JP2004336882A - 回転電機巻線用電線、及びその製造方法、及び回転電機巻線の製造方法 - Google Patents
回転電機巻線用電線、及びその製造方法、及び回転電機巻線の製造方法 Download PDFInfo
- Publication number
- JP2004336882A JP2004336882A JP2003129277A JP2003129277A JP2004336882A JP 2004336882 A JP2004336882 A JP 2004336882A JP 2003129277 A JP2003129277 A JP 2003129277A JP 2003129277 A JP2003129277 A JP 2003129277A JP 2004336882 A JP2004336882 A JP 2004336882A
- Authority
- JP
- Japan
- Prior art keywords
- conductor portion
- winding
- forming
- electric wire
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines
- H02K15/0414—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines the windings consisting of separate elements, e.g. bars, segments or half coils
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/30—Manufacture of winding connections
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
- Windings For Motors And Generators (AREA)
- Insulated Conductors (AREA)
Abstract
【解決手段】第1の導体部112と被覆116とを有する電線150の一部を引き延ばして第2の導体部120を作る。細くすることにより被覆116は自然に剥離する。この後、引き延ばされた第2の導体部の中程で切断することにより巻線部材100用の電線ができあがる。これを所定の形状、例えばU字型に成型して巻線部材100を得る。被覆を剥離する工程を省けるので作業効率が向上し、コストを低減できる。
【選択図】 図3
Description
【発明の属する技術分野】
この発明は、例えば発電機、電動機などの交流回転電機の回転電機巻線を構成する回転電機巻線用電線、及びその製造方法、及び回転電機巻線の製造方法に関する。
【0002】
【従来の技術】
例えば、自動車や船舶、農業機器に搭載されている内燃機関に装着される交流小型発電機(以下回転電機という)で、その固定子に巻線を巻回する作業を自動化する場合、その構造から長い線を端から巻いていくことが容易でないために種々の工夫がなされている。
例えば特許文献1には、特許文献1の図7に示されるような小型回転機の固定子に巻線を巻回する場合には、同じく図8に開示されたようにU字形に成型したコイル23を、同じく図13のように固定子に順にはめ込んでから、同じく図2に開示されたようにコイル端を加工して、隣同士のコイル端23d,23fを順に接続する方法が開示されている。
【0003】
また、特許文献2には、その図6に開示されているように、長尺の素線を同時に同一平面上で雷状に折り曲げ形成し、ついで図7にあるように直角方向に治具にて折りたたみ、図8に示された内層側の素線群を作成する。また、同様にして図9の外層側の素線群を作成してから、両者を一体化してコイルを形成する方法が開示されている。特許文献1、2に記載の方法は、コイルの製法としては異なるが端部を互いに接続するという観点では同じである。
【0004】
特許文献1、2に開示された方法で巻線を構成する場合、巻線の被覆又は皮膜(一般には樹脂塗膜である)を剥離し、導体先端に切欠部を作って断面縮小部を形成している。断面縮小部は接続部が肥大して回転電機の狭小部に入らないと言うことが生じないようにするために用いられている。皮膜116の剥離方法として切削やブラッシングやシェービングといった機械的に剥離する方法と、薬品を使用した化学的剥離方法とがある。また、導体112の切削にはサイドカッター、リーマ、あるいはワイヤーストリッパーを用いる方法がある。
いずれの方法あるいは工法を用いたとしても、特許文献1に開示された技術では、電線100の被覆116を取り除く作業を実施した後で、改めて導体112の先端に切り欠き部114を設ける作業を行わなければならない。その理由は、その加工形状や対象とする材質に差があるため工具や工法が同じではなく、同時には実施出来ないからである。
【0005】
このため、特許文献1に開示された方法では自動化が困難であり、また、自動化したとしても、異なる作業を専用に行う専用自動機械を複数台用いて、複数の工程を経なければならないため、コストが高く付く上に、効率が悪いという課題があった。
【0006】
【特許文献1】
特開2000−164043号公報、図2、図7、図8、図13
【特許文献2】
特開2001−211590号公報、図6〜図9
【0007】
【発明が解決しようとする課題】
小型回転電機の固定子の従来の巻線は以上のように構成されていたので、巻線加工の自動化が困難であり、また、自動化したとしても、異なる作業を専用に行う専用自動機械を多数用いて、複数の工程を経なければならないため、コストが高く付く上に、効率が悪いという課題があった。
【0008】
この発明は、上記のような従来の課題を解消し、自動化が容易で、コストもかからない固定子の巻線用電線とその製造方法、及び回転電機巻線の製造方法を提供することを目的とする。
【0009】
【課題を解決するための手段】
この発明による回転電機巻線用電線は、樹脂被覆され径がAなる第1の導体部、この第1の導体部の両端に形成された、前記両端部の径が前記Aの90%〜50%である円錐台状の第2の導体部を備えたものである。
【0010】
【発明の実施の形態】
実施の形態1では、この発明の回転電機の巻線部材(セグメントコイルとも言う)の形状について説明する。実施の形態2では、実施の形態1で説明した巻線部材の製造方法に付いて説明し、実施の形態3ではこの製造方法を実施するための加工機械について説明する。
【0011】
実施の形態1.
