JP2004263232A - 永久磁石合金及びボンド磁石 - Google Patents
永久磁石合金及びボンド磁石 Download PDFInfo
- Publication number
- JP2004263232A JP2004263232A JP2003053516A JP2003053516A JP2004263232A JP 2004263232 A JP2004263232 A JP 2004263232A JP 2003053516 A JP2003053516 A JP 2003053516A JP 2003053516 A JP2003053516 A JP 2003053516A JP 2004263232 A JP2004263232 A JP 2004263232A
- Authority
- JP
- Japan
- Prior art keywords
- alloy
- permanent magnet
- atomic
- magnetic
- magnet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910045601 alloy Inorganic materials 0.000 title claims abstract description 102
- 239000000956 alloy Substances 0.000 title claims abstract description 102
- 229910052761 rare earth metal Inorganic materials 0.000 claims abstract description 16
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 12
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 6
- 229910052735 hafnium Inorganic materials 0.000 claims abstract description 6
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 6
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 6
- 229910052720 vanadium Inorganic materials 0.000 claims abstract description 6
- 229910052726 zirconium Inorganic materials 0.000 claims abstract description 6
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 5
- 239000013078 crystal Substances 0.000 claims description 27
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 12
- 239000011230 binding agent Substances 0.000 claims description 9
- 229910052757 nitrogen Inorganic materials 0.000 claims description 6
- 230000001590 oxidative effect Effects 0.000 claims description 2
- 229910052789 astatine Inorganic materials 0.000 claims 2
- 239000000203 mixture Substances 0.000 abstract description 36
- 229910052751 metal Inorganic materials 0.000 abstract description 22
- 239000002184 metal Substances 0.000 abstract description 22
- 150000002910 rare earth metals Chemical class 0.000 abstract description 8
- 238000010438 heat treatment Methods 0.000 description 45
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 38
- 239000010949 copper Substances 0.000 description 33
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 30
- 230000002093 peripheral effect Effects 0.000 description 22
- 239000010955 niobium Substances 0.000 description 21
- 238000001816 cooling Methods 0.000 description 19
- 238000010791 quenching Methods 0.000 description 19
- 239000000463 material Substances 0.000 description 18
- 239000007789 gas Substances 0.000 description 16
- 229910052786 argon Inorganic materials 0.000 description 15
- 230000000171 quenching effect Effects 0.000 description 15
- 239000006247 magnetic powder Substances 0.000 description 14
- 239000000843 powder Substances 0.000 description 13
- 229910052796 boron Inorganic materials 0.000 description 12
- 238000002844 melting Methods 0.000 description 10
- 230000008018 melting Effects 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- 238000002441 X-ray diffraction Methods 0.000 description 9
- 229910052802 copper Inorganic materials 0.000 description 8
- 238000010586 diagram Methods 0.000 description 8
