JP2004332829A - 軸封構造 - Google Patents
軸封構造 Download PDFInfo
- Publication number
- JP2004332829A JP2004332829A JP2003129668A JP2003129668A JP2004332829A JP 2004332829 A JP2004332829 A JP 2004332829A JP 2003129668 A JP2003129668 A JP 2003129668A JP 2003129668 A JP2003129668 A JP 2003129668A JP 2004332829 A JP2004332829 A JP 2004332829A
- Authority
- JP
- Japan
- Prior art keywords
- seal ring
- leakage
- fluid
- thermal expansion
- sealing structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000012530 fluid Substances 0.000 claims abstract description 24
- 230000002093 peripheral effect Effects 0.000 claims abstract description 21
- 238000007789 sealing Methods 0.000 claims description 15
- 239000004033 plastic Substances 0.000 claims description 10
- 230000007423 decrease Effects 0.000 claims description 7
- 230000033001 locomotion Effects 0.000 claims description 4
- 238000004581 coalescence Methods 0.000 abstract 2
- 230000000087 stabilizing effect Effects 0.000 abstract 1
- 230000005540 biological transmission Effects 0.000 description 7
- 239000010687 lubricating oil Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 229910001018 Cast iron Inorganic materials 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000010718 automatic transmission oil Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
Images


Landscapes
- Sealing Devices (AREA)
Abstract
【課題】低温時から高温時までの洩れ量を安定させることで、機器の温度変化に伴う信頼性を確保する。
【解決手段】ハウジング2内に軸体4を挿入する。外周凹溝6を軸体4に形成する。シールリング7はこの外周凹溝6に装着される。合口8がこのシールリング7に形成されている。シールリング7自体の熱膨張によって、合口8が閉鎖状となって、流体洩れ量が減少するのを、洩れ量補填手段Qにて、補填する。
【選択図】 図1
【解決手段】ハウジング2内に軸体4を挿入する。外周凹溝6を軸体4に形成する。シールリング7はこの外周凹溝6に装着される。合口8がこのシールリング7に形成されている。シールリング7自体の熱膨張によって、合口8が閉鎖状となって、流体洩れ量が減少するのを、洩れ量補填手段Qにて、補填する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は軸封構造に係り、特に合口を有するプラスチック製シールリングを備えた軸封構造に関する。
【0002】
【従来の技術】
この種の軸封構造は自動変速機(オートマチックトランスミッション)等に用いられている。
従来、この種の軸封構造用に鋳鉄製シールリングが使用されていたが、鋳鉄では(アルミニウム製の)回転軸やハウジングを傷付けてしまう欠点がある。
【0003】
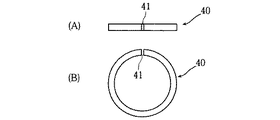
そこで、この欠点を解消したプラスチック製シールリングが用いられるようになった。例えば、図17(A)の平面図と図17(B)の正面図に示すようなプラスチック製シールリング40は、円環状のリング体を径方向に割った合口41を有する形状である。また、傾斜状に合口が形成されたプラスチック製シールリングも知られている(例えば、特許文献1参照)。
【0004】
【特許文献1】
特開平8−28291号公報
【0005】
【発明が解決しようとする課題】
ところで、従来のこの種のシールリングは、オートマチックミッションオイル(潤滑油)の漏洩を防止する方向で技術改良が行われてきた。上記特許文献1も、合口の隙間を通って洩れる潤滑油の量を、低減することを目的とした発明である。
【0006】
しかしながら、寒冷地で車を使用した場合、エンジン始動時と走行時では温度差が大きく、(上述したように)熱膨張の大きいプラスチック製シールリングでは、合口(割面)41の接合状態が異なってしまう。即ち、図18(A)はシールリング40の合口41が開いている低温状態───エンジン始動時───を示す。この低温状態から、車の走行に伴って潤滑油の温度が上昇すると、熱膨張率の大きいプラスチック製のシールリング40は矢印C,Cのように大きく熱膨張して、合口41が図18(B)のように閉鎖状となる。
【0007】
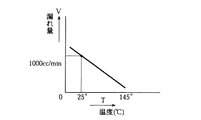
その結果、図19に示すように、潤滑油の洩れ量Vが、温度T上昇に伴って急激に減少する。かつ、始動時は洩れ量Vが過大となる。これによって、エンジン始動時には、ミッションが入りにくいという現象が起こる場合がある。逆に、高速で長時間走行すると、軸との回転摩擦熱によって、シールリングが材質劣化や損傷を受けるという、別の問題もある。
【0008】
本発明は低温でも高温でも、できるだけ同量の洩れを発生させることにより、上述の問題を解決することを目的とする。即ち、本発明は、低温での洩れを従来よりも減少させ、他方、高温でも比較的多目の洩れを継続的に発生させることで、ミッションの入りが悪くなるのを防止し、回転摩擦熱でシールリングの耐久性が悪化するのを防止することを、目的とする。
【0009】
【課題を解決するための手段】
上記目的を達成するために、本発明は、ハウジング内に挿入された軸体の外周凹溝に、合口を有するプラスチック製シールリングを装着した軸封構造に於て、上記シールリング自体の熱膨張によって上記合口が閉鎖状となって流体洩れ量が減少するのを補填する洩れ量補填手段を具備している。
【0010】
そして、洩れ量補填手段が、上記シールリングの上記合口を径方向から見た場合に第1端部と第2端部の両合口端面を傾斜状に形成し、上記シールリング自体の熱膨張によって上記両合口端面が閉鎖状となると共に両合口端面が相対的摺り運動して、上記第1端部が上記第2端部に乗り上げて、上記外周凹溝の低圧側内面と上記第1端部との間に圧力室側から低圧側へ流体を洩らすリークパス用間隙を形成するように構成した。
または、洩れ量補填手段が、上記シールリングの上記合口を軸心方向から見た場合に第1端部と第2端部の両合口端面を傾斜状に形成し、上記シールリング自体の熱膨張によって上記両合口端面が閉鎖状となると共に両合口端面が相対的摺り運動して、上記第1端部が上記第2端部に乗り上げて、上記ハウジングの内周面と上記第1端部との間に圧力室側から低圧側へ流体を洩らすリークパス用間隙を形成するよう構成した。
【0011】
または、洩れ量補填手段が、上記シールリングの上記合口を径方向から見た場合に第1半肉厚突片部と第2半肉厚突片部とが相互に当接するステップカット状に第1端部・第2端部を形成し、さらに、軸心方向に上記第1・第2半肉厚突片部に夫々流体洩れ用小孔又は外周切欠を形成し、低温時には夫々の該小孔又は外周切欠が相互に周方向に位置ずれする位置に配設し、上記シールリング自体の熱膨張によって上記第1・第2端部が閉鎖状となると上記両小孔又は両外周切欠が相互に連通状として圧力室側から低圧側へ流体を洩らすように構成した。
そして、流体の使用温度範囲における下限の低温度と上限の高温度の洩れ量を略同一値となるように洩れ量補填手段にて補填する。
【0012】
【発明の実施の形態】
以下、図示の実施の形態に基づき本発明を詳説する。
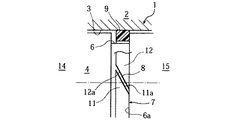
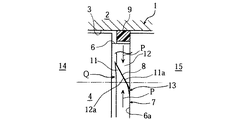
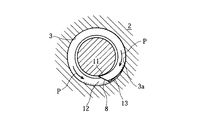
図1、及び、図4と図5に於て、一部断面をもって本発明に係る軸封装置の実施の一形態を示す。この軸封装置1は、例えば自動変速機のオイルポンプ等に用いられ、ハウジング2の孔部3内に軸体4が所定の径方向ギャップ5をもって挿入されている。6は断面矩形状の外周凹溝であり、軸体4の外周に凹設されてシール溝となる。
【0013】
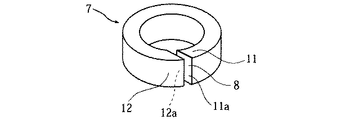
7はポリイミド等のプラスチック製のシールリングである。図2の断面図、及び、図3の斜視図に示すように、このシールリング7は、合口8を円周の一箇所に有する、横断面矩形である。このシールリング7は、受圧状態でその外周面9は上記孔部3に圧接し、ハウジング2が回転し軸体4が静止しており、シールリング7はハウジング2と共に回転する。又は、使用箇所によっては、逆に、軸体4が回転してハウジング2とシールリング7は静止している。
そして、このシールリング7は上述のようにプラスチック製であるので熱膨張率は高い。このシールリング7自体の熱膨張によって合口8が閉状態となって流体洩れ量が減少するのを補填する洩れ量補填手段Qを、この軸封装置1は具備している。
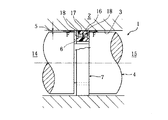
【0014】
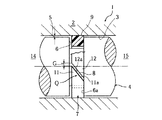
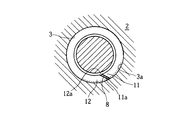
図1と図4は(潤滑油等の被密封用流体の)低温状態を示し、図5は高温状態を示す。図5の高温状態では、シールリング7自体の熱膨張によって、周方向線長が増加して、矢印P,Pで示す如く、合口8が閉鎖状となる力(内部応力)が発生する。さらに、詳しく説明すれば、洩れ量補填手段Qは次のように構成されている。即ち、シールリング7の合口8を径方向R(図3参照)から見た場合───図1,図2,図4,図5はそのように径方向から見た場合を示す───に、両側の第1端部11と第2端部12の両合口端面11a,12aを、傾斜状に形成し、シールリング7自体の熱膨張によって両合口端面11a,12aが、圧接して、閉鎖状(図5参照)となると共に、両合口端面11a,12aが相対的に摺り運動(摺動)して、(図5のように)第1端部11が第2端部12に乗り上げるように変形して、外周凹溝(シール溝)6の低圧側内面6aと第1端部11の低圧側(軸方向)端面との間に(細長低三角状の)リークパス用間隙13───図5中に点々をもって示した───を形成するように、洩れ量補填手段Qが構成される。
【0015】
図1,図4,図5に於て、図の左側(左方)は被密封流体が収納された圧力室側14であり、図の右側(右方)はタンクや大気がある低圧側15を示すが、上記リークパス用間隙13によって、圧力室側14から低圧側15へ流体を洩らす構造である。
【0016】
ところで、図2に於て、合口端面11a又は合口端面12aのカット角度αは、5°〜45°とするが、好ましくは5°〜30°とする。その理由は、上限値を越した場合、同じ熱膨張(矢印P,P方向参照)のときのリークパス用間隙13(の流路断面積)が過大となって、洩れが大きくなってしまう。逆に下限値未満のカット角度αでは、第1・第2端部11, 12の三角状頂部近傍の強度が弱くなって、破損の虞が生じ、又は、流体圧力によって変形し易く、合口端面11a,12a間に隙間が残っている状態で上記三角状頂部近傍の変形にてこの隙間が閉じられて洩れが(低圧でも)小さくなるという問題を生じる。さらに、カット角度αが下限値未満であると、同じ熱膨張下で、リークパス用間隙13の流路断面積が過小となる。
【0017】
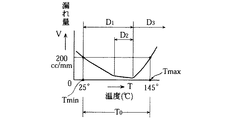
次に、図6は横軸に被密封流体(シールリング7自体)の温度T(℃)をとり、縦軸に軸封装置1としての洩れ量Vをとった、洩れ量Vの変化を示すグラフ図である。このグラフ図のように、流体の使用温度範囲T0 における下限の(低)温度Tmin ───例えば25℃───と、上限の(高)温度Tmax ───例えば 145℃───の洩れ量Vを、略同一値とするのが、良い。つまり、図4から図5のように変化するに伴って、合口8がしだいに閉じて行くので、合口8からの流体洩れ量は減少するが、これを洩れ量補填手段Qにて補填して、上限温度Tmax と下限温度Tmin での全体洩れ量を略同一にする。このようにすれば、温度変化に伴う洩れ量Vの変化も最も小さくできる。
【0018】
図6についてさらに説明する。D1 領域は、図1と図2に示した合口8のスキマ(ギャップ)Gが温度上昇に伴うシールリング7の熱膨張により減少し、よって洩れ量Vが減少していくゾーンである。なお、下限温度Tmin における初期のスキマ(ギャップ)Gは、 0.3〜 1.1mmが好ましい。次にD2 領域は加圧により第1・第2端部11, 12の三角状頂部近傍が変形して、洩れ量Vが特に少ないゾーンである。D3 領域は(図5に示したように)前記スキマGが無くなった閉鎖状態からさらにシールリング7の熱膨張によって、合口端面11a,12aが摺動して一方が他方に乗り上げ初めて、リークパス用間隙13から、別の洩れ(補填洩れ)が発生しているゾーンを示す。
【0019】
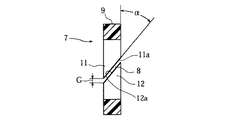
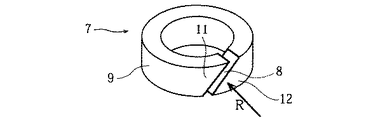
次に、図7の斜視図と図8の側面図、及び、図9と図10の使用状態を示す一部断面側面図に示した他の実施の形態について説明する。
この実施の形態では、シールリング7の合口8を軸心方向から見た場合(図8,図9,図10の場合)、第1端部11と第2端部12の両合口端面11a,12aを傾斜状に形成し、シールリング7自体の熱膨張によって(図10に示すように)両合口端面11a,12aが閉鎖状となると共に両合口端面11a,12aが相対的に摺り運動(摺動)して、第1端部11が第2端部12に少し(僅かに)乗り上げて、ハウジング2の孔部3の内周面3aと上記第1端部11の外周面との間に、圧力室側14から低圧側15───図1〜図5の実施の形態の図面参照───へ流体を洩らすリークパス用間隙13を形成するように、洩れ量補填手段Qを構成する。
【0020】
図8に示すカット角度αは、5°〜45°(好ましくは5°〜30°)に設定する。その理由は、前述の図1〜図6の実施の形態と同様である。また、図10中の矢印P,Pは熱膨張に伴って発生する合口8への押圧力を示す点も図5の場合と同様である。
【0021】
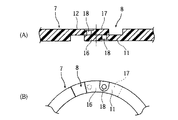
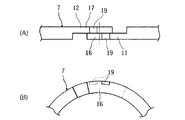
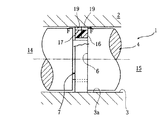
次に、図11〜図13は別の実施の形態を示す。図11は初期状態を(ハウジングや軸体を図示省略して)示す。図12は温度が上昇してシールリング7の熱膨張によって合口8が閉じた状態を(ハウジングや軸体を図示省略して)示す。図13は、図12の状態下での一部破断正面図である。
この図11〜図13では、シールリング7の合口8を径方向から見た場合に、第1半肉厚突片部16と第2半肉厚突片部17とが相互に当接するステップカット状に、第1端部11・第2端部12を形成する。さらに、軸心(と平行な)方向に、第1・第2半肉厚突片部16, 17に、夫々流体洩れ用小孔18, 18を形成(貫設)する。
【0022】
低温時(図6の温度Tmin の時)には、図11に示す如く、両小孔18, 18が相互に周方向に位置ずれする位置に配設し、シールリング7自体の熱膨張によって、第1・第2端部11, 12が、図12及び図13に示すように、閉鎖状になると、両小孔18, 18が相互に連通状として、圧力室側14から低圧側15へ流体を、矢印Fのように洩らすように、洩れ量補填手段Qを、構成している。なお、貫設した小孔18を円形とした場合を示したが、これを長孔や円弧状孔として、両孔の重なる面積(リークパス流路面積)を微妙に変化させ、図6に示したD3 ゾーンの曲線の形状・勾配を、最適値に設定するも、好ましい(図示省略)。
【0023】
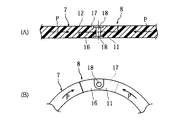
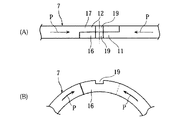
次に、図14〜図16はさらに別の実施の形態を示す。図14は図11に、図15は図12に、図16は図13に、夫々ほぼ対応した図面である。同じ符号は同様の構成であるので説明省略するが、図11〜図13と相違する点は、以下の通りである。
第1・第2半肉厚突片部16, 17に夫々流体洩れ用外周切欠19,19を形成し、図14に示した低温時には外周切欠19, 19が相互に周方向に位置ずれする位置に配設し、シールリング7自体の熱膨張によって、図15と図16に示す如く、第1・第2端部11, 12が閉鎖状となると、両外周切欠19, 19が相互に連通状として、図16の矢印Fのように、圧力室側14から低圧側15へ流体を洩らすように、洩れ補填手段Qを構成している。
【0024】
なお、外周切欠19は矩形状(かまぼこ型)とした場合を示したが、所望により、この形状は変更自由であり、切欠深さを周方向にしだいに増加(又は減少)させて、図6のD3 ゾーンの曲線形状や傾斜角度を、最適化することが可能となる。
【0025】
【発明の効果】
本発明は上述の構成により次のような著大な効果を奏する。
(請求項1,2,3,4によれば、)低温時と高温時に、略同量の洩れを生じさせることにより、例えば、車のミッションオイルの洩れ量が変わらず、エンジン始動時にオートマチックミッションが入りにくいといった現象を防ぎ得る。
また、低温時と高温時に、略同量に洩れを生じさせて、回転摩擦による発熱からシールリング7を(冷却して)保護することが、簡易な構成にて、可能となり、シールリング7の寿命が著しく延びる。このように、従来のこの種のシールリングのように、洩れ量を可能な限り減少するのではなく、逆に、適量(少量)の洩れ量を、低温時のみならず、高温時にも生じさせて、オートマチックトランスミッション等に使用して、優れた作用効果を発揮する。
【0026】
(請求項2,3によれば、)合口端面11a,12aの加工が簡単であり、安価に、かつ、高精度に大量生産ができる。
(請求項4によれば、)洩れの補填量を、微妙に設定しやすい利点がある。
(請求項5によれば、)使用温度範囲T0 における下限と上限で略同一洩れ量Vとすることは、全体的に、温度変化に伴う洩れ量全体の変化が、最少となり、好ましい。
【図面の簡単な説明】
【図1】本発明の実施の一形態を示す一部破断正面図である。
【図2】シールリングの断面正面図である。
【図3】シールリングの斜視図である。
【図4】低温時(初期状態)の一部断面正面図である。
【図5】高温時の一部断面正面図である。
【図6】グラフ図である。
【図7】他の実施の形態を示す斜視図である。
【図8】シールリングの側面図である。
【図9】低温時(初期状態)の一部断面正面図である。
【図10】高温時の一部断面正面図である。
【図11】別の実施の形態を示す低温時(初期状態)の要部説明図である。
【図12】高温時の要部説明図である。
【図13】高温時の一部破断正面図である。
【図14】さらに別の実施の形態を示す低温時(初期状態)の要部説明図である。
【図15】高温時の要部説明図である。
【図16】高温時の一部破断正面図である。
【図17】従来例の説明図である。
【図18】従来例の問題の説明図である。
【図19】従来例の特性を示すグラフ図である。
【符号の説明】
2 ハウジング
3a 内周面
4 軸体
6 外周凹溝
7 シールリング
8 合口
11 第1端部
11a 合口端面
12 第2端部
12a 合口端面
13 リークパス用間隙
14 圧力室側
15 低圧側
16 第1半肉厚突片部
17 第2半肉厚突片部
18 小孔
19 外周切欠
V 洩れ量
Q 洩れ量補填手段
T0 使用温度範囲
【発明の属する技術分野】
本発明は軸封構造に係り、特に合口を有するプラスチック製シールリングを備えた軸封構造に関する。
【0002】
【従来の技術】
この種の軸封構造は自動変速機(オートマチックトランスミッション)等に用いられている。
従来、この種の軸封構造用に鋳鉄製シールリングが使用されていたが、鋳鉄では(アルミニウム製の)回転軸やハウジングを傷付けてしまう欠点がある。
【0003】
そこで、この欠点を解消したプラスチック製シールリングが用いられるようになった。例えば、図17(A)の平面図と図17(B)の正面図に示すようなプラスチック製シールリング40は、円環状のリング体を径方向に割った合口41を有する形状である。また、傾斜状に合口が形成されたプラスチック製シールリングも知られている(例えば、特許文献1参照)。
【0004】
【特許文献1】
特開平8−28291号公報
