JP2004268067A - 圧力鋳造用プランジャーチップ - Google Patents
圧力鋳造用プランジャーチップ Download PDFInfo
- Publication number
- JP2004268067A JP2004268067A JP2003059566A JP2003059566A JP2004268067A JP 2004268067 A JP2004268067 A JP 2004268067A JP 2003059566 A JP2003059566 A JP 2003059566A JP 2003059566 A JP2003059566 A JP 2003059566A JP 2004268067 A JP2004268067 A JP 2004268067A
- Authority
- JP
- Japan
- Prior art keywords
- tip
- molten metal
- groove
- annular groove
- sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005266 casting Methods 0.000 title claims abstract description 20
- 239000002184 metal Substances 0.000 claims abstract description 109
- 230000002093 peripheral effect Effects 0.000 claims abstract description 37
- 238000004891 communication Methods 0.000 claims description 15
- 238000001125 extrusion Methods 0.000 abstract description 13
- 230000009545 invasion Effects 0.000 abstract 1
- 238000001816 cooling Methods 0.000 description 12
- 230000007246 mechanism Effects 0.000 description 11
- 238000002347 injection Methods 0.000 description 9
- 239000007924 injection Substances 0.000 description 9
- 238000007789 sealing Methods 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000000498 cooling water Substances 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images



Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】プランジャーチップは略円柱状のチップ本体11を有する。チップ本体11の外周部には、周方向に延びる環状溝15と、チップ本体の先端11a側と前記環状溝15とをつなぐべく軸方向に延びる溶湯導入溝16とが形成されている。溶湯導入溝16にあっては、チップ本体先端11a側に位置する導入溝入口における連通断面積S1が、環状溝15側に位置する導入溝出口における連通断面積S2よりも小さくなっている。
【選択図】 図2
Description
【発明の属する技術分野】
本発明は、圧力鋳造装置における金属溶湯の射出供給機構の一構成要素であるプランジャーチップに関する。
【0002】
【従来の技術】
一般に圧力鋳造装置における金属溶湯の射出供給機構は、シリンダとしてのスリーブと、ピストンを構成するプランジャーロッド及びプランジャーチップとを備える。プランジャーチップはプランジャーロッドの先端に取り付けられ、該ロッドの往復動に呼応してスリーブ内を前後摺動する。スリーブの内周面とチップの外周摺接面との間には、チップの熱膨張等に起因して摺動抵抗が過大とならないようにする目的で所定の隙間(クリアランス)が確保される。従来、プランジャーチップの外周部に一つ又は複数のリング部材を装着して隙間調整を行うことが提案されている(例えば特許文献1参照)。かかるリング部材は、スリーブの内周面とチップの外周摺接面との間に所定の隙間を確保しながらも、金属溶湯の押出し操作時に前記隙間に金属溶湯が進入してバリが生じるのを防止する。バリはカジリ等の原因になるため、その発生を極力抑制すべきものである。
【0003】