この実施の形態では、例として例えば図8に示すような車両用交流発電機101の固定子コイルとして用いる巻線部材100の形状と製法について図1により説明する。
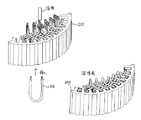
この発明による加工を施して、所定の形状に成型(例えばU字状)した単独巻線部材100を、図2に示すように固定子鉄心(コア)200の軸方向から挿入し(巻回工程という)、反挿入側で隣接する巻線部材の導体同士を接合(接続工程という)することによって複数ターン数の複数相巻線を構成する。図2では理解を助けるため、単独巻線部材を挿入した直後の図と、その端部を溶接接合して巻線を構成した後の両者を図示している。
単独巻線部材100は、樹脂被覆され径がAの導体(第1の導体部という)を持つ電線であり、その導体部112は銅(接合方法が工夫されているならアルミでもよい)で、その端部は、断面がもとの径(A)よりも縮小された第2の導体部110と、径がもとの径から細径部110の径へと変化(漸減)する円錐部120とを含んでいる。第2の導体部110の径はもとの径Aの90%〜50%である。図1では、被覆116は円錐部120の径が最も太い部分で切断されているように図示しているが、実施の形態2の加工方法で詳細に説明するように、ある位置で強制的に切断するものではないので、その切断位置はある範囲内でばらつく、そしてその位置は円錐部120の上のどの位置で切れていても良い。例えば円錐部120の全部が被覆116(皮膜と言う場合もある)で覆われていても良い。
【0012】
第2の導体部110の長さは、隣のコイルの第2の導体部110との接合に支障のない長さ(例えば電線のもとの太さの数倍)であればよいが、各コイルでその長さがほぼ一定であることが望ましい。前述したように第2の導体部110の径は元の第1の導体の径Aの半分から90%程度と説明したが、要は2本あわせてコイルの電流を通流するのに支障のない太さ(例えば1本の断面積が半分)であって、かつ、なるべく細い方がよい。
円錐部120の長さは、2本の端部を互いに寄せて接合するとき、間に空間が生じない程度の長さ、例えば元の導体径程度の長さであればよいが、これは厳密に要求されるものではないので、径が第1の導体部から第2の導体部へと漸減する円錐台状であればよい。この場合は円錐台状の部分を第2の導体部と呼ぶ。
【0013】
導体同士の接合には例えばTIG溶接(タングステンイナートガス溶接)を用い、導体の母材を溶融接合させて、所定の溶接強度を得ることが出来る。また、接合後にその接合部位を樹脂コーティングすることによって固定子巻線の絶縁性を確保する。このような接合、コーティングは前述の特許文献1に記載の技術である。導体同士を接合する場合、導体接合部先端は皮膜剥離後に導体同士を突き合わせてアークを飛ばすという工程となるが、TIG溶接の強度を確保するためには皮膜剥離を完全に行い、先端同士を同等長さに合わせる必要性がある。
また、導体先端に細径部を設けることによってアークを発生させる電源の電力を少なく抑えることが可能となる。
【0014】
実施の形態2.
