JP2004338816A - 線条体の製造方法および製造装置 - Google Patents
線条体の製造方法および製造装置 Download PDFInfo
- Publication number
- JP2004338816A JP2004338816A JP2003133895A JP2003133895A JP2004338816A JP 2004338816 A JP2004338816 A JP 2004338816A JP 2003133895 A JP2003133895 A JP 2003133895A JP 2003133895 A JP2003133895 A JP 2003133895A JP 2004338816 A JP2004338816 A JP 2004338816A
- Authority
- JP
- Japan
- Prior art keywords
- winding
- speed
- take
- capstan
- accumulator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 43
- 210000001577 neostriatum Anatomy 0.000 title description 18
- 238000004804 winding Methods 0.000 claims abstract description 117
- 238000000034 method Methods 0.000 claims abstract description 16
- 239000013307 optical fiber Substances 0.000 claims description 11
- 230000002123 temporal effect Effects 0.000 claims description 4
- 238000010586 diagram Methods 0.000 abstract description 4
- 230000007423 decrease Effects 0.000 abstract description 2
- 238000013459 approach Methods 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000007812 deficiency Effects 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 238000012681 fiber drawing Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
Images



Landscapes
- Winding Filamentary Materials (AREA)
- Light Guides In General And Applications Therefor (AREA)
Abstract
【課題】生産加工設備の高速性能を抑えること無く、巻取りにおけるトラバースターン時の巻き乱れを生じさせない線条体の製造方法および製造装置を提供する。
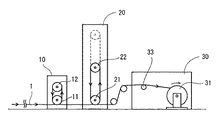
【解決手段】線条体1の生産加工線速を一定にして、トラバースターンの前後の時間帯に巻取り速度を低下させ、この間に巻取り切れない線条体1を、巻取り機30の前段に設置したアキュムレータ20に蓄線し、その後巻取り速度を上昇させてアキュムレータ20に蓄線した分を巻取りボビン31に回収した後、線条体の生産加工線速に一致した一定した巻取り速度で巻取り、これを繰返す製造方法とする。装置は、引取りキャプスタン10と巻取り機30の間に、巻取り速度増減に対応させるアキュムレータ20を有する製造装置である。
【選択図】 図1
【解決手段】線条体1の生産加工線速を一定にして、トラバースターンの前後の時間帯に巻取り速度を低下させ、この間に巻取り切れない線条体1を、巻取り機30の前段に設置したアキュムレータ20に蓄線し、その後巻取り速度を上昇させてアキュムレータ20に蓄線した分を巻取りボビン31に回収した後、線条体の生産加工線速に一致した一定した巻取り速度で巻取り、これを繰返す製造方法とする。装置は、引取りキャプスタン10と巻取り機30の間に、巻取り速度増減に対応させるアキュムレータ20を有する製造装置である。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は線条体の製造(被覆加工、集線などの他、単なる巻替えも含む)において、特に線条体をボビンに巻き取る技術に関し、線条体を高速度で巻取ることができ、かつ巻取り品質に優れる線条体の製造方法および製造装置に関する。
【0002】
【従来の技術】
線条体の製造においては、得られた線条体をボビンに巻取る際、ボビン全体に線条体を均一に巻くことが重要になる。ボビンの一部に線条体が偏って巻かれたりすると、後に線条体を繰出す際に、もつれたりして線条体を断線することになり兼ねない。線条体を均一に巻くためには、線条体を、走行方向と直交する方向にボビンの鍔の間を往復させながら巻取るのが有効で、これは、従来から一般的に用いられている方法である。このように、線条体を走行方向と直交する方向に動かすことをトラバースと呼び、このための機械装置をトラバーサと呼んでいる。
【0003】
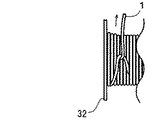
図3は線条体をボビンに巻取る状況の概略説明図である。この図において、線条体1は図の上から下に走行して巻取りボビン31に巻取られるのであるが、線条体をボビンに均一に巻くために、ボビンの手前に設けたガイドローラ33を図の左右に往復運動させて、つまりトラバースさせて線条体をボビンに万遍なく巻くようにしている。34はボビンを回転させるための駆動軸である。図はボビンの右側部分に線条体1を一層巻き、未だ巻かれていない左側部分にこれから巻きが進む状態を示している。右側部分のようにボビンに一周線条体が巻かれる毎に、線条体がその直径分隣にずれる巻方は整列巻きと呼ばれる。通常、ボビンには、線条体は多くの層が重なって巻かれるが、最後まで整列巻きを崩さず、均一に巻くのが理想とされる。なお、トラバースの方法としては、ガイドローラ33を固定して、ボビン31を線条体の走行方向と直交する方向に往復運動させる方法もある。
【0004】
線条体をトラバースさせながら巻取ることは均一な巻き状態を実現するのに不可欠である。しかし、ボビンの鍔32(図3参照)のところではトラバースの向きを反転(以下、トラバースターン、またはターン と称す)させる必要があり、ここでトラバース速度が一定値から外れるため、ボビンの鍔の際において線条体を均一に巻くことは、技術的な困難を伴っていた。このような技術的困難を解決するために、従来は、例えば特許文献1に示すように、トラバースターンの際に高度な制御技術を導入する等の提案がなされていた。
【0005】
【特許文献1】
特開2001−270657号公報
【0006】
ボビンが1回転する時間をτとすると、この間に線条体の直径dだけトラバースすれば線条体は隙間無く整列状態で巻かれる。この時のトラバース速度はu=d/τである。このトラバース速度でボビンの鍔の際まで進み、鍔に当たったところでターンしてトラバース速度は−uに切り替わらなくてはならない。しかしuから−uに瞬時に切り替わることは不可能であって、実際はuから減速して0になり、それから向きを変えて増速して−uになるのである。したがって、ターンの前後における、トラバース速度の絶対値の平均値はuにはならず、uよりも小さい値になる。トラバース速度が小さいことは、鍔の近傍により長い時間線条体が存在することであり、その結果、線条体を多層に積み上げて巻くと、鍔部にはより多くの線条体が巻かれて、その部分が盛上ったりすることになる。
【0007】
つまり、鍔近傍は線条体の巻状態の特異点となって、巻状態が非常に乱れ易いものである。その乱れの態様を図4に示す。図の(a)は盛上り、(b)は線こぼれ、(c)は食込みで、これらは乱れの典型的な例と言える。このような状態に巻かれた線条体をその後ボビンから繰出すと、線条体がもつれて、線条体同志がが引っ掛りスムーズな繰出しができなくなって、断線する可能性があるため、このような巻状態にならないようにしなければならない。線条体が光ファイバ心線の場合は、もつれは断線に直結し易いばかりか、断線に至らなくても破断寿命や、伝送特性に致命的なダメージを与えるため、巻き乱れの回避には細心の注意が払われていた。もつれが生じた繰出し状態の例を図5に示す。
【0008】
ボビンに巻取られる線条体が光ファイバテープ心線の場合、この巻き乱れの問題は最も深刻である。光ファイバテープ心線は、複数本の光ファイバを並行に並べ、これらを一括して樹脂被覆したもので、全体として細幅のテープ状を呈しており、断面は矩形状であり円形ではないため、積層による盛上りや線こぼれや食込みが最も起こり易い線種と言える。光ファイバテープ心線を、トラバースターン部を含めて整然と巻くことは至難であった。
【0009】
巻き乱れの防止は、トラバースターンのさせ方にかかっているが、そのための制御は一般に難しく、前述のように高度で複雑な制御が必要とされる。たとえこのような制御を施したとしても、巻き乱れは、一般に巻取り速度が大きい程生じ易いため、従来は、ターン部に巻き乱れが生じないように、巻取り速度を抑える場合があった。すなわち、巻き乱れがその後深刻な結果に結びつく設備においては、ターンの際に巻き乱れが生じないような巻取り速度までボビンの回転数を落として、設備全体を運転していた。生産加工設備、例えば線条体への押出し被覆設備や、光ファイバの線引装置、光ファイバテープ心線の製造設備などとしては更なる高速性能を有していても、設備全体の線速はトラバースターン時に巻き乱れが生じない巻取り速度を上限とすることが多かった。つまり、さらなる生産加工能力を有していても、トラバースの制御が効果的になる線速まで下げて生産加工設備を運転することがあった。
【0010】
【発明が解決しようとする課題】
本発明は、生産加工設備の高速性能を抑えること無く、トラバースターン時の巻き乱れを生じさせない線条体の巻取方法および巻取装置を提供するものである。
【0011】
【課題を解決するための手段】
本発明は、生産加工された線条体を引取りキャプスタンで引取りつつ、引取りキャプスタンの後段に設置された巻取り機で巻取りボビンに巻取る線条体の製造方法において、引取りキャプスタンの引取り速度と巻取り機の巻取り速度の差分により生じる巻取り線長の過不足を、引取りキャプスタンと巻取り機の間に設置したアキュムレータによって相殺することを特徴とする線条体の製造方法であり、さらに上記のように、生産加工された線条体を引取る引取りキャプスタンと、その後段に設けた巻取り機からなる線条体の製造装置において、引取りキャプスタンと巻取り機の間にアキュムレータを設置し、該アキュムレータに巻取り速度の増減に伴う、ボビン巻き量の変動分を吸収させることを特徴とする線条体の製造装置である。
【0012】
さらに具体的には、定常的な引取りキャプスタンの引取り速度を一定とし、巻取り速度には極大値と極小値を有する時間的変化を与え、極小値を取る時間帯に巻取りボビンのトラバースターンをさせることを特徴とする前記の線条体の製造方法である。
【0013】