【特許文献1】実公昭41−21152号公報 (図中の摺動環又は摺接環6)
【0004】
【発明が解決しようとする課題】
チップ本体とは別部材として準備される上記リング部材が前記隙間のシール手段として有効に機能するためには、リング部材自体が所定の拡径力又は拡径弾性を持続してスリーブ内周面に緊密に接する必要がある。しかしながら、金属溶湯の熱(高温)の影響により、リング部材の拡径力又は拡径弾性は次第に低下する傾向にあるため、リング部材のシール機能はさほど長くは続かず、連続使用に十分耐え得るものではなかった。
【0005】
他方、リング部材が機能劣化又は破損した場合にはそのリング部材だけを交換すれば済むという点を利点として捉える考え方もないではない。しかし、近年チップの構成材料自体が非常に安価になりチップ全体の交換がさほどコストに影響しないという状況にあり、リング部材だけを交換するのは手間や部品コストを総合的に勘案すると、却ってコスト高になるのが実状である。つまり、シール目的のリング部材を特別に準備し、そのリング部材をチップ本体に対して付加するという設計は、プランジャーチップ全体としての構造を複雑にして分解及び交換の作業負担を増大させるばかりか、コスト面でもむしろ不利に働く。
【0006】
本発明の目的は、従来例におけるリング部材のような別部材を必要とせず、スリーブの内周面とチップの外周摺接面との間に所定の隙間を確保しながらも、金属溶湯の押出し操作時に前記隙間に金属溶湯が進入してバリが生じるのを防止することができる圧力鋳造用プランジャーチップを提供することにある。
【0007】
【課題を解決するための手段】
請求項1の発明は、略円柱状のチップ本体を備え、該チップ本体の外周部には、周方向に延びる環状溝と、チップ本体の先端側と前記環状溝とをつなぐべく軸方向に延びる溶湯導入溝とが形成されていることを特徴とする圧力鋳造用プランジャーチップである。
【0008】
本発明のプランジャーチップを初めて使用するとき、射出供給機構を構成するスリーブ内をチップが前進してスリーブ内の金属溶湯を押出すに伴い、金属溶湯が溶湯導入溝を経由して環状溝内に導かれる。更にチップが金属溶湯を加圧することの反作用により、環状溝が金属溶湯で満たされる。環状溝内に充填された金属溶湯はチップ本体との温度差に基づき除熱されて凝固し、一種のシールリングとなる。このように最初の押出し操作時に自動形成されたシールリングは、チップの外周摺動面とスリーブの内周面との間に確保される隙間に金属溶湯が進入するのを防止するシール手段として機能する。このシールリングは、チップをスリーブに装着した状態での最初の押出し操作時に自動形成されることから、熱膨張状態にあるチップ本体の外径とスリーブの内径との寸法差を過不足無く埋め尽くす最も理想的な形状のシールリングとなる。即ち、そのシールリング自体が殊更に拡径力や拡径弾性を持たずとも、実際の押出し操作時には当該スリーブに最も適合したシール手段になり得る。従って本発明のプランジャーチップによれば、スリーブの内周面とチップの外周摺接面との間に所定の隙間を確保して摺動抵抗の低減を図りながらも、金属溶湯の押出し操作時に前記隙間に金属溶湯が進入してバリが生じるのを防止することができる(摺動抵抗低減とバリ発生防止の両立)。また、従来例におけるリング部材のような別部材を準備しチップ本体に予め装着する必要がないため、部品交換の手間も生じず、初期費用及び保守管理費用の両面でコスト低減を図ることができる。
【0009】
本発明では環状溝内にシールリングを自動形成する際に溶湯導入溝を介してスリーブ内の金属溶湯を環状溝内に導く構成としたので、金属溶湯の凝固時には、チップ先端側のスリーブ内又は金型内で凝固した金属(即ち製品や方案)と、環状溝内で凝固した金属(即ちシールリング)とは、当初、溶湯導入溝内で凝固した金属で相互につながる。ただし、溶湯導入溝はチップ本体の軸方向に延びる溝として構成されその断面積は比較的小さいので、溶湯導入溝内の金属をそのいずれかの位置で断ち切ることは極めてたやすい。このため、金属溶湯の凝固後に金型から製品を取り外す際に、製品又は方案部分とチップ環状溝内のシールリングとの切り離しを容易に行うことができ、製品取り外し時の引っ張りによってプランジャーチップが破損することはない。
【0010】
請求項2の発明は、請求項1に記載の圧力鋳造用プランジャーチップにおいて、前記溶湯導入溝は、チップ本体先端側に位置する導入溝入口における連通断面積が前記環状溝側に位置する導入溝出口における連通断面積よりも小さくなるように形成されていることを特徴とする。
【0011】
