JP2004335592A - 超音波接合装置 - Google Patents
超音波接合装置 Download PDFInfo
- Publication number
- JP2004335592A JP2004335592A JP2003126612A JP2003126612A JP2004335592A JP 2004335592 A JP2004335592 A JP 2004335592A JP 2003126612 A JP2003126612 A JP 2003126612A JP 2003126612 A JP2003126612 A JP 2003126612A JP 2004335592 A JP2004335592 A JP 2004335592A
- Authority
- JP
- Japan
- Prior art keywords
- ultrasonic
- stage
- ultrasonic horn
- slide
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/0711—Apparatus therefor
Landscapes
- Apparatuses For Generation Of Mechanical Vibrations (AREA)
- Wire Bonding (AREA)
Abstract
【課題】超音波ホーンのZ軸制御精度を向上させる共に、接合性を向上させ、かつ接合作業時間を短縮してチップ部品等の電子部品の低コスト化を図った超音波接合装置を提供すること。
【解決手段】チップ部品14に所定の加圧力と超音波振動を付与する超音波ホーン12と、この超音波ホーン12を下端部に装着したZステージ19と、このZステージ19を進退自在に位置決めするZスライド11とを備え、このZスライド11にモータ16を装着し、このモータ16の回転をボールねじ機構18によってZステージ19を直線運動に変換すると共に、Zステージ19と超音波ホーン12間にピエゾ素子Pと圧力検出器34を配設し、この圧力検出器34の検出信号に基き、ピエゾ素子Pを伸縮させて超音波ホーン12を微動送りした。
【選択図】 図3
【解決手段】チップ部品14に所定の加圧力と超音波振動を付与する超音波ホーン12と、この超音波ホーン12を下端部に装着したZステージ19と、このZステージ19を進退自在に位置決めするZスライド11とを備え、このZスライド11にモータ16を装着し、このモータ16の回転をボールねじ機構18によってZステージ19を直線運動に変換すると共に、Zステージ19と超音波ホーン12間にピエゾ素子Pと圧力検出器34を配設し、この圧力検出器34の検出信号に基き、ピエゾ素子Pを伸縮させて超音波ホーン12を微動送りした。
【選択図】 図3
Description
【0001】
【発明の属する技術分野】
本発明は、横振動方式の超音波ホーンを使用し、例えば、集積回路のベアチップのバンプを直接プリント基板のランド部に超音波で接合する超音波接合装置に関するものである。
【0002】
【従来の技術】
従来のコネクター端子は、樹脂製等の基板に接続されたリード線と半田接合やスポット溶接、あるいは超音波接合によって接合されていた。近年、接着剤等の別部材を必要とせず、また加工処理時間も0.5秒程度という極短時間で済む超音波振動を利用した接合方法が採用されている。
【0003】
図9は従来の超音波接合装置を示す構成図である。この超音波接合装置において、超音波ホーン50および超音波発生器51を保持している固定ブロック52は、回転角調整ブロック53に固定されている。この回転角調整ブロック53は軸受ブロック54に垂直向きに軸受されたモータ軸55の下端部に設けられ、モータ軸55の上端部はステッピングモータ等の回転角調整用モータ56の出力軸と連結している。
【0004】
軸受ブロック54は垂直なガイドレール57に沿って上下移動する可動枠58に支持され、可動枠58より上方部分のガイドレール57に加圧ブロック59が支持されている。この加圧ブロック59と一体になったブロック60に圧力調整用モータ61の出力軸となるねじ軸62がねじ結合されている。
【0005】
また、可動枠58と加圧ブロック59との間には圧力検出器(ロードセル)63が配置されている。この圧力検出器63により検出された出力信号は、パソコン64から指令データが入力されている荷重制御ユニット65にて読み込まれて荷重制御され、ここから指令データに基づいた荷重信号として圧力調整用モータ61を駆動し、圧力検出器63への加圧力を調整する、所謂クローズドフィードバック制御が行なわれている。
【0006】
すなわち、X−Y移動テーブル66上に位置決め載置された回路基板67に対し、超音波ホーン50に吸着された状態でチップ部品68が押し付けられて振動される圧力値は、圧力調整用モータ61と圧力検出器63と荷重制御ユニット65とのクローズドフィードバック制御により一定にできるようになっている。
【0007】
従来、こうした精密な位置決めを行うため、Z軸の制御システムとして、ステッピングモータ等の圧力調整用モータ61とねじ軸62を使用し、圧力調整用モータ61の回転をねじ軸62で直線方向に変換すると共に、この動きをガイドレール57と可動枠58からなる転がり軸受方式の直動案内機構で案内支持していた(例えば、特許文献1参照。)。
【0008】
【特許文献1】
特開2002−190500号公報(第3、4頁、第1図)
【0009】
【発明が解決しようとする課題】
しかしながら、チップ部品68のバンプ68aには、通常図10に示すような数10μm程度の突出片68bが残存しているため、超音波ホーン50で横振動を付与して所定の加圧力をかけると、図11のタイムチャートに示すように、発振を開始し加圧していく一次加圧力(F1)時点でこの突出片68bが挫屈して瞬間的に加圧力Fが低下する、所謂トリガーロストを誘発することが判っている。例えば金等からなるバンプ68aでは、延性が極めて高いため、さらにこのバンプ68aの溶融時にトリガーロストが生じ易い。したがって、このトリガーロストに対応して加圧力Fを制御し、所望の二次加圧力(F2)まで加圧しようとすると必然的に発振時間(t2−t1)が長くなってしまい、また、接合性も極端に悪くなってしまう。
【0010】
ここで、従来のZ軸の制御システムでは、転がり軸受方式の直動案内機構を採用しているため摩擦係数が大きく、こうした高速で微小な動きに追従できない。また、ねじ軸62をステッピングモータ等の圧力調整用モータ61で駆動制御する方式では、こうした微動制御自体に限界があり、例えバンプ68aの突出片68bを予め追加工して小さく設定したとしてもこのトリガーロストを防止することは難しく、接合に要する作業時間が必然的に長くなるという問題を内在していた。これに加え、近年、この超音波ホーン50のZ軸方向の位置決め精度をさらに向上させると共に、加圧力Fを小さくしてその精度を向上させ、接合強度を低下させることなくチップ部品68の装着精度を高めると共に、さらにはその接合作業時間を短縮してチップ部品の低コスト化を図る要求が厳しくなってきている。
【0011】
本発明は、このような事情に鑑みてなされたもので、超音波ホーンのZ軸制御精度を向上させる共に、接合作業時間を短縮してチップ部品等の電子部品の低コスト化を図った超音波接合装置を提供することを目的としている。
【0012】
【課題を解決するための手段】
係る目的を達成すべく、本発明のうち請求項1に記載の発明は、横振動方式の超音波ホーンを利用して電子部品のバンプを回路基板側のランド部に対して水平方向に超音波振動を付与することで溶融接合し実装する超音波接合装置において、前記チップ部品に所定の加圧力と超音波振動を付与する超音波ホーンと、この超音波ホーンを下端部に装着したZステージと、このZステージを進退自在に位置決めするZスライドとを備え、このZスライドにモータを装着し、このモータの駆動によって前記Zステージを直線運動させると共に、前記Zステージと前記超音波ホーン間にピエゾ素子と圧力検出器を配設し、この圧力検出器の検出信号に基き、前記ピエゾ素子を伸縮させて前記超音波ホーンを微動送りした構成を採用した。