- 229910000881 Cu alloy Inorganic materials 0.000 description 7
- 230000007423 decrease Effects 0.000 description 7
- 230000004907 flux Effects 0.000 description 7
- 229910052742 iron Inorganic materials 0.000 description 7
- 239000007788 liquid Substances 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 238000005096 rolling process Methods 0.000 description 7
- 229910052772 Samarium Inorganic materials 0.000 description 6
- 229910001172 neodymium magnet Inorganic materials 0.000 description 6
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 6
- 238000011282 treatment Methods 0.000 description 6
- 238000004458 analytical method Methods 0.000 description 5
- 238000002425 crystallisation Methods 0.000 description 5
- 230000008025 crystallization Effects 0.000 description 5
- 239000003822 epoxy resin Substances 0.000 description 5
- 229920000647 polyepoxide Polymers 0.000 description 5
- 239000010453 quartz Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 239000011888 foil Substances 0.000 description 4
- 239000000696 magnetic material Substances 0.000 description 4
- 238000010298 pulverizing process Methods 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000000748 compression moulding Methods 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- 239000012535 impurity Substances 0.000 description 3
- 239000011261 inert gas Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000004570 mortar (masonry) Substances 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 238000001723 curing Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 125000001475 halogen functional group Chemical group 0.000 description 2
- 238000009776 industrial production Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000002114 nanocomposite Substances 0.000 description 2
- 238000005121 nitriding Methods 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- KZUNJOHGWZRPMI-UHFFFAOYSA-N samarium atom Chemical compound [Sm] KZUNJOHGWZRPMI-UHFFFAOYSA-N 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- 229910052693 Europium Inorganic materials 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 241000287828 Gallus gallus Species 0.000 description 1
- 241000892865 Heros Species 0.000 description 1
- 229910052689 Holmium Inorganic materials 0.000 description 1
- 229910052765 Lutetium Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 229910052771 Terbium Inorganic materials 0.000 description 1
- 229910052775 Thulium Inorganic materials 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000005347 demagnetization Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000009689 gas atomisation Methods 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 1
- 239000011812 mixed powder Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 238000007712 rapid solidification Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000007783 splat quenching Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000012756 surface treatment agent Substances 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images








Landscapes
- Hard Magnetic Materials (AREA)
Abstract
