JP2004358771A - 難燃性積層体 - Google Patents
難燃性積層体 Download PDFInfo
- Publication number
- JP2004358771A JP2004358771A JP2003159007A JP2003159007A JP2004358771A JP 2004358771 A JP2004358771 A JP 2004358771A JP 2003159007 A JP2003159007 A JP 2003159007A JP 2003159007 A JP2003159007 A JP 2003159007A JP 2004358771 A JP2004358771 A JP 2004358771A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- metal hydroxide
- resin plate
- metal
- laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 title claims abstract description 20
- 239000003063 flame retardant Substances 0.000 title claims abstract description 20
- 229920005989 resin Polymers 0.000 claims abstract description 92
- 239000011347 resin Substances 0.000 claims abstract description 92
- 229910000000 metal hydroxide Inorganic materials 0.000 claims abstract description 56
- 150000004692 metal hydroxides Chemical class 0.000 claims abstract description 56
- 229910052751 metal Inorganic materials 0.000 claims abstract description 42
- 239000002184 metal Substances 0.000 claims abstract description 42
- 239000002245 particle Substances 0.000 claims abstract description 17
- 239000004840 adhesive resin Substances 0.000 claims abstract description 13
- 229920006223 adhesive resin Polymers 0.000 claims abstract description 13
- 229910044991 metal oxide Inorganic materials 0.000 claims abstract description 5
- 150000004706 metal oxides Chemical class 0.000 claims abstract description 5
- 229920005672 polyolefin resin Polymers 0.000 claims description 23
- 229920013716 polyethylene resin Polymers 0.000 claims description 7
- 238000013329 compounding Methods 0.000 claims description 5
- 238000000034 method Methods 0.000 abstract description 9
- 230000001070 adhesive effect Effects 0.000 abstract description 7
- 239000000853 adhesive Substances 0.000 abstract description 6
- 230000002708 enhancing effect Effects 0.000 abstract description 3
- 239000002923 metal particle Substances 0.000 abstract description 2
- 239000012790 adhesive layer Substances 0.000 description 23
- 238000005304 joining Methods 0.000 description 8
- 239000000314 lubricant Substances 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000002156 mixing Methods 0.000 description 7
- 238000001816 cooling Methods 0.000 description 4
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000002274 desiccant Substances 0.000 description 3
- 239000002270 dispersing agent Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 150000002148 esters Chemical class 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 150000004671 saturated fatty acids Chemical class 0.000 description 3
- 239000004094 surface-active agent Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- -1 ethylene, propylene Chemical group 0.000 description 2
