JP2004306490A - 成形品取出機及び成形品検査方法 - Google Patents
成形品取出機及び成形品検査方法 Download PDFInfo
- Publication number
- JP2004306490A JP2004306490A JP2003104898A JP2003104898A JP2004306490A JP 2004306490 A JP2004306490 A JP 2004306490A JP 2003104898 A JP2003104898 A JP 2003104898A JP 2003104898 A JP2003104898 A JP 2003104898A JP 2004306490 A JP2004306490 A JP 2004306490A
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- chuck
- molded article
- molded
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 55
- 238000000034 method Methods 0.000 title claims abstract description 19
- 230000002950 deficient Effects 0.000 claims abstract description 49
- 239000011347 resin Substances 0.000 claims abstract description 24
- 229920005989 resin Polymers 0.000 claims abstract description 24
- 238000007689 inspection Methods 0.000 claims description 107
- 238000003384 imaging method Methods 0.000 claims description 3
- 230000002452 interceptive effect Effects 0.000 claims 4
- 238000013459 approach Methods 0.000 abstract description 3
- 238000000605 extraction Methods 0.000 abstract 1
- 238000010586 diagram Methods 0.000 description 4
- 230000003028 elevating effect Effects 0.000 description 4
- 230000015654 memory Effects 0.000 description 3
- 230000001360 synchronised effect Effects 0.000 description 3
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 230000003936 working memory Effects 0.000 description 1
Images











Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】前後フレームに成形品検査手段を設け、制御手段により成形品を保持したチャックを金型上方から樹脂成形機の操作側及び反操作側の何れか一方へ移動する際に、チャックを成形品検査手段に近接して相対する位置へ移動制御した後に成形品検査手段により成形品の良否を判定し、成形品が良品の場合には該成形品を良品取出し位置にて解放させると共に成形品が不良品の場合には該成形品を不良品取出し位置にて解放させるように制御する。
【選択図】 図1
Description
【発明が属する技術分野】
本発明は、樹脂成形機から取出す成形品が良品であるか不良品であるかを検査する検査装置を備えた成形品取出機及び成形品検査方法に関する。
【0002】
【従来技術】
樹脂成形機から取出す成形品が所定の外形状や寸法であるか否かにより良品か不良品であるかを検査する成形品検査装置を備えた成形品取出機として、例えば特許文献1に示す成形品取出機が知られている。
【0003】
この成形品取出機においては、成形品を保持したチャックを、成形品取出し位置に至る途中に設けられた成形品検査装置まで移動して一旦停止させた後に、該位置において保持した成形品の最大径と最小径との差に基づいて良品であるか不良品であるかを検査し、この検査結果に基づいて該成形品が良品の場合には良品コンベヤーへ、反対に不良品の場合には不良品コンベヤーへ選択的に搬送するように構成される。
【0004】
【特許文献1】