実施の形態1の図1で説明した単独巻線部材100(及び巻線用電線)を製造する製造方法を説明するため、製造手順について図3と図4により説明する。図3(a)では第1の導体112と、被覆116を持つ長尺の電線150を示している。(b)では電線150の端部から所定の長さごとに、その一部分を両側に引き延ばすことにより第1の導体112の径を細くして、円錐部120と第2の導体部110を形成する引き延ばし工程を行った後の形状を示している。このとき被覆116は第1の導体112の銅やアルミ素材ほどには引き延ばしに耐えられないので、引き延ばし率がある範囲を超えた時点で自然に剥離、切断され、図中116で示すように、円錐部116の付近で切れてしまう。切れた被覆は基本的には自然に落下し除かれる。皮膜が自然に落下するので特別に皮膜除去を意識する必要はないが、落下しなくても次の切断工程のとき大抵落ちてしまう。(c)では引き延ばして形成された第2の導体部112の中程で、第2の導体部112を切断した状態を示す(切断工程という)。(d)は(c)の切断の結果、得られた巻線部材の成形前の状態を示す。(e)は所定の形状(この図の例はU字状)成形して単独巻線部材100としたものを示し(成形工程)、実施の形態1の図1と同じものである。
【0015】
以上の工程の流れの理解を助けるため図4に工程のフローを示す。
図4では、まず引き延ばし工程で、電線の一部を引き延ばして(必ずしも引いて延ばすということではなく、実施の形態3で説明するように塑性変形させて延ばすことでもよい)第2の導体部を形成する(ステップS1)。この時同時に、被覆が自然剥離して落ちる。(ステップS2)。次に切断工程で、第2の導体部の中程で電線を切断する(ステップS3)、このときステップS2で落ちきらずに残っていた被覆が落ちる。次に成形工程で切断された電線をU字型に成形して単独巻線部材とする。
【0016】
従来の方法では、皮膜剥離した後、切り欠き部を形成せざるを得ないが、本発明では電線を塑性変形で断面縮小部(第2の導体部)を設けることにより、被覆が自然に剥離するので、特別に被覆剥離工程を設ける必要がなく、加工時間も短縮され、また電線も傷付かないと言う効果が得られる。
【0017】
実施の形態3.
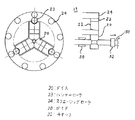
本実施の形態では、実施の形態2の加工を行うロータリースウェージング機(スゥェージング機とも言う)の構造について説明する。図5(a)に示すように、中心に電線150を配置し、外側へ順にダイス20、くさび21、ハンマー22、ハンマーローラ23、スウェージングローラ24を有している。ダイス20、くさび21、ハンマー22、ハンマーローラ23、スウェージングローラ24は一体でダイス本体19と呼ぶ。電線150の進行方向(矢印)に対して(図に向かって左側から)ガイド30、奥側にチャック32を配置し、電線150の送りをサポートしている。
【0018】
ダイス20は図示しないスプリングにより保持された超硬鋼により構成されており、電線150と接触して塑性変形させる役割を果たす。ダイス20の外側のくさび21は電線150の進行方向に位置を制御することによってダイス20の加工径を調整し、異なる径の電線の加工に対応させる役割を持っている。
【0019】
次に動作について説明する。 図6はスウェージング機による工程説明図である。以下左右、上下は図に向かって言うものとする。
まず、図5/図6(a)のように図の左側から電線150を挿入する。そしてチャック32で電線を把持し、位置が決まったところで、最外径側に配置された9個のスウェージングローラ24は固定されており、その内側をその他の部品が一体で回転することによりハンマーローラ23がスウェージングローラと接触する。この時、ハンマー22が内径側に押され、ダイス20を3方向から押すことによって、コイルがプレスされる。この段階においてコイルは進行方向側に延びるようにダイス20の寸法分塑性変形し、細径の部位が形成される(これを引き延ばし工程または塑性変形工程という)。ハンマーローラ23がスウェージングローラ24と接触していないときは、ダイス20に取り付けられている図示しない弾性材の作用によりコイル150とダイス20は接触せず、ダイス20が(電線150が)次の加工位置に送られる。
【0020】
ここでコイル150の被覆116に着目すると、ダイス20の軸方向幅寸法分のコイルの伸びに皮膜116の伸びがついてこれず、また、皮膜116がダイス20にたたかれることで剥離されることとなり、皮膜剥離の寄与度としては前者の方が大きい。
このように本実施の形態では断面丸線材の塑性加工機であるロータリースウェージング機にコイルを通し、断面縮小化することによって断面縮小させるだけではなく、皮膜を剥離することが同時に出来るという効果を有している。
なお、図には示さないが、ダイス20とチャック32との間に切断器具を配置して第2の導体部がここに来たとき切断するようにしても良い。
【0021】
実施の形態4.
