JP2004347314A - エバポレータおよびその製造方法 - Google Patents
エバポレータおよびその製造方法 Download PDFInfo
- Publication number
- JP2004347314A JP2004347314A JP2004127665A JP2004127665A JP2004347314A JP 2004347314 A JP2004347314 A JP 2004347314A JP 2004127665 A JP2004127665 A JP 2004127665A JP 2004127665 A JP2004127665 A JP 2004127665A JP 2004347314 A JP2004347314 A JP 2004347314A
- Authority
- JP
- Japan
- Prior art keywords
- flux
- evaporator
- brazed
- hollow body
- fin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Air-Conditioning For Vehicles (AREA)
Abstract
【課題】 臭気の発生を効果的に抑制することができるエバポレータを提供する。
【解決手段】 蛇行状に曲げられた偏平管2と、蛇行状偏平管2の隣り合う直管部2aどうしの間に配置されかつ直管部2aにフラックスろう付法によりろう付されたたコルゲートフィン3とを備えたエバポレータ1である。コルゲートフィン3における直管部2aにろう付されていない部分の表面に残存するフラックス量を、0.03〜1g/m2とする。このエバポレータ1を、蛇行状偏平管2の外周面に塗布量が0.05〜2.8g/m2となるようにフラックスを塗布すること、蛇行状偏平管2の隣り合う直管部2aどうしの間にコルゲートフィン3を配置すること、ならびに蛇行状偏平管2とコルゲートフィン3とをろう付することを含む方法により製造する。
【選択図】 図1
【解決手段】 蛇行状に曲げられた偏平管2と、蛇行状偏平管2の隣り合う直管部2aどうしの間に配置されかつ直管部2aにフラックスろう付法によりろう付されたたコルゲートフィン3とを備えたエバポレータ1である。コルゲートフィン3における直管部2aにろう付されていない部分の表面に残存するフラックス量を、0.03〜1g/m2とする。このエバポレータ1を、蛇行状偏平管2の外周面に塗布量が0.05〜2.8g/m2となるようにフラックスを塗布すること、蛇行状偏平管2の隣り合う直管部2aどうしの間にコルゲートフィン3を配置すること、ならびに蛇行状偏平管2とコルゲートフィン3とをろう付することを含む方法により製造する。
【選択図】 図1
Description
この発明はエバポレータおよびその製造方法に関し、さらに詳しくは、たとえばフロン系冷媒を使用するカーエアコンや、CO2冷媒を使用するカーエアコンに用いられるエバポレータおよびその製造方法に関する。
この種のエバポレータとして、冷媒流通用中空体と、冷媒流通用中空体の外面にろう付されたコルゲートフィンとを備えたものが広く用いられている。
このようなエバポレータは、冷媒流通用中空体とコルゲートフィンを組み合わせた後、この組み合わせ体の全体に、フッ化物系の非腐食性フラックスを水に懸濁させてなるフラックス懸濁液をスプレーし、その後窒素ガス雰囲気中において加熱してコルゲートフィンを冷媒流通用中空体にろう付することにより製造されている。
ところが、このような方法で製造されたエバポレータの場合、コルゲートフィンにおける冷媒流通用中空体にろう付されていない部分にフラックスが残存することは避けられず、このフラックス残渣が多くなると、カーエアコンに組み込んだ際に比較的強い臭気発生の原因になり、車室内の乗員に不快感を与えるおそれがあることが判明した。
フラックス残渣の量を低減させるためには、上記フラックス懸濁液中のフラックス量を減らせばよいのであるが、この場合ろう付不良が発生することがある。
ところで、上述したようなエバポレータのうち、冷媒流通用中空体が、両面にろう材層が形成されたブレージングシートからなりかつ周縁部どうしがろう付された2枚のプレートよりなるとともに、両プレート間に膨出状冷媒通路とこれの両端に連なった膨出状ヘッダ形成部が設けられおり、複数の冷媒流通用中空体が膨出状ヘッダ形成部の外面どうしが当接するように複数積層され、隣り合う冷媒流通用中空体における冷媒通路と対応する部分間にコルゲートフィンが配置されて冷媒流通用中空体にろう付されているタイプの、いわゆる積層型エバポレータにおいては、ろう付後に上述したフラックス残渣を洗浄する洗浄工程の簡略化または廃止を目的として、エバポレータの製造の際に、冷媒流通用中空体を形成するプレートの外面側へのフラックスの塗布量を低減し、たとえば3〜7g/m2とすることが知られている(特許文献1参照)。
しかしながら、特許文献1に記載された方法により製造されたエバポレータにおいても、フラックス残渣に起因する臭気の発生を十分に抑制できないのが現状である。
特開2000−202620号公報
この発明の目的は、上記問題を解決し、臭気の発生を効果的に抑制することができるエバポレータおよびその製造方法を提供することにある。