この構成によれば、溶湯導入溝におけるチップ本体先端側入口の連通断面積が環状溝側出口における連通断面積よりも小さいため、金型からの製品の取り外し時に溶湯導入溝内で凝固した金属が断ち切られる場合には、連通断面積が小さいチップ本体先端側の入口位置で切断が選択的に生じる。このため、2回目以降の金属溶湯の押出し操作では、溶湯導入溝内に金属溶湯が新たに進入する余地がなく、その後の製品取り外し時には、溶湯導入溝におけるチップ本体先端側入口位置が常に金属分離の境界となる。このため、溶湯導入溝内で凝固した金属が製品取り外し時にバリとして製品側に一体化されることがなく、チップ本体に設けられた溶湯導入溝が製品の成形性に悪影響を及ぼすことがない。
【0012】
請求項3の発明は、請求項1又は2に記載の圧力鋳造用プランジャーチップにおいて、前記溶湯導入溝は、その入口から出口に向かって溝深さが次第に深くなるように形成されていることを特徴とする。
【0013】
この構成によれば、請求項2の発明の構成及び作用を簡易に実現できる。加えて、溶湯導入溝の各位置における連通断面積の調整を溝深さのみに依拠し、溝幅には依拠しないこととしたため、溶湯導入溝内で凝固した金属(の最外部)がスリーブ内周面に接触し得る面積を小さくでき、溶湯導入溝の形成がチップの摺動抵抗の増大をもたらすことがない。
【0014】
請求項4の発明は、請求項1〜3のいずれかに記載の圧力鋳造用プランジャーチップにおいて、前記溶湯導入溝は、チップ本体の中心軸線を取り囲むような配置にて複数条設けられていることを特徴とする。
【0015】
この構成によれば、複数条の溶湯導入溝を設けたことで、チップによる金属溶湯の押出し操作時に、短い押出しストロークでも複数条の溶湯導入溝を介して金属溶湯を環状溝内に確実に充填可能となる。また、溶湯導入溝の一つ一つの連通断面積を小さくでき、製品取り外し時における溶湯導入溝内金属の切断容易性を十分に確保することができる。
【0016】
(付記)請求項1〜4において、前記チップ本体の内部には、冷却室が設けられていること。この構成によれば、冷却室の冷却作用に基づき、金属溶湯の押出し操作時におけるチップ本体の過度な熱膨張を防止できると共に、溶湯導入溝及び環状溝を満たした金属の凝固を促進することが可能となる。
【0017】
【発明の実施の形態】
以下、本発明の一実施形態を図面を参照して説明する。
図1及び図2に示すように、圧力鋳造用プランジャーチップは、ほぼ円柱形状をなすチップ本体11を備える。チップ本体11の内部には冷却室(冷却チャンバー)12が設けられ、その冷却室12はチップ本体の後端部に形成されたネジ孔13を介して外部と連通している。チップ本体11の外周部(より具体的には外周摺接面14上)には、一条の環状溝15と、複数条の溶湯導入溝16(本例では三条)とが形成されている。環状溝15は、周方向に延び且つチップ本体外周部を一周するような環形状に形成されると共に、横断面矩形状(図2参照)をなしている。環状溝15はチップ本体の先端11a寄りに位置している。
【0018】
前記三条の溶湯導入溝16は、チップ本体11の中心軸線Xを取り囲むように等角度間隔(本例では120°間隔)で設けられている。溶湯導入溝16の各々は、前記中心軸線Xと平行な方向(軸方向)に延び、チップ本体の先端11a側と前記環状溝15とをつないでいる。溶湯導入溝16の各々は、その入口から出口に向かって溝深さが次第に深くなるような後ろ下がりのテーパーな形状に形成されている。具体的には図2に示すように、チップ本体先端11a側の導入溝入口位置における溝深さd1が最も浅くなり、環状溝15側の導入溝出口位置における溝深さd2が最も深くなるように溝深さが設定されている。各溶湯導入溝16の幅wは溝の長手方向の全体にわたり一定であることから、各溶湯導入溝16にあっては、チップ本体先端11a側の導入溝入口位置における連通断面積S1が最も小さくなり、環状溝15側の導入溝出口位置における連通断面積S2が最も大きくなっている。
【0019】
図3は圧力鋳造装置における射出供給機構の主要部及びその周辺構造を示す。図3に示すように、圧力鋳造装置は、固定プラテン21及びそれに保持された固定型22、可動プラテン(図示略)及びそれに保持された可動型23、並びに、金属溶湯Mの射出供給機構を有し、その射出供給機構は、スリーブ24、プランジャーロッド25及び上記プランジャーチップから構成されている。
【0020】
スリーブ24は、固定プラテン21によって略水平に支持され、その先端部分は固定型22の内部に進入している。スリーブ24は射出供給機構におけるシリンダを構成する。スリーブ24には、図示しないラドルに準備された金属溶湯を当該スリーブ24内に導入するための注湯口24aが形成されている。シリンダとしてのスリーブ24内には、プランジャーロッド25及びその先端に取り付けられたプランジャーチップが配設され、図示しない駆動機構によって往復動されるロッド25により、チップがスリーブ24内を前後摺動可能となっている。
