JP2004306149A - 研磨用クロス及びその製造方法 - Google Patents
研磨用クロス及びその製造方法 Download PDFInfo
- Publication number
- JP2004306149A JP2004306149A JP2003098879A JP2003098879A JP2004306149A JP 2004306149 A JP2004306149 A JP 2004306149A JP 2003098879 A JP2003098879 A JP 2003098879A JP 2003098879 A JP2003098879 A JP 2003098879A JP 2004306149 A JP2004306149 A JP 2004306149A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- polishing
- impregnated
- thermoplastic polyurethane
- polishing cloth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 36
- 239000004744 fabric Substances 0.000 title claims abstract description 18
- 238000004519 manufacturing process Methods 0.000 title claims description 4
- 229920005989 resin Polymers 0.000 claims abstract description 44
- 239000011347 resin Substances 0.000 claims abstract description 44
- 239000004745 nonwoven fabric Substances 0.000 claims abstract description 22
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims abstract description 22
- 239000000835 fiber Substances 0.000 claims abstract description 14
- 239000000463 material Substances 0.000 abstract description 8
- 238000005470 impregnation Methods 0.000 description 8
- 239000007787 solid Substances 0.000 description 7
- 239000002585 base Substances 0.000 description 6
- 235000012431 wafers Nutrition 0.000 description 6
- 239000010408 film Substances 0.000 description 4
- 229920001225 polyester resin Polymers 0.000 description 4
- 239000004645 polyester resin Substances 0.000 description 4
- 229920005749 polyurethane resin Polymers 0.000 description 4
- 239000004065 semiconductor Substances 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 2
- 230000015271 coagulation Effects 0.000 description 2