上記目的を達成するために、本発明は以下の態様からなる。
1)冷媒流通用中空体と、冷媒流通用中空体の外面にフラックスろう付法によりろう付されたフィンとを備えており、フィンにおける冷媒流通用中空体にろう付されていない部分の表面に残存するフラックス量が、0.03〜1g/m2であるエバポレータ。
2)フィンにおける冷媒流通用中空体にろう付されていない部分の表面に残存するフラックス量が、0.05〜0.5g/m2である上記1)記載のエバポレータ。
3)フラックスが、フッ化物系の非腐食性フラックスである上記1)または2)記載のエバポレータ。
4)冷媒流通用中空体が蛇行状に曲げられた偏平管よりなるとともに、フィンが両面にろう材層が形成されたブレージングシートからなるコルゲートフィンよりなり、蛇行状偏平管の隣り合う直管部どうしの間にコルゲートフィンが配置されて直管部にろう付されている上記1)〜3)のうちのいずれかに記載のエバポレータ。
5)冷媒流通用中空体が真直ぐな偏平管よりなり、フィンが両面にろう材層が形成されたブレージングシートからなるコルゲートフィンよりなり、複数の偏平管が互いに間隔をおいて並列状に配置され、隣り合う偏平管どうしの間にコルゲートフィンが配置されて偏平管にろう付されている上記1)〜3)のうちのいずれかに記載のエバポレータ。
6)冷媒流通用中空体が、両面にろう材層が形成されたブレージングシートからなりかつ周縁部どうしがろう付された2枚のプレートよりなるとともに、両プレート間に膨出状冷媒通路とこれの両端に連なった膨出状ヘッダ形成部が設けられており、フィンがコルゲートフィンよりなり、複数の冷媒流通用中空体が膨出状ヘッダ形成部の外面どうしが当接するように複数積層され、隣り合う冷媒流通用中空体における冷媒通路と対応する部分間にコルゲートフィンが配置されて冷媒流通用中空体にろう付されている上記1)〜3)のうちのいずれかに記載のエバポレータ。
7)親水化処理が施されている上記1)〜6)のうちのいずれかに記載のエバポレータ。
8)圧縮機、コンデンサおよびエバポレータを備えている冷凍サイクルであって、上記1)〜7)のうちのいずれかに記載されたエバポレータを備えている冷凍サイクル。
9)上記8)記載の冷凍サイクルがカーエアコンとして搭載されている車両。
10)内部に冷媒通路を有する蛇行状に曲げられた偏平管および両面にろう材層が形成されたブレージングシートからなるフィンを用意すること、蛇行状偏平管の外周面に塗布量が0.05〜2.8g/m2となるようにフラックスを塗布すること、蛇行状偏平管の隣り合う直管部どうしの間にフィンを配置すること、ならびに蛇行状偏平管とフィンとをろう付することを含むエバポレータの製造方法。
11)内部に冷媒通路を有する真直ぐな偏平管および両面にろう材層が形成されたブレージングシートからなるフィンを用意すること、偏平管の外周面に塗布量が0.05〜2.8g/m2となるようにフラックスを塗布すること、複数の偏平管を間隔をおいて並列状に配置するとともに、隣り合う管間にフィンを配置すること、ならびに偏平管とフィンとをろう付することを含むエバポレータの製造方法。
12)管へのフラックス塗布量を1〜2g/m2とする上記10)または11)記載のエバポレータの製造方法。
13)両面にろう材層が形成されたブレージングシートを用いて、冷媒通路形成用膨出部と、冷媒通路形成用膨出部よりも膨出しかつ冷媒通路形成用膨出部の両端に連なるヘッダ形成用膨出部とを備えたプレート、およびフィンを用意すること、各プレートの両面にフラックスを塗布すること、各プレートの両膨出部外面側へのフラックス塗布量を0.05〜2.8g/m2とすること、2枚のプレートを両膨出部の開口どうしが対向するように組み合わせてなるプレート対を、ヘッダ形成用膨出部の底壁外面どうしが当接するように複数積層するとともに、隣り合うプレート対における冷媒通路形成用膨出部と対応する部分間にフィンを配置すること、ならびにプレート対を構成する両プレートの周縁部どうしをろう付して冷媒流通用中空体を形成するとともに、冷媒流通用中空体にフィンをろう付することを含むエバポレータの製造方法。
14)各プレートの両膨出部外面側へのフラックス塗布量を1〜2g/m2とする上記13)記載のエバポレータの製造方法。
15)フラックスを、バインダを含む水に懸濁させて塗布する上記10)〜14)のうちのいずれかに記載のエバポレータの製造方法。
16)フィンとしてコルゲートフィンを用いる上記10)〜15)のうちのいずれかに記載のエバポレータの製造方法。
17)最後に、親水化処理を施す上記10)〜16)のうちのいずれかに記載のエバポレータの製造方法。
上記1)および4)〜6)のエバポレータによれば、フィンにおける冷媒流通用中空体にろう付されていない部分の表面に残存するフラックス量が、0.03〜1g/m2であるから、臭気の発生が効果的に抑制される。しかも、エバポレータ製造の際に、冷媒流通用中空体とフィンとの間にろう付不良が発生することが防止される。
上記2)のエバポレータによれば、臭気の発生が一層効果的に抑制される。
上記10)、11)および13)のエバポレータの製造方法によれば、製造されたエバポレータのフィンにおける冷媒流通用中空体にろう付されていない部分の表面に残存するフラックス量が、0.03〜1g/m2となり、臭気の発生が効果的に抑制される。しかも、エバポレータ製造の際に、冷媒流通用中空体とフィンとの間にろう付不良が発生することが防止される。
上記12)および14)のエバポレータの製造方法によれば、製造されたエバポレータにおける臭気の発生が一層効果的に抑制される。
上記15)のエバポレータの製造方法によれば、上記10)、11)および13)の製造方法において、フラックスを塗布した後の組み立て作業の際に、バインダの働きによりフラックスの脱落が防止される。
以下、この発明の実施形態を、図面を参照して説明する。
以下の説明において、「アルミニウム」という用語には、純アルミニウムの他にアルミニウム合金を含むものとする。
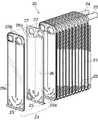
図1はこの発明によるエバポレータの第1の実施形態を示す。
図1において、エバポレータ(1)は、蛇行状に曲げられたアルミニウム押出形材製偏平管(2)(冷媒流通用中空体)と、両面にろう材層が形成されたアルミニウムブレージングシートからなる波状のルーバ付きコルゲートフィン(3)と、蛇行状偏平管(2)の両端部にそれぞれろう付されたアルミニウム製ヘッダ(4)とを備えている。
蛇行状偏平管(2)は、その直管部(2a)を垂直方向に向けて配置されており、隣り合う直管部(2a)どうしの間にコルゲートフィン(3)が配置されて直管部(2a)にろう付されている。また、蛇行状偏平管(2)の両端に位置する直管部(2a)の外側にも、両面にろう材層が形成されたアルミニウムブレージングシートからなる波状のルーバ付きコルゲートフィン(3A)が配置されるとともに、さらにその外側にアルミニウム製サイドプレート(5)が配置され、コルゲートフィン(3A)が直管部(2a)およびサイドプレート(5)にろう付されている。なお、図示は省略したが、蛇行状偏平管(2)の内部には複数の冷媒通路が並列状に形成されている。コルゲートフィン(3)(3A)は互いに平行な平坦部と隣り合う平坦部どうしを連結する屈曲部とよりなり、屈曲部の先端部において直管部(2a)およびサイドプレート(5)にろう付されている。
上述した蛇行状偏平管(2)の直管部(2a)およびサイドプレート(5)とコルゲートフィン(3)(3A)とのろう付は、フッ化物系の非腐食性フラックスを用いて行われている。
コルゲートフィン(3)(3A)における直管部(2a)およびサイドプレート(5)とろう付されていない部分の表面に残存するフラックス量(以下、フラックス残渣量という)は、0.03〜1g/m2である。このフラックス量を上記のように限定したのは、0.03g/m2未満であるとろう付の際にフラックスが不足してろう付不良が発生することがあり、1g/m2を越えるとこのエバポレータ(1)から強い臭気が発生するからである。コルゲートフィン(3)(3A)における直管部(2a)およびサイドプレート(5)にろう付されていない部分の表面のフラックス残渣量は、0.05〜0.5g/m2であることが好ましい。ここで、コルゲートフィン(3)(3A)における直管部(2a)およびサイドプレート(5)にろう付されていない部分とは、上記平坦部の全体であり、また上記屈曲部の一部分を含むこともある。
エバポレータは、次の方法で製造される。
まず、蛇行状に曲げられたアルミニウム押出形材製偏平管(2)、両面にろう材層が形成されたブレージングシートよりなるルーバ付きコルゲートフィン(3)(3A)、アルミニウム製サイドプレート(5)および両アルミニウム製ヘッダ(4)を用意する。ついで、蛇行状偏平管(2)の外周面に、塗布量が0.05〜2.8g/m2となるようにフラックスを適当な方法で塗布する。フラックスの塗布は、バインダを含む水にフラックスを懸濁させて行うものであり、フラックス塗布量は、上記懸濁液中のフラックス単体の量である。蛇行状偏平管(2)外周面へのフラックス塗布量を0.05〜2.8g/m2に限定したのは、0.05g/m2未満であるとろう付の際にフラックスが不足してろう付不良が発生することがあり、2.8g/m2を越えると製造されたエバポレータ(1)から強い臭気が発生するからである。蛇行状偏平管(2)外周面へのフラックス塗布量は、1〜2g/m2であることが好ましい。
ついで、蛇行状偏平管(2)の隣り合う直管部(2a)どうしの間にコルゲートフィン(3)を配置するとともに、両端に位置する直管部(2a)の外側にコルゲートフィン(3A)を配置し、さらに直管部(2a)外側のコルゲートフィン(3A)の外側にサイドプレート(5)を配置する。また、蛇行状偏平管(2)の両端にヘッダ(4)を取り付ける。そして、これらを適当な治具で仮止めする。
その後、窒素ガス雰囲気となされた雰囲気加熱炉内で所定の温度に加熱し、蛇行状偏平管(2)の直管部(2a)およびサイドプレート(5)とコルゲートフィン(3)(3A)とをろう付するとともに、蛇行状偏平管(2)と両ヘッダ(4)とをろう付する。こうして、エバポレータ(1)が製造される。
上記ろう付の後、たとえば洗浄処理、化成処理および親水化処理を施す。
洗浄処理は、硝酸、硫酸、及びフッ酸からなる群より選択される少なくとも1つの酸を含有する酸性洗浄剤に前記エバポレータ(1)を接触させることによって行う。酸性洗浄剤としては、たとえば鉄塩を0.01〜5質量%含有している酸性洗浄剤を用いる。鉄塩は、硫酸鉄、硝酸鉄、酢酸鉄、または塩酸鉄である。また、洗浄処理は、エバポレータ(1)を、酸性洗浄剤に10〜85℃、30秒〜5分の条件で接触させることにより行うのがよい。
化成処理としては、クロム酸クロメート処理剤、リン酸クロメート処理剤などを用いて化成皮膜を形成する場合と、ノンクロムのジルコニウム系処理剤を用いて化成皮膜を形成する場合とがある。ノンクロムのジルコニウム系処理剤を用いて化成皮膜を形成する場合には、洗浄処理を、鉄塩を含有する酸性洗浄剤により行うことが必須である。
親水化処理は、水媒体中にシリカ微粒子およびビニルアルコール系重合体を含有し、このシリカ微粒子とビニルアルコール系重合体との質量比が30:70〜70:30、両者の合計含有量が0.2〜25質量%である親水化処理剤であって、シリカ微粒子がビニルアルコール系重合体で被覆され、平均粒子径5〜1000nmの被覆粒子の状態で水媒体中に分散されている親水化処理剤を用いて行うのがよい。また、親水化処理剤は、アミド基および/またはフェノール基を有する有機物からなる臭気抑制剤を含むことがある。さらに、親水化処理剤は、抗菌剤を含むことがある。
こうして、エバポレータ(1)に耐食性および親水性が付与される。
図2はこの発明によるエバポレータの第2の実施形態を示す。なお、第2の実施形態において、図2の上下、左右をそれぞれ上下、左右といい、風が流れる方向(図2に矢印Aで示す方向)を前、これと反対側を後というものとする。
図2において、エバポレータ(10)は、相互に間隔をおいて配置された上下1対のアルミニウム製ヘッダ(11)(12)と、両ヘッダ(11)(12)間に左右方向に間隔をおいて並列状に配置された複数のアルミニウム押出形材製冷媒流通用偏平管(13)(冷媒流通用中空体)よりなる前後2列の偏平管群(14)(15)と、両面にろう材層が形成されたアルミニウムブレージングシートからなる波状のルーバ付きコルゲートフィン(16)とを備えている。冷媒流通用偏平管(13)内には複数の冷媒通路が並列状に形成されている。
上ヘッダ(11)内は、左右方向に伸びる仕切壁(17)により前後2つのヘッダ室(11a)(11b)に区画されている。各偏平管群(14)(15)においては、冷媒流通用偏平管(13)はその幅方向を前後方向に向けて配置されており、前側偏平管群(14)を構成するすべての冷媒流通用偏平管(13)の上端は前側ヘッダ室(11a)に連通するように上ヘッダ(11)にろう付され、下端は下ヘッダ(12)の前側部分にその内部と連通するようにろう付されている。また、後側偏平管群(15)を構成するすべての冷媒流通用偏平管(13)の上端は後側ヘッダ室(11b)に連通するように上ヘッダ(11)にろう付され、下端は下ヘッダ(12)の後側部分にその内部と連通するようにろう付されている。コルゲートフィン(16)は、隣り合う冷媒流通用偏平管(13)どうしの間に配置されて冷媒流通用偏平管(13)にろう付されている。
上述した冷媒流通用偏平管(13)とコルゲートフィン(16)および両ヘッダ(11)(12)とのろう付は、フッ化物系の非腐食性フラックスを用いて行われている。
コルゲートフィン(16)における冷媒流通用偏平管(13)とろう付されていない部分の表面のフラックス残渣量は、0.03〜1g/m2、好ましくは0.05〜0.5g/m2である。このフラックス残渣量の限定理由は、上記第1の実施形態の場合と同じである。また、コルゲートフィン(16)における冷媒流通用偏平管(13)とろう付されていない部分も、上記第1の実施形態で述べた通りである。
エバポレータ(10)は、次の方法で製造される。
まず、アルミニウム押出形材製冷媒流通用偏平管(13)、両面にろう材層が形成されたブレージングシートよりなるルーバ付きコルゲートフィン(16)および上下ヘッダ(11)(12)を用意する。ついで、冷媒流通用偏平管(13)の外周面に、塗布量が0.05〜2.8g/m2、好ましくは1〜2g/m2となるようにフラックスを適当な方法で塗布する。フラックスの塗布は、バインダを含む水にフラックスを懸濁させて行うものであり、フラックス塗布量は、上記懸濁液中のフラックス単体の量である。冷媒流通用偏平管(13)外周面へのフラックス塗布量の限定理由は、上記第1の実施形態の場合と同じである。
ついで、前後2列の偏平管群(14)(15)を構成するように複数の冷媒流通用偏平管(13)を配置するとともに、隣り合う冷媒流通用偏平管(13)どうしの間にコルゲートフィン(16)を配置する。ついで、冷媒流通用偏平管(13)の両端部を上下のヘッダ(11)(12)に形成された挿入穴(図示略)内に挿入し、これらを適当な治具で仮止めする。
その後、窒素ガス雰囲気となされた雰囲気加熱炉内で所定の温度に加熱し、冷媒流通用偏平管(13)と両ヘッダ(11)(12)およびコルゲートフィン(16)とをろう付する。こうして、エバポレータ(10)が製造される。
図3はこの発明によるエバポレータの第3の実施形態を示す。
図3において、エバポレータ(20)は、並列状に配置されかつ上端部において相互に連通状にろう付された複数の偏平中空体(21)(冷媒流通用中空体)と、隣接する偏平中空体(21)間に配置されかつ偏平中空体(21)にろう付されたアルミニウムベア材製ルーバ付きコルゲートフィン(22)とを備えており、流体入口(23)から流入してきた冷媒が、すべての偏平中空体(21)内を流れて流体出口(24)から流出するようになされている。
偏平中空体(21)は、両面にろう材層が形成されたアルミニウムブレージングシートよりなる2枚のプレート(25)の周縁部どうしをろう付することにより形成されたものであり、両プレート(25)間に略U字状の膨出状冷媒通路(26)と、冷媒通路(26)よりも高く膨出しかつ冷媒通路(26)の両端に連なった膨出状ヘッダ形成部(27)とを備えている。そして、複数の偏平中空体(21)が膨出状ヘッダ形成部(27)の外面どうしが当接するように複数積層されて相互にろう付されている。コルゲートフィン(22)は、隣り合う偏平中空体(21)における冷媒通路(26)と対応する部分間に配置されて偏平中空体(21)にろう付されている。
上述したプレート(25)どうしのろう付および偏平中空体(21)とコルゲートフィン(22)とのろう付は、フッ化物系の非腐食性フラックスを用いて行われている。
コルゲートフィン(22)における偏平中空体(21)とろう付されていない部分の表面のフラックス残渣量は、0.03〜1g/m2、好ましくは0.05〜0.5g/m2である。このフラックス残渣量の限定理由は、上記第1の実施形態の場合と同じである。また、コルゲートフィン(22)における偏平中空体(21)とろう付されていない部分も、上記第1の実施形態で述べた通りである。
エバポレータ(20)は、次の方法で製造される。
まず、両面にろう材層が形成されたブレージングシートを用いて、略U字状冷媒通路形成用膨出部(25a)と、冷媒通路形成用膨出部(25a)よりも膨出しかつ冷媒通路形成用膨出部(25a)の両端に連なるヘッダ形成用膨出部(25b)とを備えたプレート(25)、およびコルゲートフィン(22)を用意する。
ついで、各プレート(25)の両面にフラックスを適当な方法で塗布する。このとき、各プレート(25)の両膨出部(25a)(25b)外面側へのフラックス塗布量を0.05〜2.8g/m2、好ましくは1〜2g/m2とする。フラックスの塗布は、バインダを含む水にフラックスを懸濁させて行うものであり、フラックス塗布量は、上記懸濁液中のフラックス単体の量である。各プレート(25)の両膨出部(25a)(25b)外面側へのフラックス塗布量の限定理由は、上記第1の実施形態の場合と同じである。
ついで、2枚のプレート(25)を両膨出部(25a)(25b)の開口どうしが対向するように組み合わせてなるプレート対を、ヘッダ形成用膨出部(25b)の底壁外面どうしが当接するように複数積層するとともに、隣り合うプレート対における冷媒通路形成用膨出部(25a)と対応する部分間にコルゲートフィン(22)を配置し、これらを適当な治具で仮止めする。
その後、窒素ガス雰囲気となされた雰囲気加熱炉内で所定の温度に加熱し、プレート対を構成する両プレート(25)の周縁部どうしをろう付して偏平中空体(21)を形成するとともに、偏平中空体(21)にコルゲートフィン(22)をろう付する。こうして、エバポレータ(20)が製造される。
第2および第3の実施形態において、製造されたエバポレータには、第1の実施形態の場合と同様な方法で、洗浄処理、化成処理および親水化処理を施す。
第1〜第3の実施形態のエバポレータ(1)(10)(20)は、圧縮機、コンデンサおよび膨張弁とともにフロン系冷媒を使用する冷凍サイクルを構成し、カーエアコンとして車両、たとえば自動車に搭載される。
また、第1〜第3の実施形態のエバポレータ(1)(10)(20)は、圧縮機、ガスクーラ、中間熱交換器および膨張弁とともにCO2冷媒を使用する冷凍サイクルを構成し、カーエアコンとして車両、たとえば自動車に搭載される。
次に、この発明の具体的実施例を比較例とともに説明する。実施例および比較例は、図1に示す形状のエバポレータを用いて行ったものである。
実施例1〜4
バインダ(サーフベスト1100、日本ペイント社製)を含む水に、フラックス(FL−7、森田化学社製)を懸濁してなるフラックス懸濁液を用意した。また、アルミニウム押出形材製蛇行状偏平管と、両面にろう材層が形成されたアルミニウムブレージングシートからなるコルゲートフィンと、アルミニウム製サイドプレートと、両アルミニウム製ヘッダとを用意した。
バインダ(サーフベスト1100、日本ペイント社製)を含む水に、フラックス(FL−7、森田化学社製)を懸濁してなるフラックス懸濁液を用意した。また、アルミニウム押出形材製蛇行状偏平管と、両面にろう材層が形成されたアルミニウムブレージングシートからなるコルゲートフィンと、アルミニウム製サイドプレートと、両アルミニウム製ヘッダとを用意した。
そして、蛇行状偏平管の外周面全体に、上記フラックス懸濁液を、フラックス塗布量(フラックス単体の塗布量)が異なるように、刷毛塗りした。ついで、蛇行状偏平管の隣り合う直管部どうしの間にコルゲートフィンを配置するとともに、両端に位置する直管部の外側にコルゲートフィンを配置し、直管部外側のコルゲートフィンの外側にサイドプレートを配置し、さらに蛇行状偏平管の両端にヘッダを取り付け、これらを適当な治具で仮止めした。
その後、窒素ガス雰囲気となされた雰囲気加熱炉内で所定の温度に加熱し、蛇行状偏平管の直管部およびサイドプレートとコルゲートフィンとをろう付するとともに、蛇行状偏平管と両ヘッダとをろう付してエバポレータを製造した。
比較例
水にフラックス(FL−7、森田化学社製)を懸濁してなるフラックス懸濁液を用意した。また、アルミニウム押出形材製蛇行状偏平管と、両面にろう材層が形成されたアルミニウムブレージングシートからなるコルゲートフィンと、アルミニウム製サイドプレートと、両アルミニウム製ヘッダとを用意した。
水にフラックス(FL−7、森田化学社製)を懸濁してなるフラックス懸濁液を用意した。また、アルミニウム押出形材製蛇行状偏平管と、両面にろう材層が形成されたアルミニウムブレージングシートからなるコルゲートフィンと、アルミニウム製サイドプレートと、両アルミニウム製ヘッダとを用意した。
そして、蛇行状偏平管の隣り合う直管部どうしの間にコルゲートフィンを配置するとともに、両端に位置する直管部の外側にコルゲートフィンを配置し、直管部外側のコルゲートフィンの外側にサイドプレートを配置し、さらに蛇行状偏平管の両端にヘッダを取り付け、これらを適当な治具で仮止めした。ついで、この仮止め体に、上記フラックス懸濁液をスプレー塗布した。
その後、窒素ガス雰囲気となされた雰囲気加熱炉内で所定の温度に加熱し、蛇行状偏平管の直管部およびサイドプレートとコルゲートフィンとをろう付するとともに、蛇行状偏平管と両ヘッダとをろう付してエバポレータを製造した。
評価試験
実施例1〜4および比較例のエバポレータのコルゲートフィンにおける蛇行状偏平管にろう付されていない部分の表面のフラックス残渣量を測定した。その結果を表1に示す。
評価試験
実施例1〜4および比較例のエバポレータのコルゲートフィンにおける蛇行状偏平管にろう付されていない部分の表面のフラックス残渣量を測定した。その結果を表1に示す。
フラックス残渣量の測定方法は、次の通りである。すなわち、JIS A1000系アルミニウムからなる試片に脱脂処理を施した後、ポリビニルアルコールにKClを溶解してなる溶液を塗布して170℃で3分間乾燥させ、その後蛍光X線によりKのKα線を測定する(直径30mm)という操作を、KClの塗布量を種々変更して行うことにより、X線強度とK量との相関関係を求める。ついで、この相関関係からX線強度とKAlF4との相関関係を求める。そして、実施例1〜4および比較例のコルゲートフィンにおける蛇行状偏平管にろう付されていない部分の表面に蛍光X線を当ててその強度を測定し、X線強度とKAlF4との相関関係に基づいて、このX線強度からフラックス残渣量を求める。
また、相対湿度90%、温度20℃の環境において、実施例1〜4および比較例のエバポレータの臭気強度を求めた。
臭気強度の求め方は、次の通りである。すなわち、臭気測定に適した5人以上のパネラーにより臭気を調べ、0〜5の6段階で評価する。なお、臭気が強いほど評価数値が大きいものとする。そして、すべてのパネラーの評価結果の平均値を臭気強度とする。
これらの結果を、フラックス塗布量とともに表1に示す。

表1に示す結果から、フラックス残渣量は、実施例1〜4のエバポレータにおいては比較例のエバポレータよりも少なく、臭気強度も低くなっていることがわかる。また、実施例1〜4の結果から、この発明の方法の場合、フラックス塗布量とフラックス残渣量とは相関関係を持たないことがわかる。
(1):エバポレータ
(2):蛇行状偏平管(冷媒流通用中空体)
(2a):直管部
(3)(3a):コルゲートフィン
(10):エバポレータ
(13):冷媒流通用偏平管(冷媒流通用中空体)
(16):コルゲートフィン
(20):エバポレータ
(21):偏平中空体(冷媒流通用中空体)
(22):コルゲートフィン
(25):プレート
(25a):冷媒通路形成用膨出部
(25b):ヘッダ形成用膨出部
(26):膨出状冷媒通路
(27):膨出状ヘッダ形成部
(2):蛇行状偏平管(冷媒流通用中空体)
(2a):直管部
(3)(3a):コルゲートフィン
(10):エバポレータ
(13):冷媒流通用偏平管(冷媒流通用中空体)
(16):コルゲートフィン
(20):エバポレータ
(21):偏平中空体(冷媒流通用中空体)
(22):コルゲートフィン
(25):プレート
(25a):冷媒通路形成用膨出部
(25b):ヘッダ形成用膨出部
(26):膨出状冷媒通路
(27):膨出状ヘッダ形成部
Claims (17)
- 冷媒流通用中空体と、冷媒流通用中空体の外面にフラックスろう付法によりろう付されたフィンとを備えており、フィンにおける冷媒流通用中空体にろう付されていない部分の表面に残存するフラックス量が、0.03〜1g/m2であるエバポレータ。
- フィンにおける冷媒流通用中空体にろう付されていない部分の表面に残存するフラックス量が、0.05〜0.5g/m2である請求項1記載のエバポレータ。
- フラックスが、フッ化物系の非腐食性フラックスである請求項1または2記載のエバポレータ。
- 冷媒流通用中空体が蛇行状に曲げられた偏平管よりなるとともに、フィンが両面にろう材層が形成されたブレージングシートからなるコルゲートフィンよりなり、蛇行状偏平管の隣り合う直管部どうしの間にコルゲートフィンが配置されて直管部にろう付されている請求項1〜3のうちのいずれかに記載のエバポレータ。
- 冷媒流通用中空体が真直ぐな偏平管よりなり、フィンが両面にろう材層が形成されたブレージングシートからなるコルゲートフィンよりなり、複数の偏平管が互いに間隔をおいて並列状に配置され、隣り合う偏平管どうしの間にコルゲートフィンが配置されて偏平管にろう付されている請求項1〜3のうちのいずれかに記載のエバポレータ。
- 冷媒流通用中空体が、両面にろう材層が形成されたブレージングシートからなりかつ周縁部どうしがろう付された2枚のプレートよりなるとともに、両プレート間に膨出状冷媒通路とこれの両端に連なった膨出状ヘッダ形成部が設けられており、フィンがコルゲートフィンよりなり、複数の冷媒流通用中空体が膨出状ヘッダ形成部の外面どうしが当接するように複数積層され、隣り合う冷媒流通用中空体における冷媒通路と対応する部分間にコルゲートフィンが配置されて冷媒流通用中空体にろう付されている請求項1〜3のうちのいずれかに記載のエバポレータ。
- 親水化処理が施されている請求項1〜6のうちのいずれかに記載のエバポレータ。
- 圧縮機、コンデンサおよびエバポレータを備えている冷凍サイクルであって、請求項1〜7のうちのいずれかに記載されたエバポレータを備えている冷凍サイクル。
- 請求項8記載の冷凍サイクルがカーエアコンとして搭載されている車両。
- 内部に冷媒通路を有する蛇行状に曲げられた偏平管および両面にろう材層が形成されたブレージングシートからなるフィンを用意すること、蛇行状偏平管の外周面に塗布量が0.05〜2.8g/m2となるようにフラックスを塗布すること、蛇行状偏平管の隣り合う直管部どうしの間にフィンを配置すること、ならびに蛇行状偏平管とフィンとをろう付することを含むエバポレータの製造方法。
- 内部に冷媒通路を有する真直ぐな偏平管および両面にろう材層が形成されたブレージングシートからなるフィンを用意すること、偏平管の外周面に塗布量が0.05〜2.8g/m2となるようにフラックスを塗布すること、複数の偏平管を間隔をおいて並列状に配置するとともに、隣り合う管間にフィンを配置すること、ならびに偏平管とフィンとをろう付することを含むエバポレータの製造方法。
- 管へのフラックス塗布量を1〜2g/m2とする請求項10または11記載のエバポレータの製造方法。
- 両面にろう材層が形成されたブレージングシートを用いて、冷媒通路形成用膨出部と、冷媒通路形成用膨出部よりも膨出しかつ冷媒通路形成用膨出部の両端に連なるヘッダ形成用膨出部とを備えたプレート、およびフィンを用意すること、各プレートの両面にフラックスを塗布すること、各プレートの両膨出部外面側へのフラックス塗布量を0.05〜2.8g/m2とすること、2枚のプレートを両膨出部の開口どうしが対向するように組み合わせてなるプレート対を、ヘッダ形成用膨出部の底壁外面どうしが当接するように複数積層するとともに、隣り合うプレート対における冷媒通路形成用膨出部と対応する部分間にフィンを配置すること、ならびにプレート対を構成する両プレートの周縁部どうしをろう付して冷媒流通用中空体を形成するとともに、冷媒流通用中空体にフィンをろう付することを含むエバポレータの製造方法。
- 各プレートの両膨出部外面側へのフラックス塗布量を1〜2g/m2とする請求項13記載のエバポレータの製造方法。
- フラックスを、バインダを含む水に懸濁させて塗布する請求項10〜14のうちのいずれかに記載のエバポレータの製造方法。
- フィンとしてコルゲートフィンを用いる請求項10〜15のうちのいずれかに記載のエバポレータの製造方法。
- 最後に、親水化処理を施す請求項10〜16のうちのいずれかに記載のエバポレータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004127665A JP2004347314A (ja) | 2003-04-28 | 2004-04-23 | エバポレータおよびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003123837 | 2003-04-28 | ||
| JP2004127665A JP2004347314A (ja) | 2003-04-28 | 2004-04-23 | エバポレータおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004347314A true JP2004347314A (ja) | 2004-12-09 |
Family
ID=33543348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004127665A Pending JP2004347314A (ja) | 2003-04-28 | 2004-04-23 | エバポレータおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004347314A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2905076A1 (fr) * | 2006-08-28 | 2008-02-29 | Valeo Systemes Thermiques | Procede de brasage d'un echangeur de chaleur. |
| JP2018048799A (ja) * | 2016-09-16 | 2018-03-29 | 東芝ライフスタイル株式会社 | 冷蔵庫 |
-
2004
- 2004-04-23 JP JP2004127665A patent/JP2004347314A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2905076A1 (fr) * | 2006-08-28 | 2008-02-29 | Valeo Systemes Thermiques | Procede de brasage d'un echangeur de chaleur. |
| WO2008025616A1 (fr) * | 2006-08-28 | 2008-03-06 | Valeo Systemes Thermiques | Procede de brasage avec application de flux de brasage sur un cote d' une tranche d'un tube plat pour un echangeur de chaleur |
| JP2010501825A (ja) * | 2006-08-28 | 2010-01-21 | ヴァレオ システム テルミク | フラットチューブの鑞接方法 |
| US8450632B2 (en) | 2006-08-28 | 2013-05-28 | Valeo Systemes Thermiques | Brazing method with application of brazing flux on one side of a section of a flat tube for a heat exchanger |
| JP2018048799A (ja) * | 2016-09-16 | 2018-03-29 | 東芝ライフスタイル株式会社 | 冷蔵庫 |
| JP7032055B2 (ja) | 2016-09-16 | 2022-03-08 | 東芝ライフスタイル株式会社 | 冷蔵庫 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100425939C (zh) | 热交换器 | |
| JP4767408B2 (ja) | 熱交換器 | |
| CN103687970A (zh) | 用于具有内保护覆层和钎焊湍流器的热交换器管的合金 | |
| JP3829494B2 (ja) | 熱交換器 | |
| JP4431361B2 (ja) | 熱交換器の製造方法 | |
| US9581398B2 (en) | Heat exchanger | |
| US20070163761A1 (en) | Heat exchanger and method for manufacturing the same | |
| JP2003094165A (ja) | ろう付け用アルミニウム材およびそれを用いたろう付け方法 | |
| US20060236538A1 (en) | Evaporator and process for fabricating same | |
| JP2004347314A (ja) | エバポレータおよびその製造方法 | |
| JP3805628B2 (ja) | 熱交換器 | |
| JPH11216592A (ja) | ろう付け用アルミニウム材料及び熱交換器の製造方法 | |
| JP6952568B2 (ja) | 湯水洗親水性塗膜を備えたアルミニウムフィンと湯水洗親水性塗膜およびアルミニウムフィンの製造方法と熱交換器 | |
| CN1781009A (zh) | 蒸发器及其制造方法 | |
| JP4411803B2 (ja) | アルミニウム熱交換器のろう付け方法およびアルミニウム部材ろう付け用溶液 | |
| JP5066709B2 (ja) | 扁平管の製造方法 | |
| JPH093580A (ja) | 耐食性に優れたアルミニウム合金製熱交換器 | |
| JP2003225760A (ja) | アルミニウム熱交換器の製造方法 | |
| BRPI1103196B1 (pt) | Trocador de calor | |
| JP2022103471A (ja) | 親水性皮膜とプレコートフィン材および熱交換器 | |
| US20060185168A1 (en) | Aluminum pipe and process for producing same | |
| JP2003172592A (ja) | 熱交換器 | |
| JP2019095182A (ja) | ろう付け処理後の親水性に優れるアルミニウムフィン及び熱交換器とその製造方法 | |
| JPH09303990A (ja) | 耐食性に優れたアルミニウム製熱交換器及びその製造方法 | |
| JP2004176178A (ja) | アルミニウム管およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091006 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100309 |