【0021】
プランジャーチップは、そのネジ孔13とプランジャーロッド25先端部の雄ネジ部との螺合関係に基づきロッド先端部に固定される。このチップ及びロッド25により、スリーブ24内の金属溶湯Mを固定型22及び可動型23間に区画されるキャビティ(成形空間)内に加圧供給するためのピストンが構成される。尚、チップ及びロッド25からなるピストンをスリーブ24内に配置したときのスリーブの内周面24bとチップの外周摺接面14との間には、チップの熱膨張等に起因して摺動抵抗が過大とならないようにする目的で所定の隙間(図4のクリアランスC1)が確保されている。また、一般にスリーブ内周面24bには潤滑剤が塗布され、チップの前後摺動時には潤滑剤が前記クリアランスC1内に進入してチップの動きを円滑化させる。
【0022】
更に図3に示すように、プランジャーロッド25の中心にはその軸方向に延びる内部通路25aが形成され、その内部通路25a内には導水パイプ26が設けられている。その内部通路25a及び導水パイプ26は、プランジャーチップ内の冷却室12と外部のポンプPとをつなぐ冷却水の循環経路を構成する。即ち、ポンプPから圧送された冷却水は導水パイプ26を通ってチップの冷却室12に導かれ、更に導水パイプ26と内部通路25aとの間に確保された排水通路を通ってポンプPに戻される。このような冷却水循環式の冷却機構は、プランジャーチップをその内部から冷却することにより、チップ本体先端11aから受ける金属溶湯の熱でチップ本体11が過度に膨張するのを防止する。
【0023】
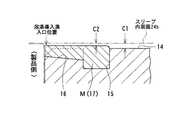
さて、未使用状態では、プランジャーチップの環状溝15及び溶湯導入溝16には何も満たされていない。かかるチップを射出供給機構に装着して金属溶湯の押出し操作に初めて使用するとき(初回使用時)、チップ本体11がスリーブ24内を前進してスリーブ内に予め入れられた金属溶湯Mを押出すに伴い、金属溶湯Mが各溶湯導入溝16を経由して環状溝15内に導かれる。そして、図3に示すようにチップをスリーブ24の先端付近まで前進させ、金型キャビティ内の金属溶湯Mに所定の鋳造圧力をかけたとき、加圧の反作用により環状溝15及び溶湯導入溝16内に金属溶湯Mが満たされる。これらの溝15,16内に充填された金属溶湯Mはチップ本体11との温度差に基づき除熱されて凝固する。特に環状溝15内で固まった金属Mは一種のシールリング17となる。図4に示すように、環状溝15内に形成されたシールリング17の外周摺接面とスリーブ内周面24bとの間の隙間(クリアランスC2)は、前記チップ外周摺接面14とスリーブ内周面24bとの間の隙間(クリアランスC1)よりも小さくなる。故に、最初の押出し操作時に自動形成されたシールリング17は、チップ外周摺接面14とスリーブ内周面24bとの間に意図的に確保されたクリアランスC1に金属溶湯Mが進入するのを防止するシール手段として機能する。
【0024】
このシールリング17は、チップをスリーブ24に装着した状態での最初の押出し操作時に自動形成されることから、熱膨張状態にあるチップ本体11の外径とスリーブ24の内径との寸法差を過不足無く埋め尽くす最も理想的な形状のシールリングとなる。それ故、シールリング17自体が殊更に拡径力や拡径弾性を持たずとも、実際の押出し操作時にはスリーブ24に最も適合したシール手段となり得る。従って、本実施形態のプランジャーチップによれば、スリーブ内周面24bとチップ外周摺接面14との間に所定のクリアランスC1を確保して摺動抵抗の低減を図りながらも、金属溶湯Mの押出し操作時に前記クリアランスC1に金属溶湯Mが進入してバリが生ずるのを防止することができる。
【0025】
図3に示すように、チップによって金型キャビティ内の金属溶湯Mに所定の鋳造圧力を付与した状態で所定時間が経過すると、金属溶湯Mが凝固する。このとき、スリーブ24内及び金型キャビティ内で凝固した金属M(即ち製品や方案)と環状溝15内で凝固した金属(即ちシールリング17)とは、当初、溶湯導入溝16内で凝固した金属を介して相互につながっている。ただし、各溶湯導入溝16はチップ本体11の軸方向に延びる溝として構成されその断面積は比較的小さく、又、各溶湯導入溝16におけるチップ本体先端側入口の連通断面積S1が他部位の連通断面積よりも小さく設定されている。このため、金型からの製品の取り外し時に各溶湯導入溝16内で凝固した金属が切断されるとき、その切断位置はほとんどの場合、最小の連通断面積S1を有するチップ本体先端側の入口位置となる。
【0026】
2回目以降の金属溶湯の押出し操作では、溶湯導入溝16内に金属溶湯Mが新たに進入する余地はなく、その後の製品取り外し時には、各溶湯導入溝16におけるチップ本体先端側入口位置が常に金属分離の境界となる。従って、溶湯導入溝16内で凝固した金属が製品取り外し時にバリとして製品側に一体化されるということがなく、チップ本体11に設けられた各溶湯導入溝16が製品の成形性に悪影響を及ぼすことがない。また、金型から製品を取り外す際、製品又は方案部分とチップ環状溝15内のシールリング17との切り離しが容易であるため、製品取り外し時の引っ張りによってチップが破損することがない。
【0027】
本実施形態のプランジャーチップは、環状溝15内にシールリング17を一旦自動形成した後は、チップ本体11の寿命が続く限りそのまま使い続けることができる。そして、チップ本体11が寿命に達したときには、シールリング17が付いたチップごと交換すればよい。
【0028】
このように本実施形態によれば、従来例におけるリング部材のような別部材を準備しチップ本体11に予め装着する必要がないため、部品交換の手間も生じず、初期費用及び保守管理費用の両面でコスト低減を図ることができる。
【0029】
また、本実施形態のプランジャーチップによれば、環状溝15内に自動形成されるシールリング17のシール性が極めて高いので(理由:C2<C1)、金型キャビティ内を減圧吸引する真空鋳造のためのチップとして極めて優れた適性を有する。
【0030】
(変更例)上記実施形態では、プランジャーチップの各溶湯導入溝16をその入口から出口に向かって溝深さが次第に深くなるような後ろ下がりのテーパーな形状に形成したが、溶湯導入溝16の全体にわたり溝深さを均一にしてもよい。即ち、チップ本体先端11a側の導入溝入口位置における連通断面積S1と、環状溝15側の導入溝出口位置における連通断面積S2とを等しくしてもよい。
【0031】
【発明の効果】
本発明のプランジャーチップによれば、最初の押出し操作時に環状溝内に自動形成されるシールリングにより、スリーブの内周面とチップの外周摺接面との間に所定の隙間を確保して摺動抵抗の低減を図りながらも、金属溶湯の押出し操作時に前記隙間に金属溶湯が進入してバリが生じるのを防止することができる(摺動抵抗低減とバリ発生防止の両立)。また、従来例におけるリング部材のような別部材を準備しチップ本体に予め装着する必要がないので、部品交換の手間も生じず、初期費用及び保守管理費用の両面でコスト低減を図ることができる。加えて、金属溶湯の凝固後に金型から製品を取り外す際に、製品又は方案部分とチップ環状溝内のシールリングとの切り離しを容易に行うことができ、製品又は方案部分に引っ張られてプランジャーチップが破損することがない。
【図面の簡単な説明】
【図1】一実施形態に従うプランジャーチップの正面図。
【図2】図1のA−A線におけるプランジャーチップの断面図。
【図3】圧力鋳造装置の射出供給機構とその周辺を示す断面図。
【図4】最初の押出し操作によりシールリングが自動形成された後のプランジャーチップの要部断面図。
【符号の説明】
11…プランジャーチップ本体、11a…チップ本体の先端、12…冷却室、14…チップ本体の外周摺接面、15…環状溝、16…溶湯導入溝、17…シールリング、24…スリーブ、24b…スリーブ内周面、25…プランジャーロッド、M…金属溶湯、d1,d2…溝深さ、S1,S2…連通断面積。
Claims (4)
- 略円柱状のチップ本体を備え、該チップ本体の外周部には、周方向に延びる環状溝と、チップ本体の先端側と前記環状溝とをつなぐべく軸方向に延びる溶湯導入溝とが形成されていることを特徴とする圧力鋳造用プランジャーチップ。
- 前記溶湯導入溝は、チップ本体先端側に位置する導入溝入口における連通断面積が前記環状溝側に位置する導入溝出口における連通断面積よりも小さくなるように形成されていることを特徴とする請求項1に記載の圧力鋳造用プランジャーチップ。
- 前記溶湯導入溝は、その入口から出口に向かって溝深さが次第に深くなるように形成されていることを特徴とする請求項1又は2に記載の圧力鋳造用プランジャーチップ。