【解決手段】一般式:RxFe100−x−y−z−u−wCoyCuuMwBz(但し、RはYを含む少なくとも1種の希土類元素であって、Rに占めるSmの比率が70原子%以上であり、MはNb、Ti、Zr、Hf、V、Mo、Cr、及びMnからなる群から選ばれた少なくとも1種の元素であり、x、y、z、u及びwはそれぞれ原子%であり、3≦x≦11,0≦y≦30,11<z≦20,0.1≦u≦3.0,及び0≦w≦8)で表されることを特徴とする永久磁石合金。
【選択図】 図1
Description
【発明が属する技術分野】
本発明は6方晶系の硬質磁性相を有する、新規で高い磁気特性の希土類−Fe−B系永久磁石合金、特にR−Fe−Co−Cu−M−B系永久磁石合金、及び前記永久磁石合金をバインダーで結着してなる生産性に富んだ新規で高性能のボンド磁石に関する。
【0002】
【従来の技術】
従来より希土類磁石材料としてSm−Co系磁石材料、Nd−Fe−B系磁石材料あるいはSm−Fe−N系磁石材料が知られている。Sm−Co系磁石材料は温度による磁気特性の変化は少ないが、等方性磁石材料としては最大エネルギー積(BH)maxがNd−Fe−B系磁石材料よりも小さいので実用性が低い。Nd−Fe−B系磁石材料は高い磁気特性を有し、希土類ボンド磁石の主流となっているが温度による磁気特性の変化がSm−Co系磁石材料よりも大きいという欠点をもっている。Sm−Fe−N系磁石材料はNd−Fe−B系磁石材料に近い磁気特性を有し、また温度変化に対する磁気特性の変化がNd−Fe−B系よりも小さいというメリットをもっている。
しかし、これら従来の希土類磁石材料に対する更なる高性能化の要求は益々過酷になってきており、今日得られている磁気特性はほぼ上限値に達しつつあると思われる。このような状況に鑑み、新規で高性能の希土類磁石材料が求められていた。
【0003】
特許文献1:特開平9−74006号公報(対応USP5716462)の実施例1には以下の開示がある。まず下記組成に対応する合金溶湯を周速40m/sで回転する冷却用銅製単ロール上に噴出させて急冷し、Sm7.35Zr2.45Co26.5B1.88Febal.(B/Sm=0.26)の組成の合金薄帯を得、次に急冷した合金薄帯に真空雰囲気中で720℃で15分間の熱処理を施したものが記載されている。また、熱処理後の合金薄帯をX線回折した結果、TbCu7型相(主相)及び微小なα−Feの回折ピークが観察されている。さらに、熱処理後の合金薄帯を乳鉢を用いて粒径100μm以下に粉砕し、この磁性材料粉末にエポキシ樹脂を2質量%添加して混合し、次いで784MPaの圧力で圧縮成形し、成形体に150℃で2.5時間のキュア処理を施したボンド磁石が開示されている。得られたボンド磁石の室温における磁気特性は残留磁束密度Br、Hcj及び(BH)maxがそれぞれ0.75T,210kA/m及び64kJ/m3であることが記載されている。
また特許文献1の実施例2に以下の開示がある。真空雰囲気中で720℃で15分間熱処理を施した後の合金薄帯を32μm以下に粉砕し、1気圧の窒素ガス雰囲気中、440℃で65時間の窒化処理(熱処理)を施し、Sm6.76Zr2.25Co24.35B1.70N8.12Febal.(B/Sm=0.25)の組成の窒化磁粉を得ている。この窒化磁粉のうちの粒径3.8μm以下の微細な粉末を5体積%以下まで除去し、この磁性材料粉末にエポキシ樹脂を2質量%添加して混合し、次いで784MPaの圧力で圧縮成形し、成形体に150℃で2.5時間のキュア処理を施したボンド磁石が記載されている。得られたボンド磁石の室温における磁気特性は、Br、Hcj及び(BH)maxがそれぞれ0.75T,560kA/m及び81kJ/m3であることが記載されている。この特許文献1では実施例1、2の対比から、前記磁性材料粉末は窒化処理を施したときに最も磁気特性が高くなる合金組成を選択しているのがわかる。
しかし、特許文献1では合金溶湯を周速40m/sで回転する冷却用銅製単ロール上に噴出させて急冷し、磁性材料粉末を製造している。量産性を考慮した場合、このような超急冷法を用いるには高額な設備を必要とし、しかもその高額な設備を用いても特性の安定化を測ることは大変困難である。実際にこの問題から多数のメーカーが超急冷磁石ビジネスから撤退している。本発明者等は実質的にTbCu7型硬質磁性相(主相)及び平均結晶粒径が5nm未満の微結晶及び/または非晶質相からなる新規でかつ高い磁気特性の永久磁石合金を発見し既に別途出願済みである。これは従来類を見ない高Bの組成であり非晶質性が非常に高いとともに優れた磁気特性を有するものである。この組成系の有効B量は最大10原子%であり、それ以上のB添加では磁気特性が悪化することが解っている。さらにB添加を行って非晶質性能を高め、5m/s程のロール周速で特性が出るようになれば安価な装置でかつ特性の安定した磁石合金を作ることができるが従来の組成では成しえていない。
【0004】
特許文献2:例えば特開2002−329604号公報には組成式が(Fe1−mTm)100−x−y−zQxRyMzで表現され(QはBおよびCの一種以上)、組成比率x,y,zおよびmが、それぞれ、10≦x≦30原子%、2≦y≦10原子%、0≦z≦10原子%、0≦m≦0.5原子%の高B量のものが開示されており、高性能なナノコンポジット磁石を得るため溶湯の動粘度について規定している。ただしこれらは超急冷する際のロール周速度は実質10m/s以上と高いものである。さらに特許文献2の硬質磁性相はNd2Fe14B系であり単純に希土類元素のNdをSmと置き換えても有用な磁気特性は出ない。
【0005】
【特許文献1】
特開平9−74006号公報(対応USP5716462)
【特許文献2】
特開2002−329604号公報
【0006】
【発明が解決しようとする課題】
したがって、本発明が解決しようとする課題は、従来ない新規な組成であり、溶湯の超急冷時に優れた非晶質性能を有する高性能の希土類永久磁石合金、及びそれを用いた高性能のボンド磁石を提供することである。
【0007】
【課題を解決するための手段】
上記課題を解決した本発明の永久磁石合金は、一般式:RxFe100−x−y−z−u−wCoyCuuMwBz(但し、RはYを含む少なくとも1種の希土類元素であり、MはNb、Ti、Zr、Hf、V、Mo、Cr、及びMnからなる群から選ばれた少なくとも1種の元素であり、x、y、z、u及びwはそれぞれ原子%であり、3≦x≦11,0≦y≦30,11<z≦20,0.1≦u≦3.0,及び0≦w≦8)で表されることを特徴とする。Rに占めるSmの比率が70原子%以上であることが磁気特性的に好ましい。B量とR量の関係は2.5≦B/R≦4であることが好ましい。B/Rが2.5未満、4超どちらであっても磁気特性に影響し良好な磁石合金が得られない。平均結晶粒径は5nm未満の微結晶及び/または非晶質相から実質的になっている。
【0008】