実施の形態1の説明では、まずU字状の巻線部材を成型し、これを固定子に巻回した後、その端部同士を接合して固定子巻線を構成する場合について説明したが、特許文献2に示された構造のコイル、即ち、まず、実施の形態1の加工を施して製造した電線を所定の形状に成型し、図9(a)に示すように長尺成型コイル100bを複数本配列し、互いに編み込んで長尺のコイル群(集合成型コイル130という)を形成した後、固定子にセッティングする(装着工程という)ように巻線していく場合にも適用が可能である。即ち、図9(a)に示すように、まず所定の形状に成型した複数の長尺成型コイル100bを配列する。そのコイルエンドのコイル端に着目すると、隣接するコイル同士をTIG溶接し、複数ターン数の集合長尺成型コイル130を構成する(集合工程)。これを折りたたんで(b)図の集合長尺成型コイル130とする。この後、図示しない固定子のスロットに装着する(装着工程)。本実施形態のものでは、実施の形態1の方法に比して、溶接部の数が激減するため固定子の製造スピードが格段に向上される。理解を助けるため、図9(b)の詳細図を(c)に示す。また、(c)の中の1本の長尺成型コイル100bを(d)図に示す。
【0022】
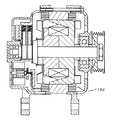
なお、参考までに、このコイルを用いて製造された回転電機の構造を図10に示す。図ではややわかりにくいが、コイル130の端部の形状が図8に示した回転電機のコイル100の端部形状とは微妙に変化していることがわかる。
なお、各実施の形態では使用電線は断面円形であるとして説明したが、ダイスやチャック、ガイドの形状を相応な形状に変形させれば、断面扁平な電線、断面矩形の電線にも適用できる。固定子の図示しないスロット内に挿入するコイルを断面扁平形状に成形すれば、スロットに対する導体の占積率を向上させ、通電時の固定子コイルの温度上昇を低減させることができる。
【0023】
【発明の効果】
本発明の小型回転電機の固定子の巻線用電線は、以上に説明したように構成されているので、巻線加工の自動化が容易となり、また、自動化した場合、1台のスウェージング機械により、端部の被覆の剥離と成型とを同時に行うことが出来るので、工程数が減少し、コストを下げ、作業効率が向上するという効果が得られる。
【図面の簡単な説明】
【図1】実施の形態1の回転電機巻線の形状を示す図である。
【図2】図1の巻線の組み立て方法を説明する説明図である。
【図3】実施の形態2の製造方法の手順を説明する説明図である。
【図4】手順を説明するフローチャートである。
【図5】実施の形態3のスウェージング機の構成説明図である。
【図6】図5のスウェージング機の動作を説明する図である。
【図7】図5のスウェージング機による電線の状態を説明する図である。。
【図8】回転電機のコイルを説明する図である。
【図9】実施の形態4の集合長尺成型コイルを示す図である。
【図10】図9のコイルを用いて製造された回転電機のコイル形状を示す図である。
【符号の説明】
19 ダイス本体、 20 ダイス、 21 くさび、 22 ハンマー、
23 ハンマーローラ、 24 スウェージングローラ、
100 単独巻線部材、 100a 加工済み電線、
100b 長尺成型コイル、 110 第2の導体部、
112 第1の導体部、 116 被覆、 120 円錐部、
130 集合長尺成型コイル、 150 電線、 200 コア。
Claims (5)
- 樹脂被覆され径がAなる第1の導体部、この第1の導体部の両端に形成された、両端部の径が前記Aの90%〜50%である円錐台状の第2の導体部を備えたことを特徴とする回転電機巻線用電線。
- 請求項1に記載の回転電機巻線用電線を所定の形状に成型して単独巻線部材をつくる成型工程と、回転電機の固定子に前記単独巻線部材を複数本巻回する巻回工程と、隣接する前記単独巻線部材の前記第2の導体部を互いに接続して固定子巻線とする接続工程とを、前記の順に実施することを特徴とする回転電機巻線の製造方法。
- 請求項1に記載の回転電機巻線用電線を所定の形状に成型して単独巻線部材をつくる成形工程と、前記単独巻線部材を複数本配列し、隣接する前記単独巻線部材の前記第2の導体部を互いに接続して集合巻線部材をつくる集合工程と、前記集合巻線部材を回転電機の固定子に装着して固定子巻線とする装着工程とを、前記の順に実施することを特徴とする回転電機巻線の製造方法。
- 樹脂被覆され、径がAなる第1の導体部を有する電線を、所定の長さ毎に、その一部分をその径が前記Aの90%〜50%になるまで引き延ばして第2の導体部を形成するとともに、前記樹脂被覆を剥離させる引き延ばし工程と、
前記第2の導体部の長さ方向のほぼ中間位置で、前記第2の導体部を切断するとともに、前記剥離させた樹脂被覆を前記第2の導体部から取り除く切断工程とを含むことを特徴とする回転電機巻線用電線の製造方法。 - 樹脂被覆され、径がAなる第1の導体部を有する電線を、所定の長さ毎に、その一部分をその径が前記Aの90%〜50%になるまで押しつぶして第2の導体部を形成するとともに、前記樹脂被覆を剥離させる塑性変形工程と、
前記第2の導体部の長さ方向のほぼ中間位置で、前記第2の導体部を切断するとともに、前記剥離させた樹脂被覆を前記第2の導体部から取り除く切断工程とを含むことを特徴とする回転電機巻線用電線の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003129277A JP3970202B2 (ja) | 2003-05-07 | 2003-05-07 | 回転電機巻線用電線の製造方法 |
| US10/698,430 US6921863B2 (en) | 2003-05-07 | 2003-11-03 | Electric wire for electric rotating machine and manufacturing method thereof, and method for manufacturing electric rotating machine winding |
| DE10356181.1A DE10356181B4 (de) | 2003-05-07 | 2003-12-02 | Ein Herstellungsverfahren für ein elektrisches Kabel für eine Wicklung einer rotierenden elektrischen Vorrichtung und Verfahren zur Herstellung einer Wicklung einer rotierenden elektrischen Vorrichtung |
| FR0351225A FR2854724B1 (fr) | 2003-05-07 | 2003-12-30 | Fil electrique pour machine tournante electrique et procede de fabrication de celui-ci, et procede de fabrication d'un bobinage pour machine tournante electrique |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003129277A JP3970202B2 (ja) | 2003-05-07 | 2003-05-07 | 回転電機巻線用電線の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004336882A true JP2004336882A (ja) | 2004-11-25 |
| JP3970202B2 JP3970202B2 (ja) | 2007-09-05 |
Family
ID=33308226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003129277A Expired - Fee Related JP3970202B2 (ja) | 2003-05-07 | 2003-05-07 | 回転電機巻線用電線の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6921863B2 (ja) |
| JP (1) | JP3970202B2 (ja) |
| DE (1) | DE10356181B4 (ja) |
| FR (1) | FR2854724B1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI339847B (en) * | 2005-06-10 | 2011-04-01 | Delta Electronics Inc | Inductor and magnetic body thereof |
| TWI392196B (zh) * | 2009-06-30 | 2013-04-01 | Victory Ind Corp | Method of Making Stirrups for Automobile Generators |
| JP5136920B2 (ja) * | 2010-11-26 | 2013-02-06 | 株式会社デンソー | 車両用回転電機の固定子 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02189879A (ja) * | 1989-01-13 | 1990-07-25 | Hitachi Cable Ltd | 電力ケーブル用素線絶縁導体の接続方法 |
| JP2001238385A (ja) * | 2000-02-23 | 2001-08-31 | Mitsubishi Electric Corp | 交流発電機の固定子およびその製造方法 |
| JP2002027693A (ja) * | 2000-07-10 | 2002-01-25 | Mitsubishi Electric Corp | 回転電機用巻線導体 |
| JP2002095198A (ja) * | 2000-09-12 | 2002-03-29 | Mitsubishi Electric Corp | 回転電機の固定子およびその製造方法並びにそれに適用される接合用導体線および接合用導体線の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3780928A (en) * | 1971-12-23 | 1973-12-25 | Sprague Electric Co | Apparatus for stripping brittle wire insulation |
| JPH06153360A (ja) * | 1992-10-30 | 1994-05-31 | Mitsubishi Cable Ind Ltd | ゴム・プラスチック絶縁電力ケーブル用接続部の形成方法 |
| JP3303854B2 (ja) | 1998-09-22 | 2002-07-22 | 株式会社デンソー | 接合電線およびその接合方法 |
| JP3256696B2 (ja) * | 2000-01-25 | 2002-02-12 | 三菱電機株式会社 | 交流発電機 |
| JP2001307559A (ja) * | 2000-04-19 | 2001-11-02 | Sumitomo Wiring Syst Ltd | 配線材および該配線材の接続構造 |
| JP3621636B2 (ja) | 2000-10-16 | 2005-02-16 | 三菱電機株式会社 | 交流発電機の固定子及びその製造方法 |
| JP3676707B2 (ja) | 2001-07-18 | 2005-07-27 | 三菱電機株式会社 | 車両用交流発電機の固定子およびその製造方法 |
-
2003
- 2003-05-07 JP JP2003129277A patent/JP3970202B2/ja not_active Expired - Fee Related
- 2003-11-03 US US10/698,430 patent/US6921863B2/en not_active Expired - Lifetime
- 2003-12-02 DE DE10356181.1A patent/DE10356181B4/de not_active Expired - Fee Related
- 2003-12-30 FR FR0351225A patent/FR2854724B1/fr not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02189879A (ja) * | 1989-01-13 | 1990-07-25 | Hitachi Cable Ltd | 電力ケーブル用素線絶縁導体の接続方法 |