- 前記溶湯導入溝は、チップ本体の中心軸線を取り囲むような配置にて複数条設けられていることを特徴とする請求項1〜3のいずれかに記載の圧力鋳造用プランジャーチップ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003059566A JP2004268067A (ja) | 2003-03-06 | 2003-03-06 | 圧力鋳造用プランジャーチップ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003059566A JP2004268067A (ja) | 2003-03-06 | 2003-03-06 | 圧力鋳造用プランジャーチップ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004268067A true JP2004268067A (ja) | 2004-09-30 |
Family
ID=33122344
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003059566A Pending JP2004268067A (ja) | 2003-03-06 | 2003-03-06 | 圧力鋳造用プランジャーチップ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004268067A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120111524A1 (en) * | 2010-11-05 | 2012-05-10 | Schlichting Kevin W | Shot tube plunger for a die casting system |
| WO2013141866A1 (en) * | 2012-03-22 | 2013-09-26 | Crucible Intellectual Property Llc | Methods and systems for skull trapping |
| WO2013162961A1 (en) * | 2012-04-23 | 2013-10-31 | Pratt & Whitney Services Pte Ltd. | Shot tube plunger tip portion |
| JP2014518161A (ja) * | 2011-06-28 | 2014-07-28 | コプロメック・ディ・キャスティング・エス.アール.エル.・ア・ソシオ・ユニコ | ダイカストマシンのためのピストン |
| JP2015514589A (ja) * | 2012-04-20 | 2015-05-21 | セペエール・スイス・ソシエテ・アノニムCpr Suisse S.A. | コールドチャンバダイキャストマシンのためのピストン |
-
2003
- 2003-03-06 JP JP2003059566A patent/JP2004268067A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120111524A1 (en) * | 2010-11-05 | 2012-05-10 | Schlichting Kevin W | Shot tube plunger for a die casting system |
| EP2450124A3 (en) * | 2010-11-05 | 2016-06-01 | United Technologies Corporation | Shot tube plunger for a die casting system |
| JP2014518161A (ja) * | 2011-06-28 | 2014-07-28 | コプロメック・ディ・キャスティング・エス.アール.エル.・ア・ソシオ・ユニコ | ダイカストマシンのためのピストン |
| WO2013141866A1 (en) * | 2012-03-22 | 2013-09-26 | Crucible Intellectual Property Llc | Methods and systems for skull trapping |
| JP2015512337A (ja) * | 2012-03-22 | 2015-04-27 | クルーシブル インテレクチュアル プロパティ エルエルシーCrucible Intellectual Property Llc | スカルトラッピングのための方法及びシステム |
| CN104736272A (zh) * | 2012-03-22 | 2015-06-24 | 苹果公司 | 用于凝壳捕集的方法与系统 |
| US9975171B2 (en) | 2012-03-22 | 2018-05-22 | Apple Inc. | Methods and systems for skull trapping |