【0005】
【発明が解決しようとする課題】
ところで、従来のこの種のシールリングは、オートマチックミッションオイル(潤滑油)の漏洩を防止する方向で技術改良が行われてきた。上記特許文献1も、合口の隙間を通って洩れる潤滑油の量を、低減することを目的とした発明である。
【0006】
しかしながら、寒冷地で車を使用した場合、エンジン始動時と走行時では温度差が大きく、(上述したように)熱膨張の大きいプラスチック製シールリングでは、合口(割面)41の接合状態が異なってしまう。即ち、図18(A)はシールリング40の合口41が開いている低温状態───エンジン始動時───を示す。この低温状態から、車の走行に伴って潤滑油の温度が上昇すると、熱膨張率の大きいプラスチック製のシールリング40は矢印C,Cのように大きく熱膨張して、合口41が図18(B)のように閉鎖状となる。
【0007】
その結果、図19に示すように、潤滑油の洩れ量Vが、温度T上昇に伴って急激に減少する。かつ、始動時は洩れ量Vが過大となる。これによって、エンジン始動時には、ミッションが入りにくいという現象が起こる場合がある。逆に、高速で長時間走行すると、軸との回転摩擦熱によって、シールリングが材質劣化や損傷を受けるという、別の問題もある。
【0008】
本発明は低温でも高温でも、できるだけ同量の洩れを発生させることにより、上述の問題を解決することを目的とする。即ち、本発明は、低温での洩れを従来よりも減少させ、他方、高温でも比較的多目の洩れを継続的に発生させることで、ミッションの入りが悪くなるのを防止し、回転摩擦熱でシールリングの耐久性が悪化するのを防止することを、目的とする。
【0009】
【課題を解決するための手段】
上記目的を達成するために、本発明は、ハウジング内に挿入された軸体の外周凹溝に、合口を有するプラスチック製シールリングを装着した軸封構造に於て、上記シールリング自体の熱膨張によって上記合口が閉鎖状となって流体洩れ量が減少するのを補填する洩れ量補填手段を具備している。
【0010】
そして、洩れ量補填手段が、上記シールリングの上記合口を径方向から見た場合に第1端部と第2端部の両合口端面を傾斜状に形成し、上記シールリング自体の熱膨張によって上記両合口端面が閉鎖状となると共に両合口端面が相対的摺り運動して、上記第1端部が上記第2端部に乗り上げて、上記外周凹溝の低圧側内面と上記第1端部との間に圧力室側から低圧側へ流体を洩らすリークパス用間隙を形成するように構成した。
または、洩れ量補填手段が、上記シールリングの上記合口を軸心方向から見た場合に第1端部と第2端部の両合口端面を傾斜状に形成し、上記シールリング自体の熱膨張によって上記両合口端面が閉鎖状となると共に両合口端面が相対的摺り運動して、上記第1端部が上記第2端部に乗り上げて、上記ハウジングの内周面と上記第1端部との間に圧力室側から低圧側へ流体を洩らすリークパス用間隙を形成するよう構成した。
【0011】
または、洩れ量補填手段が、上記シールリングの上記合口を径方向から見た場合に第1半肉厚突片部と第2半肉厚突片部とが相互に当接するステップカット状に第1端部・第2端部を形成し、さらに、軸心方向に上記第1・第2半肉厚突片部に夫々流体洩れ用小孔又は外周切欠を形成し、低温時には夫々の該小孔又は外周切欠が相互に周方向に位置ずれする位置に配設し、上記シールリング自体の熱膨張によって上記第1・第2端部が閉鎖状となると上記両小孔又は両外周切欠が相互に連通状として圧力室側から低圧側へ流体を洩らすように構成した。
そして、流体の使用温度範囲における下限の低温度と上限の高温度の洩れ量を略同一値となるように洩れ量補填手段にて補填する。
【0012】
【発明の実施の形態】
以下、図示の実施の形態に基づき本発明を詳説する。
図1、及び、図4と図5に於て、一部断面をもって本発明に係る軸封装置の実施の一形態を示す。この軸封装置1は、例えば自動変速機のオイルポンプ等に用いられ、ハウジング2の孔部3内に軸体4が所定の径方向ギャップ5をもって挿入されている。6は断面矩形状の外周凹溝であり、軸体4の外周に凹設されてシール溝となる。
【0013】
7はポリイミド等のプラスチック製のシールリングである。図2の断面図、及び、図3の斜視図に示すように、このシールリング7は、合口8を円周の一箇所に有する、横断面矩形である。このシールリング7は、受圧状態でその外周面9は上記孔部3に圧接し、ハウジング2が回転し軸体4が静止しており、シールリング7はハウジング2と共に回転する。又は、使用箇所によっては、逆に、軸体4が回転してハウジング2とシールリング7は静止している。
そして、このシールリング7は上述のようにプラスチック製であるので熱膨張率は高い。このシールリング7自体の熱膨張によって合口8が閉状態となって流体洩れ量が減少するのを補填する洩れ量補填手段Qを、この軸封装置1は具備している。
【0014】
図1と図4は(潤滑油等の被密封用流体の)低温状態を示し、図5は高温状態を示す。図5の高温状態では、シールリング7自体の熱膨張によって、周方向線長が増加して、矢印P,Pで示す如く、合口8が閉鎖状となる力(内部応力)が発生する。さらに、詳しく説明すれば、洩れ量補填手段Qは次のように構成されている。即ち、シールリング7の合口8を径方向R(図3参照)から見た場合───図1,図2,図4,図5はそのように径方向から見た場合を示す───に、両側の第1端部11と第2端部12の両合口端面11a,12aを、傾斜状に形成し、シールリング7自体の熱膨張によって両合口端面11a,12aが、圧接して、閉鎖状(図5参照)となると共に、両合口端面11a,12aが相対的に摺り運動(摺動)して、(図5のように)第1端部11が第2端部12に乗り上げるように変形して、外周凹溝(シール溝)6の低圧側内面6aと第1端部11の低圧側(軸方向)端面との間に(細長低三角状の)リークパス用間隙13───図5中に点々をもって示した───を形成するように、洩れ量補填手段Qが構成される。
【0015】
図1,図4,図5に於て、図の左側(左方)は被密封流体が収納された圧力室側14であり、図の右側(右方)はタンクや大気がある低圧側15を示すが、上記リークパス用間隙13によって、圧力室側14から低圧側15へ流体を洩らす構造である。
【0016】
ところで、図2に於て、合口端面11a又は合口端面12aのカット角度αは、5°〜45°とするが、好ましくは5°〜30°とする。その理由は、上限値を越した場合、同じ熱膨張(矢印P,P方向参照)のときのリークパス用間隙13(の流路断面積)が過大となって、洩れが大きくなってしまう。逆に下限値未満のカット角度αでは、第1・第2端部11, 12の三角状頂部近傍の強度が弱くなって、破損の虞が生じ、又は、流体圧力によって変形し易く、合口端面11a,12a間に隙間が残っている状態で上記三角状頂部近傍の変形にてこの隙間が閉じられて洩れが(低圧でも)小さくなるという問題を生じる。さらに、カット角度αが下限値未満であると、同じ熱膨張下で、リークパス用間隙13の流路断面積が過小となる。
【0017】
次に、図6は横軸に被密封流体(シールリング7自体)の温度T(℃)をとり、縦軸に軸封装置1としての洩れ量Vをとった、洩れ量Vの変化を示すグラフ図である。このグラフ図のように、流体の使用温度範囲T0 における下限の(低)温度Tmin ───例えば25℃───と、上限の(高)温度Tmax ───例えば 145℃───の洩れ量Vを、略同一値とするのが、良い。つまり、図4から図5のように変化するに伴って、合口8がしだいに閉じて行くので、合口8からの流体洩れ量は減少するが、これを洩れ量補填手段Qにて補填して、上限温度Tmax と下限温度Tmin での全体洩れ量を略同一にする。このようにすれば、温度変化に伴う洩れ量Vの変化も最も小さくできる。
【0018】
図6についてさらに説明する。D1 領域は、図1と図2に示した合口8のスキマ(ギャップ)Gが温度上昇に伴うシールリング7の熱膨張により減少し、よって洩れ量Vが減少していくゾーンである。なお、下限温度Tmin における初期のスキマ(ギャップ)Gは、 0.3〜 1.1mmが好ましい。次にD2 領域は加圧により第1・第2端部11, 12の三角状頂部近傍が変形して、洩れ量Vが特に少ないゾーンである。D3 領域は(図5に示したように)前記スキマGが無くなった閉鎖状態からさらにシールリング7の熱膨張によって、合口端面11a,12aが摺動して一方が他方に乗り上げ初めて、リークパス用間隙13から、別の洩れ(補填洩れ)が発生しているゾーンを示す。
【0019】
次に、図7の斜視図と図8の側面図、及び、図9と図10の使用状態を示す一部断面側面図に示した他の実施の形態について説明する。
この実施の形態では、シールリング7の合口8を軸心方向から見た場合(図8,図9,図10の場合)、第1端部11と第2端部12の両合口端面11a,12aを傾斜状に形成し、シールリング7自体の熱膨張によって(図10に示すように)両合口端面11a,12aが閉鎖状となると共に両合口端面11a,12aが相対的に摺り運動(摺動)して、第1端部11が第2端部12に少し(僅かに)乗り上げて、ハウジング2の孔部3の内周面3aと上記第1端部11の外周面との間に、圧力室側14から低圧側15───図1〜図5の実施の形態の図面参照───へ流体を洩らすリークパス用間隙13を形成するように、洩れ量補填手段Qを構成する。
【0020】
図8に示すカット角度αは、5°〜45°(好ましくは5°〜30°)に設定する。その理由は、前述の図1〜図6の実施の形態と同様である。また、図10中の矢印P,Pは熱膨張に伴って発生する合口8への押圧力を示す点も図5の場合と同様である。
【0021】
次に、図11〜図13は別の実施の形態を示す。図11は初期状態を(ハウジングや軸体を図示省略して)示す。図12は温度が上昇してシールリング7の熱膨張によって合口8が閉じた状態を(ハウジングや軸体を図示省略して)示す。図13は、図12の状態下での一部破断正面図である。
この図11〜図13では、シールリング7の合口8を径方向から見た場合に、第1半肉厚突片部16と第2半肉厚突片部17とが相互に当接するステップカット状に、第1端部11・第2端部12を形成する。さらに、軸心(と平行な)方向に、第1・第2半肉厚突片部16, 17に、夫々流体洩れ用小孔18, 18を形成(貫設)する。
【0022】
低温時(図6の温度Tmin の時)には、図11に示す如く、両小孔18, 18が相互に周方向に位置ずれする位置に配設し、シールリング7自体の熱膨張によって、第1・第2端部11, 12が、図12及び図13に示すように、閉鎖状になると、両小孔18, 18が相互に連通状として、圧力室側14から低圧側15へ流体を、矢印Fのように洩らすように、洩れ量補填手段Qを、構成している。なお、貫設した小孔18を円形とした場合を示したが、これを長孔や円弧状孔として、両孔の重なる面積(リークパス流路面積)を微妙に変化させ、図6に示したD3 ゾーンの曲線の形状・勾配を、最適値に設定するも、好ましい(図示省略)。
【0023】
次に、図14〜図16はさらに別の実施の形態を示す。図14は図11に、図15は図12に、図16は図13に、夫々ほぼ対応した図面である。同じ符号は同様の構成であるので説明省略するが、図11〜図13と相違する点は、以下の通りである。
第1・第2半肉厚突片部16, 17に夫々流体洩れ用外周切欠19,19を形成し、図14に示した低温時には外周切欠19, 19が相互に周方向に位置ずれする位置に配設し、シールリング7自体の熱膨張によって、図15と図16に示す如く、第1・第2端部11, 12が閉鎖状となると、両外周切欠19, 19が相互に連通状として、図16の矢印Fのように、圧力室側14から低圧側15へ流体を洩らすように、洩れ補填手段Qを構成している。
【0024】
なお、外周切欠19は矩形状(かまぼこ型)とした場合を示したが、所望により、この形状は変更自由であり、切欠深さを周方向にしだいに増加(又は減少)させて、図6のD3 ゾーンの曲線形状や傾斜角度を、最適化することが可能となる。
【0025】
【発明の効果】
本発明は上述の構成により次のような著大な効果を奏する。
(請求項1,2,3,4によれば、)低温時と高温時に、略同量の洩れを生じさせることにより、例えば、車のミッションオイルの洩れ量が変わらず、エンジン始動時にオートマチックミッションが入りにくいといった現象を防ぎ得る。
また、低温時と高温時に、略同量に洩れを生じさせて、回転摩擦による発熱からシールリング7を(冷却して)保護することが、簡易な構成にて、可能となり、シールリング7の寿命が著しく延びる。このように、従来のこの種のシールリングのように、洩れ量を可能な限り減少するのではなく、逆に、適量(少量)の洩れ量を、低温時のみならず、高温時にも生じさせて、オートマチックトランスミッション等に使用して、優れた作用効果を発揮する。
【0026】
(請求項2,3によれば、)合口端面11a,12aの加工が簡単であり、安価に、かつ、高精度に大量生産ができる。
(請求項4によれば、)洩れの補填量を、微妙に設定しやすい利点がある。
(請求項5によれば、)使用温度範囲T0 における下限と上限で略同一洩れ量Vとすることは、全体的に、温度変化に伴う洩れ量全体の変化が、最少となり、好ましい。
【図面の簡単な説明】
【図1】本発明の実施の一形態を示す一部破断正面図である。
【図2】シールリングの断面正面図である。
【図3】シールリングの斜視図である。
【図4】低温時(初期状態)の一部断面正面図である。
【図5】高温時の一部断面正面図である。
【図6】グラフ図である。
【図7】他の実施の形態を示す斜視図である。
【図8】シールリングの側面図である。
【図9】低温時(初期状態)の一部断面正面図である。
【図10】高温時の一部断面正面図である。
【図11】別の実施の形態を示す低温時(初期状態)の要部説明図である。
【図12】高温時の要部説明図である。
【図13】高温時の一部破断正面図である。
【図14】さらに別の実施の形態を示す低温時(初期状態)の要部説明図である。
【図15】高温時の要部説明図である。
【図16】高温時の一部破断正面図である。
【図17】従来例の説明図である。
【図18】従来例の問題の説明図である。
【図19】従来例の特性を示すグラフ図である。
【符号の説明】
2 ハウジング
3a 内周面
4 軸体
6 外周凹溝
7 シールリング
8 合口
11 第1端部
11a 合口端面
12 第2端部
12a 合口端面
13 リークパス用間隙
14 圧力室側
15 低圧側
16 第1半肉厚突片部
17 第2半肉厚突片部
18 小孔
19 外周切欠
V 洩れ量
Q 洩れ量補填手段
T0 使用温度範囲
Claims (5)
- ハウジング(2)内に挿入された軸体(4)の外周凹溝(6)に、合口(8)を有するプラスチック製シールリング(7)を装着した軸封構造に於て、上記シールリング(7)自体の熱膨張によって上記合口(8)が閉鎖状となって流体洩れ量が減少するのを補填する洩れ量補填手段(Q)を具備したことを特徴とする軸封構造。
- 洩れ量補填手段(Q)が、上記シールリング(7)の上記合口(8)を径方向(R)から見た場合に第1端部(11)と第2端部(12)の両合口端面(11a)(12a)を傾斜状に形成し、上記シールリング(7)自体の熱膨張によって上記両合口端面(11a)(12a)が閉鎖状となると共に両合口端面(11a)(12a)が相対的摺り運動して、上記第1端部(11)が上記第2端部(12)に乗り上げて、上記外周凹溝(6)の低圧側内面(6a)と上記第1端部(11)との間に圧力室側(14)から低圧側(15)へ流体を洩らすリークパス用間隙(13)を形成するように構成した請求項1記載の軸封構造。
- 洩れ量補填手段(Q)が、上記シールリング(7)の上記合口(8)を軸心方向から見た場合に第1端部(11)と第2端部(12)の両合口端面(11a)(12a)を傾斜状に形成し、上記シールリング(7)自体の熱膨張によって上記両合口端面(11a)(12a)が閉鎖状となると共に両合口端面(11a)(12a)が相対的摺り運動して、上記第1端部(11)が上記第2端部(12)に乗り上げて、上記ハウジング(2)の内周面(3a)と上記第1端部(11)との間に圧力室側(14)から低圧側(15)へ流体を洩らすリークパス用間隙(13)を形成するよう構成した請求項1記載の軸封構造。
- 洩れ量補填手段(Q)が、上記シールリング(7)の上記合口(8)を径方向から見た場合に第1半肉厚突片部(16)と第2半肉厚突片部(17)とが相互に当接するステップカット状に第1端部(11)・第2端部(12)を形成し、さらに、軸心方向に上記第1・第2半肉厚突片部(16)(17)に夫々流体洩れ用小孔(18)又は外周切欠(19)を形成し、低温時には夫々の該小孔(18)(18)又は外周切欠(19)(19)が相互に周方向に位置ずれする位置に配設し、上記シールリング(7)自体の熱膨張によって上記第1・第2端部(11)(12)が閉鎖状となると上記両小孔(18)(18)又は両外周切欠(19)(19)が相互に連通状として圧力室側(14)から低圧側(15)へ流体を洩らすように構成した請求項1記載の軸封構造。
- 流体の使用温度範囲(T0 )における下限の低温度(Tmin )と上限の高温度(Tmax )の洩れ量(V)を略同一値となるように洩れ量補填手段(Q)にて補填する請求項1,2,3又は4記載の軸封構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003129668A JP2004332829A (ja) | 2003-05-08 | 2003-05-08 | 軸封構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003129668A JP2004332829A (ja) | 2003-05-08 | 2003-05-08 | 軸封構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004332829A true JP2004332829A (ja) | 2004-11-25 |
Family
ID=33505398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003129668A Pending JP2004332829A (ja) | 2003-05-08 | 2003-05-08 | 軸封構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004332829A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020176673A (ja) * | 2019-04-17 | 2020-10-29 | ナブテスコ株式会社 | シール構造及びシール |
-
2003
- 2003-05-08 JP JP2003129668A patent/JP2004332829A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020176673A (ja) * | 2019-04-17 | 2020-10-29 | ナブテスコ株式会社 | シール構造及びシール |
| JP7530705B2 (ja) | 2019-04-17 | 2024-08-08 | ナブテスコ株式会社 | シール構造 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4222575A (en) | Shaft seal device | |
| US5626347A (en) | Coning resistant face seal having a "U" shape | |
| JP7164533B2 (ja) | シールリング | |
| JP2001271651A (ja) | ターボチャージャー | |
| US4212473A (en) | Multiple seal ring having a tapered surface, and a sealing device | |
| JP2000008948A (ja) | 内燃機関のピストン | |
| KR102656388B1 (ko) | 실링 링 | |
| US20100164177A1 (en) | Hybrid multistage brush seal | |
| US20060033287A1 (en) | Controlled gap carbon seal | |
| JP4816562B2 (ja) | オイルシール構造 | |
| JP2004332829A (ja) | 軸封構造 | |
| EP3315833A1 (en) | Shaft seal device of refrigerator compressor | |
| US4061447A (en) | Oil seal for rotary engine | |
| JP4196833B2 (ja) | シールリング | |
| JP5564008B2 (ja) | 軸部材のすべり軸受構造 | |
| US2500359A (en) | Shaft seal | |
| US3829252A (en) | Sealing arrangement for an air compressor | |
| JP2848027B2 (ja) | ターボチャージャ用オイルシールの構造 | |
| KR20170040858A (ko) | 터보차저의 오일 실링 장치 | |
| JP3346068B2 (ja) | 内燃機関のピストン | |
| KR100365115B1 (ko) | 엔진의 피스톤 링 | |
| JP2005308002A (ja) | シールリング | |
| JP2002372154A (ja) | シールリング | |
| KR100304435B1 (ko) | 오일링 | |
| JPH089400Y2 (ja) | シリンダライナの取付構造 |