前記本発明の永久磁石合金は、熱処理前の物であれば平均厚み50μm超の合金薄帯を製造しても実質的に非晶質相からなる合金を製造可能である。また、この永久磁石合金を窒素を実質的に含まない非酸化性雰囲気中で熱処理すると、平均結晶粒径が5〜80nmであり、室温の保磁力Hcjが200kA/m以上のものが製造できる。このようにかなり厚くかつ高い磁気特性を有する合金薄帯なのでボンド磁石用の磁粉として適している。特に非晶質形成能に優れており、単ロール法で周速3〜8m程の速度で超急冷し、厚さ50μm超、幅0.5〜4mm程の合金薄体だっても実質的に非晶質相となることが本発明の最大の利点である。これにより超急冷設備に代わりストリップキャストによる製法を適用できるとともに安定した特性の永久磁石合金が得られる。この合金薄体を125μmアンダー程度に粉砕してボンド磁石用磁粉とすることができる。
【0009】
本発明のボンド磁石は、一般式:RxFe100−x−y−z−u−wCoyCuuMwBz(但し、RはYを含む少なくとも1種の希土類元素であって、Rに占めるSmの比率が70原子%以上であり、MはNb、Ti、Zr、Hf、V、Mo、Cr、及びMnからなる群から選ばれた少なくとも1種の元素であり、x、y、z、u及びwはそれぞれ原子%であり、3≦x≦11,0≦y≦30,11<z≦20,0.1≦u≦3.0,及び0≦w≦8)で表される永久磁石合金をバインダーで結着したことを特徴とする。
【0010】
【発明の実施の形態】
本発明の永久磁石合金の組成限定理由を以下に説明する。
RはYを含む少なくとも1種の希土類元素である。好ましくはRにSmが必須に含まれ、Sm以外に、Y、La、Ce、Pr、Nd、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb及びLuからなる群から選ばれた希土類元素の少なくとも1種を含むことが許容される。Rに占めるSmの比率は70原子%以上とするのがより好ましく、90原子%以上とするのが更に好ましく、Sm以外の不可避的希土類成分を除いてSmとするのが特に好ましい。Rに占めるSm比率が70原子%未満であると磁気特性が大きく低下して実用に供するのが困難になる。
Rの含有量(x)は3≦x≦11であり、好ましくは4≦x≦9であり、より好ましくは5≦x≦8である。xが3未満では硬質磁性相の割合が少なすぎHcjは大きく低下する。xが11より大きい場合はFe3B,Fe23B6等の軟磁性相の割合が少なすぎて磁気特性が大きく低下する。
Feの含有量は60〜85原子%が好ましい。Feの含有量が85原子%超では硬質磁性相が減少しHcjは大きく低下する。
Feの一部をCoで置換するとHcj及び飽和磁束密度が向上し、またキュリー温度が上昇するという効果を得られる。特にCo含有量(y)が20〜25の時に最大磁束密度が向上し好ましい。yの上限値は30原子%とした。yが30原子%超ではHcj及び飽和磁束密度が大きく低下する。即ちCo含有量は0≦y≦30であり、好ましくは1≦y≦28であり、より好ましくは20≦y≦25である。
Cuは本発明に不可欠な元素である。後述の実施例にて示すが、Cuを添加しない組成では殆ど保磁力が得られていない。Cuは熱処理の際に結晶化の発生核になるものと推定される。従来のFe3B/NdFeB系交換ナノコンポジット磁石においてもCuの添加は検討されているが、もともとCuを添加せずとも保磁力が発生すること、また添加した場合でも高々0.04MA/m程度の保磁力向上しか効果がない。このことからもCuの役割は本発明の組成において従来組成のCuの添加効果と全く異なっているといえる。0.1〜3.0原子%以外だとHcj及びBrが低下する。
MはNb、Ti、Zr、V、Hf、Ta、Cr及びMnからなる群から選ばれた少なくとも1種の元素である。M元素は溶湯急冷時の非晶質相形成能を高め、また熱処理時において析出した硬質磁性相の微細化に寄与する。実用性の観点からHcjを極力高める必要があり、M元素の含有量(w)は0≦w≦8であり、好ましくは0.5≦w≦6であり、より好ましくは2≦w≦5にするのがよい。wが8原子%超ではBr、(BH)maxが大きく低下する。
M元素の一部をGa、Ta、W、Sb、In及びBiからなる群から選ばれた少なくとも1種の元素で0原子%超2原子%以下置換すると耐食性あるいは機械的性質が向上する場合がある。
Bを所定量含有するとき非晶質形成能が顕著に高くなるので本発明の永久磁石合金においてBは必須元素である。B含有量(z)が11原子%未満だと液体急冷法(単ロール法)を適用した場合冷却ロール(銅合金製)の周速をストリップキャストによる製造に適用可能な数m/sにすることができず、急冷後の合金薄帯の非晶質形成能が不十分になる。したがってB含有量は11≦z≦20であり、12≦z≦19とするのが好ましく、14≦z≦18とするのがより好ましい。
B/Rは平均結晶粒径5nm未満の微結晶及び/または非晶質相、並びに硬質磁性相の存在のしやすさを示すパラメータである。B/Rは2.5超〜4であり、2.8〜3.3とするのが更に好ましい。B/Rが2.5未満及び4超ではいずれも室温のHcjが低下し実用性に乏しい。
【0011】
Al、Siはるつぼからの混入が避けられない元素である。アルミナ(Al2O3)るつぼ、あるいは石英(SiO2)るつぼを用いた場合、溶湯中のR成分がるつぼを構成するAlまたはSiを還元する。その結果AlまたはSiが溶湯に混入し、もって最終的に得られる合金薄帯に混入する。従ってAi、Siの混入による影響を明らかにすることは工業生産上重要である。本発明の永久磁石合金において、Al及び/またはSi含有量は0原子%超2原子%以下であり、0.1〜1.5原子%とするのが好ましい。Al及び/またはSi含有量が2原子%超ではHcjが顕著に低下し、混入量を0とするのは工業生産上困難である。
本発明の永久磁石合金においてはAl、Si以外にC、O、P、S、H及びN等の不可避的不純物元素の混入はある程度許容できるが、混入量はこれら不純物元素の合計含有量で2原子%以下(0を含まず)に抑えるのが好ましい。
【0012】
本発明の永久磁石合金のミクロ組織について以下に説明する。
本発明の永久磁石合金においてTCu7型相、R−Co4−B相を有するものや、その他にもFe3B,Fe23B6,RT4B型結晶あるいはα−(Fe,Co)結晶が含まれることもある。
本発明の永久磁石合金において存在する非晶質相は軟磁性相である。また硬質磁性相であっても平均結晶粒径が5nm未満になると結晶粒間の交換結合が大きくなるために軟磁性的に振舞うようになる。
本発明の永久磁石合金における硬質磁性相の平均結晶粒径は5〜80nmであり、8〜40nmとするのが好ましく、10〜20nmとするのが更に好ましい。これら硬質磁性相の平均結晶粒径を5nm未満にするのは事実上困難であり、80nm超ではHcjが大きく低下して実用に供するのが困難になる。硬質磁性相の平均結晶粒径は透過型電子顕微鏡(TEM)により本発明の永久磁石合金の断面組織を観察し、撮影した断面写真から求めることができる。具体的には断面写真の測定対象視野内の硬質磁性相の個数をn個(n=50程度)とし、n個の結晶粒の断面積の総計をsとして結晶粒1個あたりの平均断面積(s/n)を算出する。そして面積が(s/n)の円の直径を平均結晶粒径(D)と定義した。
即ち、数1から算出することができる。
【0013】
【数1】

本発明の永久磁石合金の製造条件について以下に説明する。