【0013】
このように、Zステージの粗動は、例えばモータの回転をZ軸方向の直線運動に変換するボールねじ機構で行ない、微動はピエゾ素子で行なうようにしたので、ピエゾ素子が持つ高速応答性と微小変位制御性を最大に発揮し、接合作業時におけるトリガーロストを可及的に抑制することができる。さらに、接合性を向上させると共に接合作業時間を格段に短縮することができ、チップ部品等の電子部品の低コスト化を達成することができる。また、従来の超音波接合装置を一部改造するだけで、接合作業性に大きく影響していたトリガーロストを抑制できるのでその効果は大きい。
【0014】
好ましくは、請求項2に記載の発明のように、前記圧力検出器にピエゾ素子を固着すれば、ユニット化ができ、超音波接合装置の組立作業性が向上する。
【0015】
また、請求項3に記載の発明は、前記圧力検出器の圧力電圧と指定加圧電圧とが等しくなるように、前記ピエゾ素子の伸縮をピエゾコントローラでクローズドフィードバック制御するようにしたので、モータと圧力検出器とピエゾコントローラにより、超音波ホーンでチップ部品が加圧されて振動される圧力値を精度良く一定にできる。
【0016】
また、請求項4に記載の発明は、前記Zステージを、静圧軸受を介してガイドバーで案内支持したので、摩擦係数が極めて小さく、スティックスリップを可及的に抑制することができる。したがって、超音波ホーンのZ軸制御精度が格段に向上し、チップ部品の装着精度を向上させることができると共に、加圧力を小さくできその精度も向上させることができる。これにより、従来に比べ接合強度が向上し、接合における不良率を格段に抑制することができる。さらに、潤滑油が不要で使用環境をクリーンに維持できる。
【0017】
また、請求項5に記載の発明は、前記Zステージをばねで前記Zスライドに吊下げたので、超音波ホーンを搭載したZステージの自重はキャンセルされる。したがって、ボールねじのナットには実質的にZステージ等の自重による軸方向荷重がかからず、ボールねじの直線運動をスムーズに行うことができ、位置決め精度を格段に向上させることができる。
【0018】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基いて詳細に説明する。図1は、本発明に係る超音波接合装置の実施形態を示す概略図である。本実施形態では、プリント基板15にベアチップ(半導体チップ)14を実装するフリップチップボンダーを例として説明する。このフリップチップボンダー1は、基台上に配設されたY1スライド2、このY1スライド2に載置されたX1スライド3、このX1スライド3に設けられた基板ステージ4、Y2スライド5とX2スライド6とで支持されたベアチップ用カメラ7、Y3スライド8で支持されたボンディングコレット9、X3スライド10、Zスライド11で支持された超音波ホーン12、ベアチップ位置決めステージ13、および図示しないトレーステージと制御用コンピュータを備えている。トレーステージは上下動自在に配設され、ベアチップ14がその電極形成面を上に向けて多数収容されている。
【0019】
Y1スライド2、X1スライド3は、2つのACサーボモータの回転をボールねじ機構(図示せず)で直線方向に変換し、水平面内で直交する2方向に移動可能である。X1スライド3上には基板ステージ4が設けられ、図示しない移載手段によりプリント基板15が1枚ずつ移載される。移載されたプリント基板15は、基板ステージ4上で反りや歪みが矯正され、図示しないヒータにて予加熱される。
【0020】
ベアチップ用カメラ7は、例えばCCDカメラ等の上下2視野小型カメラからなり、基板ステージ4の上方で進退自在に配設されている。ベアチップ14をプリント基板15の手前でベアチップ位置決めステージ13に表裏を反転させて降ろし、Y3スライド8とX3スライド10で位置決めした後に、Y3スライド8に設けられたボンディングコレット9でベアチップ14を保持してプリント基板15上に載置する。このボンディングコレット9は、ベアチップ14をエアで吸着保持する吸着ノズル9aを有し、ベアチップ14の形状やサイズに応じて適宜交換自在となっている。Y2スライド5、X2スライド6、Y3スライド8、X3スライド10は、それぞれ2つのACサーボモータの回転をボールねじ機構(図示せず)で直線方向に変換し、水平面内で直交する2方向に移動可能である。
【0021】
基板ステージ4上に位置決めされたプリント基板15と、このプリント基板15に位置決めされたベアチップ14の上方に超音波ホーン12がZスライド11に支持されて下降し、所定の位置で停止する。この超音波ホーン12の先端部に、その回転中心と同軸芯になるようにバキューム孔(図示せず)を形成し、ベアチップ14を吸着保持する。ここで、キーボード、CRTを備えた制御用コンピュータは、このCRTの表示画面を見ながらキーボードから入力されるベアチップ14の種類等の情報パラメータと、その制御用コンピュータに内蔵されたプログラムにしたがって、フリップチップボンダー1の各部の動作を制御する。また、ベアチップ用カメラ7の撮影画像を画像処理し、その結果からボンディングコレット9で移送中のベアチップ14とプリント基板15との相対位置を確認する。
【0022】
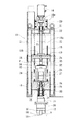
図2は、本発明に係るフリップチップボンダー1におけるZスライドの実施形態を示す正面図、図3はその側面図、図4は図2の平面図である。このZスライド11は、ACサーボモータ16と、このモータ16のモータ軸16aにカップリング17を介して連結されたボールねじ軸18aと、このボールねじ軸18aに外嵌されたナット18bと、ナット18bを固着するZステージ19とを備えている。ここではこのZステージ19は想像線で示している。ボールねじ軸18aの外周面およびナット18bの内周面には螺旋状のねじ溝(図示せず)が形成され、これらねじ溝で形成されるボール転走路に多数のボール(図示せず)を転動自在に収容した、所謂ボールねじ18を構成している。このボールねじ18によってモータ16の回転をZ軸方向の直線運動に変換している。
【0023】
ボールねじ軸18aは、ハウジング20に対して転がり軸受21を介して回転自在に、かつ軸方向移動不可に支承されている。一方、ナット18bは、Zステージ19に固着され、回転不可に、かつ軸方向移動自在に配設されている。なお、22、23は、ボールねじ18のストロークを規制するため、ボールねじ軸18aの端部に固着されたセットカラーである。
【0024】
Zステージ19は後述する静圧軸受24を介して一対のガイドバー25に対して軸方向移動自在に支持されている。このZステージ19の下端部には、調整ユニット26が配設されている。この調整ユニット26は、ベアチップ14の向きを矯正するモータ27と、この向き矯正用のモータ27に、位置検出部(エンコーダ)28を介して連結された平行調整部29、およびこの平行調整部29に脱着可能に超音波ホーン12が装着されている。平行調整部29は、Zステージ19に固着されたブラケット30に対して、転がり軸受31を介して回転自在に支承されている。
【0025】
また、このZステージ19を含め、調整ユニット26および超音波ホーン12が、一対のコイルばね32でもって固定部に吊下げられている。したがって、これらの自重はキャンセルされ、前述したボールねじ18のナット18bには実質的にZステージ19等の自重による軸方向荷重がかからず、ボールねじ18の直線運動をスムーズに行うことができる。Zステージ19の上端部にはドグ33が突設され、このドグ33に対峙して圧力検出器(ロードセル)34が配設されている。この圧力検出器34によって、超音波ホーン12の加圧力を検出することができる。35は調整ねじで、一対のコイルばね32の一端を係止し、Zステージ19等の自重をキャンセルさせるための初期調整用、すなわち初期に圧力検出器34で検出される加圧力をゼロにするための高さ調整用として使用される。
【0026】
本実施形態では、加圧力検出用の圧力検出器34にピエゾアクチュエータとしてのピエゾ素子Pが固着されている。このピエゾ素子Pは、圧力検出器34と同様、Zステージ19と超音波ホーン12間に配設すれば良く、特にその配設される部位には限定されないが、圧力検出器34に一体に固着することでユニット化ができ、装置の組立作業性が向上する。
【0027】
ここで、ピエゾ素子Pが持つ高速応答性と微小変位制御性を応用し、超音波ホーン12を直動させ、バンプ潰れによるトリガーロストを可及的に抑制している。すなわち、粗動は前述したモータ16の回転をZ軸方向の直線運動に変換するボールねじ18で行ない、微動はこのピエゾ素子Pで行なっている。本実施形態では、ピエゾ素子Pの最大ストロークは50μm、分解能は0.1μm、最大荷重は10Nのものを使用したが、これに限らず、ベアチップ14の仕様によって適宜所望のピエゾ素子を選択することができる。
【0028】
なお、Zステージ19の粗動は、モータ16の回転をZ軸方向の直線運動に変換するボールねじ18を例示したが、これに限らず、例えばエアシリンダー等、他の駆動機構であっても良い。また、比較的微動制御が可能なリニアモータを採用し、Zステージ19の粗動と微動とをこのリニアモータにより荷重制御することも可能である。
【0029】
図5は超音波ホーン12の荷重制御方法を示した模式図である。圧力検出器34により検出された出力信号は図示しない制御部で荷重制御され、この制御部からの指令値と出力信号との偏差をゼロにするようピエゾ素子Pを動かして制御する。すなわち、圧力検出器34の圧力電圧と指定加圧電圧とが等しくなるように、ピエゾ素子Pの伸縮をピエゾコントローラPCで制御する、所謂クローズドフィードバック制御を行なう。これにより、モータ16と圧力検出器34とピエゾコントローラPCにより、超音波ホーン12でベアチップ14が加圧されて振動される圧力値を精度良く一定にできる。
【0030】
図6は静圧軸受24の実施形態を示す断面斜視図である。この静圧軸受24は、多孔質燒結合金からなる軸受部36と、この軸受部36に外嵌されたバックメタル37とから構成されている。このバックメタル37の内周面には、環状の吸気溝37aが形成され、この吸気溝37aを連通する吸気室37bを通して吸気口37cに開口している。吸気口37cは図示しない吸気管を介してエア供給源に連通している。
【0031】
軸受部36は、銅系の燒結金属と黒鉛等の固体潤滑材およびこれらを結合させるバインダーからなり、所定の圧力で金型内で成形し、その後熱処理されている。粉体の粒子サイズや成形圧力によって所望のサイズの気孔を形成することができ、さらに軸受面となる内周面を適宜目つぶし加工により所望の多孔質絞りを形成して高剛性な軸受を構成することができる。この多孔質燒結合金からなる軸受部36は、摩擦係数が極めて小さく、スティックスリップを可及的に抑制することができる。また、潤滑油が不要で、使用環境をクリーンに維持できると共に、メンテナンスフリーが実現できる特徴を有している。
【0032】
この多孔質燒結合金からなる静圧軸受24は、ハウジングに焼きばめで固着されている。ハウジングおよびガイドバー25はSUS304等の耐食性のある鋼からなり、ガイドバー25には必要に応じて硬質クロムメッキ等を施して表面の耐摩耗性を向上させるのが良い。また、供給エアはドライエアを使用し、1μm以下のフィルターを通して0.5MPa程度の静圧を維持している。
【0033】
静圧軸受24とガイドバー25とのラジアルすきまは、5〜15μmの範囲に規制し、流量を調整することにより、適宜所望の軸受剛性と負荷容量を設定することができる。通常軸受剛性は軸受のラジアルすきまに反比例するため、可能な限り小さく設定することで高精度なスライダーが得られるが、一対のガイドバー25の平行度や直角度および真円度を考慮し、本実施形態では7〜12μmに設定している。
【0034】
本実施形態では、静圧軸受の中で最も負荷容量を高くできる多孔質燒結合金からなる静圧軸受24を例示したが、これに限らず、オリフィス絞りや表面絞り、あるいは自成絞り形式の静圧軸受であっても良い。また、ここではガイドバー25は断面円形のバー材を使用したが、断面矩形の角材を使用しても良い。本出願人が実施した試験では、多孔質の燒結合金からなる静圧軸受24をZスライド11の案内機構として使用すると、超音波ヘッド12のZ軸制御精度が格段に向上し、1.0〜1.2μmの分解能が得られ、またベアチップ14の装着精度±5μm以下を達成することができた。また、加圧力を5〜100Nの範囲で、±0.5N以下の加圧精度を達成することができた。したがって、従来に比べ接合強度が向上し、シェア強度は単位バンプ当たり0.5N以上を達成することができ、接合における不良率を抑制することができた。さらに、静圧軸受24による軸受部36の摺動抵抗の減少と相俟って、ピエゾ素子Pによる高速応答性によりトリガーロストを抑制し、超音波振動による接合作業時間を格段に短縮することができた。
【0035】
超音波ホーン12は、図3に示すように、調整ユニット26の下端部に取付けられる装着部38と、この装着部38に所定角度傾斜させて固定されているホーン軸39、およびホーン軸39の先端に配設された加圧ヘッド40とを備えている。また、図4に示すように、一対のガイドバー25の軸心を結んだ線上に、超音波ホーン12における加圧ヘッド40の加圧点aが一致するように設定されている。これにより、Zステージ19の位置決め精度と、超音波ホーン12の加圧力の精度を向上させることができる。
【0036】
次に、超音波接合のメカニズムを図7に示した模式図を用いて説明する。基板ステージ4上に載置されたプリント基板15にベアチップ14の電極面を形成した面を接触させ、これに加圧ヘッド40を所定の加圧力で押し当て、超音波振動を付与する訳であるが、加圧ヘッド40とベアチップ14間の摩擦係数をμ1、ベアチップ14とプリント基板15間の摩擦係数をμ2、そしてプリント基板15と基板ステージ4間の摩擦係数をμ3とした場合、μ1とμ3がμ2よりも大きくなるよう(μ1>>μ2、μ3>>μ2)、すなわち、超音波ホーン12が発生する横振動に対して、ベアチップ14とプリント基板15間でのみ摺動が繰返され、ベアチップ14がスリップなく完全に追従して振動するように設定するのが好ましい。この状態で図8に示すように、加圧ヘッド40に横方向の超音波振動が付与されると、接触界面41近傍の原子が拡散し、両者を接合することができる。
【0037】
なお、前述した実施形態では、PET(ポリエチレンテレフタレート)製樹脂フィルムに金箔の端子、リード線を用いたが、それ以外にも有機系膜としてPI(ポリイミド)、PEN(ポリエチレンナフタレート)、PPS(ポリフェニレンサルファイト)等の樹脂基板、あるいはセラミックス基板を用いても良い。また、端子、リード線として金以外にも銅やアルミ箔を適用することもできる。
【0038】
また、本実施形態では、フリップチップボンダーについて詳述したが、本発明に係る超音波接合装置はこれに限らず、例えばギャングボンダーやその他端子接合等半導体部品一般の接合装置に適用できることは言うまでもない。
【0039】
以上、本発明の実施の形態について説明を行ったが、本発明はこうした実施の形態に何等限定されるものではなく、あくまで例示であって、本発明の要旨を逸脱しない範囲内において、さらに種々なる形態で実施し得ることは勿論のことであり、本発明の範囲は、特許請求の範囲の記載によって示され、さらに特許請求の範囲に記載の均等の意味、および範囲内のすべての変更を含む。
【0040】
【発明の効果】
以上詳述したように、本発明に係る超音波接合装置は、横振動方式の超音波ホーンを利用して電子部品のバンプを回路基板側のランド部に対して水平方向に超音波振動を付与することで溶融接合し実装する超音波接合装置において、前記チップ部品に所定の加圧力と超音波振動を付与する超音波ホーンと、この超音波ホーンを下端部に装着したZステージと、このZステージを進退自在に位置決めするZスライドとを備え、このZスライドにモータを装着し、このモータの駆動によって前記Zステージを直線運動させると共に、前記Zステージと前記超音波ホーン間にピエゾ素子と圧力検出器を配設し、この圧力検出器の検出信号に基き、前記ピエゾ素子を伸縮させて前記超音波ホーンを微動送りするようにしたので、ピエゾ素子が持つ高速応答性と微小変位制御性を最大に発揮し、接合作業時におけるトリガーロストを可及的に抑制することができる。さらに、接合性を向上させると共に接合作業時間を格段に短縮することができ、チップ部品等の電子部品の低コスト化を達成することができる。また、従来の超音波接合装置を一部改造するだけで、接合作業性に大きく影響していたトリガーロストを抑制できるのでその効果は大きい。
【図面の簡単な説明】
【図1】本発明に係る超音波接合装置の実施形態を示す概略図である。
【図2】本発明に係るZスライドの実施形態を示す正面図である。
【図3】同上側面図である。
【図4】同上、図2の平面図である。
【図5】本発明に係るピエゾ素子による超音波ホーンの荷重制御方法を示した模式図である。
【図6】本発明に係る静圧軸受を示す断面斜視図である。
【図7】本発明に係る超音波接合のメカニズムを示す模式図である。
【図8】同上
【図9】従来の超音波接合装置を示す構成図である。
【図10】チップ部品におけるバンプ部の模式図である。
【図11】従来の超音波接合装置における接合作業のタイムチャートである。
【符号の説明】
1・・・・・・・・・・・・・・・フリップチップボンダー
2・・・・・・・・・・・・・・・Y1スライド
3・・・・・・・・・・・・・・・X1スライド
4・・・・・・・・・・・・・・・基板ステージ
5・・・・・・・・・・・・・・・Y2スライド
6・・・・・・・・・・・・・・・X2スライド
7・・・・・・・・・・・・・・・カメラ
8・・・・・・・・・・・・・・・Y3スライド
9・・・・・・・・・・・・・・・ボンディングコレット
9a・・・・・・・・・・・・・・吸着ノズル
10・・・・・・・・・・・・・・X3スライド
11・・・・・・・・・・・・・・Zスライド
12・・・・・・・・・・・・・・超音波ホーン
13・・・・・・・・・・・・・・ベアチップ位置決めステージ
14・・・・・・・・・・・・・・ベアチップ
15・・・・・・・・・・・・・・プリント基板
16、27・・・・・・・・・・・モータ
16a・・・・・・・・・・・・・モータ軸
17・・・・・・・・・・・・・・カップリング
18・・・・・・・・・・・・・・ボールねじ
18a・・・・・・・・・・・・・ボールねじ軸
18b・・・・・・・・・・・・・ナット
19・・・・・・・・・・・・・・Zステージ
20・・・・・・・・・・・・・・ハウジング
21、31・・・・・・・・・・・転がり軸受
22、23・・・・・・・・・・・セットカラー
24・・・・・・・・・・・・・・静圧軸受
25・・・・・・・・・・・・・・ガイドバー
26・・・・・・・・・・・・・・調整ユニット
28・・・・・・・・・・・・・・位置検出部
29・・・・・・・・・・・・・・平行調整部
30・・・・・・・・・・・・・・ブラケット
32・・・・・・・・・・・・・・コイルばね
33・・・・・・・・・・・・・・ドグ
34・・・・・・・・・・・・・・圧力検出器
35・・・・・・・・・・・・・・調整ねじ
36・・・・・・・・・・・・・・軸受部
37・・・・・・・・・・・・・・バックアップメタル
37a・・・・・・・・・・・・・吸気溝
37b・・・・・・・・・・・・・吸気室
37c・・・・・・・・・・・・・吸気口
38・・・・・・・・・・・・・・装着部
39・・・・・・・・・・・・・・ホーン軸
40・・・・・・・・・・・・・・加圧ヘッド
41・・・・・・・・・・・・・・接触界面
50・・・・・・・・・・・・・・超音波ホーン
51・・・・・・・・・・・・・・超音波振動発生器
52・・・・・・・・・・・・・・固定ブロック
53・・・・・・・・・・・・・・回転角調整ブロック
54・・・・・・・・・・・・・・軸受ブロック
55・・・・・・・・・・・・・・モータ軸
56・・・・・・・・・・・・・・回転角調整用モータ
57・・・・・・・・・・・・・・ガイドレール
58・・・・・・・・・・・・・・可動枠
59・・・・・・・・・・・・・・加圧ブロック
60・・・・・・・・・・・・・・ブロック
61・・・・・・・・・・・・・・圧力調整用モータ
62・・・・・・・・・・・・・・ねじ軸
63・・・・・・・・・・・・・・圧力検出器
64・・・・・・・・・・・・・・パソコン
65・・・・・・・・・・・・・・荷重制御ユニット
66・・・・・・・・・・・・・・X−Y移動テーブル
67・・・・・・・・・・・・・・回路基板
68・・・・・・・・・・・・・・チップ部品
68a・・・・・・・・・・・・・バンプ
68b・・・・・・・・・・・・・突出片
a・・・・・・・・・・・・・・・加圧点
F、F1、F2・・・・・・・・・加圧力
P・・・・・・・・・・・・・・・ピエゾ素子
PC・・・・・・・・・・・・・・ピエゾコントローラ
t、t1、t2・・・・・・・・・発振時間
μ1、μ2、μ3・・・・・・・・摩擦係数
【発明の属する技術分野】
本発明は、横振動方式の超音波ホーンを使用し、例えば、集積回路のベアチップのバンプを直接プリント基板のランド部に超音波で接合する超音波接合装置に関するものである。
【0002】
【従来の技術】
従来のコネクター端子は、樹脂製等の基板に接続されたリード線と半田接合やスポット溶接、あるいは超音波接合によって接合されていた。近年、接着剤等の別部材を必要とせず、また加工処理時間も0.5秒程度という極短時間で済む超音波振動を利用した接合方法が採用されている。
【0003】
図9は従来の超音波接合装置を示す構成図である。この超音波接合装置において、超音波ホーン50および超音波発生器51を保持している固定ブロック52は、回転角調整ブロック53に固定されている。この回転角調整ブロック53は軸受ブロック54に垂直向きに軸受されたモータ軸55の下端部に設けられ、モータ軸55の上端部はステッピングモータ等の回転角調整用モータ56の出力軸と連結している。
【0004】
軸受ブロック54は垂直なガイドレール57に沿って上下移動する可動枠58に支持され、可動枠58より上方部分のガイドレール57に加圧ブロック59が支持されている。この加圧ブロック59と一体になったブロック60に圧力調整用モータ61の出力軸となるねじ軸62がねじ結合されている。
【0005】
また、可動枠58と加圧ブロック59との間には圧力検出器(ロードセル)63が配置されている。この圧力検出器63により検出された出力信号は、パソコン64から指令データが入力されている荷重制御ユニット65にて読み込まれて荷重制御され、ここから指令データに基づいた荷重信号として圧力調整用モータ61を駆動し、圧力検出器63への加圧力を調整する、所謂クローズドフィードバック制御が行なわれている。
【0006】
すなわち、X−Y移動テーブル66上に位置決め載置された回路基板67に対し、超音波ホーン50に吸着された状態でチップ部品68が押し付けられて振動される圧力値は、圧力調整用モータ61と圧力検出器63と荷重制御ユニット65とのクローズドフィードバック制御により一定にできるようになっている。
【0007】
従来、こうした精密な位置決めを行うため、Z軸の制御システムとして、ステッピングモータ等の圧力調整用モータ61とねじ軸62を使用し、圧力調整用モータ61の回転をねじ軸62で直線方向に変換すると共に、この動きをガイドレール57と可動枠58からなる転がり軸受方式の直動案内機構で案内支持していた(例えば、特許文献1参照。)。
【0008】
【特許文献1】
特開2002−190500号公報(第3、4頁、第1図)
【0009】
【発明が解決しようとする課題】
しかしながら、チップ部品68のバンプ68aには、通常図10に示すような数10μm程度の突出片68bが残存しているため、超音波ホーン50で横振動を付与して所定の加圧力をかけると、図11のタイムチャートに示すように、発振を開始し加圧していく一次加圧力(F1)時点でこの突出片68bが挫屈して瞬間的に加圧力Fが低下する、所謂トリガーロストを誘発することが判っている。例えば金等からなるバンプ68aでは、延性が極めて高いため、さらにこのバンプ68aの溶融時にトリガーロストが生じ易い。したがって、このトリガーロストに対応して加圧力Fを制御し、所望の二次加圧力(F2)まで加圧しようとすると必然的に発振時間(t2−t1)が長くなってしまい、また、接合性も極端に悪くなってしまう。
【0010】
ここで、従来のZ軸の制御システムでは、転がり軸受方式の直動案内機構を採用しているため摩擦係数が大きく、こうした高速で微小な動きに追従できない。また、ねじ軸62をステッピングモータ等の圧力調整用モータ61で駆動制御する方式では、こうした微動制御自体に限界があり、例えバンプ68aの突出片68bを予め追加工して小さく設定したとしてもこのトリガーロストを防止することは難しく、接合に要する作業時間が必然的に長くなるという問題を内在していた。これに加え、近年、この超音波ホーン50のZ軸方向の位置決め精度をさらに向上させると共に、加圧力Fを小さくしてその精度を向上させ、接合強度を低下させることなくチップ部品68の装着精度を高めると共に、さらにはその接合作業時間を短縮してチップ部品の低コスト化を図る要求が厳しくなってきている。
【0011】
本発明は、このような事情に鑑みてなされたもので、超音波ホーンのZ軸制御精度を向上させる共に、接合作業時間を短縮してチップ部品等の電子部品の低コスト化を図った超音波接合装置を提供することを目的としている。
【0012】
【課題を解決するための手段】
係る目的を達成すべく、本発明のうち請求項1に記載の発明は、横振動方式の超音波ホーンを利用して電子部品のバンプを回路基板側のランド部に対して水平方向に超音波振動を付与することで溶融接合し実装する超音波接合装置において、前記チップ部品に所定の加圧力と超音波振動を付与する超音波ホーンと、この超音波ホーンを下端部に装着したZステージと、このZステージを進退自在に位置決めするZスライドとを備え、このZスライドにモータを装着し、このモータの駆動によって前記Zステージを直線運動させると共に、前記Zステージと前記超音波ホーン間にピエゾ素子と圧力検出器を配設し、この圧力検出器の検出信号に基き、前記ピエゾ素子を伸縮させて前記超音波ホーンを微動送りした構成を採用した。
【0013】
このように、Zステージの粗動は、例えばモータの回転をZ軸方向の直線運動に変換するボールねじ機構で行ない、微動はピエゾ素子で行なうようにしたので、ピエゾ素子が持つ高速応答性と微小変位制御性を最大に発揮し、接合作業時におけるトリガーロストを可及的に抑制することができる。さらに、接合性を向上させると共に接合作業時間を格段に短縮することができ、チップ部品等の電子部品の低コスト化を達成することができる。また、従来の超音波接合装置を一部改造するだけで、接合作業性に大きく影響していたトリガーロストを抑制できるのでその効果は大きい。
【0014】
好ましくは、請求項2に記載の発明のように、前記圧力検出器にピエゾ素子を固着すれば、ユニット化ができ、超音波接合装置の組立作業性が向上する。
【0015】
また、請求項3に記載の発明は、前記圧力検出器の圧力電圧と指定加圧電圧とが等しくなるように、前記ピエゾ素子の伸縮をピエゾコントローラでクローズドフィードバック制御するようにしたので、モータと圧力検出器とピエゾコントローラにより、超音波ホーンでチップ部品が加圧されて振動される圧力値を精度良く一定にできる。
【0016】
また、請求項4に記載の発明は、前記Zステージを、静圧軸受を介してガイドバーで案内支持したので、摩擦係数が極めて小さく、スティックスリップを可及的に抑制することができる。したがって、超音波ホーンのZ軸制御精度が格段に向上し、チップ部品の装着精度を向上させることができると共に、加圧力を小さくできその精度も向上させることができる。これにより、従来に比べ接合強度が向上し、接合における不良率を格段に抑制することができる。さらに、潤滑油が不要で使用環境をクリーンに維持できる。
【0017】
また、請求項5に記載の発明は、前記Zステージをばねで前記Zスライドに吊下げたので、超音波ホーンを搭載したZステージの自重はキャンセルされる。したがって、ボールねじのナットには実質的にZステージ等の自重による軸方向荷重がかからず、ボールねじの直線運動をスムーズに行うことができ、位置決め精度を格段に向上させることができる。
【0018】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基いて詳細に説明する。図1は、本発明に係る超音波接合装置の実施形態を示す概略図である。本実施形態では、プリント基板15にベアチップ(半導体チップ)14を実装するフリップチップボンダーを例として説明する。このフリップチップボンダー1は、基台上に配設されたY1スライド2、このY1スライド2に載置されたX1スライド3、このX1スライド3に設けられた基板ステージ4、Y2スライド5とX2スライド6とで支持されたベアチップ用カメラ7、Y3スライド8で支持されたボンディングコレット9、X3スライド10、Zスライド11で支持された超音波ホーン12、ベアチップ位置決めステージ13、および図示しないトレーステージと制御用コンピュータを備えている。トレーステージは上下動自在に配設され、ベアチップ14がその電極形成面を上に向けて多数収容されている。
【0019】
Y1スライド2、X1スライド3は、2つのACサーボモータの回転をボールねじ機構(図示せず)で直線方向に変換し、水平面内で直交する2方向に移動可能である。X1スライド3上には基板ステージ4が設けられ、図示しない移載手段によりプリント基板15が1枚ずつ移載される。移載されたプリント基板15は、基板ステージ4上で反りや歪みが矯正され、図示しないヒータにて予加熱される。
【0020】
ベアチップ用カメラ7は、例えばCCDカメラ等の上下2視野小型カメラからなり、基板ステージ4の上方で進退自在に配設されている。ベアチップ14をプリント基板15の手前でベアチップ位置決めステージ13に表裏を反転させて降ろし、Y3スライド8とX3スライド10で位置決めした後に、Y3スライド8に設けられたボンディングコレット9でベアチップ14を保持してプリント基板15上に載置する。このボンディングコレット9は、ベアチップ14をエアで吸着保持する吸着ノズル9aを有し、ベアチップ14の形状やサイズに応じて適宜交換自在となっている。Y2スライド5、X2スライド6、Y3スライド8、X3スライド10は、それぞれ2つのACサーボモータの回転をボールねじ機構(図示せず)で直線方向に変換し、水平面内で直交する2方向に移動可能である。
【0021】
基板ステージ4上に位置決めされたプリント基板15と、このプリント基板15に位置決めされたベアチップ14の上方に超音波ホーン12がZスライド11に支持されて下降し、所定の位置で停止する。この超音波ホーン12の先端部に、その回転中心と同軸芯になるようにバキューム孔(図示せず)を形成し、ベアチップ14を吸着保持する。ここで、キーボード、CRTを備えた制御用コンピュータは、このCRTの表示画面を見ながらキーボードから入力されるベアチップ14の種類等の情報パラメータと、その制御用コンピュータに内蔵されたプログラムにしたがって、フリップチップボンダー1の各部の動作を制御する。また、ベアチップ用カメラ7の撮影画像を画像処理し、その結果からボンディングコレット9で移送中のベアチップ14とプリント基板15との相対位置を確認する。
【0022】
図2は、本発明に係るフリップチップボンダー1におけるZスライドの実施形態を示す正面図、図3はその側面図、図4は図2の平面図である。このZスライド11は、ACサーボモータ16と、このモータ16のモータ軸16aにカップリング17を介して連結されたボールねじ軸18aと、このボールねじ軸18aに外嵌されたナット18bと、ナット18bを固着するZステージ19とを備えている。ここではこのZステージ19は想像線で示している。ボールねじ軸18aの外周面およびナット18bの内周面には螺旋状のねじ溝(図示せず)が形成され、これらねじ溝で形成されるボール転走路に多数のボール(図示せず)を転動自在に収容した、所謂ボールねじ18を構成している。このボールねじ18によってモータ16の回転をZ軸方向の直線運動に変換している。
【0023】
ボールねじ軸18aは、ハウジング20に対して転がり軸受21を介して回転自在に、かつ軸方向移動不可に支承されている。一方、ナット18bは、Zステージ19に固着され、回転不可に、かつ軸方向移動自在に配設されている。なお、22、23は、ボールねじ18のストロークを規制するため、ボールねじ軸18aの端部に固着されたセットカラーである。
【0024】
Zステージ19は後述する静圧軸受24を介して一対のガイドバー25に対して軸方向移動自在に支持されている。このZステージ19の下端部には、調整ユニット26が配設されている。この調整ユニット26は、ベアチップ14の向きを矯正するモータ27と、この向き矯正用のモータ27に、位置検出部(エンコーダ)28を介して連結された平行調整部29、およびこの平行調整部29に脱着可能に超音波ホーン12が装着されている。平行調整部29は、Zステージ19に固着されたブラケット30に対して、転がり軸受31を介して回転自在に支承されている。
【0025】
また、このZステージ19を含め、調整ユニット26および超音波ホーン12が、一対のコイルばね32でもって固定部に吊下げられている。したがって、これらの自重はキャンセルされ、前述したボールねじ18のナット18bには実質的にZステージ19等の自重による軸方向荷重がかからず、ボールねじ18の直線運動をスムーズに行うことができる。Zステージ19の上端部にはドグ33が突設され、このドグ33に対峙して圧力検出器(ロードセル)34が配設されている。この圧力検出器34によって、超音波ホーン12の加圧力を検出することができる。35は調整ねじで、一対のコイルばね32の一端を係止し、Zステージ19等の自重をキャンセルさせるための初期調整用、すなわち初期に圧力検出器34で検出される加圧力をゼロにするための高さ調整用として使用される。
【0026】
本実施形態では、加圧力検出用の圧力検出器34にピエゾアクチュエータとしてのピエゾ素子Pが固着されている。このピエゾ素子Pは、圧力検出器34と同様、Zステージ19と超音波ホーン12間に配設すれば良く、特にその配設される部位には限定されないが、圧力検出器34に一体に固着することでユニット化ができ、装置の組立作業性が向上する。
【0027】
ここで、ピエゾ素子Pが持つ高速応答性と微小変位制御性を応用し、超音波ホーン12を直動させ、バンプ潰れによるトリガーロストを可及的に抑制している。すなわち、粗動は前述したモータ16の回転をZ軸方向の直線運動に変換するボールねじ18で行ない、微動はこのピエゾ素子Pで行なっている。本実施形態では、ピエゾ素子Pの最大ストロークは50μm、分解能は0.1μm、最大荷重は10Nのものを使用したが、これに限らず、ベアチップ14の仕様によって適宜所望のピエゾ素子を選択することができる。
【0028】
なお、Zステージ19の粗動は、モータ16の回転をZ軸方向の直線運動に変換するボールねじ18を例示したが、これに限らず、例えばエアシリンダー等、他の駆動機構であっても良い。また、比較的微動制御が可能なリニアモータを採用し、Zステージ19の粗動と微動とをこのリニアモータにより荷重制御することも可能である。
【0029】
図5は超音波ホーン12の荷重制御方法を示した模式図である。圧力検出器34により検出された出力信号は図示しない制御部で荷重制御され、この制御部からの指令値と出力信号との偏差をゼロにするようピエゾ素子Pを動かして制御する。すなわち、圧力検出器34の圧力電圧と指定加圧電圧とが等しくなるように、ピエゾ素子Pの伸縮をピエゾコントローラPCで制御する、所謂クローズドフィードバック制御を行なう。これにより、モータ16と圧力検出器34とピエゾコントローラPCにより、超音波ホーン12でベアチップ14が加圧されて振動される圧力値を精度良く一定にできる。
【0030】
図6は静圧軸受24の実施形態を示す断面斜視図である。この静圧軸受24は、多孔質燒結合金からなる軸受部36と、この軸受部36に外嵌されたバックメタル37とから構成されている。このバックメタル37の内周面には、環状の吸気溝37aが形成され、この吸気溝37aを連通する吸気室37bを通して吸気口37cに開口している。吸気口37cは図示しない吸気管を介してエア供給源に連通している。
【0031】
軸受部36は、銅系の燒結金属と黒鉛等の固体潤滑材およびこれらを結合させるバインダーからなり、所定の圧力で金型内で成形し、その後熱処理されている。粉体の粒子サイズや成形圧力によって所望のサイズの気孔を形成することができ、さらに軸受面となる内周面を適宜目つぶし加工により所望の多孔質絞りを形成して高剛性な軸受を構成することができる。この多孔質燒結合金からなる軸受部36は、摩擦係数が極めて小さく、スティックスリップを可及的に抑制することができる。また、潤滑油が不要で、使用環境をクリーンに維持できると共に、メンテナンスフリーが実現できる特徴を有している。
【0032】
この多孔質燒結合金からなる静圧軸受24は、ハウジングに焼きばめで固着されている。ハウジングおよびガイドバー25はSUS304等の耐食性のある鋼からなり、ガイドバー25には必要に応じて硬質クロムメッキ等を施して表面の耐摩耗性を向上させるのが良い。また、供給エアはドライエアを使用し、1μm以下のフィルターを通して0.5MPa程度の静圧を維持している。
【0033】
静圧軸受24とガイドバー25とのラジアルすきまは、5〜15μmの範囲に規制し、流量を調整することにより、適宜所望の軸受剛性と負荷容量を設定することができる。通常軸受剛性は軸受のラジアルすきまに反比例するため、可能な限り小さく設定することで高精度なスライダーが得られるが、一対のガイドバー25の平行度や直角度および真円度を考慮し、本実施形態では7〜12μmに設定している。
【0034】
本実施形態では、静圧軸受の中で最も負荷容量を高くできる多孔質燒結合金からなる静圧軸受24を例示したが、これに限らず、オリフィス絞りや表面絞り、あるいは自成絞り形式の静圧軸受であっても良い。また、ここではガイドバー25は断面円形のバー材を使用したが、断面矩形の角材を使用しても良い。本出願人が実施した試験では、多孔質の燒結合金からなる静圧軸受24をZスライド11の案内機構として使用すると、超音波ヘッド12のZ軸制御精度が格段に向上し、1.0〜1.2μmの分解能が得られ、またベアチップ14の装着精度±5μm以下を達成することができた。また、加圧力を5〜100Nの範囲で、±0.5N以下の加圧精度を達成することができた。したがって、従来に比べ接合強度が向上し、シェア強度は単位バンプ当たり0.5N以上を達成することができ、接合における不良率を抑制することができた。さらに、静圧軸受24による軸受部36の摺動抵抗の減少と相俟って、ピエゾ素子Pによる高速応答性によりトリガーロストを抑制し、超音波振動による接合作業時間を格段に短縮することができた。
【0035】
超音波ホーン12は、図3に示すように、調整ユニット26の下端部に取付けられる装着部38と、この装着部38に所定角度傾斜させて固定されているホーン軸39、およびホーン軸39の先端に配設された加圧ヘッド40とを備えている。また、図4に示すように、一対のガイドバー25の軸心を結んだ線上に、超音波ホーン12における加圧ヘッド40の加圧点aが一致するように設定されている。これにより、Zステージ19の位置決め精度と、超音波ホーン12の加圧力の精度を向上させることができる。
【0036】
次に、超音波接合のメカニズムを図7に示した模式図を用いて説明する。基板ステージ4上に載置されたプリント基板15にベアチップ14の電極面を形成した面を接触させ、これに加圧ヘッド40を所定の加圧力で押し当て、超音波振動を付与する訳であるが、加圧ヘッド40とベアチップ14間の摩擦係数をμ1、ベアチップ14とプリント基板15間の摩擦係数をμ2、そしてプリント基板15と基板ステージ4間の摩擦係数をμ3とした場合、μ1とμ3がμ2よりも大きくなるよう(μ1>>μ2、μ3>>μ2)、すなわち、超音波ホーン12が発生する横振動に対して、ベアチップ14とプリント基板15間でのみ摺動が繰返され、ベアチップ14がスリップなく完全に追従して振動するように設定するのが好ましい。この状態で図8に示すように、加圧ヘッド40に横方向の超音波振動が付与されると、接触界面41近傍の原子が拡散し、両者を接合することができる。
【0037】
なお、前述した実施形態では、PET(ポリエチレンテレフタレート)製樹脂フィルムに金箔の端子、リード線を用いたが、それ以外にも有機系膜としてPI(ポリイミド)、PEN(ポリエチレンナフタレート)、PPS(ポリフェニレンサルファイト)等の樹脂基板、あるいはセラミックス基板を用いても良い。また、端子、リード線として金以外にも銅やアルミ箔を適用することもできる。
【0038】
また、本実施形態では、フリップチップボンダーについて詳述したが、本発明に係る超音波接合装置はこれに限らず、例えばギャングボンダーやその他端子接合等半導体部品一般の接合装置に適用できることは言うまでもない。
【0039】
以上、本発明の実施の形態について説明を行ったが、本発明はこうした実施の形態に何等限定されるものではなく、あくまで例示であって、本発明の要旨を逸脱しない範囲内において、さらに種々なる形態で実施し得ることは勿論のことであり、本発明の範囲は、特許請求の範囲の記載によって示され、さらに特許請求の範囲に記載の均等の意味、および範囲内のすべての変更を含む。
【0040】
【発明の効果】
以上詳述したように、本発明に係る超音波接合装置は、横振動方式の超音波ホーンを利用して電子部品のバンプを回路基板側のランド部に対して水平方向に超音波振動を付与することで溶融接合し実装する超音波接合装置において、前記チップ部品に所定の加圧力と超音波振動を付与する超音波ホーンと、この超音波ホーンを下端部に装着したZステージと、このZステージを進退自在に位置決めするZスライドとを備え、このZスライドにモータを装着し、このモータの駆動によって前記Zステージを直線運動させると共に、前記Zステージと前記超音波ホーン間にピエゾ素子と圧力検出器を配設し、この圧力検出器の検出信号に基き、前記ピエゾ素子を伸縮させて前記超音波ホーンを微動送りするようにしたので、ピエゾ素子が持つ高速応答性と微小変位制御性を最大に発揮し、接合作業時におけるトリガーロストを可及的に抑制することができる。さらに、接合性を向上させると共に接合作業時間を格段に短縮することができ、チップ部品等の電子部品の低コスト化を達成することができる。また、従来の超音波接合装置を一部改造するだけで、接合作業性に大きく影響していたトリガーロストを抑制できるのでその効果は大きい。
【図面の簡単な説明】
【図1】本発明に係る超音波接合装置の実施形態を示す概略図である。
【図2】本発明に係るZスライドの実施形態を示す正面図である。
【図3】同上側面図である。
【図4】同上、図2の平面図である。
【図5】本発明に係るピエゾ素子による超音波ホーンの荷重制御方法を示した模式図である。
【図6】本発明に係る静圧軸受を示す断面斜視図である。
【図7】本発明に係る超音波接合のメカニズムを示す模式図である。
【図8】同上
【図9】従来の超音波接合装置を示す構成図である。
【図10】チップ部品におけるバンプ部の模式図である。
【図11】従来の超音波接合装置における接合作業のタイムチャートである。
【符号の説明】
1・・・・・・・・・・・・・・・フリップチップボンダー
2・・・・・・・・・・・・・・・Y1スライド
3・・・・・・・・・・・・・・・X1スライド
4・・・・・・・・・・・・・・・基板ステージ
5・・・・・・・・・・・・・・・Y2スライド
6・・・・・・・・・・・・・・・X2スライド
7・・・・・・・・・・・・・・・カメラ
8・・・・・・・・・・・・・・・Y3スライド
9・・・・・・・・・・・・・・・ボンディングコレット
9a・・・・・・・・・・・・・・吸着ノズル
10・・・・・・・・・・・・・・X3スライド
11・・・・・・・・・・・・・・Zスライド
12・・・・・・・・・・・・・・超音波ホーン
13・・・・・・・・・・・・・・ベアチップ位置決めステージ
14・・・・・・・・・・・・・・ベアチップ
15・・・・・・・・・・・・・・プリント基板
16、27・・・・・・・・・・・モータ
16a・・・・・・・・・・・・・モータ軸
17・・・・・・・・・・・・・・カップリング
18・・・・・・・・・・・・・・ボールねじ
18a・・・・・・・・・・・・・ボールねじ軸
18b・・・・・・・・・・・・・ナット
19・・・・・・・・・・・・・・Zステージ
20・・・・・・・・・・・・・・ハウジング
21、31・・・・・・・・・・・転がり軸受
22、23・・・・・・・・・・・セットカラー
24・・・・・・・・・・・・・・静圧軸受
25・・・・・・・・・・・・・・ガイドバー
26・・・・・・・・・・・・・・調整ユニット
28・・・・・・・・・・・・・・位置検出部
29・・・・・・・・・・・・・・平行調整部
30・・・・・・・・・・・・・・ブラケット
32・・・・・・・・・・・・・・コイルばね
33・・・・・・・・・・・・・・ドグ
34・・・・・・・・・・・・・・圧力検出器
35・・・・・・・・・・・・・・調整ねじ
36・・・・・・・・・・・・・・軸受部
37・・・・・・・・・・・・・・バックアップメタル
37a・・・・・・・・・・・・・吸気溝
37b・・・・・・・・・・・・・吸気室
37c・・・・・・・・・・・・・吸気口
38・・・・・・・・・・・・・・装着部
39・・・・・・・・・・・・・・ホーン軸
40・・・・・・・・・・・・・・加圧ヘッド
41・・・・・・・・・・・・・・接触界面
50・・・・・・・・・・・・・・超音波ホーン
51・・・・・・・・・・・・・・超音波振動発生器
52・・・・・・・・・・・・・・固定ブロック
53・・・・・・・・・・・・・・回転角調整ブロック
54・・・・・・・・・・・・・・軸受ブロック
55・・・・・・・・・・・・・・モータ軸
56・・・・・・・・・・・・・・回転角調整用モータ
57・・・・・・・・・・・・・・ガイドレール
58・・・・・・・・・・・・・・可動枠
59・・・・・・・・・・・・・・加圧ブロック
60・・・・・・・・・・・・・・ブロック
61・・・・・・・・・・・・・・圧力調整用モータ
62・・・・・・・・・・・・・・ねじ軸
63・・・・・・・・・・・・・・圧力検出器
64・・・・・・・・・・・・・・パソコン
65・・・・・・・・・・・・・・荷重制御ユニット
66・・・・・・・・・・・・・・X−Y移動テーブル
67・・・・・・・・・・・・・・回路基板
68・・・・・・・・・・・・・・チップ部品
68a・・・・・・・・・・・・・バンプ
68b・・・・・・・・・・・・・突出片
a・・・・・・・・・・・・・・・加圧点
F、F1、F2・・・・・・・・・加圧力
P・・・・・・・・・・・・・・・ピエゾ素子
PC・・・・・・・・・・・・・・ピエゾコントローラ
t、t1、t2・・・・・・・・・発振時間
μ1、μ2、μ3・・・・・・・・摩擦係数
Claims (5)
- 横振動方式の超音波ホーンを利用して電子部品のバンプを回路基板側のランド部に対して水平方向に超音波振動を付与することで溶融接合し実装する超音波接合装置において、
前記チップ部品に所定の加圧力と超音波振動を付与する超音波ホーンと、この超音波ホーンを下端部に装着したZステージと、このZステージを進退自在に位置決めするZスライドとを備え、このZスライドにモータを装着し、このモータの駆動によって前記Zステージを直線運動させると共に、前記Zステージと前記超音波ホーン間にピエゾ素子と圧力検出器を配設し、この圧力検出器の検出信号に基き、前記ピエゾ素子を伸縮させて前記超音波ホーンを微動送りしたことを特徴とする超音波接合装置。 - 前記圧力検出器にピエゾ素子を固着した請求項1に記載の超音波接合装置。
- 前記圧力検出器の圧力電圧と指定加圧電圧とが等しくなるように、前記ピエゾ素子の伸縮をピエゾコントローラでクローズドフィードバック制御するようにした請求項1または2に記載の超音波接合装置。
- 前記Zステージを、静圧軸受を介してガイドバーで案内支持した請求項1乃至3いずれかに記載の超音波接合装置。
- 前記Zステージをばねで前記Zスライドに吊下げた請求項1乃至4いずれかに記載の超音波接合装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003126612A JP2004335592A (ja) | 2003-05-01 | 2003-05-01 | 超音波接合装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003126612A JP2004335592A (ja) | 2003-05-01 | 2003-05-01 | 超音波接合装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004335592A true JP2004335592A (ja) | 2004-11-25 |
Family
ID=33503486
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003126612A Pending JP2004335592A (ja) | 2003-05-01 | 2003-05-01 | 超音波接合装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004335592A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113314429A (zh) * | 2020-02-26 | 2021-08-27 | 三星显示有限公司 | 超声键合装置 |
| DE102022108397A1 (de) | 2022-04-07 | 2023-10-12 | Herrmann Ultraschalltechnik Gmbh & Co. Kg | Vorrichtung zum Ultraschallschweißen eines Werkstücks und Verfahren zum Betreiben einer solchen Vorrichtung |
-
2003
- 2003-05-01 JP JP2003126612A patent/JP2004335592A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113314429A (zh) * | 2020-02-26 | 2021-08-27 | 三星显示有限公司 | 超声键合装置 |
| KR20210109101A (ko) * | 2020-02-26 | 2021-09-06 | 삼성디스플레이 주식회사 | 초음파 본딩 장치 |
| KR102814043B1 (ko) * | 2020-02-26 | 2025-05-29 | 삼성디스플레이 주식회사 | 초음파 본딩 장치 |
| CN113314429B (zh) * | 2020-02-26 | 2025-06-13 | 三星显示有限公司 | 超声键合装置 |
| DE102022108397A1 (de) | 2022-04-07 | 2023-10-12 | Herrmann Ultraschalltechnik Gmbh & Co. Kg | Vorrichtung zum Ultraschallschweißen eines Werkstücks und Verfahren zum Betreiben einer solchen Vorrichtung |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5638978B2 (ja) | マウンタ装置の加圧制御ヘッド | |
| KR101842624B1 (ko) | 전자부품의 실장 장치 | |
| EP1278232B1 (en) | Apparatus and method for bond force control | |
| US7828190B2 (en) | Ultrasonic mounting apparatus | |
| US20220143737A1 (en) | Ultrasonic welding systems and methods of using the same | |
| US20020116090A1 (en) | Micro-alignment pick-up head | |
| JP3848637B2 (ja) | 超音波接合装置 | |
| KR20170076652A (ko) | 실장용 헤드 및 그것을 사용한 실장 장치 | |
| JP4249120B2 (ja) | 加圧装置および回路チップ実装装置 | |
| JP2004335592A (ja) | 超音波接合装置 | |
| JP2014017328A (ja) | 実装装置および測定方法 | |
| JP4292277B2 (ja) | 超音波接合装置 | |
| JP2004063696A (ja) | フリップチップボンダー | |
| JP3856375B2 (ja) | 実装装置およびその制御方法 | |
| US8256658B2 (en) | Wire bonding apparatus comprising rotary positioning stage | |
| US20240186278A1 (en) | Mounting device and mounting method | |
| JP2006114558A (ja) | X−y移動テーブルおよびそれを備えた電子部品接合装置 | |
| JP2005252138A (ja) | 電子部品接合装置 | |
| JP2003224154A (ja) | 接合装置 | |
| JP2006114560A (ja) | 電子部品接合装置 | |
| JP3731654B2 (ja) | 電子部品の加熱加圧接着装置 | |
| JP2003264207A (ja) | ボイスコイルモータによる加重方法とそれによる部品実装装置、それらに用いるボイスコイルモータ | |
| JP2006114559A (ja) | 電子部品接合装置 | |
| JPH10308405A (ja) | ボンディング装置及びボンディング方法並びに半導体装置の製造方法 | |
| JP7778349B2 (ja) | 電子部品接合装置 |