| JP2015514589A (ja) * | 2012-04-20 | 2015-05-21 | セペエール・スイス・ソシエテ・アノニムCpr Suisse S.A. | コールドチャンバダイキャストマシンのためのピストン |
| WO2013162961A1 (en) * | 2012-04-23 | 2013-10-31 | Pratt & Whitney Services Pte Ltd. | Shot tube plunger tip portion |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5839497A (en) | Vertical die-casting method and apparatus | |
| KR101637638B1 (ko) | 주조제품 및 그 제조방법 | |
| KR20020075200A (ko) | 주조방법 및 주조용 금형장치 | |
| JP2004268067A (ja) | 圧力鋳造用プランジャーチップ | |
| JP2016518989A (ja) | 金属ダイカスト用ピストン | |
| JPH09262870A (ja) | 射出成形用金型及びその製造方法 | |
| IT201600087839A1 (it) | Pistone per una macchina per la pressofusione | |
| JP2003010953A (ja) | ダイカスト鋳造機用スプールブッシュ | |
| JP2004322138A (ja) | ダイカスト鋳造における新規低圧鋳造法 | |
| JP5533430B2 (ja) | 鋳造装置 | |
| WO2004004945A1 (ja) | ダイカスト用金型 | |
| KR20170139786A (ko) | 수평 연속주조기용 몰드의 수냉자켓 | |
| JP2007283503A (ja) | スプルブッシュ | |
| JP3616616B2 (ja) | シリンダブロック鋳造用ボアピン | |
| JP2532215Y2 (ja) | 加圧ピンの冷却装置 | |
| KR100476205B1 (ko) | 다이캐스팅 금형 냉각용 보어 핀 | |
| KR20040063124A (ko) | 경금속 합금으로 이루어진 중공 프로파일의 주조 결합부 | |
| KR200357100Y1 (ko) | 다이캐스팅용 플런저 팁 | |
| JP4684345B2 (ja) | スクロール部材用成形型 | |
| JP3915707B2 (ja) | 金属材料の供給装置ならびに金属製品の成形装置および成形方法 | |
| JP4011507B2 (ja) | 水平射出型ダイカストマシンの射出スリーブ潤滑装置及び射出スリーブ潤滑方法 | |
| US20250229323A1 (en) | Plunger tip for die casting and injection device | |
| JP3234482U (ja) | シリンダ装置 | |
| JPH09103861A (ja) | ダイカスト機におけるプランジャーチップの冷却方法及びその装置 | |
| JP5614051B2 (ja) | ダイカスト鋳造方法およびダイカスト鋳造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050914 |
|
| A977 | Report on retrieval |
Effective date: 20061208 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061213 |
|
| A521 | Written amendment |
Effective date: 20070124 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070703 |
|
| RD02 | Notification of acceptance of power of attorney |
Effective date: 20070725 Free format text: JAPANESE INTERMEDIATE CODE: A7422 |
|
| RD02 | Notification of acceptance of power of attorney |
Effective date: 20070628 Free format text: JAPANESE INTERMEDIATE CODE: A7422 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071210 |