるスタビライザブッシュを示す正面図である。
【図7】第2実施形態であるスタビライザブッシュを示す正面図である。
【図8】変形例であるスタビライザブッシュを示す正面図である。
【図9】補強部材の変形例を示す正面図である。
【図10】補強部材の凹部の変形例を示す要部の拡大図である。
【符号の説明】
1…スタビライザバー、2…車体側部材、3…ブラケット、10…スタビライザブッシュ、11…ゴム弾性体本体、12…中心軸孔、14,15…分離部、16…補強部材、17…切断部、18,19…薄肉部、18a…凹部、21…補強部材、22…薄肉部、23…切断部、24…補強部材、25…切断部、26…補強部材、27…薄肉部、27a…凹部。
Claims (8)
- 軸方向に貫通する中心軸孔を有し、外周面から該中心軸孔に達すると共に軸方向両端に延びた分離部を設けた筒状のゴム弾性体本体と、
該ゴム弾性体本体内に、前記中心軸孔の径方向外方にて該中心軸孔を囲んで埋設されると共に、前記分離部と重なり合う位置にて軸方向両端に延びた分離可能な切断部を設けた樹脂製で筒状の補強部材とを備えてなり、
前記中心軸孔にて車両のスタビライザバーの外周に嵌合固定され、前記ゴム弾性体本体の外周に装着されたブラケットにより車体側部材に固定されることを特徴とするスタビライザブッシュ。 - 前記ゴム弾性体本体を切断することにより前記分離部が形成されており、該ゴム弾性体本体の切断に伴って前記補強部材の切断部が形成されたことを特徴とする前記請求項1に記載のスタビライザブッシュ。
- 前記補強部材における前記切断部の形成部分が薄肉にされたことを特徴とする前記請求項2に記載のスタビライザブッシュ。
- 前記補強部材は、少なくとも前記切断部との対向位置に薄肉部を設けたことを特徴とする前記請求項1から3のいずれか1項に記載のスタビライザブッシュ。
- 前記補強部材は、前記切断部に周方向に分離された隙間を設けた略C形状であることを特徴とする前記請求項1に記載のスタビライザブッシュ。
- 前記補強部材は、少なくとも前記切断部との対向位置に薄肉部を設けたことを特徴とする前記請求項5に記載のスタビライザブッシュ。
- 前記ゴム弾性体本体の分離部は、該ゴム弾性体本体のゴム加硫成形時に成形金型により同時に形成されたことを特徴とする前記請求項5又は6に記載のスタビライザブッシュ。
- 前記中心軸孔にて前記スタビライザバーの外周に嵌合固定される際、前記補強部材に設けた前記薄肉部が切断されることを特徴とする前記請求項4から7のいずれか1項に記載のスタビライザブッシュ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003052076A JP2004257540A (ja) | 2003-02-27 | 2003-02-27 | スタビライザブッシュ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003052076A JP2004257540A (ja) | 2003-02-27 | 2003-02-27 | スタビライザブッシュ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004257540A true JP2004257540A (ja) | 2004-09-16 |
Family
ID=33117027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003052076A Pending JP2004257540A (ja) | 2003-02-27 | 2003-02-27 | スタビライザブッシュ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004257540A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008207709A (ja) * | 2007-02-27 | 2008-09-11 | Honda Motor Co Ltd | スタビライザーの支持構造 |
| CN106335337A (zh) * | 2015-07-08 | 2017-01-18 | 丰田自动车株式会社 | 稳定器轴套 |
| JP2018079752A (ja) * | 2016-11-15 | 2018-05-24 | 東洋ゴム工業株式会社 | スタビライザブッシュ |
| CN113653728A (zh) * | 2021-08-09 | 2021-11-16 | 株洲时代瑞唯减振装备有限公司 | 一种一体式支撑球铰的结构设计方法及组装方法 |
| JP2023544151A (ja) * | 2020-10-23 | 2023-10-20 | サン-ゴバン パフォーマンス プラスティックス コーポレイション | 部分的に球状の構成要素のための軸受並びにその製造方法及び使用方法 |
-
2003
- 2003-02-27 JP JP2003052076A patent/JP2004257540A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008207709A (ja) * | 2007-02-27 | 2008-09-11 | Honda Motor Co Ltd | スタビライザーの支持構造 |
| CN106335337A (zh) * | 2015-07-08 | 2017-01-18 | 丰田自动车株式会社 | 稳定器轴套 |
| JP2018079752A (ja) * | 2016-11-15 | 2018-05-24 | 東洋ゴム工業株式会社 | スタビライザブッシュ |
| JP2023544151A (ja) * | 2020-10-23 | 2023-10-20 | サン-ゴバン パフォーマンス プラスティックス コーポレイション | 部分的に球状の構成要素のための軸受並びにその製造方法及び使用方法 |
| JP7520222B2 (ja) | 2020-10-23 | 2024-07-22 | サン-ゴバン パフォーマンス プラスティックス コーポレイション | 部分的に球状の構成要素のための軸受並びにその製造方法及び使用方法 |
| US12241503B2 (en) | 2020-10-23 | 2025-03-04 | Saint-Gobain Performance Plastics Corporation | Bearing for partially spherical component and method of making and using the same |
| CN113653728A (zh) * | 2021-08-09 | 2021-11-16 | 株洲时代瑞唯减振装备有限公司 | 一种一体式支撑球铰的结构设计方法及组装方法 |
| CN113653728B (zh) * | 2021-08-09 | 2022-08-26 | 株洲时代瑞唯减振装备有限公司 | 一种一体式支撑球铰及其组装方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3747783B2 (ja) | 鉄道車両の軸ハリ連結用防振ゴムブッシュ組付体 | |
| US8979082B2 (en) | Vibration damping bushing and manufacturing method thereof | |
| CN105452706B (zh) | 筒式隔振装置 | |
| US20050254888A1 (en) | Torque rod and method of producing the same | |
| JP6532367B2 (ja) | ブラケット付き筒形防振装置 | |
| KR102131754B1 (ko) | 마이크로 전단 허브 이중 링 아이솔레이터 | |
| JP5108705B2 (ja) | 筒型防振組付体 | |
| JP2003294084A (ja) | 防振ブッシュ | |
| EP0945640B1 (en) | Vibration isolator | |
| JP2004257540A (ja) | スタビライザブッシュ | |
| JPH0654936U (ja) | エンジン支持構造 | |
| WO2012042752A1 (ja) | トーコレクトブッシュ | |
| JP6047020B2 (ja) | 防振装置用リンク部材の製造方法 | |
| JP2004257541A (ja) | スタビライザブッシュ | |
| JPH10274268A (ja) | 防振ブッシュおよびブッシュ組立体 | |
| JP2015143076A (ja) | スタビライザブッシュ | |
| JP2008175333A (ja) | 防振装置及び防振装置の製造方法 | |
| JPH11182598A (ja) | 防振装置 | |
| JP2006170293A (ja) | 防振装置及びその取付方法 | |
| JP2000046110A (ja) | スタビライザブッシュ | |
| JPH1182625A (ja) | スタビライザブッシュ | |
| JP2009216135A (ja) | 自動車用筒形防振装置 | |
| WO2017145621A1 (ja) | 防振装置用リンク部材及びその製造方法 | |
| JP4286078B2 (ja) | ステアリングギヤハウジングの固定構造 | |
| JP3456286B2 (ja) | 筒型防振マウント |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070717 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071127 |