前述のように、トラバース速度とボビンの回転周期が一定でも、トラバースターン前後の、実効的なトラバース速度(絶対値の平均)は低下することを示した。したがって、逆にトラバースターンの際にボビンの巻取り速度を低下させてやり、ターンが完了したらボビンの巻取り速度を上昇してやれば、鍔の近傍に巻きすぎるという状態を避けることができる。原理的にはトラバース速度uと、巻取り回転数nの比を常に一定に保てば、ターン部においても均一な巻状態を実現できるので、トラバースターンの前後の時間帯のみ、巻取り速度をターン部に巻き乱れが生じない巻取り速度まで低下させる本発明は、このような原理にも沿うものと言える。なお、巻取り速度は、巻取り回転数と、一回転で巻かれる線条体の長さとの積である。
【0014】
線条体の生産や加工は、長さ方向の均一性を保つため、通常一定線速で行われるが、本発明ではトラバースターンの前後で、巻取り速度を生産加工線速よりも低下させるため、この時ボビンに巻取られない線条体が生じる。本発明は、このような生産加工線速と巻取り速度の差による線長のアンバランスを巻取り機前段のアキュムレータにより調整しつつ、平均的には巻取り速度を生産加工線速つまり引取りキャプスタンの引取り速度に一致させる方法を含むものである。
【0015】
【発明の実施の形態】
本発明の実施の形態を図1により説明する。図1は本発明の製造装置の基本的な構成を示すもので、引取りキャプスタン10、アキュムレータ20、巻取り機30からなる。引取りキャプスタン10よりも前段の生産加工設備部分は図示を省略した。引取りキャプスタン10は生産加工された線条体1を一定の線速で引取るもので、ローラ11、12等からなり、ローラ11、12の少なくても一方は駆動されている。言い換えれば引取りキャプスタンは一定の生産加工線速(ラインスピード)を決定している。巻取り機30は巻取りボビン31を装着して一定の巻取り張力で巻取る装置である。アキュムレータ20は、前記のように、引取りキャプスタンの線速と巻取り機の巻取り速度とが一致しない場合に線長を調整する手段である。なお、ガイドローラ33は線条体の走行方向に直交する水平軸に沿って往復運動するトラバーサである。ただし、前記のように、ガイドローラ33が固定ローラで、巻取りボビン31がその回転軸に沿って往復運動する方式であっても良い。
【0016】
このような構成において、先ず引取りキャプスタン10は一定の生産加工線速で、線条体1を引取り、図の左から右に線条体を流している。次に線条体1はアキュムレータ20に入りアキュムレータのローラ21、22に数回巻付けられてからアキュムレータを離れ、巻取り機30に入る。線条体1は巻取りボビン31によって巻取られる。アキュムレータのローラ22は、図の上下方向に可動で、上に移動している場合は蓄線をしている状態で、巻取り速度はラインスピードより小さく、逆に下に移動している場合は線条体の放線をしている状態で、巻取り速度はラインスピードより大きい。アキュムレータのローラ21、22はそれぞれ複数枚のプーリを一軸に連結したもので、枚数を多くすれば蓄線量を増すことができる。ローラ22が上死点に達した最大蓄線状態を図中に点線で示す。
【0017】
次に本発明の、巻取り速度に極大値と極小値を有する時間的変化を与える場合の例について具体的に説明する。ボビンの幅の中央部に線条体1が巻取られているといった一般的な場合には、巻取り速度はラインスピードvに等しい。この状態では、アキュムレータは作動せずローラ22は中立位置を保つ。トラバーサであるガイドローラ33が折返し点に近づいて、線条体の巻取り位置が鍔に近づきトラバースターンが間近になると、巻取り速度を減速してターン部に巻乱れが生じない速度wまで巻取り速度を落としてターンを終わらせる。この巻取り速度がv以下の時間帯では引取りキャプスタンから送られてくる線条体を巻取りボビンに巻取りきれないため、アキュムレータを作動させて、ローラ21,22の間隔をひろげつつ、ローラ21,22の間に線条体1を蓄線させる。トラバースターン終了後はラインスピード以上まで巻取り速度を増速して、アキュムレータに蓄えた線条体をボビンに回収してから、一定のラインスピードvまで戻す。
【0018】
このようにして、巻取り速度の変化による、線条体のボビン巻取り量の過不足をその前段に設置されたアキュムレータにより吸収するが、これらの関係を図2のグラフによって説明する。図2は横軸を時間、縦軸を巻取り速度としたグラフである。横軸でR、Lを付したところは、トラバーサがそれぞれ右ターン、左ターンする時間帯を示す。縦軸のvはラインスピード、wはターン部が乱れない巻取り速度で、Vは最大巻取り速度である。
【0019】
トラバースターンのため巻取り速度をvからwに低下させて、ターンを終了させた後、巻取り速度はwからvに戻すが、vに留めることはせずそのまま増速させてアキュムレータに蓄線した線条体を回収する。アキュムレータはそのローラ21、22の間隔を狭めながらターンの時間帯に蓄線した線条体を吐出すように巻取り速度と連動した制御が行なわれる。アキュムレータの可動ローラ22が初期の中立位置に戻ったら、巻取り速度もラインスピードvを保つ定常状態になるように制御される。定常状態は図2のグラフが水平な部分で、巻取り速度はラインスピードvと一致している状態である。巻取り位置が再び鍔に近づきトラバースターンが間近になると巻取り速度をwまで減速し、ターンが終わるとラインスピードvを超えてVまで増速してからvに戻し定常状態にする。その後もこのような制御を繰返す。
【0020】