特開2000−238108号公報
【0005】
【発明が解決しようとする課題】
しかし、上記した検査装置を備えた成形品取出機にあっては、成形品の取出し位置と成形品解放位置の途中に検査装置を設け、該検査装置へ移動させて成形品を検査している。このため、成形品を金型から成形品解放位置まで際に途中でチャックを移動停止させる必要があり、全体としての取出し時間が長くなり、成形品取出し時間を短縮するのに障害になっていた。
また、成形品取出機とは別に、例えば樹脂成形機の設置床面に検査装置を設置する必要があり、作業スペースを狭くして成形作業の障害になっている。
【0006】
本発明は、上記した従来の欠点を解決するために発明されたもので、その課題とする処は、チャックを成形品の取出し位置から成形品解放位置へ移動する途中に成形品を検査して成形品取出し時間を大幅に短縮することができる成形品取出機及び成形品検査方法を提供することにある。
【0007】
本発明の他の課題は、取出し作業を含む成形作業のスペースを狭くすることなく、効率的な作業ができるようにする成形品取出機及び成形品検査方法を提供することにある。
【0008】
【課題を解決するための手段】
請求項1の成形品取出機は、樹脂成形機の長手軸線直交方向へ延出する本体フレーム上を長手軸線直交方向へ往復移動する走行体と、該走行体に長手軸線方向へ延出して設けられた前後フレーム上を長手軸線方向へ往復移動する前後走行体と、該前後走行体に昇降可能に支持され、下部に成形品を保持するチャックを設けた上下アームとを備え、チャックを長手軸線方向、長手軸線直交方向及び上下方向へ移動制御して成形品を取出す。そして前後フレームに成形品検査手段を設け、制御手段により成形品を保持したチャックを金型上方から樹脂成形機の操作側及び反操作側の何れか一方へ移動する際に、チャックを成形品検査手段に近接して相対する位置へ移動制御した後に成形品検査手段により成形品の良否を判定し、成形品が良品の場合には該成形品を良品取出し位置にて解放させると共に成形品が不良品の場合には該成形品を不良品取出し位置にて解放させるように制御することを特徴とする。
【0009】
請求項8の成形品検査方法は、成形品を保持したチャックを樹脂成形機の長手軸線直交方向、長手軸線方向及び上下方向へ移動制御して樹脂成形機の操作側或いは反操作側の成形品解放位置に取出す成形品取出機において、成形品を保持したチャックを金型上方から成形品解放位置へ移動する際にチャックに保持された成形品を成形品検査手段に近接した状態で相対させて良否を判定した後、該判定に基づいて選択された良品取出し位置或いは不良品取出し位置にてチャックによる成形品の保持を解除して取出し可能にすることを特徴とする。
【0010】
【発明の実施形態】
以下に実施形態を示す図に従って本発明を説明する。
実施形態1
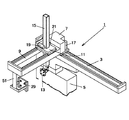
図1において、成形品取出機1の本体フレーム3は、樹脂成形機の長手軸線直交方向(左右方向)へ延出し、その基部が樹脂成形機の固定プラテン5の上面に固定される。該本体フレーム3上には左右走行体7が上記した軸線直交方向へ往復移動するように支持されている。
【0011】
該左右走行体7には長手軸線方向(前後方向)へ延出する前後フレーム9が設けられ、該前後フレーム9上には前後走行体11が上記した軸線方向へ往復移動するように支持される。そして該前後走行体11には下部に成形品を保持するチャック13が取付けられた昇降フレーム15が上下方向へ移動するように支持される。
【0012】
これら左右走行体7、前後走行体11及び昇降フレーム15は数値制御可能なサーボモータ等の電動モータ17,19,21によりそれぞれの方向へ移動制御される。
【0013】
上記した前後フレーム9には上下方向に延出する固定アーム23が、走行する前後走行体11と干渉しない位置に固定されている。固定アーム23は上方位置に移動したチャック13の高さに一致する上下長さからなる。該固定アーム23の下部には固定アーム23と直交する方向に延出する取付けアーム25の基端部が回動するように軸支されている。取付けアーム25は軸線直交方向へ回動した際に、先端部が上方位置に移動したチャック13に相対する長さからなる。
【0014】
上記した取付けアーム25は、固定アーム23に対し、例えば電動モータやエアーシリンダ等の作動部材27により取付けアーム25が軸線直交方向を向く位置と軸線方向を向く位置との間で水平方向へ回動される。
【0015】
取付けアーム25の先端部には成形品検査装置29が取付けられている。該成形品検査装置29は、例えばCCD等の撮像装置で、チャック13に保持されて相対する成形品Wを撮像し、その画像データを出力する。
【0016】