- 125000000524 functional group Chemical group 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 2
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 2
- 239000000347 magnesium hydroxide Substances 0.000 description 2
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000010892 electric spark Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical group O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 238000009790 rate-determining step (RDS) Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images


Landscapes
- Laminated Bodies (AREA)
Abstract
【課題】良好な平滑性を有し、強度の低下のない優れた成形性や難燃性を有する難燃性積層体を提供する
【解決手段】本発明によれば、シート状の樹脂板に金属シートを接合した難燃性の積層体を形成する工程で、ポリオレフィン系樹脂に金属水酸化物を配合して樹脂板を成形する際に、金属酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂を配合することによって、金属水酸化物とポリオレフィン系樹脂との相溶性が高まり、接着強度が向上し、積層体の強度を向上させることができ、成形性や強度の優れた難燃性積層体を提供することが出来る。また、金属水酸化物の平均粒径を1〜14μmとすることによって、金属水酸化物の粒子に由来する樹脂板表面の凹凸が小さくすることができ、表面が平滑にすることができるとともに金属水酸化物が樹脂板内で細かく分散しているので、優れた難燃性を発現させることができる。
【選択図】 図3
【解決手段】本発明によれば、シート状の樹脂板に金属シートを接合した難燃性の積層体を形成する工程で、ポリオレフィン系樹脂に金属水酸化物を配合して樹脂板を成形する際に、金属酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂を配合することによって、金属水酸化物とポリオレフィン系樹脂との相溶性が高まり、接着強度が向上し、積層体の強度を向上させることができ、成形性や強度の優れた難燃性積層体を提供することが出来る。また、金属水酸化物の平均粒径を1〜14μmとすることによって、金属水酸化物の粒子に由来する樹脂板表面の凹凸が小さくすることができ、表面が平滑にすることができるとともに金属水酸化物が樹脂板内で細かく分散しているので、優れた難燃性を発現させることができる。
【選択図】 図3
Description
【0001】
【発明の属する技術分野】
本発明は、樹脂に金属水酸化物を添加し、難燃性を具備させた樹脂板に金属シートを接合して形成される難燃性積層体に関するものである。
【0002】
【従来の技術】
主に樹脂からなる樹脂板に金属シートを接合することにより形成されたカナッペ状やサンドイッチ構造の積層体は、樹脂板と比較して、極めて高い強度や弾性を具備しつつ、金属板と比較して軽量で且つ曲げ加工性が優れており、一般的に広く用いられている。また、この樹脂板に金属水酸化物や難燃剤を配合することにより難燃性を具備させた積層体も提案されている。
【0003】
難燃性を付与するために難燃剤を配合する方法は、廃棄の際に難燃剤に含まれる有害物質が問題となるため好ましくなく、金属水酸化物を配合する方法が好ましい。しかし、金属水酸化物を樹脂板に配合した場合、金属水酸化物の分散性や流動性が悪いため、樹脂板の表面状態が粗雑になったり、生産効率が低くなるなど、問題点が多かった。
【0004】
それらの問題を解決するために、例えば特開平9−314734では、ポリオレフィン系樹脂に平均粒径15〜90μmの金属水酸化物を55〜80重量%配合させ、さらに飽和脂肪酸を金属水酸化物に対し0.05〜5重量%以下配合することで、成形性や金属シートと樹脂板との接合性を向上させている。(特許文献1)
【0005】
【特許文献1】
特開平9−314734
【0006】
【発明が解決しようとする課題】
しかしながら、特開平9−314734に記載の難燃性金属樹脂複合板は、金属水酸化物粒子の平均粒径が15〜90μmと比較的大きいため、樹脂板を形成したときにこの粒子に起因する凹凸が樹脂板の表面に表れ、その上から金属シートを接合したときに、樹脂板の凹凸が金属シート表面にも現れることがあり、平滑な製品が得られない場合もある。
【0007】
この問題を解決するために、金属水酸化物の粒径を小さくする方法が考えられる。粒径を小さくすることで積層体の平滑性を高めることが出来るだけでなく、樹脂板への金属水酸化物の分散性が高いため、難燃性も向上させることができるが、金属水酸化物の粒径を小さくすると積層体の強度が低下する。これは、金属水酸化物の粒径を小さくすることで、樹脂成分と金属水酸化物との界面積が増加したためであり、樹脂成分と金属水酸化物との相溶性が低いために発生する。金属水酸化物の粒径を小さくしても、積層体の強度を向上させる方法として樹脂成分と金属水酸化物の相溶性を高めるとよいことがわかっている。この相溶性を改善する手段として、滑剤を配合する方法があるが、滑剤は単に樹脂成分と金属水酸化物との界面活性剤の役割しかなく、樹脂成分と金属水酸化物との接着性を向上させて積層体の強度を向上させる効果は殆どなく、逆に過剰添加による樹脂板表面への滑剤のブリードアウトが起こり易く、樹脂板と金属シートの接着性を低下させる不具合が発生していた。
【0008】
そこで本発明は上記の如き問題点に鑑みてなされたものであり、良好な平滑性を有し、積層体の強度の低下のない難燃性積層体を提供するとともに、優れた成形性や難燃性を有する難燃性積層体を提供せんとするものである。
【0009】
【課題を解決するための手段】
上記目的を達成するために、本発明は次のような構成としている。すなわち シート状の樹脂板に金属シートを接合した積層体であって、該樹脂板は、金属水酸化物と、ポリオレフィン系樹脂と、金属水酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂とを含有していることを特徴とするものである。
【0010】
本発明によれば、シート状の樹脂板に金属シートを接合した難燃性の積層体を形成する工程で、ポリオレフィン系樹脂に金属水酸化物を配合して樹脂板を成形する際に、金属酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂を配合することによって、金属水酸化物とポリオレフィン系樹脂との相溶性が高まるとともに両者の接着性が向上する。金属水酸化物とポリオレフィン系樹脂は相溶性が低く、両者の界面の接着性が低いため、強度が低下する。特に、金属水酸化物の粒子径が小さい場合、金属水酸化物とポリオレフィン系樹脂の界面積が大きくなるため、全体の接着強度が大きく低下し、積層体の強度が低下してしまう。相溶性を高める添加剤として、樹脂の成形性を向上させる滑剤があげられるが、滑剤は単に樹脂成分と金属水酸化物との界面活性剤の役割しかなく、樹脂成分と金属水酸化物との接着性を向上させて積層体の強度を向上させる効果は殆どない。逆に過剰添加による樹脂板表面への滑剤のブリードアウトが起こり易く、樹脂板と金属シートの接着性を低下させる不具合が発生する。
【0011】
相溶性を高める接着性樹脂は、金属水酸化物のもつ水酸基と結合することのできる官能基をもつポリオレフィン樹脂が好ましく、例えばマレイン酸変性ポリエチレン樹脂などがよい。接着性樹脂の持つ水酸基と結合することのできる官能基により、金属水酸化物表面の水酸基と接着性樹脂が結合し、金属水酸化物の表面が接着性樹脂で被覆される。接着性樹脂自身の骨格はポリオレフィン系樹脂であるため、樹脂板を構成するポリオレフィン系樹脂との親和性が高く相溶することができる。よって、金属水酸化物とポリオレフィン系樹脂の接着性が高まり、積層体の強度が向上する。
【0012】
本発明に係わる金属水酸化物は、水酸基が分解されることで熱エネルギーを吸収できるものであれば特に限定されるものではないが、水酸化アルミニウム、水酸化マグネシウム等を好適に用いることができる。
【0013】
また金属シートは、金属材料を用いて形成されるものであれば、特に限定されるものではなく、好適には、アルミニウム、ステンレス、鉄鋼、チタニウム等を用いても良い。また金属シートの厚みは、積層体の軽量化の利点を生かすことと、積層体にかかる外力に対する強度を考慮すると、0.1〜0.8mm程度とするのがよい。
【0014】
ポリオレフィン系樹脂は、エチレン、プロピレン、ブテン等のα―オレフィンの重合体を単独で用いてもよく、エチレンにα―オレフィンを重合させたものなどを用いてもよく、他にはエチレンに酢酸ビニル、メタクリル酸またはそのエステル、アクリル酸またはそのエステルを共重合させたものポリエチレン末端を無水マレイン酸等で修飾したもの等を用いてもよく、これらを用いることで樹脂板と金属シートを貼り合わせるための接着層との接着力を向上させることができる。
【0015】
また、前記接着性樹脂は、無水マレイン酸変性ポリエチレン樹脂であることを特徴とするものである。
【0016】
また、前記金属酸化物の平均粒径は、1〜14μmであり、かつ、配合量は65〜80重量%であることを特徴とするものである。
【0017】
金属水酸化物の平均粒径を1〜14μmとすることで、金属水酸化物の粒子に由来する樹脂板表面の凹凸が小さくなり表面が平滑になると共に、金属水酸化物が樹脂板内で細かく分散しているので、優れた難燃性を示すことになる。また、粒径が小さくため金属水酸化物とポリオレフィン樹脂との界面が大きく、樹脂板の強度が低下しやすいが、相溶性を高める接着性樹脂を配合することで、樹脂板の強度の低下を防ぐことができる。
【0018】
また、樹脂板を形成するマトリックスが、金属水酸化物が65〜80重量%配合されることで、発熱性試験を20分行った場合の総発熱量を8MJ/平方メートル以下とする優れた難燃性を具備させることができる。
【0019】
発熱性試験は、ISO5660に基づく試験方法で、試験体すなわち積層体を99mm±1mmの正方形とし、試験体表面に輻射熱を照射し電気スパークを作動させる試験を一定時間行って総発熱量を測定するものである。総発熱量に関しては、建築基準法第2条第9号、及び同法施行令第108条の2に基準が規定されており、かかる発熱性試験を20分間行い、総発熱量が8MJ/平方メートルであれば、不燃性材料としての1つの基準を満足できるというものである。
【0020】
また、前記樹脂板は、前記金属酸化物が含有する水分量を0.1重量%以下として、押出し成形されたものであるとよい。金属水酸化物に含有される水分は、成形時に樹脂が溶融する程度の温度が加わると水蒸気となり、樹脂板の表面や内部に気泡が残る恐れがある。成形前に予め金属水酸化物が含有する水分を0.1重量%以下としておくことで、水蒸気に起因する樹脂板に生じる気泡の発生を抑制し、気泡による樹脂板の強度の低下や、表面付近の気泡による樹脂板と金属シートとの接着性の低下を防止することができる。
【0021】
また、前記樹脂板は、樹脂板原材料中の水分を除去するための乾燥剤を含有していてもよい。乾燥剤を配合することにより、水蒸気に起因する樹脂板に生じる気泡の発生を抑制し、気泡による樹脂板の強度の低下や、表面付近の気泡による樹脂板と金属シートとの接着性の低下を防止することができる。乾燥剤は、水分を吸着して熱がかかっても気化させないものであれば特に限定されるものではないが、例えば、酸化マグネシウムや酸化カルシウムが用いられる。
【0022】
また、前記樹脂板は、金属シートと接合される側の面に、接着層が形成されたものであることを特徴とするものである。樹脂板に接着層を形成しておくことで金属シートを接合する際に新たに接着層を形成する必要がなくなり、製造における工程の簡略化につながる。接着層は、樹脂板成形時もしくは成形後に、ウレタン系、エポキシ系等の接着剤を塗布して形成するものであってもよいが、ポリオレフィン系等の合成樹脂をベースとする変性合成樹脂を用いて樹脂板の成形時に同時に押出成形することで形成するのが好ましい。
【0023】
また、前記接着層は、金属水酸化物を含有していてもよい。金属シートと樹脂板を接着する接着層に金属水酸化物を配合しておくことで、従来は樹脂のみで構成されており難燃性が具備されていなかった接着層にも難燃性を付与することができ、積層体の難燃性を向上させることができる。接着層へ配合する金属酸化物は、樹脂板と同様のものでよいし、異なるものでもよく、水酸化アルミニウム、水酸化マグネシウム等を好適に用いることができる。また、配合量は、80重量%以下とするのがよく、これより配合量が多いと、混練性が低下し成形が困難になったり、接着層の強度が低下し、金属シートと樹脂板の接着力が低下するため好ましくない。また、金属水酸化物の粒径は、接着層の厚みよりも小さいものを用いる。接着層の厚みよりも大きいと、接着層に凹凸ができてしまい、積層体の平滑性が損なわれてしまう。
【0024】
また、接着層は前記樹脂板の両面に形成されるとともに金属シートが両面に接合されていてもよい。樹脂板の両面に金属シートを接合するサンドイッチ構造を形成するに当たり、樹脂板の両面に予め接着層を形成しておくことで、金属シートの接合が容易となり、また両側の金属シートを同時に接合できることで、接着にかかわる加圧を一時に両側の面に対して行うことが出来る。
【0025】
また、金属水酸化物の分散性を向上させるために、分散剤を用いてもよく、分散剤により金属水酸化物を樹脂中に均一に分散させることができ、難燃性の向上や強度の向上をはかることができる。分散剤としては、例えば、ステアリン酸亜鉛等の飽和脂肪酸金属塩などを用いることができる。また、樹脂板の成形性や平滑性を向上させるために、滑剤を用いても良く、飽和脂肪酸のエステルやアミドが用いられる。
【0026】
【発明の実施の形態】
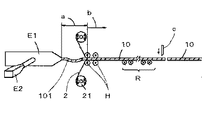
本発明に係わる実施の形態について、図面と実施例に基づき以下に具体的に説明する。図1、図2aおよび2bは、本発明に係わる難燃性積層体の製造方法の一形態を示す概略図である。図1は、樹脂板の金属シートを接合する側の面に接着層を同時に押出成形し、押出成形された直後の樹脂板い金属シートを張り合わせるものである。
【0027】
押出機E1およびE2により押し出されたaに示す領域におけるシート状の成形物101には、金属シートをロール状に巻いたコイル21から巻き出されたアルミニウムからなる金属シート2が、成形物101の両面に熱ロールHにより加熱されつつ圧着されて接合され、bに示す領域においては、積層体10となされる。積層体10は、更に冷却ゾーンRにおいて、冷却され、カッターCにより、所定の長さに切断されて製品となる。この工程によれば、樹脂板が押出された直後に金属シートが接合されるため、樹脂板が十分に熱を持っており、樹脂板および接着層を再予熱する手間とエネルギーを省くことができ、さらには、冷却も同時に行うことができ、工程は極めて簡略なものとすることができる。
【0028】
図2aは、樹脂板の金属シートを接合する側の面に接着層を同時に押出成形し、押出成形された樹脂板を一旦ロール状に巻き取り、該樹脂板を巻き出しつつ金属シートを貼り合わせる製造方法である。図1と同様に、押出機E1及びE2により、樹脂板1の両面に接着層を形成したシート状の成形物を押出成形するが、成形物101はポリッシングロールPにより、形状が整えられて冷却され、冷却ゾーンRにおいて更に冷却されて板状の成形物101となされる。成形物101は一旦ロール状に巻き取られてロール102となされる。樹脂板はポリオレフィン系樹脂を含んでいるため、可撓性を有し、ロールに巻き取ることが可能なものである。
【0029】
次に図2bに示すように、ロール102を巻きだして予熱炉Yにおいて予熱し、接着層を接着可能な状態にさせてからコイル21から巻き出された、金属シートを両面に接合し積層体10を形成する。積層体10は冷却ゾーンにおいて、冷却され、カッターCにより切断されて、製品となされる。
【0030】
図2a、bに示すように成形体101を押出成形する工程と、成形物101に金属シート2を接合する工程とが分離されていることで、双方の工程のライン速度が異なる場合においても一方の工程が律速段階となることがなく、効率的な製造を行うことができる。また、成形物101は金属シート2を接合するまでの保管および取り扱いが容易となる。また金属シートを接合する際に、ロールから巻きだした連続した成形物101に対して金属シート2を接合していくので、単板の樹脂板を用いた場合のような、つなぎ目での材料のロスが発生しない。
【0031】
次に、図3に本発明の難燃性を有した積層体10の実施の一形態の断面図を示し、以下に実施例を示す。
【0032】
(実施例)
まず、金属水酸化物である水酸化アルミニウム70重量%と、金属水酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂の無水マレイン酸変性ポリエチレン樹脂5重量%とを混合して、水酸化アルミニウムの表面に変性ポリエチレン樹脂を被覆させた後に、ポリオレフィン系樹脂であるポリエチレン樹脂25重量%を混合し、この混合物を溶融させて、シート状に押出成形し、樹脂板1を形成する。樹脂板1の両面には変性ポリエチレン樹脂の接着層3が同時に形成され、金属シートが接合されて厚さ2.7mmの図に示す積層体10となされる。金属シート2の接合は、図1に示されるように、樹脂板が押出された直後にその余熱を利用して接合してもよいし、図2aおよび2bに示すように、接着層が両面に形成された樹脂板を、一旦ロール状に巻き取り、その後、樹脂板を巻き出しつつ予熱をかけて接着可能状態にして、金属シートを接合してもよい。
【0033】
積層体10の総厚は特に限定されるものではないが、使用用途として内外装板や、目隠し板、防風雪板やその他の工作物として用いられるには、2〜8mm程度の厚みのものが好適に用いられる。金属シート2の厚みも積層体の厚みに合わせつつ強度や軽量化の目的に応じて適宜決定すればよいが、0.1〜0.8mm程度が好適である。
【0034】
【発明の効果】
本発明によれば、シート状の樹脂板に金属シートを接合した難燃性の積層体を形成する工程で、ポリオレフィン系樹脂に金属水酸化物を配合して樹脂板を成形する際に、金属酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂を配合することによって、金属水酸化物とポリオレフィン系樹脂との相溶性が高まり、接着強度が向上し、積層体の強度を向上させることができる。
【0035】
また、金属水酸化物の平均粒径を1〜14μmとすれば、金属水酸化物の粒子に由来する樹脂板表面の凹凸が小さくなり表面が平滑になると共に、金属水酸化物が樹脂板内で細かく分散しているので、優れた難燃性を付与することができる。
【図面の簡単な説明】
【図1】本発明に係わる難燃性積層体の製造方法の一形態を示す概略図である。
【図2】本発明に係わる難燃性積層体の製造方法の一形態を示す概略図である。
【図3】本発明に係わる実施の一形態を示す断面図である。
【符号の説明】
C カッター
E1 押出機
E2 押出機
H 熱ロール
P ポリッシングロール
R 冷却ゾーン
Y 予熱炉
1 樹脂板
10 積層体
101 シート状の成形物
102 樹脂板ロール
2 金属シート
21 コイル
3 接着層
【発明の属する技術分野】
本発明は、樹脂に金属水酸化物を添加し、難燃性を具備させた樹脂板に金属シートを接合して形成される難燃性積層体に関するものである。
【0002】
【従来の技術】
主に樹脂からなる樹脂板に金属シートを接合することにより形成されたカナッペ状やサンドイッチ構造の積層体は、樹脂板と比較して、極めて高い強度や弾性を具備しつつ、金属板と比較して軽量で且つ曲げ加工性が優れており、一般的に広く用いられている。また、この樹脂板に金属水酸化物や難燃剤を配合することにより難燃性を具備させた積層体も提案されている。
【0003】
難燃性を付与するために難燃剤を配合する方法は、廃棄の際に難燃剤に含まれる有害物質が問題となるため好ましくなく、金属水酸化物を配合する方法が好ましい。しかし、金属水酸化物を樹脂板に配合した場合、金属水酸化物の分散性や流動性が悪いため、樹脂板の表面状態が粗雑になったり、生産効率が低くなるなど、問題点が多かった。
【0004】
それらの問題を解決するために、例えば特開平9−314734では、ポリオレフィン系樹脂に平均粒径15〜90μmの金属水酸化物を55〜80重量%配合させ、さらに飽和脂肪酸を金属水酸化物に対し0.05〜5重量%以下配合することで、成形性や金属シートと樹脂板との接合性を向上させている。(特許文献1)
【0005】
【特許文献1】
特開平9−314734
【0006】
【発明が解決しようとする課題】
しかしながら、特開平9−314734に記載の難燃性金属樹脂複合板は、金属水酸化物粒子の平均粒径が15〜90μmと比較的大きいため、樹脂板を形成したときにこの粒子に起因する凹凸が樹脂板の表面に表れ、その上から金属シートを接合したときに、樹脂板の凹凸が金属シート表面にも現れることがあり、平滑な製品が得られない場合もある。
【0007】
この問題を解決するために、金属水酸化物の粒径を小さくする方法が考えられる。粒径を小さくすることで積層体の平滑性を高めることが出来るだけでなく、樹脂板への金属水酸化物の分散性が高いため、難燃性も向上させることができるが、金属水酸化物の粒径を小さくすると積層体の強度が低下する。これは、金属水酸化物の粒径を小さくすることで、樹脂成分と金属水酸化物との界面積が増加したためであり、樹脂成分と金属水酸化物との相溶性が低いために発生する。金属水酸化物の粒径を小さくしても、積層体の強度を向上させる方法として樹脂成分と金属水酸化物の相溶性を高めるとよいことがわかっている。この相溶性を改善する手段として、滑剤を配合する方法があるが、滑剤は単に樹脂成分と金属水酸化物との界面活性剤の役割しかなく、樹脂成分と金属水酸化物との接着性を向上させて積層体の強度を向上させる効果は殆どなく、逆に過剰添加による樹脂板表面への滑剤のブリードアウトが起こり易く、樹脂板と金属シートの接着性を低下させる不具合が発生していた。
【0008】
そこで本発明は上記の如き問題点に鑑みてなされたものであり、良好な平滑性を有し、積層体の強度の低下のない難燃性積層体を提供するとともに、優れた成形性や難燃性を有する難燃性積層体を提供せんとするものである。
【0009】
【課題を解決するための手段】
上記目的を達成するために、本発明は次のような構成としている。すなわち シート状の樹脂板に金属シートを接合した積層体であって、該樹脂板は、金属水酸化物と、ポリオレフィン系樹脂と、金属水酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂とを含有していることを特徴とするものである。
【0010】
本発明によれば、シート状の樹脂板に金属シートを接合した難燃性の積層体を形成する工程で、ポリオレフィン系樹脂に金属水酸化物を配合して樹脂板を成形する際に、金属酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂を配合することによって、金属水酸化物とポリオレフィン系樹脂との相溶性が高まるとともに両者の接着性が向上する。金属水酸化物とポリオレフィン系樹脂は相溶性が低く、両者の界面の接着性が低いため、強度が低下する。特に、金属水酸化物の粒子径が小さい場合、金属水酸化物とポリオレフィン系樹脂の界面積が大きくなるため、全体の接着強度が大きく低下し、積層体の強度が低下してしまう。相溶性を高める添加剤として、樹脂の成形性を向上させる滑剤があげられるが、滑剤は単に樹脂成分と金属水酸化物との界面活性剤の役割しかなく、樹脂成分と金属水酸化物との接着性を向上させて積層体の強度を向上させる効果は殆どない。逆に過剰添加による樹脂板表面への滑剤のブリードアウトが起こり易く、樹脂板と金属シートの接着性を低下させる不具合が発生する。
【0011】
相溶性を高める接着性樹脂は、金属水酸化物のもつ水酸基と結合することのできる官能基をもつポリオレフィン樹脂が好ましく、例えばマレイン酸変性ポリエチレン樹脂などがよい。接着性樹脂の持つ水酸基と結合することのできる官能基により、金属水酸化物表面の水酸基と接着性樹脂が結合し、金属水酸化物の表面が接着性樹脂で被覆される。接着性樹脂自身の骨格はポリオレフィン系樹脂であるため、樹脂板を構成するポリオレフィン系樹脂との親和性が高く相溶することができる。よって、金属水酸化物とポリオレフィン系樹脂の接着性が高まり、積層体の強度が向上する。
【0012】
本発明に係わる金属水酸化物は、水酸基が分解されることで熱エネルギーを吸収できるものであれば特に限定されるものではないが、水酸化アルミニウム、水酸化マグネシウム等を好適に用いることができる。
【0013】
また金属シートは、金属材料を用いて形成されるものであれば、特に限定されるものではなく、好適には、アルミニウム、ステンレス、鉄鋼、チタニウム等を用いても良い。また金属シートの厚みは、積層体の軽量化の利点を生かすことと、積層体にかかる外力に対する強度を考慮すると、0.1〜0.8mm程度とするのがよい。
【0014】
ポリオレフィン系樹脂は、エチレン、プロピレン、ブテン等のα―オレフィンの重合体を単独で用いてもよく、エチレンにα―オレフィンを重合させたものなどを用いてもよく、他にはエチレンに酢酸ビニル、メタクリル酸またはそのエステル、アクリル酸またはそのエステルを共重合させたものポリエチレン末端を無水マレイン酸等で修飾したもの等を用いてもよく、これらを用いることで樹脂板と金属シートを貼り合わせるための接着層との接着力を向上させることができる。
【0015】
また、前記接着性樹脂は、無水マレイン酸変性ポリエチレン樹脂であることを特徴とするものである。
【0016】
また、前記金属酸化物の平均粒径は、1〜14μmであり、かつ、配合量は65〜80重量%であることを特徴とするものである。
【0017】
金属水酸化物の平均粒径を1〜14μmとすることで、金属水酸化物の粒子に由来する樹脂板表面の凹凸が小さくなり表面が平滑になると共に、金属水酸化物が樹脂板内で細かく分散しているので、優れた難燃性を示すことになる。また、粒径が小さくため金属水酸化物とポリオレフィン樹脂との界面が大きく、樹脂板の強度が低下しやすいが、相溶性を高める接着性樹脂を配合することで、樹脂板の強度の低下を防ぐことができる。
【0018】
また、樹脂板を形成するマトリックスが、金属水酸化物が65〜80重量%配合されることで、発熱性試験を20分行った場合の総発熱量を8MJ/平方メートル以下とする優れた難燃性を具備させることができる。
【0019】
発熱性試験は、ISO5660に基づく試験方法で、試験体すなわち積層体を99mm±1mmの正方形とし、試験体表面に輻射熱を照射し電気スパークを作動させる試験を一定時間行って総発熱量を測定するものである。総発熱量に関しては、建築基準法第2条第9号、及び同法施行令第108条の2に基準が規定されており、かかる発熱性試験を20分間行い、総発熱量が8MJ/平方メートルであれば、不燃性材料としての1つの基準を満足できるというものである。
【0020】
また、前記樹脂板は、前記金属酸化物が含有する水分量を0.1重量%以下として、押出し成形されたものであるとよい。金属水酸化物に含有される水分は、成形時に樹脂が溶融する程度の温度が加わると水蒸気となり、樹脂板の表面や内部に気泡が残る恐れがある。成形前に予め金属水酸化物が含有する水分を0.1重量%以下としておくことで、水蒸気に起因する樹脂板に生じる気泡の発生を抑制し、気泡による樹脂板の強度の低下や、表面付近の気泡による樹脂板と金属シートとの接着性の低下を防止することができる。
【0021】
また、前記樹脂板は、樹脂板原材料中の水分を除去するための乾燥剤を含有していてもよい。乾燥剤を配合することにより、水蒸気に起因する樹脂板に生じる気泡の発生を抑制し、気泡による樹脂板の強度の低下や、表面付近の気泡による樹脂板と金属シートとの接着性の低下を防止することができる。乾燥剤は、水分を吸着して熱がかかっても気化させないものであれば特に限定されるものではないが、例えば、酸化マグネシウムや酸化カルシウムが用いられる。
【0022】
また、前記樹脂板は、金属シートと接合される側の面に、接着層が形成されたものであることを特徴とするものである。樹脂板に接着層を形成しておくことで金属シートを接合する際に新たに接着層を形成する必要がなくなり、製造における工程の簡略化につながる。接着層は、樹脂板成形時もしくは成形後に、ウレタン系、エポキシ系等の接着剤を塗布して形成するものであってもよいが、ポリオレフィン系等の合成樹脂をベースとする変性合成樹脂を用いて樹脂板の成形時に同時に押出成形することで形成するのが好ましい。
【0023】
また、前記接着層は、金属水酸化物を含有していてもよい。金属シートと樹脂板を接着する接着層に金属水酸化物を配合しておくことで、従来は樹脂のみで構成されており難燃性が具備されていなかった接着層にも難燃性を付与することができ、積層体の難燃性を向上させることができる。接着層へ配合する金属酸化物は、樹脂板と同様のものでよいし、異なるものでもよく、水酸化アルミニウム、水酸化マグネシウム等を好適に用いることができる。また、配合量は、80重量%以下とするのがよく、これより配合量が多いと、混練性が低下し成形が困難になったり、接着層の強度が低下し、金属シートと樹脂板の接着力が低下するため好ましくない。また、金属水酸化物の粒径は、接着層の厚みよりも小さいものを用いる。接着層の厚みよりも大きいと、接着層に凹凸ができてしまい、積層体の平滑性が損なわれてしまう。
【0024】
また、接着層は前記樹脂板の両面に形成されるとともに金属シートが両面に接合されていてもよい。樹脂板の両面に金属シートを接合するサンドイッチ構造を形成するに当たり、樹脂板の両面に予め接着層を形成しておくことで、金属シートの接合が容易となり、また両側の金属シートを同時に接合できることで、接着にかかわる加圧を一時に両側の面に対して行うことが出来る。
【0025】
また、金属水酸化物の分散性を向上させるために、分散剤を用いてもよく、分散剤により金属水酸化物を樹脂中に均一に分散させることができ、難燃性の向上や強度の向上をはかることができる。分散剤としては、例えば、ステアリン酸亜鉛等の飽和脂肪酸金属塩などを用いることができる。また、樹脂板の成形性や平滑性を向上させるために、滑剤を用いても良く、飽和脂肪酸のエステルやアミドが用いられる。
【0026】
【発明の実施の形態】
本発明に係わる実施の形態について、図面と実施例に基づき以下に具体的に説明する。図1、図2aおよび2bは、本発明に係わる難燃性積層体の製造方法の一形態を示す概略図である。図1は、樹脂板の金属シートを接合する側の面に接着層を同時に押出成形し、押出成形された直後の樹脂板い金属シートを張り合わせるものである。
【0027】
押出機E1およびE2により押し出されたaに示す領域におけるシート状の成形物101には、金属シートをロール状に巻いたコイル21から巻き出されたアルミニウムからなる金属シート2が、成形物101の両面に熱ロールHにより加熱されつつ圧着されて接合され、bに示す領域においては、積層体10となされる。積層体10は、更に冷却ゾーンRにおいて、冷却され、カッターCにより、所定の長さに切断されて製品となる。この工程によれば、樹脂板が押出された直後に金属シートが接合されるため、樹脂板が十分に熱を持っており、樹脂板および接着層を再予熱する手間とエネルギーを省くことができ、さらには、冷却も同時に行うことができ、工程は極めて簡略なものとすることができる。
【0028】
図2aは、樹脂板の金属シートを接合する側の面に接着層を同時に押出成形し、押出成形された樹脂板を一旦ロール状に巻き取り、該樹脂板を巻き出しつつ金属シートを貼り合わせる製造方法である。図1と同様に、押出機E1及びE2により、樹脂板1の両面に接着層を形成したシート状の成形物を押出成形するが、成形物101はポリッシングロールPにより、形状が整えられて冷却され、冷却ゾーンRにおいて更に冷却されて板状の成形物101となされる。成形物101は一旦ロール状に巻き取られてロール102となされる。樹脂板はポリオレフィン系樹脂を含んでいるため、可撓性を有し、ロールに巻き取ることが可能なものである。
【0029】
次に図2bに示すように、ロール102を巻きだして予熱炉Yにおいて予熱し、接着層を接着可能な状態にさせてからコイル21から巻き出された、金属シートを両面に接合し積層体10を形成する。積層体10は冷却ゾーンにおいて、冷却され、カッターCにより切断されて、製品となされる。
【0030】
図2a、bに示すように成形体101を押出成形する工程と、成形物101に金属シート2を接合する工程とが分離されていることで、双方の工程のライン速度が異なる場合においても一方の工程が律速段階となることがなく、効率的な製造を行うことができる。また、成形物101は金属シート2を接合するまでの保管および取り扱いが容易となる。また金属シートを接合する際に、ロールから巻きだした連続した成形物101に対して金属シート2を接合していくので、単板の樹脂板を用いた場合のような、つなぎ目での材料のロスが発生しない。
【0031】
次に、図3に本発明の難燃性を有した積層体10の実施の一形態の断面図を示し、以下に実施例を示す。
【0032】
(実施例)
まず、金属水酸化物である水酸化アルミニウム70重量%と、金属水酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂の無水マレイン酸変性ポリエチレン樹脂5重量%とを混合して、水酸化アルミニウムの表面に変性ポリエチレン樹脂を被覆させた後に、ポリオレフィン系樹脂であるポリエチレン樹脂25重量%を混合し、この混合物を溶融させて、シート状に押出成形し、樹脂板1を形成する。樹脂板1の両面には変性ポリエチレン樹脂の接着層3が同時に形成され、金属シートが接合されて厚さ2.7mmの図に示す積層体10となされる。金属シート2の接合は、図1に示されるように、樹脂板が押出された直後にその余熱を利用して接合してもよいし、図2aおよび2bに示すように、接着層が両面に形成された樹脂板を、一旦ロール状に巻き取り、その後、樹脂板を巻き出しつつ予熱をかけて接着可能状態にして、金属シートを接合してもよい。
【0033】
積層体10の総厚は特に限定されるものではないが、使用用途として内外装板や、目隠し板、防風雪板やその他の工作物として用いられるには、2〜8mm程度の厚みのものが好適に用いられる。金属シート2の厚みも積層体の厚みに合わせつつ強度や軽量化の目的に応じて適宜決定すればよいが、0.1〜0.8mm程度が好適である。
【0034】
【発明の効果】
本発明によれば、シート状の樹脂板に金属シートを接合した難燃性の積層体を形成する工程で、ポリオレフィン系樹脂に金属水酸化物を配合して樹脂板を成形する際に、金属酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂を配合することによって、金属水酸化物とポリオレフィン系樹脂との相溶性が高まり、接着強度が向上し、積層体の強度を向上させることができる。
【0035】
また、金属水酸化物の平均粒径を1〜14μmとすれば、金属水酸化物の粒子に由来する樹脂板表面の凹凸が小さくなり表面が平滑になると共に、金属水酸化物が樹脂板内で細かく分散しているので、優れた難燃性を付与することができる。
【図面の簡単な説明】
【図1】本発明に係わる難燃性積層体の製造方法の一形態を示す概略図である。
【図2】本発明に係わる難燃性積層体の製造方法の一形態を示す概略図である。
【図3】本発明に係わる実施の一形態を示す断面図である。
【符号の説明】
C カッター
E1 押出機
E2 押出機
H 熱ロール
P ポリッシングロール
R 冷却ゾーン
Y 予熱炉
1 樹脂板
10 積層体
101 シート状の成形物
102 樹脂板ロール
2 金属シート
21 コイル
3 接着層
Claims (3)
- シート状の樹脂板に金属シートを接合した積層体であって、該樹脂板は、金属水酸化物と、ポリオレフィン系樹脂と、金属水酸化物とポリオレフィン系樹脂との相溶性を高める接着性樹脂とを含有していることを特徴とする難燃性積層体。
- 前記接着性樹脂は、無水マレイン酸変性ポリエチレン樹脂であることを特徴とする請求項1に記載の難燃性積層体。
- 前記金属酸化物の平均粒径は、1〜14μmであり、かつ、配合量は65〜80重量%であることを特徴とする請求項1または2に記載の難燃性積層体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003159007A JP2004358771A (ja) | 2003-06-04 | 2003-06-04 | 難燃性積層体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003159007A JP2004358771A (ja) | 2003-06-04 | 2003-06-04 | 難燃性積層体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004358771A true JP2004358771A (ja) | 2004-12-24 |
Family
ID=34052198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003159007A Pending JP2004358771A (ja) | 2003-06-04 | 2003-06-04 | 難燃性積層体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004358771A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160036707A (ko) * | 2014-09-25 | 2016-04-05 | (주)엘지하우시스 | 유기발광 표시소자 하부커버 및 유기발광 표시소자 |
| CN109111617A (zh) * | 2018-06-11 | 2019-01-01 | 台州市港泰铝塑板有限公司 | 铝塑板阻燃芯层以及铝塑板 |
| WO2019159929A1 (ja) | 2018-02-14 | 2019-08-22 | 三菱ケミカル株式会社 | 難燃性金属樹脂複合材 |
-
2003
- 2003-06-04 JP JP2003159007A patent/JP2004358771A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160036707A (ko) * | 2014-09-25 | 2016-04-05 | (주)엘지하우시스 | 유기발광 표시소자 하부커버 및 유기발광 표시소자 |
| KR101963583B1 (ko) * | 2014-09-25 | 2019-04-01 | (주)엘지하우시스 | 유기발광 표시소자 하부커버 및 유기발광 표시소자 |
| WO2019159929A1 (ja) | 2018-02-14 | 2019-08-22 | 三菱ケミカル株式会社 | 難燃性金属樹脂複合材 |
| EP3753728A4 (en) * | 2018-02-14 | 2021-04-07 | Mitsubishi Chemical Infratec Co., Ltd. | FLAME RETARDANT METAL-RESIN-PLASTIC COMPOSITE |
| EP4306735A2 (en) | 2018-02-14 | 2024-01-17 | Mitsubishi Chemical Infratec Co., Ltd. | Flame retardant metal-resin composite material |
| EP4306735A3 (en) * | 2018-02-14 | 2024-02-21 | Mitsubishi Chemical Infratec Co., Ltd. | Flame retardant metal-resin composite material |
| CN109111617A (zh) * | 2018-06-11 | 2019-01-01 | 台州市港泰铝塑板有限公司 | 铝塑板阻燃芯层以及铝塑板 |
| CN109111617B (zh) * | 2018-06-11 | 2023-01-10 | 台州市佳信新材料科技有限公司 | 铝塑板阻燃芯层以及铝塑板 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4751137A (en) | Composite panel that is difficult to combust and produces little smoke, and process for manufacturing same | |
| CN102205550A (zh) | 一种石头纸瓦楞纸板及其制造方法 | |
| JP2002292715A (ja) | ラミネート材の製造方法及び製造装置 | |
| BE1002450A3 (nl) | Compoundmateriaal, bestaande uit aluminium en glasvezelmatten en werkwijze voor de fabrikage ervan. | |
| JP2020070365A (ja) | 高周波誘電加熱接着シート及び断熱構造体 | |
| JP2004358771A (ja) | 難燃性積層体 | |
| JPS5840491B2 (ja) | 積層板の製造方法 | |
| JP6583997B2 (ja) | 接着剤の製造方法、接着剤、接着性積層体、及び積層体 | |
| JP3898531B2 (ja) | 高耐久耐火性樹脂シートおよびその製造方法 | |
| JP2004358772A (ja) | 難燃性積層体 | |
| CN115891354A (zh) | 一种高光泽高层间牢度的铝塑片材及其制备方法 | |
| KR102057228B1 (ko) | 알루미늄 복합 판넬 코어재 제조용 조성물 및 이를 이용한 알루미늄 복합 판넬 코어재 제조용 마스터 배치 칩 및 알루미늄 복합 판넬의 제조방법 | |
| KR102298328B1 (ko) | 박리력과 자기점착 특성이 우수한 열접착성 필름 및 이의 제조방법 | |
| JP4121284B2 (ja) | 難燃性積層体及び難燃性積層体の製造方法 | |
| KR101926865B1 (ko) | 전도성 및 차열성을 가지는 멀티레이어 강판의 제조 방법 및 이에 의해 제조되는 멀티레이어 강판 | |
| JPH09314734A (ja) | 難燃性金属樹脂複合板 | |
| JP2001301073A (ja) | ハニカムコア材を芯材とする積層構造体 | |
| KR20150037584A (ko) | 금속판 라미네이트용 필름 | |
| JP2019196496A (ja) | 接着性樹脂組成物、及び接着剤 | |
| JP7748368B2 (ja) | 高周波誘電加熱用接着剤 | |
| US20060257646A1 (en) | Lap sealable films | |
| JP2003200529A (ja) | 難燃性複合体 | |
| JPH10119160A (ja) | 軽量積層板 | |
| CN1173845A (zh) | 改进的塑料/金属层压材料 | |
| JPH049132B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080729 |
|
| A02 | Decision of refusal |
Effective date: 20081125 Free format text: JAPANESE INTERMEDIATE CODE: A02 |