図2において、さらに時間が経過していくと、ターンの周期は徐々に長くなっていく。これは、線条体が多層に積上げられて巻かれると、ボビンが巻太り、ボビンの一回転で巻かれる線条体の長さが増してくるのに対し、ラインスピードが一定であるためである。同じ理由で、ターン部が乱れない巻取り速度wや最大巻取り速度Vはボビンが巻太っていくにつれ変化させてもよい。したがって本発明の速度変化は、同一パターンの繰り返しに限定するものではない。また、巻取り速度がラインスピードvに一致する定常状態の時間的長さについても特に限定するものではなく、アキュムレータに、蓄線と放線を交互に行なわせることにより、巻取り速度の変化を吸収させる線条体の製造方法であれば、どのようなものでも本発明の実施の形態となる。したがって、例えば図2では波形が、平坦→谷→山→平坦となっているが、平坦→山→谷→平坦となっていてもよい。巻取り速度が谷になるところでトラバースターンさせることは言うまでもない。なお、ここで谷とは極小値の前後で、山とは極大値の前後である。
【0021】
本発明のこのような製造方法によれば、巻取り速度の平均値をラインスピードvに一致させることができる。一方、従来、巻取り速度を常時、巻乱れの回避速度wに設定していた場合はラインスピードもwに抑えざるを得なかった。本発明では、巻取り速度がラインスピードを制限するようなことは無いので、設備の生産性が巻取りの都合によって阻害されるようなことはない。
【0022】
なお、以上に説明したトラバースターンに対応する巻取り速度の変化を与えるには、トラバーサであるガイドローラの位置による巻取り速度を予めプログラムしておき、ガイドローラの位置を検出して該プログラムによって制御すれば良い。さらに前記のように、ボビンの巻太りも考慮する場合は、巻き量も検出してこれによる修正を加えることにより、所望の巻取り速度変化を与えることができる。
【0023】
【発明の効果】
本発明の線条体の製造方法および製造装置によれば、巻取りの事情が生産加工設備の高速性能を抑えることが無いので、生産性に優れ製造コストを低減すると同時に、トラバースターン時の線条体に巻き乱れを生じさせないので、品質や信頼性にも優れる線条体を得ることができる。線条体が、巻き乱れのない優れた巻取り品質が要求される光ファイバ心線の場合は、本発明が有効である。さらに線条体が、トラバースターン時の巻き乱れが最も生じ易い光ファイバテープ心線の場合は、本発明は最大の効果を発揮する。
【図面の簡単な説明】
【図1】本発明の、製造装置の基本的な構成を示す概略図である。
【図2】本発明の、線条体の製造方法の一例を示すグラフである。
【図3】線条体の、ボビンへの巻取り状況を示す概略図である。
【図4】ボビンの鍔部に生じる巻乱れの状況を示す概略図である。
【図5】線条体を、ボビンから繰出す際に生じるもつれの状況を示す概略図である。
【符号の説明】
1:線条体
10:引取りキャプスタン
11:キャプスタンのローラ
12:キャプスタンのローラ
20:アキュムレータ
21:アキュムレータのローラ
22:アキュムレータのローラ
30:巻取り機
31:巻取りボビン
32:ボビンの鍔
33:ガイドローラ
34:ボビンの回転軸
【発明の属する技術分野】
本発明は線条体の製造(被覆加工、集線などの他、単なる巻替えも含む)において、特に線条体をボビンに巻き取る技術に関し、線条体を高速度で巻取ることができ、かつ巻取り品質に優れる線条体の製造方法および製造装置に関する。
【0002】
【従来の技術】
線条体の製造においては、得られた線条体をボビンに巻取る際、ボビン全体に線条体を均一に巻くことが重要になる。ボビンの一部に線条体が偏って巻かれたりすると、後に線条体を繰出す際に、もつれたりして線条体を断線することになり兼ねない。線条体を均一に巻くためには、線条体を、走行方向と直交する方向にボビンの鍔の間を往復させながら巻取るのが有効で、これは、従来から一般的に用いられている方法である。このように、線条体を走行方向と直交する方向に動かすことをトラバースと呼び、このための機械装置をトラバーサと呼んでいる。
【0003】
図3は線条体をボビンに巻取る状況の概略説明図である。この図において、線条体1は図の上から下に走行して巻取りボビン31に巻取られるのであるが、線条体をボビンに均一に巻くために、ボビンの手前に設けたガイドローラ33を図の左右に往復運動させて、つまりトラバースさせて線条体をボビンに万遍なく巻くようにしている。34はボビンを回転させるための駆動軸である。図はボビンの右側部分に線条体1を一層巻き、未だ巻かれていない左側部分にこれから巻きが進む状態を示している。右側部分のようにボビンに一周線条体が巻かれる毎に、線条体がその直径分隣にずれる巻方は整列巻きと呼ばれる。通常、ボビンには、線条体は多くの層が重なって巻かれるが、最後まで整列巻きを崩さず、均一に巻くのが理想とされる。なお、トラバースの方法としては、ガイドローラ33を固定して、ボビン31を線条体の走行方向と直交する方向に往復運動させる方法もある。
【0004】
線条体をトラバースさせながら巻取ることは均一な巻き状態を実現するのに不可欠である。しかし、ボビンの鍔32(図3参照)のところではトラバースの向きを反転(以下、トラバースターン、またはターン と称す)させる必要があり、ここでトラバース速度が一定値から外れるため、ボビンの鍔の際において線条体を均一に巻くことは、技術的な困難を伴っていた。このような技術的困難を解決するために、従来は、例えば特許文献1に示すように、トラバースターンの際に高度な制御技術を導入する等の提案がなされていた。
【0005】
【特許文献1】
特開2001−270657号公報
【0006】
ボビンが1回転する時間をτとすると、この間に線条体の直径dだけトラバースすれば線条体は隙間無く整列状態で巻かれる。この時のトラバース速度はu=d/τである。このトラバース速度でボビンの鍔の際まで進み、鍔に当たったところでターンしてトラバース速度は−uに切り替わらなくてはならない。しかしuから−uに瞬時に切り替わることは不可能であって、実際はuから減速して0になり、それから向きを変えて増速して−uになるのである。したがって、ターンの前後における、トラバース速度の絶対値の平均値はuにはならず、uよりも小さい値になる。トラバース速度が小さいことは、鍔の近傍により長い時間線条体が存在することであり、その結果、線条体を多層に積み上げて巻くと、鍔部にはより多くの線条体が巻かれて、その部分が盛上ったりすることになる。
【0007】
つまり、鍔近傍は線条体の巻状態の特異点となって、巻状態が非常に乱れ易いものである。その乱れの態様を図4に示す。図の(a)は盛上り、(b)は線こぼれ、(c)は食込みで、これらは乱れの典型的な例と言える。このような状態に巻かれた線条体をその後ボビンから繰出すと、線条体がもつれて、線条体同志がが引っ掛りスムーズな繰出しができなくなって、断線する可能性があるため、このような巻状態にならないようにしなければならない。線条体が光ファイバ心線の場合は、もつれは断線に直結し易いばかりか、断線に至らなくても破断寿命や、伝送特性に致命的なダメージを与えるため、巻き乱れの回避には細心の注意が払われていた。もつれが生じた繰出し状態の例を図5に示す。
【0008】
ボビンに巻取られる線条体が光ファイバテープ心線の場合、この巻き乱れの問題は最も深刻である。光ファイバテープ心線は、複数本の光ファイバを並行に並べ、これらを一括して樹脂被覆したもので、全体として細幅のテープ状を呈しており、断面は矩形状であり円形ではないため、積層による盛上りや線こぼれや食込みが最も起こり易い線種と言える。光ファイバテープ心線を、トラバースターン部を含めて整然と巻くことは至難であった。
【0009】
巻き乱れの防止は、トラバースターンのさせ方にかかっているが、そのための制御は一般に難しく、前述のように高度で複雑な制御が必要とされる。たとえこのような制御を施したとしても、巻き乱れは、一般に巻取り速度が大きい程生じ易いため、従来は、ターン部に巻き乱れが生じないように、巻取り速度を抑える場合があった。すなわち、巻き乱れがその後深刻な結果に結びつく設備においては、ターンの際に巻き乱れが生じないような巻取り速度までボビンの回転数を落として、設備全体を運転していた。生産加工設備、例えば線条体への押出し被覆設備や、光ファイバの線引装置、光ファイバテープ心線の製造設備などとしては更なる高速性能を有していても、設備全体の線速はトラバースターン時に巻き乱れが生じない巻取り速度を上限とすることが多かった。つまり、さらなる生産加工能力を有していても、トラバースの制御が効果的になる線速まで下げて生産加工設備を運転することがあった。
【0010】
【発明が解決しようとする課題】
本発明は、生産加工設備の高速性能を抑えること無く、トラバースターン時の巻き乱れを生じさせない線条体の巻取方法および巻取装置を提供するものである。
【0011】
【課題を解決するための手段】
本発明は、生産加工された線条体を引取りキャプスタンで引取りつつ、引取りキャプスタンの後段に設置された巻取り機で巻取りボビンに巻取る線条体の製造方法において、引取りキャプスタンの引取り速度と巻取り機の巻取り速度の差分により生じる巻取り線長の過不足を、引取りキャプスタンと巻取り機の間に設置したアキュムレータによって相殺することを特徴とする線条体の製造方法であり、さらに上記のように、生産加工された線条体を引取る引取りキャプスタンと、その後段に設けた巻取り機からなる線条体の製造装置において、引取りキャプスタンと巻取り機の間にアキュムレータを設置し、該アキュムレータに巻取り速度の増減に伴う、ボビン巻き量の変動分を吸収させることを特徴とする線条体の製造装置である。
【0012】
さらに具体的には、定常的な引取りキャプスタンの引取り速度を一定とし、巻取り速度には極大値と極小値を有する時間的変化を与え、極小値を取る時間帯に巻取りボビンのトラバースターンをさせることを特徴とする前記の線条体の製造方法である。
【0013】
前述のように、トラバース速度とボビンの回転周期が一定でも、トラバースターン前後の、実効的なトラバース速度(絶対値の平均)は低下することを示した。したがって、逆にトラバースターンの際にボビンの巻取り速度を低下させてやり、ターンが完了したらボビンの巻取り速度を上昇してやれば、鍔の近傍に巻きすぎるという状態を避けることができる。原理的にはトラバース速度uと、巻取り回転数nの比を常に一定に保てば、ターン部においても均一な巻状態を実現できるので、トラバースターンの前後の時間帯のみ、巻取り速度をターン部に巻き乱れが生じない巻取り速度まで低下させる本発明は、このような原理にも沿うものと言える。なお、巻取り速度は、巻取り回転数と、一回転で巻かれる線条体の長さとの積である。
【0014】
線条体の生産や加工は、長さ方向の均一性を保つため、通常一定線速で行われるが、本発明ではトラバースターンの前後で、巻取り速度を生産加工線速よりも低下させるため、この時ボビンに巻取られない線条体が生じる。本発明は、このような生産加工線速と巻取り速度の差による線長のアンバランスを巻取り機前段のアキュムレータにより調整しつつ、平均的には巻取り速度を生産加工線速つまり引取りキャプスタンの引取り速度に一致させる方法を含むものである。
【0015】
【発明の実施の形態】
本発明の実施の形態を図1により説明する。図1は本発明の製造装置の基本的な構成を示すもので、引取りキャプスタン10、アキュムレータ20、巻取り機30からなる。引取りキャプスタン10よりも前段の生産加工設備部分は図示を省略した。引取りキャプスタン10は生産加工された線条体1を一定の線速で引取るもので、ローラ11、12等からなり、ローラ11、12の少なくても一方は駆動されている。言い換えれば引取りキャプスタンは一定の生産加工線速(ラインスピード)を決定している。巻取り機30は巻取りボビン31を装着して一定の巻取り張力で巻取る装置である。アキュムレータ20は、前記のように、引取りキャプスタンの線速と巻取り機の巻取り速度とが一致しない場合に線長を調整する手段である。なお、ガイドローラ33は線条体の走行方向に直交する水平軸に沿って往復運動するトラバーサである。ただし、前記のように、ガイドローラ33が固定ローラで、巻取りボビン31がその回転軸に沿って往復運動する方式であっても良い。
【0016】
このような構成において、先ず引取りキャプスタン10は一定の生産加工線速で、線条体1を引取り、図の左から右に線条体を流している。次に線条体1はアキュムレータ20に入りアキュムレータのローラ21、22に数回巻付けられてからアキュムレータを離れ、巻取り機30に入る。線条体1は巻取りボビン31によって巻取られる。アキュムレータのローラ22は、図の上下方向に可動で、上に移動している場合は蓄線をしている状態で、巻取り速度はラインスピードより小さく、逆に下に移動している場合は線条体の放線をしている状態で、巻取り速度はラインスピードより大きい。アキュムレータのローラ21、22はそれぞれ複数枚のプーリを一軸に連結したもので、枚数を多くすれば蓄線量を増すことができる。ローラ22が上死点に達した最大蓄線状態を図中に点線で示す。
【0017】
次に本発明の、巻取り速度に極大値と極小値を有する時間的変化を与える場合の例について具体的に説明する。ボビンの幅の中央部に線条体1が巻取られているといった一般的な場合には、巻取り速度はラインスピードvに等しい。この状態では、アキュムレータは作動せずローラ22は中立位置を保つ。トラバーサであるガイドローラ33が折返し点に近づいて、線条体の巻取り位置が鍔に近づきトラバースターンが間近になると、巻取り速度を減速してターン部に巻乱れが生じない速度wまで巻取り速度を落としてターンを終わらせる。この巻取り速度がv以下の時間帯では引取りキャプスタンから送られてくる線条体を巻取りボビンに巻取りきれないため、アキュムレータを作動させて、ローラ21,22の間隔をひろげつつ、ローラ21,22の間に線条体1を蓄線させる。トラバースターン終了後はラインスピード以上まで巻取り速度を増速して、アキュムレータに蓄えた線条体をボビンに回収してから、一定のラインスピードvまで戻す。
【0018】
このようにして、巻取り速度の変化による、線条体のボビン巻取り量の過不足をその前段に設置されたアキュムレータにより吸収するが、これらの関係を図2のグラフによって説明する。図2は横軸を時間、縦軸を巻取り速度としたグラフである。横軸でR、Lを付したところは、トラバーサがそれぞれ右ターン、左ターンする時間帯を示す。縦軸のvはラインスピード、wはターン部が乱れない巻取り速度で、Vは最大巻取り速度である。
【0019】
トラバースターンのため巻取り速度をvからwに低下させて、ターンを終了させた後、巻取り速度はwからvに戻すが、vに留めることはせずそのまま増速させてアキュムレータに蓄線した線条体を回収する。アキュムレータはそのローラ21、22の間隔を狭めながらターンの時間帯に蓄線した線条体を吐出すように巻取り速度と連動した制御が行なわれる。アキュムレータの可動ローラ22が初期の中立位置に戻ったら、巻取り速度もラインスピードvを保つ定常状態になるように制御される。定常状態は図2のグラフが水平な部分で、巻取り速度はラインスピードvと一致している状態である。巻取り位置が再び鍔に近づきトラバースターンが間近になると巻取り速度をwまで減速し、ターンが終わるとラインスピードvを超えてVまで増速してからvに戻し定常状態にする。その後もこのような制御を繰返す。
【0020】
図2において、さらに時間が経過していくと、ターンの周期は徐々に長くなっていく。これは、線条体が多層に積上げられて巻かれると、ボビンが巻太り、ボビンの一回転で巻かれる線条体の長さが増してくるのに対し、ラインスピードが一定であるためである。同じ理由で、ターン部が乱れない巻取り速度wや最大巻取り速度Vはボビンが巻太っていくにつれ変化させてもよい。したがって本発明の速度変化は、同一パターンの繰り返しに限定するものではない。また、巻取り速度がラインスピードvに一致する定常状態の時間的長さについても特に限定するものではなく、アキュムレータに、蓄線と放線を交互に行なわせることにより、巻取り速度の変化を吸収させる線条体の製造方法であれば、どのようなものでも本発明の実施の形態となる。したがって、例えば図2では波形が、平坦→谷→山→平坦となっているが、平坦→山→谷→平坦となっていてもよい。巻取り速度が谷になるところでトラバースターンさせることは言うまでもない。なお、ここで谷とは極小値の前後で、山とは極大値の前後である。
【0021】
本発明のこのような製造方法によれば、巻取り速度の平均値をラインスピードvに一致させることができる。一方、従来、巻取り速度を常時、巻乱れの回避速度wに設定していた場合はラインスピードもwに抑えざるを得なかった。本発明では、巻取り速度がラインスピードを制限するようなことは無いので、設備の生産性が巻取りの都合によって阻害されるようなことはない。
【0022】
なお、以上に説明したトラバースターンに対応する巻取り速度の変化を与えるには、トラバーサであるガイドローラの位置による巻取り速度を予めプログラムしておき、ガイドローラの位置を検出して該プログラムによって制御すれば良い。さらに前記のように、ボビンの巻太りも考慮する場合は、巻き量も検出してこれによる修正を加えることにより、所望の巻取り速度変化を与えることができる。
【0023】
【発明の効果】
本発明の線条体の製造方法および製造装置によれば、巻取りの事情が生産加工設備の高速性能を抑えることが無いので、生産性に優れ製造コストを低減すると同時に、トラバースターン時の線条体に巻き乱れを生じさせないので、品質や信頼性にも優れる線条体を得ることができる。線条体が、巻き乱れのない優れた巻取り品質が要求される光ファイバ心線の場合は、本発明が有効である。さらに線条体が、トラバースターン時の巻き乱れが最も生じ易い光ファイバテープ心線の場合は、本発明は最大の効果を発揮する。
【図面の簡単な説明】
【図1】本発明の、製造装置の基本的な構成を示す概略図である。
【図2】本発明の、線条体の製造方法の一例を示すグラフである。
【図3】線条体の、ボビンへの巻取り状況を示す概略図である。
【図4】ボビンの鍔部に生じる巻乱れの状況を示す概略図である。
【図5】線条体を、ボビンから繰出す際に生じるもつれの状況を示す概略図である。
【符号の説明】
1:線条体
10:引取りキャプスタン
11:キャプスタンのローラ
12:キャプスタンのローラ
20:アキュムレータ
21:アキュムレータのローラ
22:アキュムレータのローラ
30:巻取り機
31:巻取りボビン
32:ボビンの鍔
33:ガイドローラ
34:ボビンの回転軸
Claims (9)
- 生産加工された線条体を引取りキャプスタンで引取りつつ、引取りキャプスタンの後段に設置された巻取り機で巻取りボビンに巻取る線条体の製造方法において、引取りキャプスタンの引取り速度と巻取り機の巻取り速度の差分により生じる巻取り線長の過不足を、引取りキャプスタンと巻取り機の間に設置したアキュムレータによって相殺することを特徴とする線条体の製造方法。
- 巻取りボビンのトラバースターンのプロセスを、巻取り速度を低下させて行なうことを特徴とする請求項1に記載の線条体の製造方法。
- 巻取り速度には極大値と極小値を有する時間的変化を与え、極小値を取る時間帯に巻取りボビンのトラバースターンをさせることを特徴とする請求項1または1.5に記載の線条体の製造方法。
- 定常的な引取りキャプスタンの引取り速度を一定としたことを特徴とする請求項2’に記載の線条体の製造方法。
- 巻取り速度の時間的変化の平均値を定常的な引取りキャプスタンの引取り速度と一致させることを特徴とする請求項2に記載の線条体の製造方法。
- 線条体が光ファイバテープ心線であることを特徴とする請求項1から3に記載の線条体の製造方法。
- 生産加工された線条体を引取る引取りキャプスタンと、その後段に設けた巻取り機からなる線条体の製造装置において、引取りキャプスタンと巻取り機の間にアキュムレータを設置し、引取りキャプスタンの引取り速度と巻取り機の巻取り速度の差により、アキュムレータの可動ローラ位置が連動して制御されることを特徴とする線条体の製造装置。
- 生産加工された線条体を引取る引取りキャプスタンと、その後段に設けた巻取り機からなる線条体の製造装置において、引取りキャプスタンと巻取り機の間にアキュムレータを設置し、該アキュムレータに巻取り速度の増減に伴う、ボビン巻き量の変動分を吸収させることを特徴とする線条体の製造装置。
- 線条体が光ファイバテープ心線であることを特徴とする請求項5に記載の線条体の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003133895A JP2004338816A (ja) | 2003-05-13 | 2003-05-13 | 線条体の製造方法および製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003133895A JP2004338816A (ja) | 2003-05-13 | 2003-05-13 | 線条体の製造方法および製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004338816A true JP2004338816A (ja) | 2004-12-02 |
Family
ID=33524587
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003133895A Pending JP2004338816A (ja) | 2003-05-13 | 2003-05-13 | 線条体の製造方法および製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004338816A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102649519A (zh) * | 2011-02-28 | 2012-08-29 | 住友电气工业株式会社 | 光纤的卷绕方法 |
| CN105621147A (zh) * | 2016-01-21 | 2016-06-01 | 晋江知保企业管理咨询有限公司 | 一种电缆弯曲装置及弯曲方法 |
| JP2021109762A (ja) * | 2020-01-15 | 2021-08-02 | Nittoku株式会社 | 巻線装置及び巻線方法 |
| CN113205960A (zh) * | 2020-01-15 | 2021-08-03 | 日特有限公司 | 绕线装置以及绕线方法 |
| CN116081382A (zh) * | 2021-11-08 | 2023-05-09 | 泰科电子(上海)有限公司 | 线缆供应系统 |
| JP2024033549A (ja) * | 2022-08-30 | 2024-03-13 | 住友電気工業株式会社 | テープ供給装置、光ケーブル製造装置、及び光ケーブル製造方法 |
-
2003
- 2003-05-13 JP JP2003133895A patent/JP2004338816A/ja active Pending
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102649519A (zh) * | 2011-02-28 | 2012-08-29 | 住友电气工业株式会社 | 光纤的卷绕方法 |
| CN105621147A (zh) * | 2016-01-21 | 2016-06-01 | 晋江知保企业管理咨询有限公司 | 一种电缆弯曲装置及弯曲方法 |
| JP2021109762A (ja) * | 2020-01-15 | 2021-08-02 | Nittoku株式会社 | 巻線装置及び巻線方法 |
| CN113205959A (zh) * | 2020-01-15 | 2021-08-03 | 日特有限公司 | 绕线装置以及绕线方法 |
| CN113205960A (zh) * | 2020-01-15 | 2021-08-03 | 日特有限公司 | 绕线装置以及绕线方法 |
| JP7357428B2 (ja) | 2020-01-15 | 2023-10-06 | Nittoku株式会社 | 巻線装置及び巻線方法 |
| TWI862769B (zh) * | 2020-01-15 | 2024-11-21 | 日商日特有限公司 | 繞線裝置及繞線方法 |
| CN113205959B (zh) * | 2020-01-15 | 2025-02-21 | 日特有限公司 | 绕线装置以及绕线方法 |
| CN116081382A (zh) * | 2021-11-08 | 2023-05-09 | 泰科电子(上海)有限公司 | 线缆供应系统 |
| JP2024033549A (ja) * | 2022-08-30 | 2024-03-13 | 住友電気工業株式会社 | テープ供給装置、光ケーブル製造装置、及び光ケーブル製造方法 |
| JP7848637B2 (ja) | 2022-08-30 | 2026-04-21 | 住友電気工業株式会社 | テープ供給装置、光ケーブル製造装置、及び光ケーブル製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5519435B2 (ja) | 紡糸巻取装置 | |
| JP5479964B2 (ja) | 紡糸巻取設備ならびに紡糸巻取設備における糸掛け方法 | |
| JP2012021241A5 (ja) | ||
| RU2010764C1 (ru) | Устройство для крестовой намотки натуральных или синтетических нитей, подаваемых с большой скоростью | |
| RU2309108C2 (ru) | Способ наматывания ленты | |
| US4830647A (en) | Method of manufacturing glass yarns | |
| CN1091063C (zh) | 卷绕连续输入长丝的方法和装置 | |
| KR100539034B1 (ko) | 합성 필라멘트용 권사기 | |
| JP2004338816A (ja) | 線条体の製造方法および製造装置 | |
| US11225392B2 (en) | Wound thread package and manufacturing method for same | |
| US7665682B2 (en) | Crosswound bobbin and associated production method | |
| CN210594643U (zh) | 一种精密交错卷绕机 | |
| US20090134263A1 (en) | Method for Avoiding Ribbon Windings | |
| CN1031933C (zh) | 络纱机 | |
| EA013532B1 (ru) | Мотальная машина с управляемой вторичной проводкой нити | |
| US6929211B1 (en) | Method of winding yarns to form frustoconical yarn packages | |
| US12281413B2 (en) | Wound yarn package and manufacturing method thereof | |
| CN102351117B (zh) | 一种络筒机 | |
| JP3225982U (ja) | 繊維巻取装置 | |
| JP4175690B2 (ja) | 弾性フィラメント糸の巻き取り装置 | |
| US4403744A (en) | Method and apparatus for controlling strand tension during winding | |
| CN224147389U (zh) | 一种防线翻转的卷绕装置 | |
| JP4397820B2 (ja) | 繊維束の巻取装置 | |
| JPH10316311A (ja) | 炭素繊維パッケージおよびその製造方法 | |
| JP2019123947A (ja) | 合成繊維の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD07 | Notification of extinguishment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7427 Effective date: 20060420 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070130 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070619 |