図2において、制御手段30のCPU31にはプログラムメモリ33及び作業メモリ35が接続される。プログラムメモリ33は成形品取出し動作を実行するための各種プログラムデータ、成形品Wの検査処理を実行するためのプログラムデータ等の各種プログラムデータを記憶する。また、作業メモリ35は成形品取出し動作及び該取出し動作に並行して成形品検査動作を実行するために入力設定されるチャック13の移動制御データを記憶する第1作業領域35a、チャック13の現在位置を記憶する第2作業領域35b、成形品Wを検査するのに必要な良品の成形品画像データを記憶する第3作業領域35c及び成形品検査装置29により読取った成形品Wの画像データを一時的に記憶する第4作業領域35d等を有している。
【0017】
CPU31には成形品検査装置29に接続された画像制御手段37が接続され、成形品検査装置29から出力される成形品Wの画像データをCPU31へ出力する。また、CPU31にはサーボモータ駆動制御手段39が接続され、該サーボモータ駆動制御手段39に接続された各サーボモータ17,19,21を、これらに装着されたロータリーエンコーダ等の回転量検出手段17a,19a,21aからの位置検出信号に基づいて駆動制御する。更に、CPU31には作動制御手段41が接続され、接続された作動部材27を作動制御する。
【0018】
第1作業領域35aに記憶されるチャック13の移動制御データの内、位置データとしては、以下のデータがある。
即ち、例えばチャック13が金型の上方で樹脂成形機の射出装置側へ移動した待機位置を移動原点として、該位置を基準にしたり、後述する各移動位置を基準にして三次元方向に対するチャック13の移動位置を設定する。チャック13の移動位置としては、上記した待機位置から型開した金型間に進入する下降位置、該下降位置からチャック13が可動金型のパーティング面に相対した状態で近接する前進位置、可動金型内からチャック13に保持した成形品Wを完全に抜き出す後退位置、後退位置から成形品Wを保持したチャック13を金型間から完全に抜き出す上昇位置、上昇位置から樹脂成形機の操作側または反操作側に設定される解放位置等の各種データが挙げられる。
【0019】
また、上記した成形品取出し動作に並行して成形品検査動作及び成形品Wを良品と不良品とに分別して取出しする分別取出し動作を実行するために、チャック13を上昇位置から解放位置に移動する際に、チャック13を成形品検査装置29と相対した状態で近接させるために前進させる検査位置、成形品開放位置においてチャック13を良品及び不良品に応じたそれぞれの位置に移動させるためのデータ等が挙げられる。
【0020】
次に、上記した成形品取出機1による成形品取出し作用及び成形品検査方法を説明する。
成形品取出機1は、チャック13を樹脂成形機の金型上方で、前後フレーム9における射出装置側の待機位置へ移動制御して待機している。この待機状態では、作動部材27を作動して取付けアーム25を、軸線方向を向くように回動して成形品検査装置29を前後方向へ移動するチャック13に対して非干渉になるようにさせる。
【0021】
そして成形終了後に樹脂成形機から型開完了信号が成形品取出機1に出力されると、電動モータ21を駆動制御して昇降フレーム15を下降させることにより待機位置に待機していたチャック13を型開した金型間へ進入させる。次に、電動モータ19を駆動制御して前後走行体11を前方へ移動し、チャック13を可動金型内に保持された成形品Wに相対した状態で近接させる。次に、樹脂成形機からのエゼクタ信号により可動金型内の突出し機構(図示せず)を駆動して可動金型内に保持された成形品Wをチャック13に向って突き出して保持させる。
【0022】
突出し機構による突出し動作後にエゼクタ完了信号が成形品取出機1に出力されると、電動モータ19を逆転駆動して前後走行体11を後方へ移動し、チャック13に保持された成形品Wを、可動金型内から完全に抜き出す後退位置へ移動させた後、電動モータ21を逆転駆動して昇降フレーム15を上昇し、成形品Wを保持したチャック13を金型間から完全に抜き出す上方位置へ移動させる。
尚、成形品取出機1はチャック13が金型間から完全に抜き出したタイミングで樹脂成形機へ成形開始指示信号を出力して次の成形動作を実行させる。
【0023】
チャック13が上方位置へ移動されると、成形品取出機1は図3に示すように作動部材27を作動して取付けアーム25が軸線直交方向を向くように回動して成形品検査装置29を、チャック13に保持された成形品Wに対向させた後、図4に示すように電動モータ19を駆動制御して前後走行体を前方へ移動し、チャック13に保持された成形品Wを、成形品検査装置29に相対した状態で近接する所定の検査位置へ移動させる。
【0024】
また、前方に対するチャック13の移動とほぼ同期したタイミングまたはチャック13が検査位置へ移動された後に、電動モータ17を駆動制御して左右走行体7を、樹脂成形機における操作側または反操作側の解放位置に向って移動させる。