まずアーク溶解または高周波溶解などにより所定組成のインゴットを製造する。インゴットの溶解工程はSmの蒸発を考慮してアルゴンガス雰囲気で行うのが好ましい。次にインゴットを小片にし、高周波誘導加熱等により溶融する。得られた溶湯の急冷方法としては単ロール法の他に双ロール法、スプラット急冷法、回転ディスク法、またはガスアトマイズ法などがある。特に限定されないが単ロール法が実用性が高い。
単ロール法により溶湯を急冷する場合について以下に説明する。冷却ロール(銅合金製)の周速と溶湯の急冷凝固速度はほぼ比例する。特に限定されないが、冷却ロールの周速は2〜20m/sにするのが好ましく、3〜10m/sにするのがより好ましい。即ち、TbCu7型Sm−Fe−N系窒化磁石材料用の急冷薄帯を単ロール法により製造する場合に比べて遅い液体急冷速度で十分であり工業生産性に優れている。これは本発明の永久磁石合金が高いB含有量、及び必要に応じて相応のM元素を含有するので急冷薄帯が非晶質化されやすいことによる。通常冷却ロールの周速が20m/s超では急冷薄帯の厚みが30μm未満になり、次いで熱処理し、粉砕して得られるボンド磁石用磁粉の圧縮性が悪くなる。この磁粉を用いて製造されるボンド磁石は後述の比較例1に示すように密度が低くなり、(BH)maxが低下する。また、非晶質性能が高いため冷却ロールの周速を6m/s以下として100μm超の厚さの薄帯としても磁気特性に優れた急冷薄帯を得ることが可能である。
【0015】
次に、急冷薄帯を結晶化するために熱処理を施す。Smの蒸散を抑えるために、Sm供給源となる合金とともに窒素ガスを実質的に含まない不活性ガス雰囲気中で熱処理するのが好ましい。「窒素を実質的に含まない」とは窒素を不純物として含む程度は許容できることをいう。実用上アルゴンガス雰囲気がよいが、ヘリウムガスあるいは真空雰囲気でも熱処理は可能である。なおSmは蒸気圧が高いので、熱処理時間が長い場合は急冷薄帯表面から深さ方向の2〜3μmの部分にわたってSm欠乏層、即ちFe(Co)リッチな軟磁性相が形成される傾向が顕著になる。この軟磁性相の体積比率が多いほど、即ち熱処理に供する合金薄帯の厚みが50μm未満と薄い従来組成の合金薄体では、内部の正常なSm濃度部分に対する表面部分の軟磁性相の体積比率が相対的に増すので角型性が低下するという問題を招く。しかし本発明の永久磁石合金は厚み100μm超でも高い磁気特性を有しかつ減磁曲線の良好な角型性を有する点で従来のものより優れている。
また、熱処理用容器に急冷薄帯を嵩密度高く充填し、熱処理するのが有効である。
熱処理温度は550〜750℃が好ましく、600〜700℃がより好ましい。熱処理温度が550℃より低い場合、非晶質相からの結晶化が不十分になりHcjが非常に低くなる。熱処理温度が750℃超では結晶粒が粗大化し、磁気特性が大きく低下する。熱処理保持時間は熱処理保持温度にも依るが1分〜50時間であり、5分〜5時間とするのが好ましい。
【0016】
本発明のボンド磁石について以下に説明する。
本発明のボンド磁石用磁粉として、上記熱処理後の合金薄帯をそのまま用いるか、あるいは粉砕して所定粒径分布に調整した合金粉末を用いることができる。粉砕方法は特に限定されず、例えばバンタムミル、ピンミル、ボールミル、またはジェットミルなどの各種粉砕装置を用いることができる。粉砕は酸化防止のためアルゴンまたは窒素などの不活性ガス雰囲気で行う。
特に限定されないがボンド磁石用磁粉の平均粒径(Sympatec社製レーザー回折型粒径分布測定装置;HEROS/RODOSシステムにより測定)は5〜200μmであり、10〜150μmとするのが好ましい。平均粒径が5μm未満では磁粉の圧縮性が大きく低下し、かつ酸化が顕著になるのでボンド磁石の(BH)maxが大きく低下する。平均粒径が200μm超では高い密度のボンド磁石を得られるが表面粗さが悪化して磁気ギャップの厳しい用途への適用が困難な場合がある。
【0017】
本発明のボンド磁石は前記熱処理後の永久磁石合金、あるいはその粉砕磁粉をバインダーにより結合したものである。バインダーとして熱硬化性樹脂、熱可塑性樹脂、ゴム材料、あるいは低融点合金などを用いることができる。これらのうち熱硬化性樹脂、熱可塑性樹脂、またはゴム材料の実用性が高い。
次に前記永久磁石合金、あるいはその粉砕磁粉とバインダーとを所定比率で混合し、次いでボンド磁石を成形する。次に成形体に必要に応じて応力緩和のための熱処理あるいはキュア処理を施す。これらの熱処理は大気中または不活性ガス雰囲気で50〜250℃で0.5〜10時間行うのが好ましい。
特に限定されないが、前記熱処理後の永久磁石合金、あるいはその粉砕磁粉とバインダーとの混合重量比率は、80:20〜99:1であり、90:10〜98.5:1.5とするのが好ましい。バインダーに対する前記熱処理後の永久磁石合金、あるいはその粉砕磁粉の混合重量比率が80未満ではボンド磁石の磁気特性が大きく低下し、99超では要求されるボンド磁石の強度等を満足するのが困難になる。
本発明のボンド磁石の成形方法として圧縮成形法、射出成形法、押出成形法、あるいはカレンダーロール成形法などが挙げられる。圧縮成形による場合、バインダーとして熱硬化性樹脂が適している。液状エポキシ樹脂は安価で取り扱いが容易であり、かつ良好な耐熱性を示すので特に好ましい。
本発明のボンド磁石の耐食性を向上するために公知の表面処理を施すのが好ましい。特に限定されないが、例えばエポキシ樹脂を平均膜厚で5〜30μmコーティングすると耐食性が向上する。
【0018】
【実施例】
以下、実施例により本発明を詳細に説明するが、それら実施例により本発明が限定されるものではない。
【0019】
(実施例1)
M=Nbとし、B含有量と磁気特性の関係を調べた。サマリウムメタル片、電解鉄片、コバルトメタル片、ニオブメタル片、及びクリスタルボロン片をそれぞれ所定量秤量し、これらをアルゴンガス減圧雰囲気中でアーク溶解してB及びCo含有量の異なる複数のボタン状インゴットを作製した。但し、Smは溶解時の蒸散が激しいため5質量%増しで秤量し、かつアーク溶解工程では均質化を図るために1回の溶解・凝固毎に裏返し、合計4回の溶解・凝固を行った。次にこれらのインゴットを解砕して得られた解砕片のうち所定組成の8.5gを石英管ノズル(直径1cm、ノズル径0.8mm)に入れた。次に単ロール型液体急冷装置(日新技研(株)製、型式:NEV−A1型)にセットし、石英管ノズルと冷却ロール(銅合金製、直径20cm)のギャップを0.2mmに調整した。次にチャンバー内をアルゴンガス減圧雰囲気(30kPa)とし、石英管中のインゴット片を高周波溶解して溶湯にした。次にアルゴンガス圧力105kPaを溶湯に印加して周速8m/sで回転する冷却ロール上に噴出圧1.05×105Pa溶湯を噴出させ、幅1〜2mm、平均厚さ81μmの合金薄帯を作製した。得られた急冷後の合金薄帯の組成はICP分析の結果、Sm5.5FebalCo20Cu0.5Nb3Bx(x=15.5〜20.0原子%)の組成式で表されるのがわかった。
次にこれらの合金薄帯を2cm程度の長さに切断した後、ニオブ箔及びSUS箔で包み、次いでアルゴンガス雰囲気の管状炉に入炉して熱処理を行った。熱処理の加熱条件は640℃×10分と,660℃×10分の2条件とした。熱処理後の合金薄帯を6mmの長さに切断して得られた合金薄帯片4〜5本(約10mg)を粘着シート上に縦4mm×横6mmの大きさに並べて試料にした。次に試料を振動試料型磁力計(東英工業(株)製、型式:VSM−5)にセットし、室温(20℃)で着磁磁場1.6MA/mを印加して磁気特性を測定した。また熱処理後の合金薄帯の密度をガス置換式密度計((株)島津製作所製、型式:Accupyc 1330)により測定した。図1にB含有量と室温のHcj、Br及び(BH)maxの関係を示す。
図1の結果からSm5.5FebalCo20Cu0.5Nb0.5Bx(x=15.5〜20.0原子%)の組成式で表される合金薄帯はB含有量(x)が15.5〜20.0原子%のときに200kA/m以上のHcjを得られ、B含有量が16.5原子%以上のときに300kA/m以上のHcjを得られるのがわかった。B量が17原子%より多くなると(BH)maxが126kJJ/m3を最大として下がっていく。よってこの組成での最も好ましいB量の範囲は16.5〜18原子%であることがわかった。熱処理温度の違いを見ると640℃の方が高い飽和磁束密度、最大エネルギー積が得られている。
【0020】
(実施例2)
B含有量と磁気特性の関係を調べた。Sm、Fe、Co、Cu、Nb、Bを所定量秤量しアーク溶解を行い、B含有量の異なる複数のインゴットを作製した。これらのインゴットの小片を高周波溶解し、次いで溶湯を周速8m/sで回転する単ロール型液体急冷装置の冷却ロール(銅合金製)上に噴出させて幅1〜2mm、平均厚さ80μmの合金薄帯を作製した。急冷後の合金薄帯の組成はICP分析の結果、Sm6.5FebalCo20Cu1Nb3Bx(x=17.0〜20.0原子%)の組成式で表されるのがわかった。これらの合金薄帯をアルゴンガス雰囲気の炉に入炉し、660℃で10分の熱処理を施した。熱処理後の合金薄帯に対し、以降は実施例1と同様の処理を施し室温の磁気特性を測定した。図2にこれら合金薄帯のB含有量とHcj、Br及び(BH)maxの関係を示す。図2よりB含有量が17.5〜20.0原子%で600kA/m以上のHcjを得られるのがわかる。但し飽和磁束密度、最大エネルギー積はB量の増加とともに低減することがわかる。
【0021】
(実施例3)
Cu含有量と磁気特性の関係を調査した。Sm、Fe、Co、Cu、及びBを原料として、Cu,B含有量の異なる複数のインゴットを作製した。これらのインゴットの小片を高周波溶解し、次いで溶湯を周速12m/sで回転する単ロール型液体急冷装置の冷却ロール(銅合金製)上に噴出させて幅1〜2mm、平均厚さ50〜60μmの合金薄帯を作製した。急冷後の合金薄帯の組成はICP分析の結果、Sm5.5FebalCo20CuxBy(x=0〜2原子%、y=15.5〜18.5原子%)で示される組成式で表されるのがわかった。これらの合金薄帯をアルゴンガス雰囲気の炉に入炉し、640℃で10分の熱処理を施した。熱処理後の合金薄帯に対し、以降は実施例1と同様の処理を施し室温の磁気特性を測定した。図3にこれら合金薄帯のCu,B含有量とHcj、Br及び(BH)maxの関係を示す。また図3に(B/Sm)とHcj、Br及び(BH)maxの関係を示す。図3より本発明の組成ではCuが0原子%の無添加であると保磁力が殆ど出ないが、添加量が1.0原子%程度まで増えるに従い急激に保磁力が増大している。無添加のものと比べて10倍近い保磁力となることからCuは本発明に必須の元素であることがわかる。Cuが0.5〜2.0原子%であると200kA/m以上の保磁力が得られた。
【0022】
(実施例4)
サマリウムメタル片、電解鉄片、コバルトメタル片、ニオブメタル片、及びクリスタルボロン片をそれぞれ所定量秤量し、これらをアルゴンガス減圧雰囲気中でアーク溶解してCo含有量の異なる2種のボタン状インゴットを作製した。以降は実施例1と同様にして溶湯を急冷してCo含有量の異なる複数の合金薄帯を作製した。得られた急冷後の合金薄帯の組成はICP分析の結果、Sm5.5FebalCo10Cu0.5Nb0.5B18.5の組成式で表されるもの(試料1)と、Sm5.5FebalCo22.5Cu0.5Nb0.5B18.5の組成式で表されるもの(試料2)であることがわかった。
次にこれらの合金薄帯を2cm程度の長さに切断した後、ニオブ箔及びSUS箔で包み、次いでアルゴンガス雰囲気の管状炉に入炉して熱処理を行った。熱処理の加熱条件は,660℃×10分とした。熱処理後の合金薄帯を6mmの長さに切断して得られた合金薄帯片4〜5本(約10mg)を粘着シート上に縦4mm×横6mmの大きさに並べて試料にした。次に試料を振動試料型磁力計(東英工業(株)製、型式:VSM−5)にセットし、室温(20℃)で着磁磁場1.6MA/mを印加して磁気特性を測定したところ、試料1はHcjが390KA/m,Brが0.822T,(BH)mが63.0kJ/m3であった。また試料2はHcjが386KA/mと同等であり、かつBrが0.979T,(BH)mが116.1kJ/m3と良好な磁気特性が得られた。
【0023】
(実施例5)
Sm含有量と磁気特性の関係を調査した。Sm、Fe、Co、Nb及びBを所定量秤量し、アルゴンガス減圧雰囲気下でアーク溶解してSm含有量の異なる2つのインゴットを作製した。2つのインゴットの各小片の配合比率を変化させて単ロール型液体急冷装置の石英管ノズルに装入し、以降は実施例1と同様にして溶湯を急冷してSm含有量の異なる複数の合金薄帯を作製した。ICP分析によりこれらの合金薄帯の組成は、SmxFebalCo20Cu1B18.5(x=5.5,6.0,6.5)で表され、平均厚さは78〜85μmであった。次にアルゴンガス雰囲気で620℃,640℃,660℃と条件を変えて10分の熱処理を施し、以降は実施例1と同様にして室温の磁気特性を測定した。測定結果を図4に示す。
図4から、熱処理条件によって若干異なるがSm含有量が6.0原子%でHcjが最大となる傾向が見られ、Sm含有量が5.5〜6.5原子%の領域で240kA/m超の高いHcjが得られた。ただしSm含有量が多くなるにつれBrと(BH)mは減少する傾向にあるがこれは熱処理後の結晶の中でFe3B型結晶が相対的に少なくなるためと思われる。適宜最適な組成を選択することが重要なのは勿論である。
【0024】
(実施例6)
Sm、Fe、Co、Cu、Nb、Bを所定量秤量しアーク溶解を行い、B含有量の異なる複数のインゴットを作製した。これらのインゴットの小片を高周波溶解し、次いで溶湯を周速8m/sで回転する単ロール型液体急冷装置の冷却ロール(銅合金製)上に噴出させて幅1〜2mm、平均厚さ80μmの合金薄帯を作製した。この合金薄帯の組成はSm6FebalCo20Cu0.5Nb0.5B18.5(図5(a))(試料3)とSm6FebalCo20Cu0.5Nb3.0B18.5(図5(b))(試料4)である。これらの合金薄帯を2cm程度の長さに切断した後、ニオブ箔及びSUS箔で包み、次いでアルゴンガス雰囲気の管状炉に入炉して熱処理を行った。熱処理の加熱条件は660℃×10分とした。以降は実施例1と同様の方法で測定・評価を行った。また、合金薄帯を乳鉢で粉末とした後、rint2500X線回折装置の試料ホルダーに両面テープで付着させた。X線回折(Cukα線を使用)の結果を図5(a,b)に示す。Nb量が0.5原子%である試料3(図5(a))はHcjが346KA/m,Brが0.958Tとバランス良い特性が得られている。X線回折パターンでは軟磁性相としてFe3B型結晶が析出している。またFe23B6型に相当するピークも観察された。高磁性相としてはSm1Fe9型(TbCu7型)とSm1Co4B1型と見られるピークが現れている。一方Nb量が3.0原子%である試料4(図5(b))ではBrは落ちるもののHcjが690KA/mと高い保磁力が得られている。X線回折パターンではTbCu7型結晶が主相となっており、Fe23B6型とSm1Co4B1型、及び構造が不明の結晶に対応する回折ピークが見られた。また、Fe3B型結晶は全く見られなかった。
【0025】
(比較例1)
合金薄帯の組成をNb量を3.0原子%、B量を21.0原子%となるように変えた以外は実施例6と同様にして合金薄帯を製造した。これらの合金薄帯を2cm程度の長さに切断した後、ニオブ箔及びSUS箔で包み、次いでアルゴンガス雰囲気の管状炉に入炉して熱処理を行った。熱処理の加熱条件は640℃×10分とした。以降は実施例6と同様の方法で測定・評価を行った。X線回折パターンを図6に示す。この組成では640℃の熱処理を行なっても合金薄帯中の結晶化が進行せず、非晶質相に対応するハローパターンが現れている。但し熱処理の加熱条件を660℃とした場合、およびNb量を0.5原子%とした場合のどちらにおいてもTbCu7型結晶やSm1Co4B1型結晶の回折パターンが得られることを確認している。基本的にNb,B量が増加すると結晶化温度が上昇し非晶質相が多くなる傾向であることを確認できた。また、Sm量が少ないとFe3B型結晶が多くなり残留磁束密度が高くなる傾向にある。
【0026】
(実施例7)
Sm6Fe54.5Co20Cu1B18.5組成のインゴットを製造し、冷却用銅製単ロールによる合金溶湯の冷却速度と合金薄帯の磁気特性および合金薄帯の厚みとの関係を調べた。ロール周速度を4、6、8m/sと変化させた場合の磁気特性を図7に示す。熱処理は640℃、660℃各10分で行った。660℃以下の熱処理で結晶化させた試料の保磁力はほぼロール周速によらないことが分かる。Brは640℃で行なった方が0.95T以上の高い値が得られた。Hcj、BRのバランスから640℃の熱処理が最適である。また、ロール周速4m/sにおいても100kJ/m3以上の(BH)maxが得られている。
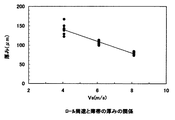
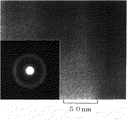
また、上記組成のインゴットを用い、ロール周速度を4、6、8m/sの範囲で変化させた場合の薄帯厚みの測定を行った。図8に示す。ロール周速度6m/s以下では100μm以上の厚みを有する薄帯が得られた。さらに4m/sにおける急冷直後の薄帯粉末のX線回折パターンを調べたところ、図9に示す非晶質相に相当するハローパターンを示すことが分かった。このように4m/sにおいても結晶化が見られず、本発明の組成が格別に非晶質形成能が高いことが分かる。また、この合金薄帯のナノ電子回折パタンおよび組織写真を図10に示す。
【0027】
(実施例8)
銅合金製冷却ロールの周速を4m/sとして製造した実施例7の合金薄帯を660℃で10分熱処理し本発明のボンド磁石用磁粉とした。それぞれ乳鉢で粉末状にし125μmアンダーに篩い分けし、得られた各磁粉のそれぞれに対しアセトン適量と表面処理剤(シラン系カップリング剤)を磁粉に対し0.25質量%相当添加して混合した。次に各混合粉97.8重量部とエポキシ樹脂と硬化剤(DDS)との混合物(重量比率でエポキシ樹脂:DDS=4:1)2.2重量部とを混合した。次に混合物を140℃で1.5時間乾燥させた後、再度125μmアンダーに篩い分けしてボンド磁石用の成形原料(コンパウンド)とした。次にこの成形原料99.9重量部とステアリン酸カルシウム0.1重量部とを混合し、次いで室温で784MPaの圧力で圧縮成形した。次に成形体に170℃で2時間の熱硬化処理を施し本発明のボンド磁石を得た。表1に得られた等方性ボンド磁石の密度と室温の磁気特性を示す。
【0028】
【表1】
【発明の効果】
本発明によれば、生産性に優れ安価で高性能化に適合できる新規でかつ高性能の希土類永久磁石合金、及びボンド磁石を提供することができる。
【図面の簡単な説明】
【図1】B含有量と磁気特性の関係の一例を示す図である。
【図2】B含有量と磁気特性の関係の他の例を示す図である。
【図3】Cu含有量と磁気特性の関係の一例を示す図である。
【図4】Sm含有量と磁気特性の関係の一例を示す図である。
【図5】熱処理後の合金薄帯粉末試料のX線回折図形の一例を示す図である。
【図6】比較の熱処理後の合金薄帯粉末試料のX線回折図形を示す図である。
【図7】冷却ロールの周速と熱処理後の合金薄帯の磁気特性との関係の一例を示す図である。
【図8】冷却ロールの周速と合金薄帯の平均厚さの関係の一例を示す図である。
【図9】冷却ロール直後の合金薄帯試料のX線回折図形の一例を示す図である。
【図10】図9での合金薄帯試料のナノ電子回折パタンと組織写真である。
Claims (5)
- 一般式:RxFe100−x−y−z−u−wCoyCuuMwBz(但し、RはYを含む少なくとも1種の希土類元素であり、MはNb、Ti、Zr、Hf、V、Mo、Cr、及びMnからなる群から選ばれた少なくとも1種の元素であり、x、y、z、u及びwはそれぞれ原子%であり、3≦x≦11,0≦y≦30,11<z≦20,0.1≦u≦3.0,及び0≦w≦8)で表されることを特徴とする永久磁石合金。
- 平均厚み50μm超の合金薄帯であり、かつ平均結晶粒径が5nm未満の微結晶及び/または非晶質相から実質的になる請求項1に記載の永久磁石合金。
- 請求項1または2のいずれかの永久磁石合金を窒素を実質的に含まない非酸化性雰囲気中で熱処理した永久磁石合金であって、平均結晶粒径が5〜80nmであり、室温の保磁力Hcjが200kA/m以上であることを特徴とする永久磁石合金。
- 請求項1〜3のいずれかに記載の永久磁石合金であって、Rに占めるSmの比率が70原子%以上である永久磁石合金。
- 一般式:RxFe100−x−y−z−u−wCoyCuuMwBz(但し、RはYを含む少なくとも1種の希土類元素であり、MはNb、Ti、Zr、Hf、V、Mo、Cr、及びMnからなる群から選ばれた少なくとも1種の元素であり、x、y、z及びwはそれぞれ原子%であり、3≦x≦11,0≦y≦30,11<z≦20,0.1≦u≦3.0,及び0≦w≦8)で表され、永久磁石合金をバインダーで結着したことを特徴とするボンド磁石。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003053516A JP2004263232A (ja) | 2003-02-28 | 2003-02-28 | 永久磁石合金及びボンド磁石 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003053516A JP2004263232A (ja) | 2003-02-28 | 2003-02-28 | 永久磁石合金及びボンド磁石 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004263232A true JP2004263232A (ja) | 2004-09-24 |
| JP2004263232A5 JP2004263232A5 (ja) | 2006-04-13 |
Family
ID=33118093
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003053516A Pending JP2004263232A (ja) | 2003-02-28 | 2003-02-28 | 永久磁石合金及びボンド磁石 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004263232A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011030387A1 (ja) * | 2009-09-11 | 2011-03-17 | 株式会社 東芝 | 磁石材料、永久磁石、およびそれを用いたモータと発電機 |
| JP2017098411A (ja) * | 2015-11-24 | 2017-06-01 | 住友電気工業株式会社 | 希土類磁石、及び希土類磁石の製造方法 |
| US11677279B2 (en) | 2019-09-17 | 2023-06-13 | Kabushiki Kaisha Toshiba | Magnet material, permanent magnet, rotary electrical machine, and vehicle |
-
2003
- 2003-02-28 JP JP2003053516A patent/JP2004263232A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011030387A1 (ja) * | 2009-09-11 | 2011-03-17 | 株式会社 東芝 | 磁石材料、永久磁石、およびそれを用いたモータと発電機 |
| JPWO2011030387A1 (ja) * | 2009-09-11 | 2013-02-04 | 株式会社東芝 | 磁石材料、永久磁石、およびそれを用いたモータと発電機 |
| JP2017098411A (ja) * | 2015-11-24 | 2017-06-01 | 住友電気工業株式会社 | 希土類磁石、及び希土類磁石の製造方法 |
| US11677279B2 (en) | 2019-09-17 | 2023-06-13 | Kabushiki Kaisha Toshiba | Magnet material, permanent magnet, rotary electrical machine, and vehicle |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1826782B1 (en) | Iron base rare earth nano-composite magnet and method for production thereof | |
| US5750044A (en) | Magnet and bonded magnet | |
| JP2003049204A (ja) | 鉄基希土類合金粉末および鉄基希土類合金粉末を含むコンパウンドならびにそれを用いた永久磁石 | |
| JP2001189206A (ja) | 永久磁石 | |
| WO2010113482A1 (ja) | ナノコンポジットバルク磁石およびその製造方法 | |
| WO1999062081A1 (fr) | Materiau pour aimant permanent en terre rare de type nitrure et aimant lie utilisant ce materiau | |
| JPWO2019151244A1 (ja) | 永久磁石 | |
| JP2002030378A (ja) | 結晶化発熱温度制御による鉄基永久磁石合金の製造方法 | |
| JP3219865B2 (ja) | 磁性材料、永久磁石およびボンド磁石 | |
| JP3264664B1 (ja) | 複数の強磁性相を有する永久磁石およびその製造方法 | |
| JP4899254B2 (ja) | 等方性の粉末磁石材料、その製造方法およびボンド磁石 | |
| JP3801456B2 (ja) | 鉄基希土類系永久磁石合金およびその製造方法 | |
| US7022252B2 (en) | Permanent magnetic alloy and bonded magnet | |
| JP4320701B2 (ja) | 永久磁石合金及びボンド磁石 | |
| JP2898229B2 (ja) | 磁石、その製造方法およびボンディッド磁石 | |
| JP2002064009A (ja) | 鉄基希土類合金磁石およびその製造方法 | |
| JP2001155911A (ja) | 薄帯状磁石材料、磁石粉末および希土類ボンド磁石 | |
| JP2000003808A (ja) | 硬磁性材料 | |
| JP3763774B2 (ja) | 鉄基希土類合金磁石用急冷合金、及び鉄基希土類合金磁石の製造方法 | |
| JP2004263232A (ja) | 永久磁石合金及びボンド磁石 | |
| JP3370013B2 (ja) | 希土類磁石材料およびそれを用いた希土類ボンド磁石 | |
| JP3773484B2 (ja) | ナノコンポジット磁石 | |
| JPH10312918A (ja) | 磁石およびボンディッド磁石 | |
| JP2001313206A (ja) | R−t−n系異方性磁粉およびその製造方法ならびにr−t−n系異方性ボンド磁石 | |
| JP2003286548A (ja) | ナノコンポジット磁石用急冷合金およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060224 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060224 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20070612 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080321 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080328 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080801 |