- 238000005345 coagulation Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 239000002649 leather substitute Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- GSNUFIFRDBKVIE-UHFFFAOYSA-N DMF Natural products CC1=CC=C(C)O1 GSNUFIFRDBKVIE-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- IDCBOTIENDVCBQ-UHFFFAOYSA-N TEPP Chemical compound CCOP(=O)(OCC)OP(=O)(OCC)OCC IDCBOTIENDVCBQ-UHFFFAOYSA-N 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【課題】硬質樹脂による微細な凹凸を防止し、研磨加工後の被研磨物の平坦性を向上させる。
【解決手段】複数の樹脂が含浸された不織布の研磨クロスであり、不織布の繊維に密着した熱可塑性ポリウレタン樹脂層と、その上層に前記樹脂よりも硬度が同等あるいは軟質の樹脂層が積層されていることを特徴とする研磨クロスにより解決する。これにより、被研磨物の研磨後の平坦度が格段に向上し、研磨精度が向上すると共に、効率の良い研磨が可能となる。
【解決手段】複数の樹脂が含浸された不織布の研磨クロスであり、不織布の繊維に密着した熱可塑性ポリウレタン樹脂層と、その上層に前記樹脂よりも硬度が同等あるいは軟質の樹脂層が積層されていることを特徴とする研磨クロスにより解決する。これにより、被研磨物の研磨後の平坦度が格段に向上し、研磨精度が向上すると共に、効率の良い研磨が可能となる。
Description
【0001】
【発明の属する技術分野】
本発明は、半導体ウエハー、メモリーディスク、光学部品レンズ等を研磨する際に用いられる研磨用クロスに関するものである。
【0002】
【従来の技術】
従来より、半導体ウエハー、メモリーディスク、光学部品レンズ等を研磨する際に、人工皮革として一般に良く知られているベロア調及びスエード調の繊維、樹脂複合材料、及びポリウレタン樹脂含湿式凝固処理フェルト上繊維質シート等が研磨用クロスとして用いられてきている。
【0003】
中でも、Dynamic Random Access(以下、DRAMと省略)として用いられる回路については、その集積度を高くする努力が鋭意なされ、それに伴って回路形成を行う基板となる半導体用ウエハーについても回路間の線幅を縮める目的から平坦性の要求がますます厳しくなっている。
【0004】
それに対し、フェルト状繊維質シート中の構成繊維が、線状の熱可塑性ポリウレタン樹脂を主体とする重合体により、埋設的に囲繞されて複合基材が形成されるとともに、前記複合基材の多孔質相に存在するセルの壁が、熱可塑性ポリウレタン樹脂より硬質の樹脂の薄膜により被覆・補強されている研磨用クロスが良好な研磨性能を上げている(例えば特許文献1)。
【0005】
【特許文献1】
特公平7−4769号公報
【0006】
【発明が解決しようとする課題】
半導体ウエハー等の研磨加工において研磨クロス自体ができるだけ小さく均一な変形しか起さないことにより、被研磨物の面ダレ及びフチダレ、あるいは硬質樹脂による微細な凹凸を防止し、研磨加工後の被研磨物の平坦性を向上させることが課題である。
【0007】
【課題を解決するための手段】
本発明者らは、上記の目的を達成するために、鋭意検討した結果、
[1] 複数の樹脂が含浸された不織布の研磨クロスであり、不織布の繊維に密着した熱可塑性ポリウレタン樹脂層と、その上層に前記樹脂よりも硬度が同等あるいは軟質の樹脂層が積層されていることを特徴とする研磨クロスによって、また、
[2] 不織布に最初に熱可塑性ポリウレタン樹脂を含浸させ、さらに熱可塑性ポリウレタン樹脂よりも硬度が同等あるいは軟質の樹脂を含浸する研磨クロスの製造方法によって、課題を解決しうることを見出した。
【0008】
本発明の研磨クロスは、不織布の繊維に密着した熱可塑性ポリウレタン樹脂層、すなわち不織布と最初に含浸する熱可塑性ポリウレタン樹脂(以下、1次含浸熱可塑性ポリウレタン樹脂と略記する)と、その上層に前記樹脂よりも硬度が同等あるいは軟質の樹脂層、すなわちその後さらに含浸させる熱可塑性ポリウレタン樹脂よりも硬度が同等あるいは軟質の樹脂(以下、2次含浸樹脂と略記する)で構成される。
【0009】
不織布としては、ナイロン、ポリエステル、アラミド繊維等からなるもので良く、DMF、メチル・エチルケトン、テトラヒドロフラン等ポリウレタン可溶性の溶剤に対して耐性があり、かつ研磨時に使用されるpH10〜11程度の研磨液に対する耐アルカリ性をもつ繊維からなる不織布、好ましくはバインダーを含まない不織布で、その嵩密度が0.10〜0.30g/cm3の範囲にあるものが好適である。
【0010】
1次含浸に用いられる熱可塑性ポリウレタンは、一般的に人工皮革用として市販されているものが何れも使用できるが、本用途として好ましくは、100%伸び時のモジュラスが100kg/cm2以上のものが好ましい。この工程において、ポリウレタン樹脂の濃度は適宜選択できるが、樹脂固形分濃度5〜30重量%の範囲が好ましく、10〜20重量%がさらに好ましく、12〜18重量%が繊維間に適度の空間がもたらされることからさらに好ましい。
【0011】
上述の不織布を熱可塑性ポリウレタンに含浸し、湿式凝固、洗浄、乾燥を経て作成された中間基材は、次に2次含浸樹脂に含浸される。
【0012】
2次含浸樹脂は、水系ポリエステル樹脂、ポリエーテル樹脂、ウレタンプレポリマー、メラミン樹脂、ポリカーボネート樹脂等の内、1次含浸に用いられる熱可塑性ポリウレタン樹脂よりも同等かそれより軟質のものである。中でも、水系ポリエステル樹脂が好適である。
【0013】
熱可塑性ポリウレタン樹脂よりも同等かそれより軟質の樹脂とは、熱可塑性ポリウレタン樹脂単独あるいは、2次含浸の候補である樹脂単独を、フィルム状にし、そのShoreD硬度を調べ、同じ厚みにて両者硬度比較をして同程度あるいは軟質である樹脂を2次含浸樹脂としたものである。
【0014】
1次含浸樹脂硬度を2次含浸樹脂硬度で割った除数(1次含浸樹脂硬度/2次含浸樹脂硬度)が1の場合同等の硬度であり、それ以上は2次含浸樹脂が1次含浸樹脂より軟質であり、それ以下は2次含浸樹脂が1次含浸樹脂より硬質である。本願においては、その除数が1以上であり、1以上2以下が好ましい。また、1以上1.5以下が更に好ましく、1以上1.2以下が更に好ましい。
【0015】
この工程における2次含浸樹脂の濃度は適宜選択できるが、樹脂固形分濃度5〜30重量%の範囲が好ましく、7〜20重量%がさらに好ましく、8〜18重量%が繊維間に適度の空間がもたらされることからさらに好ましい。
【0016】
本発明の研磨クロスの製造方法は、上述の構成材料を用い、不織布に最初に熱可塑性ポリウレタン樹脂を含浸させる工程と、さらに熱可塑性ポリウレタン樹脂よりも硬度が同等あるいは軟質の樹脂を含浸させる工程で構成されるものである。
【0017】
【実施例】
次に本発明を、実施例、比較例によって、さらに詳細に説明する。
【0018】
なお、各研磨布の硬度測定は以下の方法によった。
【0019】
(ShoreD硬度):
ASTM D 2240準拠のD型硬度計により、ShoreD硬度を測定した。被検体である樹脂をガラス板上にキャスティングし、加熱・乾燥により一定厚みのフィルムを得た。得られた樹脂フィルムを数枚重ね合わせ各厚みの硬度測定を行った。
【0020】
(研磨性能評価)
スピードファム社製36SPAWを用い、4インチシリコンウェーハを研磨したのち、洗浄し平坦度を測定した。 平坦度の測定にはZYGO社製GPIを用い、TRI(μm)を測定した。
【0021】
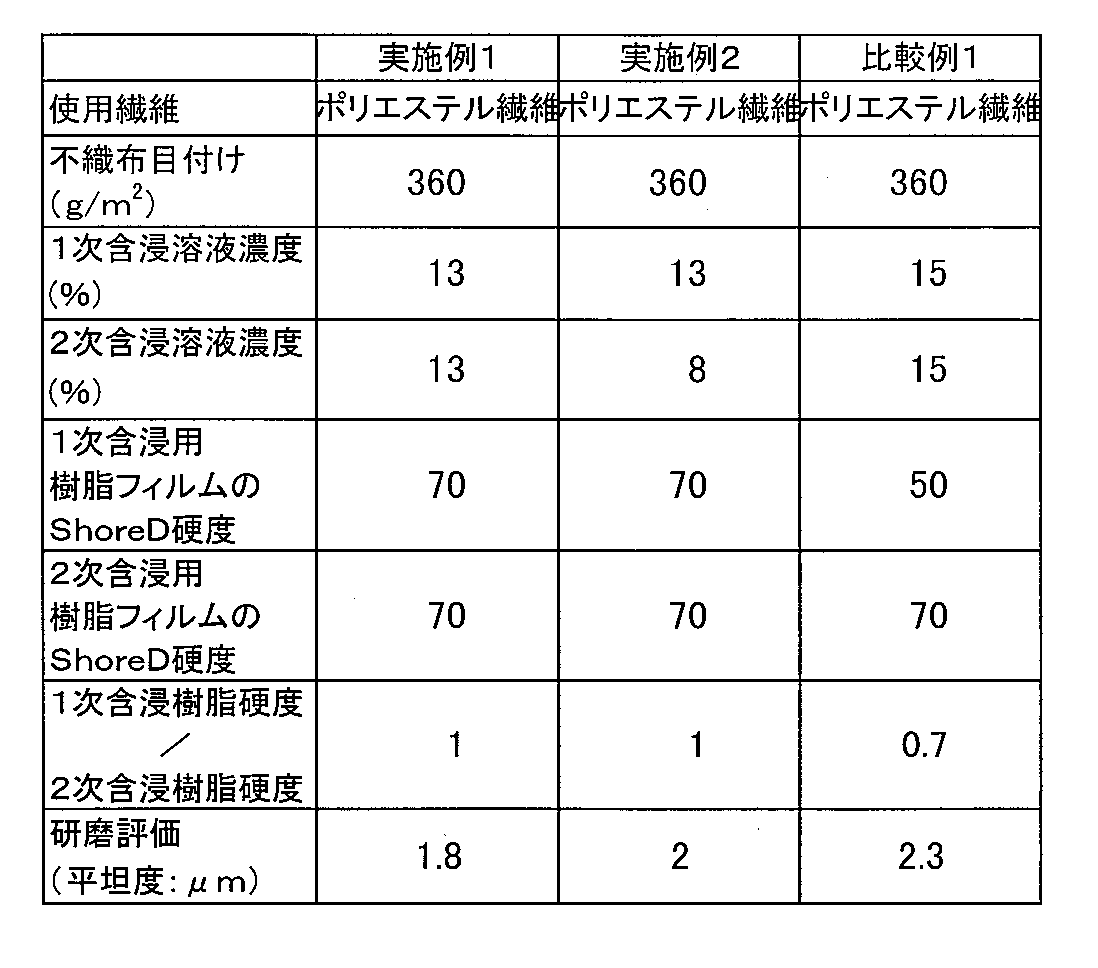
実施例1
繊維長が64mm、3.3デシテックスに相当する繊維断面積であって、ポリエステル短繊維(東レ社製、銘柄名テトロンT201)を360g/m2の目付けでニードリング処理して、厚み2.0mm、密度0.2.0の不織布を得た。
【0022】
次に、最終固形分濃度が13重量%であるエーテル系ポリウレタン樹脂(大日本インキ化学工業社製、商品名MP−299)に前記基布不織布を含浸処理し、圧搾ロールで過剰の液を絞り、40℃の温水にて湿式凝固させた。さらに50℃温水で充分水洗後、150℃で乾燥して、前処理済不織布を得た。1次含浸による基布不織布の質量増加は約120%であった。
【0023】
ついで、固形分濃度が13重量%の水系ポリエステル樹脂溶液(高松油脂社製、ペスレジンA124GP)に前記前処理済不織布を2次含浸させ、圧搾ロールで過剰の液を絞って、150℃にて乾燥させ、厚みが1.3mm、密度が0.39g/cm3であり、製品目付けが500g/m2前後の研磨クロスを得た。
【0024】
実施例2
2次含浸の固形分濃度を8重量%とした以外、実施例1と同様の樹脂を用い、同様に研磨クロスを作成した。
【0025】
比較例1
1次含浸の樹脂がエステル系ポリウレタン樹脂であり、その固形分濃度を15重量%とし、2次含浸の水系ポリエステル樹脂の固形分濃度を15重量%とした以外は、実施例1と同様に研磨クロスを作成した。
【0026】
【表1】
 【0027】
【0027】
表1に示す通り、2次含浸において1次含浸の樹脂よりも硬度が同等あるいは軟質の樹脂を用いることにより、被研磨物の研磨後の平坦度が格段に向上した。
【0028】
【発明の効果】
複数の樹脂が含浸された不織布の研磨クロスであり、不織布の繊維に密着した熱可塑性ポリウレタン樹脂層と、その上層に前記樹脂よりも硬度が同等あるいは軟質の樹脂層が積層されていることを特徴とする研磨クロスによって、被研磨物の研磨後の平坦度が格段に向上した。この事により、研磨精度が向上すると共に、効率の良い研磨が可能となった。
【発明の属する技術分野】
本発明は、半導体ウエハー、メモリーディスク、光学部品レンズ等を研磨する際に用いられる研磨用クロスに関するものである。
【0002】
【従来の技術】
従来より、半導体ウエハー、メモリーディスク、光学部品レンズ等を研磨する際に、人工皮革として一般に良く知られているベロア調及びスエード調の繊維、樹脂複合材料、及びポリウレタン樹脂含湿式凝固処理フェルト上繊維質シート等が研磨用クロスとして用いられてきている。
【0003】
中でも、Dynamic Random Access(以下、DRAMと省略)として用いられる回路については、その集積度を高くする努力が鋭意なされ、それに伴って回路形成を行う基板となる半導体用ウエハーについても回路間の線幅を縮める目的から平坦性の要求がますます厳しくなっている。
【0004】
それに対し、フェルト状繊維質シート中の構成繊維が、線状の熱可塑性ポリウレタン樹脂を主体とする重合体により、埋設的に囲繞されて複合基材が形成されるとともに、前記複合基材の多孔質相に存在するセルの壁が、熱可塑性ポリウレタン樹脂より硬質の樹脂の薄膜により被覆・補強されている研磨用クロスが良好な研磨性能を上げている(例えば特許文献1)。
【0005】
【特許文献1】
特公平7−4769号公報
【0006】
【発明が解決しようとする課題】
半導体ウエハー等の研磨加工において研磨クロス自体ができるだけ小さく均一な変形しか起さないことにより、被研磨物の面ダレ及びフチダレ、あるいは硬質樹脂による微細な凹凸を防止し、研磨加工後の被研磨物の平坦性を向上させることが課題である。
【0007】
【課題を解決するための手段】
本発明者らは、上記の目的を達成するために、鋭意検討した結果、
[1] 複数の樹脂が含浸された不織布の研磨クロスであり、不織布の繊維に密着した熱可塑性ポリウレタン樹脂層と、その上層に前記樹脂よりも硬度が同等あるいは軟質の樹脂層が積層されていることを特徴とする研磨クロスによって、また、
[2] 不織布に最初に熱可塑性ポリウレタン樹脂を含浸させ、さらに熱可塑性ポリウレタン樹脂よりも硬度が同等あるいは軟質の樹脂を含浸する研磨クロスの製造方法によって、課題を解決しうることを見出した。
【0008】
本発明の研磨クロスは、不織布の繊維に密着した熱可塑性ポリウレタン樹脂層、すなわち不織布と最初に含浸する熱可塑性ポリウレタン樹脂(以下、1次含浸熱可塑性ポリウレタン樹脂と略記する)と、その上層に前記樹脂よりも硬度が同等あるいは軟質の樹脂層、すなわちその後さらに含浸させる熱可塑性ポリウレタン樹脂よりも硬度が同等あるいは軟質の樹脂(以下、2次含浸樹脂と略記する)で構成される。
【0009】
不織布としては、ナイロン、ポリエステル、アラミド繊維等からなるもので良く、DMF、メチル・エチルケトン、テトラヒドロフラン等ポリウレタン可溶性の溶剤に対して耐性があり、かつ研磨時に使用されるpH10〜11程度の研磨液に対する耐アルカリ性をもつ繊維からなる不織布、好ましくはバインダーを含まない不織布で、その嵩密度が0.10〜0.30g/cm3の範囲にあるものが好適である。
【0010】
1次含浸に用いられる熱可塑性ポリウレタンは、一般的に人工皮革用として市販されているものが何れも使用できるが、本用途として好ましくは、100%伸び時のモジュラスが100kg/cm2以上のものが好ましい。この工程において、ポリウレタン樹脂の濃度は適宜選択できるが、樹脂固形分濃度5〜30重量%の範囲が好ましく、10〜20重量%がさらに好ましく、12〜18重量%が繊維間に適度の空間がもたらされることからさらに好ましい。
【0011】
上述の不織布を熱可塑性ポリウレタンに含浸し、湿式凝固、洗浄、乾燥を経て作成された中間基材は、次に2次含浸樹脂に含浸される。
【0012】
2次含浸樹脂は、水系ポリエステル樹脂、ポリエーテル樹脂、ウレタンプレポリマー、メラミン樹脂、ポリカーボネート樹脂等の内、1次含浸に用いられる熱可塑性ポリウレタン樹脂よりも同等かそれより軟質のものである。中でも、水系ポリエステル樹脂が好適である。
【0013】
熱可塑性ポリウレタン樹脂よりも同等かそれより軟質の樹脂とは、熱可塑性ポリウレタン樹脂単独あるいは、2次含浸の候補である樹脂単独を、フィルム状にし、そのShoreD硬度を調べ、同じ厚みにて両者硬度比較をして同程度あるいは軟質である樹脂を2次含浸樹脂としたものである。
【0014】
1次含浸樹脂硬度を2次含浸樹脂硬度で割った除数(1次含浸樹脂硬度/2次含浸樹脂硬度)が1の場合同等の硬度であり、それ以上は2次含浸樹脂が1次含浸樹脂より軟質であり、それ以下は2次含浸樹脂が1次含浸樹脂より硬質である。本願においては、その除数が1以上であり、1以上2以下が好ましい。また、1以上1.5以下が更に好ましく、1以上1.2以下が更に好ましい。
【0015】
この工程における2次含浸樹脂の濃度は適宜選択できるが、樹脂固形分濃度5〜30重量%の範囲が好ましく、7〜20重量%がさらに好ましく、8〜18重量%が繊維間に適度の空間がもたらされることからさらに好ましい。
【0016】
本発明の研磨クロスの製造方法は、上述の構成材料を用い、不織布に最初に熱可塑性ポリウレタン樹脂を含浸させる工程と、さらに熱可塑性ポリウレタン樹脂よりも硬度が同等あるいは軟質の樹脂を含浸させる工程で構成されるものである。
【0017】
【実施例】
次に本発明を、実施例、比較例によって、さらに詳細に説明する。
【0018】
なお、各研磨布の硬度測定は以下の方法によった。
【0019】
(ShoreD硬度):
ASTM D 2240準拠のD型硬度計により、ShoreD硬度を測定した。被検体である樹脂をガラス板上にキャスティングし、加熱・乾燥により一定厚みのフィルムを得た。得られた樹脂フィルムを数枚重ね合わせ各厚みの硬度測定を行った。
【0020】
(研磨性能評価)
スピードファム社製36SPAWを用い、4インチシリコンウェーハを研磨したのち、洗浄し平坦度を測定した。 平坦度の測定にはZYGO社製GPIを用い、TRI(μm)を測定した。
【0021】
実施例1
繊維長が64mm、3.3デシテックスに相当する繊維断面積であって、ポリエステル短繊維(東レ社製、銘柄名テトロンT201)を360g/m2の目付けでニードリング処理して、厚み2.0mm、密度0.2.0の不織布を得た。
【0022】
次に、最終固形分濃度が13重量%であるエーテル系ポリウレタン樹脂(大日本インキ化学工業社製、商品名MP−299)に前記基布不織布を含浸処理し、圧搾ロールで過剰の液を絞り、40℃の温水にて湿式凝固させた。さらに50℃温水で充分水洗後、150℃で乾燥して、前処理済不織布を得た。1次含浸による基布不織布の質量増加は約120%であった。
【0023】
ついで、固形分濃度が13重量%の水系ポリエステル樹脂溶液(高松油脂社製、ペスレジンA124GP)に前記前処理済不織布を2次含浸させ、圧搾ロールで過剰の液を絞って、150℃にて乾燥させ、厚みが1.3mm、密度が0.39g/cm3であり、製品目付けが500g/m2前後の研磨クロスを得た。
【0024】
実施例2
2次含浸の固形分濃度を8重量%とした以外、実施例1と同様の樹脂を用い、同様に研磨クロスを作成した。
【0025】
比較例1
1次含浸の樹脂がエステル系ポリウレタン樹脂であり、その固形分濃度を15重量%とし、2次含浸の水系ポリエステル樹脂の固形分濃度を15重量%とした以外は、実施例1と同様に研磨クロスを作成した。
【0026】
【表1】
表1に示す通り、2次含浸において1次含浸の樹脂よりも硬度が同等あるいは軟質の樹脂を用いることにより、被研磨物の研磨後の平坦度が格段に向上した。
【0028】
【発明の効果】
複数の樹脂が含浸された不織布の研磨クロスであり、不織布の繊維に密着した熱可塑性ポリウレタン樹脂層と、その上層に前記樹脂よりも硬度が同等あるいは軟質の樹脂層が積層されていることを特徴とする研磨クロスによって、被研磨物の研磨後の平坦度が格段に向上した。この事により、研磨精度が向上すると共に、効率の良い研磨が可能となった。
Claims (2)
- 複数の樹脂が含浸された不織布の研磨クロスであり、不織布の繊維に密着した熱可塑性ポリウレタン樹脂層と、その上層に前記樹脂よりも硬度が同等あるいは軟質の樹脂層が積層されていることを特徴とする研磨用クロス。
- 不織布に最初に熱可塑性ポリウレタン樹脂を含浸させ、さらに熱可塑性ポリウレタン樹脂よりも硬度が同等あるいは軟質の樹脂を含浸する研磨クロスの製造方法
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003098879A JP2004306149A (ja) | 2003-04-02 | 2003-04-02 | 研磨用クロス及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003098879A JP2004306149A (ja) | 2003-04-02 | 2003-04-02 | 研磨用クロス及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004306149A true JP2004306149A (ja) | 2004-11-04 |
Family
ID=33463492
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003098879A Pending JP2004306149A (ja) | 2003-04-02 | 2003-04-02 | 研磨用クロス及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004306149A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009101504A (ja) * | 2007-10-03 | 2009-05-14 | Fujibo Holdings Inc | 研磨布 |
| JP2010069592A (ja) * | 2008-09-19 | 2010-04-02 | Asahi Kasei Fibers Corp | テクスチャー加工研磨布 |
| JP2012101333A (ja) * | 2010-11-11 | 2012-05-31 | Fujibo Holdings Inc | 研磨パッドおよび研磨パッドの製造方法 |
| US8850719B2 (en) | 2009-02-06 | 2014-10-07 | Nike, Inc. | Layered thermoplastic non-woven textile elements |
| US8906275B2 (en) | 2012-05-29 | 2014-12-09 | Nike, Inc. | Textured elements incorporating non-woven textile materials and methods for manufacturing the textured elements |
| US9227363B2 (en) | 2009-02-06 | 2016-01-05 | Nike, Inc. | Thermoplastic non-woven textile elements |
| US9579848B2 (en) | 2009-02-06 | 2017-02-28 | Nike, Inc. | Methods of joining textiles and other elements incorporating a thermoplastic polymer material |
| US11779071B2 (en) | 2012-04-03 | 2023-10-10 | Nike, Inc. | Apparel and other products incorporating a thermoplastic polymer material |
-
2003
- 2003-04-02 JP JP2003098879A patent/JP2004306149A/ja active Pending
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101492269B1 (ko) * | 2007-10-03 | 2015-02-11 | 후지보홀딩스가부시끼가이샤 | 연마포 |
| JP2009101504A (ja) * | 2007-10-03 | 2009-05-14 | Fujibo Holdings Inc | 研磨布 |
| JP2010069592A (ja) * | 2008-09-19 | 2010-04-02 | Asahi Kasei Fibers Corp | テクスチャー加工研磨布 |
| US10131091B2 (en) | 2009-02-06 | 2018-11-20 | Nike, Inc. | Methods of joining textiles and other elements incorporating a thermoplastic polymer material |
| US10174447B2 (en) | 2009-02-06 | 2019-01-08 | Nike, Inc. | Thermoplastic non-woven textile elements |
| US8850719B2 (en) | 2009-02-06 | 2014-10-07 | Nike, Inc. | Layered thermoplastic non-woven textile elements |
| US9227363B2 (en) | 2009-02-06 | 2016-01-05 | Nike, Inc. | Thermoplastic non-woven textile elements |
| US9579848B2 (en) | 2009-02-06 | 2017-02-28 | Nike, Inc. | Methods of joining textiles and other elements incorporating a thermoplastic polymer material |
| US9682512B2 (en) | 2009-02-06 | 2017-06-20 | Nike, Inc. | Methods of joining textiles and other elements incorporating a thermoplastic polymer material |
| US9732454B2 (en) | 2009-02-06 | 2017-08-15 | Nike, Inc. | Textured elements incorporating non-woven textile materials and methods for manufacturing the textured elements |
| US12404615B2 (en) | 2009-02-06 | 2025-09-02 | Nike, Inc. | Thermoplastic non-woven textile elements |
| US10138582B2 (en) | 2009-02-06 | 2018-11-27 | Nike, Inc. | Thermoplastic non-woven textile elements |
| US12371829B2 (en) | 2009-02-06 | 2025-07-29 | Nike, Inc. | Thermoplastic non-woven textile elements |
| US10625472B2 (en) | 2009-02-06 | 2020-04-21 | Nike, Inc. | Methods of joining textiles and other elements incorporating a thermoplastic polymer material |
| US10982364B2 (en) | 2009-02-06 | 2021-04-20 | Nike, Inc. | Thermoplastic non-woven textile elements |
| US10982363B2 (en) | 2009-02-06 | 2021-04-20 | Nike, Inc. | Thermoplastic non-woven textile elements |
| JP2012101333A (ja) * | 2010-11-11 | 2012-05-31 | Fujibo Holdings Inc | 研磨パッドおよび研磨パッドの製造方法 |
| US11779071B2 (en) | 2012-04-03 | 2023-10-10 | Nike, Inc. | Apparel and other products incorporating a thermoplastic polymer material |
| US12490792B2 (en) | 2012-04-03 | 2025-12-09 | Nike, Inc. | Apparel and other products incorporating a thermoplastic polymer material |
| US12490793B2 (en) | 2012-04-03 | 2025-12-09 | Nike, Inc. | Apparel and other products incorporating a thermoplastic polymer material |
| US12495852B2 (en) | 2012-04-03 | 2025-12-16 | Nike, Inc. | Knitted and woven components and articles of footwear containing the same |
| US12495851B2 (en) | 2012-04-03 | 2025-12-16 | Nike, Inc. | Apparel and other products incorporating a thermoplastic polymer material |
| US8906275B2 (en) | 2012-05-29 | 2014-12-09 | Nike, Inc. | Textured elements incorporating non-woven textile materials and methods for manufacturing the textured elements |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9707663B2 (en) | Polishing pad | |
| CN100592474C (zh) | 研磨垫及其制造方法 | |
| KR101177781B1 (ko) | 연마 패드의 제조 방법 | |
| US20060046597A1 (en) | Permeable artificial leather with realistic feeling and method for making the same | |
| CN100569448C (zh) | 研磨垫及其制造方法 | |
| JP2012223875A (ja) | 研磨パッド | |
| JP2005212055A (ja) | 不織布ベースの研磨布及びその製造方法 | |
| JPH058178A (ja) | 半導体ウエハー研磨用クロス | |
| JP2004306149A (ja) | 研磨用クロス及びその製造方法 | |
| JP5975335B2 (ja) | 研磨パッド及びその製造方法 | |
| CN1590634A (zh) | 人造革及其制造方法 | |
| JP2001001252A (ja) | 研磨布 | |
| JPH10128674A (ja) | 研磨用パッド | |
| JP2006062058A (ja) | 仕上げ研磨用研磨布及び研磨布の製造方法 | |
| JP3149340B2 (ja) | 研磨用パッド | |
| JP2002079472A (ja) | テクスチャー加工用研磨シート及びその製造方法 | |
| JP4773718B2 (ja) | 研磨布 | |
| JP2002059358A (ja) | 研磨用パッドおよびそれを用いた研磨装置ならびに研磨方法 | |
| JP2007196336A (ja) | 不織布研磨シート | |
| JP3816817B2 (ja) | 研磨用シート | |
| JP7370342B2 (ja) | 研磨パッド | |
| JP2006144156A (ja) | 研磨用クロス | |
| JP2013169627A (ja) | 研磨パッド基材 | |
| US20230226661A1 (en) | Polishing pad, method for manufacturing polishing pad and polishing apparatus | |
| JPH1199480A (ja) | 研磨パッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20050404 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050404 |