| JP2001238385A (ja) * | 2000-02-23 | 2001-08-31 | Mitsubishi Electric Corp | 交流発電機の固定子およびその製造方法 |
| JP2002027693A (ja) * | 2000-07-10 | 2002-01-25 | Mitsubishi Electric Corp | 回転電機用巻線導体 |
| JP2002095198A (ja) * | 2000-09-12 | 2002-03-29 | Mitsubishi Electric Corp | 回転電機の固定子およびその製造方法並びにそれに適用される接合用導体線および接合用導体線の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3970202B2 (ja) | 2007-09-05 |
| US6921863B2 (en) | 2005-07-26 |
| FR2854724A1 (fr) | 2004-11-12 |
| US20040221443A1 (en) | 2004-11-11 |
| DE10356181A1 (de) | 2004-12-16 |
| DE10356181B4 (de) | 2020-06-18 |
| FR2854724B1 (fr) | 2018-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1727260B1 (en) | Joint structure of electric wire, stator of rotary electric machine, method for manufacturing the same | |
| Riedel et al. | Challenges of the hairpin technology for production techniques | |
| JP6299723B2 (ja) | ステータコイル形成方法 | |
| EP2800246B1 (en) | Rotary electric machine and stator manufacturing method | |
| CN103378696B (zh) | 制备用于电互连的条绕定子导体 | |
| US6530140B2 (en) | Method and apparatus for manufacturing AC-generator's stator for vehicle | |
| US7225526B2 (en) | Method of producing winding of dynamo-electric machine | |
| JP6451993B2 (ja) | 回転電機用固定子の製造装置 | |
| JP5915518B2 (ja) | 固定子製造方法、コイル捻り治具、及び固定子製造装置 | |
| JP2009070769A (ja) | ワイヤーハーネスおよびその製造方法ならびに絶縁電線の接続方法 | |
| US20210234443A1 (en) | Method for producing compressed strand, method for producing an electric motor, and use of compressed strand | |
| JP5848156B2 (ja) | ステータ製造方法及びステータ製造装置 | |
| US12456906B2 (en) | Method for reworking a faulty welded joint of a hairpin winding | |
| JP3178468B2 (ja) | 車両用交流発電機のステータ製造方法及びその製造装置 | |
| JP2017184587A (ja) | 回転電機ステータ巻線の製造方法 | |
| JP3970202B2 (ja) | 回転電機巻線用電線の製造方法 | |
| JP2000069705A (ja) | 回転電機のステータ | |
| JP2004328861A (ja) | セグメントコイルの溶接方法およびアース治具 | |
| US7256364B2 (en) | Method for simultaneous resistance brazing of adjacent conductor joints | |
| JP5524271B2 (ja) | 平角線材及び平角線材の製造方法 | |
| JP2019140796A (ja) | セグメントコイル用分割導体 | |
| JP2005184925A (ja) | ステータの製造方法、その方法により製造されたステータを有する回転電機およびステータの製造装置 | |
| JP7814662B2 (ja) | 回転電機用ステータ及び回転電機 | |
| JP4112292B2 (ja) | 固定子およびその製造方法 | |
| JP3538089B2 (ja) | 電機子の製造装置及び製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050720 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060926 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070522 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070605 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 3970202 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100615 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100615 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110615 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120615 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130615 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |