JP2004285444A - 安定した靭性を示す低合金高速度工具鋼 - Google Patents
安定した靭性を示す低合金高速度工具鋼 Download PDFInfo
- Publication number
- JP2004285444A JP2004285444A JP2003081010A JP2003081010A JP2004285444A JP 2004285444 A JP2004285444 A JP 2004285444A JP 2003081010 A JP2003081010 A JP 2003081010A JP 2003081010 A JP2003081010 A JP 2003081010A JP 2004285444 A JP2004285444 A JP 2004285444A
- Authority
- JP
- Japan
- Prior art keywords
- less
- tool steel
- speed tool
- carbide
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G21/00—Preparing, conveying, or working-up building materials or building elements in situ; Other devices or measures for constructional work
- E04G21/02—Conveying or working-up concrete or similar masses able to be heaped or cast
- E04G21/04—Devices for both conveying and distributing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/30—Ferrous alloys, e.g. steel alloys containing chromium with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K15/00—Check valves
- F16K15/14—Check valves with flexible valve members
- F16K15/144—Check valves with flexible valve members the closure elements being fixed along all or a part of their periphery
- F16K15/145—Check valves with flexible valve members the closure elements being fixed along all or a part of their periphery the closure elements being shaped as a solids of revolution, e.g. cylindrical or conical
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K3/00—Gate valves or sliding valves, i.e. cut-off apparatus with closing members having a sliding movement along the seat for opening and closing
- F16K3/02—Gate valves or sliding valves, i.e. cut-off apparatus with closing members having a sliding movement along the seat for opening and closing with flat sealing faces; Packings therefor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/10—Means for stopping flow in pipes or hoses
- F16L55/105—Closing devices introduced radially into the pipe or hose
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Heat Treatment Of Articles (AREA)
- Heat Treatment Of Steel (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
【課題】「マトリックスハイス」において、熱処理後の特性のバラツキが小さく、高い靱性が安定して得られ、それが製品の寸法の大小によって左右されない低合金高速度工具鋼を提供すること。
【解決手段】重量%で、C:0.50〜0.75%、Si:0.02〜2.00%、Mn:0.1〜3.0%、Cr:5.0〜6.0%、W:0.5〜2.0%およびV:0.70〜1.25%を含有し、Mo+0.5W(Mo当量):2.5〜5.0%、Mo当量/V:2〜4であり、P:0.050%以下、S:0.010%以下、Al:0.1%以下、O:0.01%以下、かつ、N:0.04%以下であって、残部が実質的にFeからなり、焼鈍し状態で、MC+M6C型および(または)M23C6(M7C3)型の炭化物を含み、1100〜1200℃の範囲の焼入れ温度から焼入れたとき、残留炭化物が実質上存在しない状態であるか、または残留する場合も、その炭化物がほぼ全量MC型である低合金高速度工具鋼。
【選択図】 図3
【解決手段】重量%で、C:0.50〜0.75%、Si:0.02〜2.00%、Mn:0.1〜3.0%、Cr:5.0〜6.0%、W:0.5〜2.0%およびV:0.70〜1.25%を含有し、Mo+0.5W(Mo当量):2.5〜5.0%、Mo当量/V:2〜4であり、P:0.050%以下、S:0.010%以下、Al:0.1%以下、O:0.01%以下、かつ、N:0.04%以下であって、残部が実質的にFeからなり、焼鈍し状態で、MC+M6C型および(または)M23C6(M7C3)型の炭化物を含み、1100〜1200℃の範囲の焼入れ温度から焼入れたとき、残留炭化物が実質上存在しない状態であるか、または残留する場合も、その炭化物がほぼ全量MC型である低合金高速度工具鋼。
【選択図】 図3
Description
【0001】
【発明の属する技術分野】
本発明は、「マトリックスハイス」と呼ばれる高速度工具鋼に関し、熱処理後の特性のバラツキが小さく、高い靱性が安定して得られるものを提供する。
【0002】
【従来の技術】
熱間で使用する鍛造型やプレス型、冷間で使用する塑性加工型や圧造型は、高強度の金型材料であるマトリックスハイスを用いて製造されることが多い。具体的な材料を挙げれば、AISIに規定されているM50、M52などであるが、国内では、SKH51のようなハイス鋼をベースとし、その添加C量、Mo量、およびW量などを低くすることによって生成する炭化物の量を低減させ、靱性の向上をはかることが提案されている(特公昭50−l060、特公昭61−21334)。
【0003】
しかし、上記のような在来の材料を冷間塑性加工用金型などに適用した場合、局部的に非常に高い応力が加わるため、金型が早期に破壊して、十分な寿命を全うできない場合が少なくない。温間鍛造の金型においても、鍛造温度をコントロールして製品品質の向上を図ることが行なわれるので、鍛造金型に高い負荷がかかる。そのようなわけで、既存の材料を用いたのでは、金型寿命が安定的に得られないのが現状である。
【0004】
このような現状の打破を企てた発明者は、その対策を立てるに当り、つぎのように考えた。まず、高硬度で使用する工具において、急激な破壊が発生せず、長寿命を安定的に確保するには、破壊の起点となる粗大な炭化物を生成させないことが必要であり、粗大な炭化物の発生する可能性が低い合金設計をすべきこと。つぎに、現在の技術では、焼入れ時の均熱温度の幅を10℃程度の狭い幅に管理しないと熱処理硬さの確保が困難であるが、これは実施上容易でなく、そのため製品特性のバラツキを生じるから、熱処理温度の変化に対して炭化物の固溶挙動の変化が少ないようにはからなければならないこと。さらに、焼入れ時の冷却方法(冷却速度)により、硬さや靭性が大きく異なるので、製品の寸法による特性の変動が大きくなることが避けられないが、この点に関して、冷却速度が変動しても安定した特性が得られる成分系が望ましいこと、の諸点である。
【0005】
以上の検討に基づいて発明者が選択したのは、つぎの対策である。
▲1▼粗大炭化物を低減するには、凝固時に存在する粗大炭化物が主にVCを主体とするMC型炭化物であるという事実にかんがみ、V量を低減するとともに、凝固終了後、十分な均熱保持をして(たとえば1200℃以上の温度で10時間以上)炭化物を固溶させること。
▲2▼熱処理温度に対する感受性を低減するには、常用の焼入れ温度範囲(1100〜1200℃)において、平衡状態で実現する組織をγ+MCまたはγ単相とすることにより、Cの固溶現象の急激な変化をなくすことであり、それには、成分バランスとしてMo当量を適切にコントロールすることが肝要なこと。
【0006】
【発明が解決しようとする課題】
本発明の目的は、上記した発明者の検討にもとづく選択を活用し、「マトリックスハイス」と呼ばれる分野において、熱処理後の特性のバラツキが小さく、高い靱性が安定して得られ、それが製品の寸法の大小によって左右されない高速度工具鋼を提供することにある。
【0007】
【課題を解決するための手段】
上記の目的を達成する本発明の低合金高速度工具鋼は、基本的な合金組成として、重量%で、C:0.50〜0.75%、Si:0.02〜2.00%、Mn:0.1〜3.0%、Cr:5.0〜6.0%、W:0.5〜2.0%およびV:0.70〜1.25%を含有し、Mo+0.5W(Mo当量):2.5〜5.0%、Mo当量/V:2〜4であり、P:0.050%以下、S:0.010%以下、Al:0.1%以下、O:0.01%以下、かつ、N:0.04%以下であって、残部が実質的にFeからなるものであり、熱処理特性としては、焼鈍し状態で、MC+M6C型および(または)M23C6(M7C3)型の炭化物を含み、1100〜1200℃の範囲の焼入れ温度から焼入れたとき、残留炭化物が実質上存在しない状態であるか、または残留する場合も、その炭化物がほぼ全量MC型であることを特徴とする。
【0008】
本発明で採択した構成を既知の技術と対比すると、前掲の特公昭50−10808や特開昭61−213349では、既存の高速度工具鋼をベースにしてCおよびMo,Wの量を低減することが眼目であり、Cr量の適性化がなされていなかった。本発明におけるCr量の適正化は、従来処理できなかった大型の素材の熱処理を可能にしたものである。特開平7−316739は、大型の製品も安定した熱処理特性が得られることを意図し、Cr量とW,Mo量との関係をコントロールすることを開示しているが、本発明よりも高合金側を選択している。
【0009】
マトリックスハイスにソーキングを施して炭化物分布を改善することも、これまでに提案されていた(特開平4−346616)が、合金添加量が多い場合には晶出時に粗大化している炭化物まで固溶させることは困難であるから、ソーキングを行なうにしても、合金組成の選択が重要である。本発明は、常用の焼入れ温度(1100〜1200℃)において炭化物組織がほとんど変化しないような合金組成を選択することによって、焼入れ温度に対する特性の変化を抑えることに成功した。
【0010】
【発明の実施形態】
本発明の低合金高速度工具鋼において、Siの含有量は、0.2〜0.8%が好ましい。
【0011】
本発明の低合金高速度工具鋼は、上記した基本的な合金成分に加えて、下記のグループに属する合金成分を、単独で、または組み合わせて、含有することができる。
I)Ni:2.0%以下、Cu:1.0%以下およびCo:3.0%以下の1種、2種または3種
II)B:0.01%以下
III)Nb:0.1%以下、この場合、Mo当量/(V+5Nb):2〜4とする。
【0012】
以下に、本発明の低合金高速度工具鋼において上記の合金組成を選択した理由を、必須元素および任意添加元素の両方について、この順で説明する。
【0013】
C:0.50〜0.75%
Cは、工具鋼に硬さおよび耐摩耗性を与える主要な成分である。冷間加工用工具または熱間鍛造用工具の材料として最低限必要な強度を確保するには、少なくとも0.50%のCを添加することが必要である。過度のCの添加は粗大な炭化物の形成を招き、結果として工具鋼の靭性が低下するので、0.75%までの添加に止める。
【0014】
Si:0.02〜2.00%、好ましくは0.2〜0.8%
Siは、脱酸元素として必要であり、また、焼戻し軟化抵抗を高める成分としても有用である。ただし、過大になると被削性が大幅に低下することと、偏析を助長し靭性低下の原因となる。これらの理由で、下限0.02%、上限2.00%とした。0.2〜0.8%の範囲が好適である。
【0015】
Mn:0.1〜3.0%
Mnは、焼入れ性および硬さを確保するために必要であり、この工具鋼に不可避的に含まれるSが引き起こす、熱間加工性の低下を抑制するためにも必要である。これらの作用を得るために、0.1%以上の添加が必要である。多量に添加すると加工性の低下を招くため、3.0%を上限とした。
【0016】
Cr:5.0〜6.0%
Crは、焼鈍し状態でCr系炭化物を主に形成するが、その炭化物は焼入れ処理時にマトリックスに固溶する。添加量が少ないと十分な焼入れ性を確保することが困難であるため、下限を5.0%とした。一方、添加量が多すぎるとCr系炭化物が残留し、熱処理硬さの安定性に悪影響を及ぼすから、上限として6.0%を定めた。本発明においては、Cr添加量を5.0〜6.0%という狭い範囲に選択することで、焼入れ性を確保した上で、常用の焼入れ条件(1100〜1200℃)において、Cr系炭化物のほぼ全量をマトリックスへ固溶させることができる。
【0017】
V:0.70〜1.25%
Vは硬質なMC型炭化物を形成し、それが焼入れ時に残留して工具鋼のマトリックスを強化し、耐摩耗性を向上させる成分である。添加量が0.70%に達しないと、このような効果は十分に得られない。しかし、多量に配合すると、安定なMC型炭化物が固溶しきれずにマトリックス中に多量に残留することになり、靭性を損なう結果となる。そのため、上限として1.25%を設けた。
【0018】
W:0.5〜2.0%、かつ、Mo+0.5W(Mo当量):2.5〜5.0%
MoもWも、工具の使用状態(焼入れ焼戻し後)で、マトリクス中に微細な炭化物とし析出し、高温強度を高めるために有効な成分である。この高温強度の向上のためには、(Mo+0.5W)で示されるMo当量にして、2.5%以上のMoおよびWが必要である。多量の添加は粗大な残留炭化物の形成をもたらし、靭性を劣化させる。そこで、Mo当量としては5%を上限とする。WとMoとを比較すると、Wの方がマトリックスに固溶した炭化物の高温強度への寄与が大きく、少量の添加で、高い効果を得ることができる。そのため、最低限の添加量として0.5%を規定した。しかしWは、Moより安定したM6C炭化物を形成するため、多量に添加すると、焼入れ温度において炭化物が十分固溶しない。そこで、十分な固溶を確保するWの添加量上限として2.0%を設定した。
【0019】
P:0.050%以下、S:0.010%以下
Pは、靭性や耐ヒートチェック特性を低下させる成分であるから、なるべく低減することが好ましいが、不可避的に含有される。最大0.050%まで許容できるが、0.010%以下にすることが望ましい。Sもまた、靭性や耐ヒートチェック特性を低下させる成分であるから、なるべく低減することが好ましいが、不可避的に含有される。0.010%が許容限度である。
【0020】
Al:0.1%以下
Alは、この種の鋼の製造に当って脱酸剤とし使用される。多量に添加すると酸化物(A12O3)系介在物として鋼中に残留し、靭性を著しく低下させる。それゆえ、上限を0.1%とする。
【0021】
O:0.01%以下
Oは溶解中に、溶解雰囲気から不可避的に溶鋼中に入り、固溶する。多量の含有を許すと、鋼中にSi,Alなどと結合した酸化物が形成され、それに伴って靭性の低下が著しくなる。そこで、上限を0.01%とした。
【0022】
N:0.04%以下
Nもまた、溶鋼中に不可避的に固溶し、鋼中のVなどと結合して強固な窒化物を形成する。多量に存在すると、粗大な窒化物が形成され、これも靭性を劣化させる。上限値として0.04%を設けた。
【0023】
Mo当量/V:2〜4
上記した合金組成において、Mo当量/Vの値を2〜4の範囲に調整することにより、焼鈍し状態ではMC+M6C+M23C6(M7C3)炭化物を含む組織から、焼入れ(1100〜1200℃)状態では、炭化物が実質上存在しないか、または炭化物のほぼ全量がMCであるようにすることができ、熱処理によって得られる特性(硬さ・靭性)が安定した高速度工具鋼が得られる。
【0024】
Ni:2.0%以下、Cu:1.0%以下およびCo:3.0%以下の1種、2種または3種
Ni、CuおよびCoに共通の作用は、マトリックスの強化である。それに加えて、Niは、焼入れ性の向上にも寄与する。過大な量を添加すると、NiおよびCoについては加工性の低下を、Cuについては靭性の低下を招く。そこで、Niは2.0%まで、Cuは1.0%まで、Co:3.0%までの範囲で、適切な添加量を選べばよい。
【0025】
B:0.01%以下
Bは焼入れ性向上に有効であり、必要に応じて添加するとよい。過度に添加すると、Nと結合した介在物を形成する。そこで、上限を0.01%とする。
【0026】
Nb:0.1%以下
Nbは、Vよりも安定なMC炭化物を形成する元素であり、Vの一部をNbで置き換えることも可能である。しかし、Nbの炭化物はVの炭化物にくらべてより安定なため、Nbを多量に添加すると、粗大な炭化物を形成してそれが消失せず、靭性を損なう。そのため、Nbの添加量は0.1%を限度とする。Nbを添加した場合、前述のMo当量/Vの式は、Mo当量/(V+5Nb)と書き換えられる。
【0027】
【実施例】
表1に記載した合金組成の開発鋼と比較鋼とを、150kg真空誘導炉を用いて溶製した。比較鋼は、現在用いられている高硬度マトリックスハイスと、高速度工具鋼(JIS−SKH51)である。各鋼をインゴットに鋳造したものをソーキング処理(1230℃×10時間以上)した後、鍛造を行なった。鍛錬比8Sまで鍛伸した材料を対象に、下記の諸特性を調べた。その結果は、表2にまとめて示した。
【0028】
[残留炭化物の状況]
比較鋼Aおよび開発鋼2を選んで、Cr2O3電解腐食によりMC型炭化物およびM2C型炭化物の選択腐食を行なったのち、ミクロ組織を観察した。図1に比較鋼A、図2に開発鋼2のミクロ組織の写真を示す。図1では、粗大な炭化物が大量に残留しているのに対し、図2では、粗大な炭化物の量は少なく、微細な炭化物が分布していることが確認できる。
【0029】
[熱処理硬さの安定性]
焼入れ時に残留炭化物の種類が、MC+M6C→MC単独、などのように変化しやすいと、焼入れ温度に少しの違いがあっても炭化物の固溶量が異なり、硬さや靭性が安定して得られない、という弊害がある。そこで、常用の焼入れにおける温度の上限および下限と考えてよい、1100℃および1200℃の焼き入れを実施した場合に、どのような炭化物が残留するかを比較して、熱処理硬さの安定性を調べた。
【0030】
その結果は表2にみるとおりであって、本発明に従った開発鋼は、1100℃の焼入れでMC型炭化物だけであり、1200℃の焼入れで炭化物がほぼ見出されない状態となるのに対し、比較鋼は、1100℃でMC+M6C型炭化物、1200℃でMC型単独、または炭化物が見出されないものに変化する鋼がある一方で、開発鋼と同等な変化を示す鋼もあり、まちまちである。
【0031】
[熱処理冷却速度に対する熱処理硬さの安定性]
冷却速度が変化しても安定した特性が得られるか否かを見きわめるため、焼入れ方法を、油冷(表2には「O.Q.」と表示)およびコントロールされた冷却(冷却速度が30℃/min、「C.Q.」と表示)の2種類に選び、それらの熱処理の結果得られた硬さを比較した。
【0032】
表2には、焼入れ温度と焼戻し温度を示すとともに、O.Q.時とC.Q.時の熱処理硬さを示す。熱処理硬さの相違を明らかにするため、差分を「△HRC」として示した。硬さの低下は、開発鋼ではHRCにして0.5ポイント以下であるのに対し、比較鋼は、1ポイント以上低下している場合もあって、熱処理硬さの安定性が劣る。
【0033】
[熱処理・組織に対する安定した靭性確保]
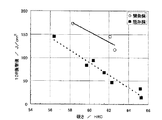
それぞれの鋼種について、表2に記載した焼入れ温度および焼戻し温度で熱処理した試験片を用い、10Rシャルピー衝撃試験をn=3p行ない、その結果を平均して、靱性の尺度とした。熱処理硬さと靭性との関係を調査し、従来鋼と比較した。この関係を、図3のグラフに示した。このグラフから、開発鋼が比較鋼に対して全般的に高靭性を有することが明らかである。
【0034】
 【0035】
【0035】
表2
【0036】
【発明の効果】
本発明の低合金高速度工具鋼は、特定の低合金の合金組成を選択し、焼鈍し状態で、MC+M6C型および(または)M23C6(M7C3)型の炭化物を含み、1100〜1200℃の範囲の焼入れ温度から焼入れたとき、残留炭化物が実質上存在しない状態であるか、または残留する場合も、その炭化物がほぼ全量MC型であるようにしたことにより、
1)熱処理温度の変化に対して炭化物の固溶挙動の変化が少ないこと、したがって、焼入れ時の均熱温度を狭い幅に管理しなくても、熱処理硬さの確保が可能であること、および、
2)焼入れ時の冷却方法によって冷却速度が異なっても、安定した焼入れ特性が得られ、硬さや靭性が大きく異なるという結果に至らないこと、したがって、製品の寸法によって焼入れ特性がバラつくことなく、高い靱性が安定して得られること、という効果が得られる。
【0037】
このようにして本発明は、「マトリックスハイス」と呼ばれる分野において、常に安定した靱性をもった高速度工具鋼製品を与えることができる。
【0038】
【図面の簡単な説明】
【図1】本発明の実施例において製造した比較鋼Aについて、炭化物の選択腐食を行なったもののミクロ組織写真。
【図2】本発明の実施例において製造した開発鋼2について、炭化物の選択腐食を行なったもののミクロ組織写真。
【図3】本発明の実施例のデータであって、硬さと衝撃値との関係をプロットしたグラフ。
【発明の属する技術分野】
本発明は、「マトリックスハイス」と呼ばれる高速度工具鋼に関し、熱処理後の特性のバラツキが小さく、高い靱性が安定して得られるものを提供する。
【0002】
【従来の技術】
熱間で使用する鍛造型やプレス型、冷間で使用する塑性加工型や圧造型は、高強度の金型材料であるマトリックスハイスを用いて製造されることが多い。具体的な材料を挙げれば、AISIに規定されているM50、M52などであるが、国内では、SKH51のようなハイス鋼をベースとし、その添加C量、Mo量、およびW量などを低くすることによって生成する炭化物の量を低減させ、靱性の向上をはかることが提案されている(特公昭50−l060、特公昭61−21334)。
【0003】
しかし、上記のような在来の材料を冷間塑性加工用金型などに適用した場合、局部的に非常に高い応力が加わるため、金型が早期に破壊して、十分な寿命を全うできない場合が少なくない。温間鍛造の金型においても、鍛造温度をコントロールして製品品質の向上を図ることが行なわれるので、鍛造金型に高い負荷がかかる。そのようなわけで、既存の材料を用いたのでは、金型寿命が安定的に得られないのが現状である。
【0004】
このような現状の打破を企てた発明者は、その対策を立てるに当り、つぎのように考えた。まず、高硬度で使用する工具において、急激な破壊が発生せず、長寿命を安定的に確保するには、破壊の起点となる粗大な炭化物を生成させないことが必要であり、粗大な炭化物の発生する可能性が低い合金設計をすべきこと。つぎに、現在の技術では、焼入れ時の均熱温度の幅を10℃程度の狭い幅に管理しないと熱処理硬さの確保が困難であるが、これは実施上容易でなく、そのため製品特性のバラツキを生じるから、熱処理温度の変化に対して炭化物の固溶挙動の変化が少ないようにはからなければならないこと。さらに、焼入れ時の冷却方法(冷却速度)により、硬さや靭性が大きく異なるので、製品の寸法による特性の変動が大きくなることが避けられないが、この点に関して、冷却速度が変動しても安定した特性が得られる成分系が望ましいこと、の諸点である。
【0005】
以上の検討に基づいて発明者が選択したのは、つぎの対策である。
▲1▼粗大炭化物を低減するには、凝固時に存在する粗大炭化物が主にVCを主体とするMC型炭化物であるという事実にかんがみ、V量を低減するとともに、凝固終了後、十分な均熱保持をして(たとえば1200℃以上の温度で10時間以上)炭化物を固溶させること。
▲2▼熱処理温度に対する感受性を低減するには、常用の焼入れ温度範囲(1100〜1200℃)において、平衡状態で実現する組織をγ+MCまたはγ単相とすることにより、Cの固溶現象の急激な変化をなくすことであり、それには、成分バランスとしてMo当量を適切にコントロールすることが肝要なこと。
【0006】
【発明が解決しようとする課題】
本発明の目的は、上記した発明者の検討にもとづく選択を活用し、「マトリックスハイス」と呼ばれる分野において、熱処理後の特性のバラツキが小さく、高い靱性が安定して得られ、それが製品の寸法の大小によって左右されない高速度工具鋼を提供することにある。
【0007】
【課題を解決するための手段】
上記の目的を達成する本発明の低合金高速度工具鋼は、基本的な合金組成として、重量%で、C:0.50〜0.75%、Si:0.02〜2.00%、Mn:0.1〜3.0%、Cr:5.0〜6.0%、W:0.5〜2.0%およびV:0.70〜1.25%を含有し、Mo+0.5W(Mo当量):2.5〜5.0%、Mo当量/V:2〜4であり、P:0.050%以下、S:0.010%以下、Al:0.1%以下、O:0.01%以下、かつ、N:0.04%以下であって、残部が実質的にFeからなるものであり、熱処理特性としては、焼鈍し状態で、MC+M6C型および(または)M23C6(M7C3)型の炭化物を含み、1100〜1200℃の範囲の焼入れ温度から焼入れたとき、残留炭化物が実質上存在しない状態であるか、または残留する場合も、その炭化物がほぼ全量MC型であることを特徴とする。
【0008】
本発明で採択した構成を既知の技術と対比すると、前掲の特公昭50−10808や特開昭61−213349では、既存の高速度工具鋼をベースにしてCおよびMo,Wの量を低減することが眼目であり、Cr量の適性化がなされていなかった。本発明におけるCr量の適正化は、従来処理できなかった大型の素材の熱処理を可能にしたものである。特開平7−316739は、大型の製品も安定した熱処理特性が得られることを意図し、Cr量とW,Mo量との関係をコントロールすることを開示しているが、本発明よりも高合金側を選択している。
【0009】
マトリックスハイスにソーキングを施して炭化物分布を改善することも、これまでに提案されていた(特開平4−346616)が、合金添加量が多い場合には晶出時に粗大化している炭化物まで固溶させることは困難であるから、ソーキングを行なうにしても、合金組成の選択が重要である。本発明は、常用の焼入れ温度(1100〜1200℃)において炭化物組織がほとんど変化しないような合金組成を選択することによって、焼入れ温度に対する特性の変化を抑えることに成功した。
【0010】
【発明の実施形態】
本発明の低合金高速度工具鋼において、Siの含有量は、0.2〜0.8%が好ましい。
【0011】
本発明の低合金高速度工具鋼は、上記した基本的な合金成分に加えて、下記のグループに属する合金成分を、単独で、または組み合わせて、含有することができる。
I)Ni:2.0%以下、Cu:1.0%以下およびCo:3.0%以下の1種、2種または3種
II)B:0.01%以下
III)Nb:0.1%以下、この場合、Mo当量/(V+5Nb):2〜4とする。
【0012】
以下に、本発明の低合金高速度工具鋼において上記の合金組成を選択した理由を、必須元素および任意添加元素の両方について、この順で説明する。
【0013】
C:0.50〜0.75%
Cは、工具鋼に硬さおよび耐摩耗性を与える主要な成分である。冷間加工用工具または熱間鍛造用工具の材料として最低限必要な強度を確保するには、少なくとも0.50%のCを添加することが必要である。過度のCの添加は粗大な炭化物の形成を招き、結果として工具鋼の靭性が低下するので、0.75%までの添加に止める。
【0014】
Si:0.02〜2.00%、好ましくは0.2〜0.8%
Siは、脱酸元素として必要であり、また、焼戻し軟化抵抗を高める成分としても有用である。ただし、過大になると被削性が大幅に低下することと、偏析を助長し靭性低下の原因となる。これらの理由で、下限0.02%、上限2.00%とした。0.2〜0.8%の範囲が好適である。
【0015】
Mn:0.1〜3.0%
Mnは、焼入れ性および硬さを確保するために必要であり、この工具鋼に不可避的に含まれるSが引き起こす、熱間加工性の低下を抑制するためにも必要である。これらの作用を得るために、0.1%以上の添加が必要である。多量に添加すると加工性の低下を招くため、3.0%を上限とした。
【0016】
Cr:5.0〜6.0%
Crは、焼鈍し状態でCr系炭化物を主に形成するが、その炭化物は焼入れ処理時にマトリックスに固溶する。添加量が少ないと十分な焼入れ性を確保することが困難であるため、下限を5.0%とした。一方、添加量が多すぎるとCr系炭化物が残留し、熱処理硬さの安定性に悪影響を及ぼすから、上限として6.0%を定めた。本発明においては、Cr添加量を5.0〜6.0%という狭い範囲に選択することで、焼入れ性を確保した上で、常用の焼入れ条件(1100〜1200℃)において、Cr系炭化物のほぼ全量をマトリックスへ固溶させることができる。
【0017】
V:0.70〜1.25%
Vは硬質なMC型炭化物を形成し、それが焼入れ時に残留して工具鋼のマトリックスを強化し、耐摩耗性を向上させる成分である。添加量が0.70%に達しないと、このような効果は十分に得られない。しかし、多量に配合すると、安定なMC型炭化物が固溶しきれずにマトリックス中に多量に残留することになり、靭性を損なう結果となる。そのため、上限として1.25%を設けた。
【0018】
W:0.5〜2.0%、かつ、Mo+0.5W(Mo当量):2.5〜5.0%
MoもWも、工具の使用状態(焼入れ焼戻し後)で、マトリクス中に微細な炭化物とし析出し、高温強度を高めるために有効な成分である。この高温強度の向上のためには、(Mo+0.5W)で示されるMo当量にして、2.5%以上のMoおよびWが必要である。多量の添加は粗大な残留炭化物の形成をもたらし、靭性を劣化させる。そこで、Mo当量としては5%を上限とする。WとMoとを比較すると、Wの方がマトリックスに固溶した炭化物の高温強度への寄与が大きく、少量の添加で、高い効果を得ることができる。そのため、最低限の添加量として0.5%を規定した。しかしWは、Moより安定したM6C炭化物を形成するため、多量に添加すると、焼入れ温度において炭化物が十分固溶しない。そこで、十分な固溶を確保するWの添加量上限として2.0%を設定した。
【0019】
P:0.050%以下、S:0.010%以下
Pは、靭性や耐ヒートチェック特性を低下させる成分であるから、なるべく低減することが好ましいが、不可避的に含有される。最大0.050%まで許容できるが、0.010%以下にすることが望ましい。Sもまた、靭性や耐ヒートチェック特性を低下させる成分であるから、なるべく低減することが好ましいが、不可避的に含有される。0.010%が許容限度である。
【0020】
Al:0.1%以下
Alは、この種の鋼の製造に当って脱酸剤とし使用される。多量に添加すると酸化物(A12O3)系介在物として鋼中に残留し、靭性を著しく低下させる。それゆえ、上限を0.1%とする。
【0021】
O:0.01%以下
Oは溶解中に、溶解雰囲気から不可避的に溶鋼中に入り、固溶する。多量の含有を許すと、鋼中にSi,Alなどと結合した酸化物が形成され、それに伴って靭性の低下が著しくなる。そこで、上限を0.01%とした。
【0022】
N:0.04%以下
Nもまた、溶鋼中に不可避的に固溶し、鋼中のVなどと結合して強固な窒化物を形成する。多量に存在すると、粗大な窒化物が形成され、これも靭性を劣化させる。上限値として0.04%を設けた。
【0023】
Mo当量/V:2〜4
上記した合金組成において、Mo当量/Vの値を2〜4の範囲に調整することにより、焼鈍し状態ではMC+M6C+M23C6(M7C3)炭化物を含む組織から、焼入れ(1100〜1200℃)状態では、炭化物が実質上存在しないか、または炭化物のほぼ全量がMCであるようにすることができ、熱処理によって得られる特性(硬さ・靭性)が安定した高速度工具鋼が得られる。
【0024】
Ni:2.0%以下、Cu:1.0%以下およびCo:3.0%以下の1種、2種または3種
Ni、CuおよびCoに共通の作用は、マトリックスの強化である。それに加えて、Niは、焼入れ性の向上にも寄与する。過大な量を添加すると、NiおよびCoについては加工性の低下を、Cuについては靭性の低下を招く。そこで、Niは2.0%まで、Cuは1.0%まで、Co:3.0%までの範囲で、適切な添加量を選べばよい。
【0025】
B:0.01%以下
Bは焼入れ性向上に有効であり、必要に応じて添加するとよい。過度に添加すると、Nと結合した介在物を形成する。そこで、上限を0.01%とする。
【0026】
Nb:0.1%以下
Nbは、Vよりも安定なMC炭化物を形成する元素であり、Vの一部をNbで置き換えることも可能である。しかし、Nbの炭化物はVの炭化物にくらべてより安定なため、Nbを多量に添加すると、粗大な炭化物を形成してそれが消失せず、靭性を損なう。そのため、Nbの添加量は0.1%を限度とする。Nbを添加した場合、前述のMo当量/Vの式は、Mo当量/(V+5Nb)と書き換えられる。
【0027】
【実施例】
表1に記載した合金組成の開発鋼と比較鋼とを、150kg真空誘導炉を用いて溶製した。比較鋼は、現在用いられている高硬度マトリックスハイスと、高速度工具鋼(JIS−SKH51)である。各鋼をインゴットに鋳造したものをソーキング処理(1230℃×10時間以上)した後、鍛造を行なった。鍛錬比8Sまで鍛伸した材料を対象に、下記の諸特性を調べた。その結果は、表2にまとめて示した。
【0028】
[残留炭化物の状況]
比較鋼Aおよび開発鋼2を選んで、Cr2O3電解腐食によりMC型炭化物およびM2C型炭化物の選択腐食を行なったのち、ミクロ組織を観察した。図1に比較鋼A、図2に開発鋼2のミクロ組織の写真を示す。図1では、粗大な炭化物が大量に残留しているのに対し、図2では、粗大な炭化物の量は少なく、微細な炭化物が分布していることが確認できる。
【0029】
[熱処理硬さの安定性]
焼入れ時に残留炭化物の種類が、MC+M6C→MC単独、などのように変化しやすいと、焼入れ温度に少しの違いがあっても炭化物の固溶量が異なり、硬さや靭性が安定して得られない、という弊害がある。そこで、常用の焼入れにおける温度の上限および下限と考えてよい、1100℃および1200℃の焼き入れを実施した場合に、どのような炭化物が残留するかを比較して、熱処理硬さの安定性を調べた。
【0030】
その結果は表2にみるとおりであって、本発明に従った開発鋼は、1100℃の焼入れでMC型炭化物だけであり、1200℃の焼入れで炭化物がほぼ見出されない状態となるのに対し、比較鋼は、1100℃でMC+M6C型炭化物、1200℃でMC型単独、または炭化物が見出されないものに変化する鋼がある一方で、開発鋼と同等な変化を示す鋼もあり、まちまちである。
【0031】
[熱処理冷却速度に対する熱処理硬さの安定性]
冷却速度が変化しても安定した特性が得られるか否かを見きわめるため、焼入れ方法を、油冷(表2には「O.Q.」と表示)およびコントロールされた冷却(冷却速度が30℃/min、「C.Q.」と表示)の2種類に選び、それらの熱処理の結果得られた硬さを比較した。
【0032】
表2には、焼入れ温度と焼戻し温度を示すとともに、O.Q.時とC.Q.時の熱処理硬さを示す。熱処理硬さの相違を明らかにするため、差分を「△HRC」として示した。硬さの低下は、開発鋼ではHRCにして0.5ポイント以下であるのに対し、比較鋼は、1ポイント以上低下している場合もあって、熱処理硬さの安定性が劣る。
【0033】
[熱処理・組織に対する安定した靭性確保]
それぞれの鋼種について、表2に記載した焼入れ温度および焼戻し温度で熱処理した試験片を用い、10Rシャルピー衝撃試験をn=3p行ない、その結果を平均して、靱性の尺度とした。熱処理硬さと靭性との関係を調査し、従来鋼と比較した。この関係を、図3のグラフに示した。このグラフから、開発鋼が比較鋼に対して全般的に高靭性を有することが明らかである。
【0034】
表2
【発明の効果】
本発明の低合金高速度工具鋼は、特定の低合金の合金組成を選択し、焼鈍し状態で、MC+M6C型および(または)M23C6(M7C3)型の炭化物を含み、1100〜1200℃の範囲の焼入れ温度から焼入れたとき、残留炭化物が実質上存在しない状態であるか、または残留する場合も、その炭化物がほぼ全量MC型であるようにしたことにより、
1)熱処理温度の変化に対して炭化物の固溶挙動の変化が少ないこと、したがって、焼入れ時の均熱温度を狭い幅に管理しなくても、熱処理硬さの確保が可能であること、および、
2)焼入れ時の冷却方法によって冷却速度が異なっても、安定した焼入れ特性が得られ、硬さや靭性が大きく異なるという結果に至らないこと、したがって、製品の寸法によって焼入れ特性がバラつくことなく、高い靱性が安定して得られること、という効果が得られる。
【0037】
このようにして本発明は、「マトリックスハイス」と呼ばれる分野において、常に安定した靱性をもった高速度工具鋼製品を与えることができる。
【0038】
【図面の簡単な説明】
【図1】本発明の実施例において製造した比較鋼Aについて、炭化物の選択腐食を行なったもののミクロ組織写真。
【図2】本発明の実施例において製造した開発鋼2について、炭化物の選択腐食を行なったもののミクロ組織写真。
【図3】本発明の実施例のデータであって、硬さと衝撃値との関係をプロットしたグラフ。
Claims (5)
- 重量%で、C:0.50〜0.75%、Si:0.02〜2.00%、Mn:0.1〜3.0%、Cr:5.0〜6.0%、W:0.5〜2.0%およびV:0.70〜1.25%を含有し、Mo+0.5W(Mo当量):2.5〜5.0%、Mo当量/V:2〜4であり、P:0.050%以下、S:0.010%以下、Al:0.1%以下、O:0.01%以下、かつ、N:0.04%以下であって、残部が実質的にFeからなり、焼鈍し状態で、MC+M6C型および(または)M23C6(M7C3)型の炭化物を含み、1100〜1200℃の範囲の焼入れ温度から焼入れたとき、残留炭化物が実質上存在しない状態であるか、または残留する場合も、その炭化物がほぼ全量MC型であることを特徴とする安定した靭性を示す低合金高速度工具鋼。
- Si:0.2〜0.8%である請求項1の低合金高速度工具鋼。
- 請求項1に記載の合金成分に加えて、Ni:2.0%以下、Cu:1.0%以下およびCo:3.0%以下の1種、2種または3種を含有する低合金高速度工具鋼。
- 請求項1または3に記載の合金成分に加えて、B:0.01%以下を含有する低合金高速度工具鋼。
- 請求項1、3または4に記載の合金成分に加えて、Nb:0.1%以下を含有し、Mo当量/(V+5Nb):2〜4である低合金高速度工具鋼。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003081010A JP2004285444A (ja) | 2003-03-24 | 2003-03-24 | 安定した靭性を示す低合金高速度工具鋼 |
| TW093107412A TW200504228A (en) | 2003-03-24 | 2004-03-19 | Low alloy high speed tool steel having constant toughness |
| KR1020040019731A KR20040084730A (ko) | 2003-03-24 | 2004-03-23 | 일정한 인성을 갖는 저합금 고속 공구강 |
| US10/806,440 US20040187972A1 (en) | 2003-03-24 | 2004-03-23 | Low alloy high speed tool steel having constant toughness |
| CNB2004100714756A CN100355930C (zh) | 2003-03-24 | 2004-03-24 | 具有稳定韧性的低合金高速工具钢 |
| US11/402,878 US7695576B2 (en) | 2003-03-24 | 2006-04-13 | Low alloy high steel tool having constant toughness |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003081010A JP2004285444A (ja) | 2003-03-24 | 2003-03-24 | 安定した靭性を示す低合金高速度工具鋼 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004285444A true JP2004285444A (ja) | 2004-10-14 |
Family
ID=32984950
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003081010A Pending JP2004285444A (ja) | 2003-03-24 | 2003-03-24 | 安定した靭性を示す低合金高速度工具鋼 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20040187972A1 (ja) |
| JP (1) | JP2004285444A (ja) |
| KR (1) | KR20040084730A (ja) |
| CN (1) | CN100355930C (ja) |
| TW (1) | TW200504228A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007009251A (ja) * | 2005-06-29 | 2007-01-18 | Sanyo Special Steel Co Ltd | 窒化処理に適したマトリックスハイス鋼 |
| WO2009063690A1 (ja) * | 2007-11-13 | 2009-05-22 | Kabushiki Kaisha Kobe Seiko Sho | 冷間金型用鋼および金型 |
| JP2012148295A (ja) * | 2011-01-18 | 2012-08-09 | Sumitomo Metal Ind Ltd | 高強度管の製造方法 |
| JP2013213256A (ja) * | 2012-04-02 | 2013-10-17 | Sanyo Special Steel Co Ltd | 高強度マトリックスハイス |
| JP2017155306A (ja) * | 2016-03-03 | 2017-09-07 | 山陽特殊製鋼株式会社 | 優れた高温強度および靱性を有する熱間工具鋼 |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100374609C (zh) * | 2006-01-25 | 2008-03-12 | 周向儒 | 铬钢系高速钢及其热处理工艺 |
| BRPI0601679B1 (pt) * | 2006-04-24 | 2014-11-11 | Villares Metals S/A | Aço rápido para lâminas de serra |
| AT504331B8 (de) * | 2006-10-27 | 2008-09-15 | Boehler Edelstahl | Stahllegierung für spanabhebende werkzeuge |
| AT509598B1 (de) | 2010-10-18 | 2011-10-15 | Boehler Edelstahl Gmbh & Co Kg | Verfahren zur herstellung von werkzeugen aus legiertem stahl und werkzeuge insbesondere zur spanabhebenden bearbeitung von metallen |
| KR102060468B1 (ko) * | 2013-03-08 | 2019-12-30 | 엘지전자 주식회사 | 베인 펌프 |
| EP3050986B1 (en) | 2013-09-27 | 2019-07-31 | Hitachi Metals, Ltd. | High-speed-tool steel and method for producing same |
| CN103866200B (zh) * | 2013-10-28 | 2015-02-25 | 娄底市鸿亿新型耐磨材料厂(普通合伙) | 一种高硼高速钢组合轧辊及其制造方法 |
| CN103589960A (zh) * | 2013-11-04 | 2014-02-19 | 虞伟财 | 一种电锯锯条用工具钢 |
| SE537923C2 (sv) * | 2013-12-02 | 2015-11-24 | Stållegering och komponent innefattande en sådan stållegering | |
| ES2828977T3 (es) | 2015-06-22 | 2021-05-28 | Hitachi Metals Ltd | Método para producir material de acero para herramientas de alta velocidad, método para producir un producto de acero para herramientas de alta velocidad y un producto de acero para herramientas de alta velocidad |
| CN105937015A (zh) * | 2016-06-07 | 2016-09-14 | 江苏百德特种合金有限公司 | 一种高强螺栓及其制备方法 |
| FR3052789B1 (fr) | 2016-06-17 | 2018-07-13 | Aubert & Duval | Composition d'acier |
| CN107177800A (zh) * | 2017-05-14 | 2017-09-19 | 合肥鼎鑫模具有限公司 | 一种数控铣床铣刀用高速工具钢及其制造方法 |
| CN114908301B (zh) * | 2019-03-01 | 2023-06-09 | 育材堂(苏州)材料科技有限公司 | 热作模具钢、其热处理方法及热作模具 |
| CN110284064B (zh) * | 2019-07-18 | 2021-08-31 | 西华大学 | 一种高强度含硼钢及其制备方法 |
| CN110306122B (zh) * | 2019-08-06 | 2021-05-11 | 鄱阳县黑金刚钓具有限责任公司 | 一种新型高强度材料鱼钩 |
| CN110964986B (zh) * | 2019-12-12 | 2021-04-20 | 西安交通大学 | 一种硅铝铬轧辊抗高温氧化高硼高速钢 |
| CN111172471B (zh) * | 2020-02-18 | 2021-02-26 | 北京科技大学 | 一种冰球冰刀材料的制备方法 |
| SE544123C2 (en) * | 2020-06-12 | 2022-01-04 | Uddeholms Ab | Hot work tool steel |
| JP7815847B2 (ja) * | 2022-02-24 | 2026-02-18 | 大同特殊鋼株式会社 | 金型用鋼および金型 |
| US20240183014A1 (en) | 2022-12-03 | 2024-06-06 | Arthur Craig Reardon | High Speed Steel Composition |
| CN116038267B (zh) * | 2023-02-23 | 2025-10-21 | 泰尔重工股份有限公司 | 一种铸轧薄宽带钢产线用高速飞剪及其制造方法 |
| CN116397177B (zh) * | 2023-02-23 | 2025-05-30 | 江苏宏晟模具钢材料科技有限公司 | 一种高韧性、高均匀性、高纯净、大尺寸压铸用热作模具钢及其制备方法 |
| CN116516259A (zh) * | 2023-06-02 | 2023-08-01 | 丹阳市曙光新材料科技有限公司 | 一种含钴低合金高速钢麻花钻及其制备方法 |
| CN117051333B (zh) * | 2023-10-12 | 2024-01-23 | 山西同航特钢有限公司 | 一种锻钢支承辊及其制备方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5010808A (ja) | 1973-05-19 | 1975-02-04 | ||
| JPS61213349A (ja) | 1985-03-16 | 1986-09-22 | Daido Steel Co Ltd | 合金工具鋼 |
| CN1014081B (zh) * | 1990-07-03 | 1991-09-25 | 冶金工业部钢铁研究总院 | 低合金高性能高速钢 |
| JPH04346616A (ja) | 1991-05-21 | 1992-12-02 | Daido Steel Co Ltd | 高靱性工具鋼の製造方法 |
| US5458703A (en) * | 1991-06-22 | 1995-10-17 | Nippon Koshuha Steel Co., Ltd. | Tool steel production method |
| US5453703A (en) * | 1993-11-29 | 1995-09-26 | Semitest Inc. | Method for determining the minority carrier surface recombination lifetime constant (ts of a specimen of semiconductor material |
| JPH07316739A (ja) | 1994-05-20 | 1995-12-05 | Daido Steel Co Ltd | 冷間工具鋼 |
| JPH10273756A (ja) * | 1997-03-31 | 1998-10-13 | Daido Steel Co Ltd | 鋳物製冷間工具およびその製造方法 |
| JPH11131197A (ja) | 1997-10-28 | 1999-05-18 | Daido Steel Co Ltd | バルブシート等用のFe基焼結合金 |
| JP2005206913A (ja) * | 2004-01-26 | 2005-08-04 | Daido Steel Co Ltd | 合金工具鋼 |
-
2003
- 2003-03-24 JP JP2003081010A patent/JP2004285444A/ja active Pending
-
2004
- 2004-03-19 TW TW093107412A patent/TW200504228A/zh unknown
- 2004-03-23 US US10/806,440 patent/US20040187972A1/en not_active Abandoned
- 2004-03-23 KR KR1020040019731A patent/KR20040084730A/ko not_active Ceased
- 2004-03-24 CN CNB2004100714756A patent/CN100355930C/zh not_active Expired - Lifetime
-
2006
- 2006-04-13 US US11/402,878 patent/US7695576B2/en not_active Expired - Lifetime
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007009251A (ja) * | 2005-06-29 | 2007-01-18 | Sanyo Special Steel Co Ltd | 窒化処理に適したマトリックスハイス鋼 |
| WO2009063690A1 (ja) * | 2007-11-13 | 2009-05-22 | Kabushiki Kaisha Kobe Seiko Sho | 冷間金型用鋼および金型 |
| JP2009120886A (ja) * | 2007-11-13 | 2009-06-04 | Kobe Steel Ltd | 冷間金型用鋼および金型 |
| JP2012148295A (ja) * | 2011-01-18 | 2012-08-09 | Sumitomo Metal Ind Ltd | 高強度管の製造方法 |
| JP2013213256A (ja) * | 2012-04-02 | 2013-10-17 | Sanyo Special Steel Co Ltd | 高強度マトリックスハイス |
| JP2017155306A (ja) * | 2016-03-03 | 2017-09-07 | 山陽特殊製鋼株式会社 | 優れた高温強度および靱性を有する熱間工具鋼 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040187972A1 (en) | 2004-09-30 |
| TW200504228A (en) | 2005-02-01 |
| KR20040084730A (ko) | 2004-10-06 |
| CN100355930C (zh) | 2007-12-19 |
| US7695576B2 (en) | 2010-04-13 |
| CN1570181A (zh) | 2005-01-26 |
| US20060180249A1 (en) | 2006-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004285444A (ja) | 安定した靭性を示す低合金高速度工具鋼 | |
| US7494618B2 (en) | Alloy tool steel | |
| JP3439197B2 (ja) | 低合金耐熱鋼及びその熱処理方法並びにタービンロータ | |
| US20080264526A1 (en) | Hot working die steel for die-casting | |
| WO2008032816A1 (fr) | Acier à outils pour formage à chaud présentant d'excellentes qualités de rigidité et de résistance à des températures élevées, et son procédé de production | |
| JP3535112B2 (ja) | 耐溶損性・高温強度に優れた熱間工具鋼および該熱間工具鋼からなる高温用部材 | |
| JP3738004B2 (ja) | 冷間加工性と浸炭時の粗大粒防止特性に優れた肌焼用鋼材とその製造方法 | |
| JP3485805B2 (ja) | 高い疲れ限度比を有する熱間鍛造非調質鋼およびその製造方法 | |
| JP4041413B2 (ja) | 切り屑処理性に優れた機械構造用鋼、およびその製造方法 | |
| JPWO2002077309A1 (ja) | 鋳鋼および鋳造金型 | |
| JP2003183766A (ja) | 熱間加工用工具材 | |
| US6117388A (en) | Hot working die steel and member comprising the same for high-temperature use | |
| JP4123618B2 (ja) | 高温強度と靱性に優れた熱間工具鋼 | |
| JP3581028B2 (ja) | 熱間工具鋼及びその熱間工具鋼からなる高温用部材 | |
| JP7149250B2 (ja) | 高温強度と靭性に優れた熱間工具鋼 | |
| JP3422658B2 (ja) | 耐熱鋼 | |
| JP2005336553A (ja) | 熱間工具鋼 | |
| JP2007308784A (ja) | 合金鋼 | |
| JP2960496B2 (ja) | 冷間工具鋼 | |
| US6280685B1 (en) | Tool steel composition | |
| JP2013213256A (ja) | 高強度マトリックスハイス | |
| JPH07116550B2 (ja) | 低合金高速度工具鋼およびその製造方法 | |
| JPH0931600A (ja) | 高温用蒸気タービンロータ材 | |
| JP3256184B2 (ja) | 超快削鋼棒線材及び部品の製造方法並びにそれらによる超快削鋼棒線材及び部品 | |
| JP3878051B2 (ja) | 結晶粒度特性と被削性に優れた浸炭用鋼製品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080304 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080701 |