【0025】
左右走行体7の移動途中に成形品検査装置29により相対した状態で近接する成形品Wを撮像し、その画像データをCPU31へ出力して第4作業領域35dに記憶させる。CPU31は第3作業領域35cに記憶された良品の成形品画像データと第4作業領域35dに記憶された成形品Wの画像データとを比較し、両者が一致する場合には、取出された成形品Wが良品であると、また両者が不一致の場合には成形品Wが不良品であると判断する。
【0026】
第3作業領域35cに記憶された良品の成形品画像データに対し、取出された成形品Wの画像データが所定の許容範囲内で一致していれば、取出された成形品Wを良品と判断し、上記した所定の許容範囲以上で不一致の場合には不良品と判断する。
【0027】
尚、CPU31は、成形品検査装置29からの画像データが第4作業領域35dに記憶された際、或いはチャック13が成形品解放位置に移動して停止した際に、サーボモータ19を駆動制御して前後走行体11を検査前の原位置に戻すと共に作動部材27を復動して取付けアーム25が軸線方向を向くように回動して成形品検査装置29をチャック13の移動経路外に位置させる。
【0028】
この成形品検査処理は、左右走行体7が待機位置から成形品解放位置に移動するまでの間に行われる。そして成形品Wを保持したチャック13が成形品解放位置へ移動してその移動が停止されると、サーボモータ駆動制御手段39は成形品Wの検査結果に基づいてサーボモータ17,19,21を駆動制御してチャック13を良品解放位置または不良品解放位置へ選択的に移動させる。(チャックの移動状態を図5に示す)
【0029】
即ち、保持された成形品Wが良品と判断された場合には、CPU31は第1作業領域35aに記憶された良品解放位置データをアクセスしてサーボモータ駆動制御手段39に出力してサーボモータ17,19,21を駆動制御し、チャック13を良品解放位置へ移動させた後に成形品Wの保持を解除して取出し動作を終了する。反対に、保持された成形品Wが不良品と判断された場合には、CPU31は第1作業領域35aに記憶された不良品解放位置データをアクセスしてサーボモータ駆動制御手段39に出力してサーボモータ17,19,21を駆動制御し、チャック13を不良品解放位置へ移動させた後に成形品Wの保持を解除して取出し動作を終了する。
【0030】
本実施形態は、チャックに保持された成形品Wを成形品解放位置へ移動する途中に、成形品Wが所定形状の良品であるか否かの検査処理を行うため、移動途中の検査位置にチャックを一旦停止させて成形品Wを検査する従来の方法に比べて成形品取出し後から成形品解放位置に至るまでの移動時間を短縮して成形品取出しサイクルを短縮することができる。
【0031】
また、成形品解放位置に至る移動途中における成形品Wの検査結果に基づいて良品解放位置と不良品解放位置とに分別することができ、取出し後に良品と不良品に分別する作業を省いて取出し作業を含む成形作業全体を省力化及び効率化することができる。
【0032】
更に、成形品取出機1に成形品検査装置29を取付けるため、成形品検査装置を樹脂成形機の設置床面に設置する従来の場合に比べて工場スペースが狭くなるのを回避して成形品取出し作業を含む成形作業の効率化を可能にすることができる。
【0033】
実施形態2
図6において、成形品取出機1の前後フレーム9の前方(型締め装置側)端部には上方位置に移動したチャック13に至る上下長さの取付けアーム51が固定され、該取付けアーム51下部には成形品検査装置29が上方位置に移動したチャック13に対向するように取付けられている。
【0034】
成形品検査装置29及び他の構成は、実施形態1と同一であり、図中に同一の符号を付して詳細な説明を省略する。
次に、成形品検査方法を以下に説明すると、チャック13が上方位置へ移動されると、図7に示すように電動モータ19を駆動制御して前後走行体11を前方へ移動し、チャック13に保持された成形品Wを、成形品検査装置29に相対した状態で近接する検査位置へ移動させる。
【0035】
また、前方に対するチャック13の移動とほぼ同期したタイミングまたはチャック13が検査位置へ移動された後に、電動モータ17を駆動制御して左右走行体7を、樹脂成形機における操作側または反操作側の解放位置に向って移動させる。そして左右走行体7の移動途中に成形品検査装置29により相対した状態で近接する成形品Wを撮像し、その画像データをCPU31へ出力して第4作業領域35dに記憶させる。
【0036】
CPU31は第3作業領域35cに記憶された良品の成形品画像データと第4作業領域35dに記憶された成形品Wの画像データを比較し、両者が一致する場合には、取出された成形品Wが良品であると、また両者が不一致の場合には成形品Wが不良品であると判断する。
【0037】
尚、成形品検査装置29からの画像データが第4作業領域35dに記憶された際、或いはチャック13が成形品解放位置に移動して停止した際に、サーボモータ19を駆動制御して前後走行体11を検査前の原位置に戻す。また、良品の不良品の分別解放作用については、実施形態1の作用と同様であるため、その詳細な説明を省略する。(チャックの移動状態は、図5に示す状態と同様である。)
【0038】
本実施形態は、成形品検査装置29がチャック13に干渉しない前後フレーム9の前方端部に設けられるため、実施形態1に比べて成形品検査装置29の取付け構造を簡易化することができる。
【0039】
実施形態3
図8において、前後フレーム9には前後走行体11と別に可動体61が前後方向へ移動するように支持され、該可動体61は連結された数値制御可能なサーボモータ63により前後方向へ移動制御される。
【0040】
該可動体61には上下方向に軸線を有した取付けアーム65が昇降可能に支持され、該取付けアーム65は連結された数値制御可能なサーボモータ67により上下方向へ移動制御される。そして該取付けアーム65の下部には成形品検査装置29がチャック13に対向するように取付けられている。
尚、他の構成については、実施形態1と同様であるため、同一の符号を付して詳細な説明を省略する
【0041】
次に、成形品検査方法を以下に説明すると、図9に示すように成形品Wの非検査時にはサーボモータ63を駆動制御して可動体61を前方へ移動させると共にサーボモータ67を駆動制御して取付けアーム65を上方へ移動して成形品検査装置29を、移動するチャック13に対して非干渉になるように待機させる。
【0042】
そして成形品検査処理を実行する際には、電動モータ19を駆動制御して前後走行体11を前方へ移動し、チャック13に保持された成形品Wを所定の検査位置へ移動させる。また、この動作と並行してサーボモータ63を駆動制御して可動体61をチャック13に近接する方向へ移動させると共にサーボモータ67を駆動制御して取付けアーム65をチャック13の上下位置に一致するように移動して成形品検査装置29を、チャック13に保持された成形品Wに相対した状態で近接させる。(図10参照)
【0043】
そしてチャック13、可動体61及び取付けアーム65の移動開始とほぼ同期したタイミングまたはこれらが所定の位置へ移動した後に電動モータ17を駆動制御して左右走行体7を、樹脂成形機における操作側または反操作側の解放位置に向って移動させる。この移動途中において成形品検査装置29により相対した状態で近接する成形品Wを撮像し、その画像データをCPU31へ出力して第4作業領域35dに記憶させる。
【0044】
CPU31は第3作業領域35cに記憶された良品の成形品画像データと第4作業領域35dに記憶された成形品Wの画像データを比較し、両者が一致する場合には、取出された成形品Wが良品であると、また両者が不一致の場合には成形品Wが不良品であると判断する。
【0045】
尚、成形品検査装置29からの画像データが第4作業領域35dに記憶された際、或いはチャック13が成形品解放位置に移動して停止した際に、サーボモータ19を駆動制御して前後走行体11を検査前の原位置に戻すと共に上記と同様にサーボモータ63,67をそれぞれ駆動制御して成形品検査装置29がチャック13の移動に干渉しない位置へ戻す。また、良品と不良品の分別解放作用については、実施形態1の作用と同様であるため、その詳細な説明を省略する。(図11にチャック及び成形品検査装置の移動状態を示す)
【0046】
本実施形態は、チャック13による金型内からの成形品取出し時には成形品検査装置29をチャック13の移動に対して非干渉の位置に移動待機させる一方、成形品検査装置29による成形品Wの検査時には該成形品検査装置29を前後方向及び上下方向へそれぞれ移動してチャック13に保持された成形品Wに対して正確に相対した状態で近接させることができる。また、取出す成形品Wの種類を変更した場合であっても、前後方向及び上下方向に対する成形品検査装置29の移動位置を適宜変更する簡易な作業により成形品Wに対して成形品検査装置29を正確に相対させて成形品検査処理を実行することができる。
【0047】
尚、実施形態3においては、昇降する取付けアーム65により成形品検査装置29を上下方向へ移動させる構成としたが、可動体61に対して成形品検査装置29を固定的に取付けた構成であってもよい。
【0048】
尚、上記説明は、成形品Wを検査する際の移動途中にチャック13と共に可動体61と取付けアーム65を、互いに相対して近接するように移動制御する構成としたが、図12に示すように前後方向に対するチャック13の位置を一定に保持した状態で成形品解放位置へ移動させながら可動体61及び取付けアーム65だけを、チャック13に相対して近接するように移動制御して検査可能にする構成であってもよい。
【0049】
上記した実施形態1乃至3の成形品検査装置29にあっては、チャック13に保持された成形品Wを撮像し、その画像データに基づいて成形品Wが所定の寸法、形状であるか否かを検査するものとしたが、成形品検査装置としては複数対の接触子を互いに近接する方向及び離間する方向へ移動し、各対の接触子の移動量に基づいて成形品Wの外形寸法を測定して良品であるか不良品であるかを検査する成形品検査装置であってもよい。
【0050】
【発明の効果】
本発明は、チャックを成形品の取出し位置から成形品解放位置へ移動する途中に成形品を検査して成形品取出し時間を大幅に短縮することができる。また、取出し作業を含む成形作業のスペースを狭くすることなく、効率的な作業ができるようにする。
【図面の簡単な説明】
【図1】成形品取出機の概略を示す斜視図である。
【図2】成形品取出機の制御装置を示す電気的ブロック図である。
【図3】取付けアームの回動状態を示す説明図である。
【図4】成形品検査装置と成形品の相対近接状態を示す説明図である。
【図5】チャックの移動状態を示す説明図である。
【図6】実施形態2に係る成形品取出機の斜視図である。
【図7】成形品検査装置と成形品の相対近接状態を示す説明図である。
【図8】実施形態3に係る成形品取出機の斜視図である。
【図9】成形品検査装置の待機状態を示す説明図である。
【図10】成形品検査装置と成形品の相対近接状態を示す説明図である。
【図11】チャック及び成形品検査装置の移動状態を示す説明図である。
【図12】成形品検査装置の移動状態を示す説明図である。
【符号の説明】
1−成形品取出機、3−本体フレーム、7−左右走行体、9−前後フレーム、11−前後走行体、13−チャック、15−昇降フレーム、29−成形品検査装置、30−制御手段、W−成形品
Claims (14)
- 樹脂成形機の長手軸線直交方向へ延出する本体フレーム上を長手軸線直交方向へ往復移動する走行体と、該走行体に長手軸線方向へ延出して設けられた前後フレーム上を長手軸線方向へ往復移動する前後走行体と、該前後走行体に昇降可能に支持され、下部に成形品を保持するチャックを設けた上下アームとを備え、チャックを長手軸線方向、長手軸線直交方向及び上下方向へ移動制御して成形品を取出す成形品取出機において、前後フレームに成形品検査手段を設け、成形品を保持したチャックを金型上方から樹脂成形機の操作側及び反操作側の何れか一方へ移動する際に、チャックを成形品検査手段に近接して相対する位置へ移動制御した後に成形品検査手段により成形品の良否を判定し、成形品が良品の場合には該成形品を良品取出し位置にて解放させると共に成形品が不良品の場合には該成形品を不良品取出し位置にて解放させるように制御する制御手段を備えた成形品取出機。
- 請求項1の成形品検査手段は、前後フレームにおけるチャックの移動経路途中で、該移動経路と交差する干渉位置と移動経路の非干渉位置の間で回動可能に設け、金型内から成形品を取出す際には非干渉位置に待機する一方、成形品検査時には干渉位置に移動して検査可能にした成形品取出機。
- 請求項1の成形品検査手段は、前後フレームにおけるチャックの移動端側に設け、成形品検査時にはチャックを移動端側へ移動制御して干渉位置に移動して保持した成形品を相対可能にした成形品取出機。
- 請求項1の成形品検査手段は、前後フレームに長手軸線方向へ移動可能に支持された可動体に設け、金型内から成形品を取出す際には可動体を移動してチャックと非干渉の位置に移動待機させると共に成形品検査時には可動体及びチャックを移動して該チャックに保持された成形品に相対可能にした成形品取出機。
- 請求項1の成形品検査手段は、前後フレームに長手軸線方向へ移動可能に支持された可動体に昇降可能に支持された取付けアームに設け、金型内から成形品を取出す際には可動体及び取出しアームを所定の方向へ移動してチャックと非干渉の位置に移動待機させると共に成形品検査時には可動体及び取付けアームとチャックを移動してチャックに保持された成形品に相対可能にした成形品取出機。
- 請求項1〜5の成形品検査手段は、成形品撮像手段からなり、撮像した成形品の画像データと基準画像データに基づいて取出す成形品の良否を判定可能にする成形品取出機。
- 請求項1〜5の成形品検査手段は、チャックの保持された成形品に接触する複数対の接触子を設け、各対における接触子の移動量に基づいて成形品の外形寸法を測定可能にする成形品取出機。
- 成形品を保持したチャックを樹脂成形機の長手軸線直交方向、長手軸線方向及び上下方向へ移動制御して樹脂成形機の操作側或いは反操作側の成形品解放位置に取出す成形品取出機において、成形品を保持したチャックを金型上方から成形品解放位置へ移動する際にチャックに保持された成形品を成形品検査手段に近接した状態で相対させて良否を判定した後、該判定に基づいて選択された良品取出し位置或いは不良品取出し位置にてチャックによる成形品の保持を解除して取出し可能にする成形品検査方法。
- 請求項8の成形品検査手段は、長手軸線方向に対するチャックの移動経路途中で、該移動経路と交差する干渉位置と移動経路の非干渉位置の間で回動可能に設け、金型内から成形品を取出す際には非干渉位置に待機する一方、成形品検査時には干渉位置に移動して検査可能にした成形品検査方法。
- 請求項8の成形品検査手段は、長手軸線方向に対するチャックの移動端側に設け、成形品検査時にはチャックを移動端側へ移動制御して干渉位置に移動して保持した成形品を相対可能にした成形品検査方法。
- 請求項8の成形品検査手段は、長手軸線方向へ移動する可動体に設け、金型内から成形品を取出す際には可動体を移動してチャックと非干渉の位置に移動待機させると共に成形品検査時には可動体及びチャックを移動して該チャックに保持された成形品に相対可能にした成形品検査方法。
- 請求項8の成形品検査手段は、前後フレームに長手軸線方向へ移動可能に支持された可動体に昇降可能に支持された取付けアームに設け、金型内から成形品を取出す際には可動体及び取出しアームを所定の方向へ移動してチャックと非干渉の位置に移動待機させると共に成形品検査時には可動体及び取付けアームとチャックを移動してチャックに保持された成形品に相対可能にした成形品検査方法。
- 請求項8〜12の成形品検査手段は、成形品撮像手段からなり、撮像した成形品の画像データと基準画像データに基づいて取出す成形品の良否を判定可能にする成形品検査方法。
- 請求項8〜12の成形品検査手段は、チャックの保持された成形品に接触する複数対の接触子を設け、各対における接触子の移動量に基づいて成形品の外形寸法を測定可能にする成形品検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003104898A JP4183242B2 (ja) | 2003-04-09 | 2003-04-09 | 成形品取出機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003104898A JP4183242B2 (ja) | 2003-04-09 | 2003-04-09 | 成形品取出機 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004306490A true JP2004306490A (ja) | 2004-11-04 |
| JP2004306490A5 JP2004306490A5 (ja) | 2006-05-11 |
| JP4183242B2 JP4183242B2 (ja) | 2008-11-19 |
Family
ID=33467560
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003104898A Expired - Fee Related JP4183242B2 (ja) | 2003-04-09 | 2003-04-09 | 成形品取出機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4183242B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012035434A (ja) * | 2010-08-04 | 2012-02-23 | Yushin Precision Equipment Co Ltd | 成形品製造システム |
| JP2013129034A (ja) * | 2011-12-22 | 2013-07-04 | Yaskawa Electric Corp | ロボットシステム及び仕分け済み物品の製造方法 |
| JP2017030239A (ja) * | 2015-07-31 | 2017-02-09 | 東芝機械株式会社 | 成形品の検査方法および装置 |
| JP2017189932A (ja) * | 2016-04-14 | 2017-10-19 | ファナック株式会社 | 金型内にて組立作業を行う射出成形システム |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6336877B2 (ja) * | 2014-10-07 | 2018-06-06 | 矢崎総業株式会社 | 金型成形品取出装置 |
-
2003
- 2003-04-09 JP JP2003104898A patent/JP4183242B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012035434A (ja) * | 2010-08-04 | 2012-02-23 | Yushin Precision Equipment Co Ltd | 成形品製造システム |
| JP2013129034A (ja) * | 2011-12-22 | 2013-07-04 | Yaskawa Electric Corp | ロボットシステム及び仕分け済み物品の製造方法 |
| JP2017030239A (ja) * | 2015-07-31 | 2017-02-09 | 東芝機械株式会社 | 成形品の検査方法および装置 |
| JP2017189932A (ja) * | 2016-04-14 | 2017-10-19 | ファナック株式会社 | 金型内にて組立作業を行う射出成形システム |
| US10369734B2 (en) | 2016-04-14 | 2019-08-06 | Fanuc Corporation | Injection molding system for performing assembly operation in mold |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4183242B2 (ja) | 2008-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6516288B2 (ja) | インモールド成形システム及びインモールド成形方法 | |
| EP2735421B1 (en) | Apparatus for removing resin molded product and method for removing resin molded product | |
| JP2004306490A (ja) | 成形品取出機及び成形品検査方法 | |
| JP3320362B2 (ja) | 金属射出成形機の成形品取出し方法及び装置 | |
| CN116786740A (zh) | 一种铝合金锻件自动化生产线 | |
| CN119036752B (zh) | 具有视觉检测功能的线圈自动塑封机 | |
| JP2728143B2 (ja) | 射出成形機 | |
| CN220419199U (zh) | 一种铸件表面缺陷检测装置 | |
| CN111390569B (zh) | 一种综合加工机 | |
| JP3960596B2 (ja) | 成型品取出機 | |
| CN116394558B (zh) | 一种vr镜片剪切打标包装一体机 | |
| CN120169693A (zh) | 一种新能源车用轴承视觉检测装置 | |
| CN110269802B (zh) | 胶囊生产线 | |
| CN113118522A (zh) | 自动铣顶针印设备 | |
| JP3629996B2 (ja) | 射出成形方法および装置 | |
| JP4455751B2 (ja) | バリ除去検査装置 | |
| US20250196402A1 (en) | Core setting device | |
| JP3057639B1 (ja) | 射出成形機 | |
| JP5327795B2 (ja) | 成形品取出し機の樹脂成形品検査システム及び樹脂成形品検査方法 | |
| JP2005081677A (ja) | 竪型射出成形機 | |
| JP4936796B2 (ja) | 成形品取出し機及び可動体移動制御方法 | |
| CN111645279A (zh) | 一种高精程控产品抓取摆放机械手 | |
| JP2002301745A (ja) | 射出成形機における成形品回収システム | |
| JP3247405B2 (ja) | 押出成形機における成形品の取出し方法及び装置 | |
| KR20250131654A (ko) | 전장부품의 제조 및 포장을 위한 자동화 시스템 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060316 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060316 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080204 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080701 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080901 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080901 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130912 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |