JP2004361243A - 光沢面検査装置及び方法 - Google Patents
光沢面検査装置及び方法 Download PDFInfo
- Publication number
- JP2004361243A JP2004361243A JP2003159863A JP2003159863A JP2004361243A JP 2004361243 A JP2004361243 A JP 2004361243A JP 2003159863 A JP2003159863 A JP 2003159863A JP 2003159863 A JP2003159863 A JP 2003159863A JP 2004361243 A JP2004361243 A JP 2004361243A
- Authority
- JP
- Japan
- Prior art keywords
- light
- glossy surface
- distortion
- laser
- laser light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【解決手段】本発明の光沢面検査装置は、光沢面に対して斜め方向からレーザー光Yを照射する投光部1と、この光沢面でのレーザー光Yの反射光を撮影するカメラ3と、このカメラ3で撮影した画像データから正反射光の歪みを取得する画像処理手段4と、この画像処理手段4で取得した正反射光の歪みに基づき光沢面の表面欠陥を検出する判定手段5とを備えている。光沢面の法線方向を基準とするレーザー光Yの傾斜角αとしては45°以上85°以下が好ましい。投光部1により照射するレーザー光は帯状の光束を有するとよい。投光部1におけるレーザー光の照射に半導体レーザーを用いるとよい。
【選択図】 図2
Description
【発明の属する技術分野】
本発明は、光沢面の表面欠陥を検査する光沢面検査装置及び方法に関するものである。
【0002】
【従来の技術】
今日、乾電池、各種家電機器、飲料水等は、大量生産されており、金属、プラスチック、ガラス等から構成される容器又は筐体に収納されている。かかる金属製、プラスチック製、ガラス製等の容器又は筐体の表面は、一般的に光沢面とされている。
【0003】
上記乾電池等の各種製品の容器又は筐体の表面欠陥の検査は、各種製品が大量生産されている関係上、大量生産工程のオンライン上で行わなければならず、従来、検査員の目視により検査されている。
【0004】
一方、金属表面の非破壊探傷方法としては、例えば蛍光磁粉探傷法(特開平10−282063号公報等参照)、液体浸透探傷法、超音波探傷法(特開2002−139479公報等参照)、放射線探傷法(特開平5−177351号公報等参照)、磁気探傷法(特開平6−201654号公報等参照)等が開発されている。
【0005】
【特許文献1】
特開平10−282063号公報
【特許文献2】
特開2002−139479公報
【特許文献3】
特開平5−177351号公報
【特許文献4】
特開平6−201654号公報
【0006】
【発明が解決しようとする課題】
上記従来の光沢面の検査方法では、検査員の技能に頼っているため、目視に起因する誤差及び誤認を根本的課題として有しており、検査の精度及び速度の向上には一定の制限がある。加えて、上記従来の光沢面の検査方法では、光沢面におけるハレーション、照明の写り込み等により目視による表面欠陥の判別は容易ではない。また、上記従来の光沢面の検査方法では、その後の塗装工程等により修正可能な汚れとキズ等の表面欠陥との判別は困難であり、問題のない汚れ等まで検出してしまう不都合がある。
【0007】
なお、上記金属表面の非破壊探傷方法は、検査レベルが高くなるが、基本的に長大物に対しオフラインで比較的時間をかけて検査するものであるため、上記飲料水、乾電池、各種家電機器等の大量生産工程において、オンライン上で行う検査に適用することができない。
【0008】
本発明はこれらの不都合に鑑みてなされたものであり、検査精度及び速度が格段に高く、大量生産工程のオンライン上で行うことができる光沢面検査装置及び方法の提供を目的とするものである。
【0009】
【課題を解決するための手段】
上記課題を解決するためになされた発明は、光沢面に対して斜め方向からレーザー光を照射する投光部と、この光沢面におけるレーザー光の反射光を撮影するカメラと、このカメラで撮影した画像データから正反射光の歪みを取得する画像処理手段と、この画像処理手段で取得した正反射光の歪みに基づき光沢面の表面欠陥を検出する判定手段とを備える光沢面検査装置である。
【0010】
当該光沢面検査装置は、光沢面にキズや凹凸などの欠陥がある場合、光沢面に斜め方向から照射したレーザー光の正反射光に歪みが発生することを利用し、表面欠陥の有無、欠陥の種類及び欠陥の程度を検査するものである。具体的には、当該光沢面検査装置は、投光部によって光沢面に斜め方向からレーザー光を照射し、カメラによって光沢面からのレーザー光の反射光を撮影し、画像処理手段によって撮影した画像データから正反射光の歪みを取得し、判定手段によってこの正反射光の歪みに基づき光沢面の表面欠陥を検出する。
【0011】
従って、当該光沢面検査装置は、ハレーションや照明の写り込み等の目視に起因する検査誤差及び誤認を防止し、検査の精度及び速度を飛躍的に向上することができる。また、当該光沢面検査装置は、画像処理手段で取得した正反射光の歪みの大きさ、形状等によって表面欠陥の種別及び程度の判別が可能となる。さらに、当該光沢面検査装置は、光沢面の汚れがあっても正反射光の歪みに影響を及ぼさないため、その後の塗装工程等により修正可能な製品化上問題のない汚れの検出を低減することができる。
【0012】
上記光沢面の法線方向を基準とする上記レーザー光の傾斜角としては45°以上85°以下が好ましい。投光部により照射するレーザー光の傾斜角を上記範囲とすることで、表面欠陥による正反射光の歪みが顕著になり、検査精度を向上することができる。
【0013】
上記投光部により照射するレーザー光は帯状の光束を有するとよい。このように帯状の光束を有するレーザー光を照射することで、正反射光の歪みの取得が容易になり、一方向へのスキャンで光沢面の全面の検査が可能となる。
【0014】
上記投光部におけるレーザー光の照射に半導体レーザーを用いるとよい。かかる半導体レーザーは、比較的範囲な装置で光沢面の反射光観察に十分な出力のレーザー光が得られ、かつ反射光の画像処理に好適な可視光周辺のレーザー光が得られる点で好ましい。
【0015】
また、上記課題を解決するためになされた光沢面検査方法に係る発明は、光沢面に対して斜め方向からレーザー光を照射する照射工程と、この光沢面におけるレーザー光の反射光を撮影する撮影工程と、この反射光の画像データから正反射光の歪みを取得する画像処理工程と、この正反射光の歪みに基づき光沢面の表面欠陥を検出する判定工程とを有している。当該光沢面検査方法は、上記光沢面検査装置と同様に、検査の精度及び速度が格段に高く、大量生産工程のオンライン上に組み込み、生産性を飛躍的に向上することができる。
【0016】
ここで、「正反射光」とは、光沢面にキズや凹凸などの欠陥がない場合の鏡面反射光を意味する。「光沢面の法線方向」とは、欠陥がないと仮定した光沢面の法線方向を意味する。
【0017】
【発明の実施の形態】
以下、適宜図面を参照しつつ本発明の実施の形態を詳説する。図1は本発明の一実施形態に係る光沢面検査方法を示すフロー図、図2は図1の光沢面検査方法を実施するための光沢面検査装置を示す概略構成図、図3(a)及び(b)は表面欠陥がない場合及びある場合の画像データを示す模式図である。
【0018】
図1の光沢面検査方法は、光沢面に対して斜め方向からレーザー光を照射する照射工程(STP1)、この光沢面におけるレーザー光の反射光を撮影する撮影工程(STP2)、この反射光の画像データから正反射光の歪みを取得する画像処理工程(STP3)、及びこの正反射光の歪みに基づき光沢面の表面欠陥を検出する判定工程(STP4)を有している。
【0019】
図2の光沢面検査装置は、上記光沢面検査方法を実施し、被検査物Xの表面(光沢面)を検査する装置である。当該光沢面検査装置は、具体的には投光部1、投影スクリーン2、カメラ3、画像処理手段4、判定手段5及びテーブル6を備えている。
【0020】
この画像処理手段4及び判定手段5は、システム的にはCPUなどからなる制御部、ROM、RAM、ハードディスク、モニター、キーボードなどを備えるコンピューターにより構成されており、ROM、ハードディスクに記憶されているコンピュータプログラムに基づいて制御部が各部を制御することで上記画像処理手段4及び判定手段5として機能するよう構成されている。
【0021】
投光部1は、テーブル6上に載置した被検査物Xの表面に対して斜め方向からレーザー光Yを照射するものである。この投光部1のレーザー光発信機構としては、レーザー光Yの照射が可能な公知の技術が採用される。但し、当該光沢面検査装置はレーザー光Yの反射光を観察して被検査物Xの表面欠陥を検出するものであるため、レーザー光Yは反射光の観察ができる程度の出力でよい。従って、投光部1のレーザー光発信機構としては、反射光の歪みの観察に好適な可視光付近の波長のレーザー光Yを照射することができ、かつ機構が比較的簡易な半導体レーザーが特に好ましい。
【0022】
投影スクリーン2は、被検査物Xの表面からのレーザー光Yの反射光を投影する板状体である。当該投影スクリーン2は、被検査物Xを基準として投光部1と対向する方向に配設され、被検査物Xの表面に対して垂直に配設されている。
【0023】
カメラ3は、投影スクリーン2に投影される像、つまり被検査物Xの表面からのレーザー光Yの反射光を撮影するものである。このカメラ3としては、レーザー光Yの反射光が撮影できれば特に限定されるものではなく、公知の種々のカメラを使用することができる。但し、カメラ3としては、装置自体が比較的簡易であり、画像処理に使用されるデジタル画像データが直接取得される2次元CCDカメラが特に好ましい。
【0024】
画像処理手段4は、カメラ3で撮影した画像データに基づいて正反射光の歪みを取得する。この画像処理手段4において、正反射光の歪みを取得する方法としては、(a)正反射光の歪みがない場合(つまり鏡面反射の場合)の画像データに基づいた排他的理論和から求める方法、(b)画像データからレーザー光Yの正反射光の近似曲線を算出し、この近似曲線から外れる部分を求める方法などがある。
【0025】
判定手段5は、画像処理手段4で取得した正反射光の歪みに基づき被検査物Xの表面欠陥を検出する。具体的には、正反射光の歪みの形状により表面欠陥の種類の判別が可能になり、正反射光の歪みの大きさにより表面欠陥の程度の判別が可能になる。
【0026】
当該光沢面検査装置は、投光部1によって被検査物Xの表面(光沢面)に斜め方向からレーザー光Yを照射し(照射工程STP1)、カメラ3によって被検査物Xの表面からのレーザー光Yの反射光を撮影し(撮影工程STP2)、画像処理手段4によって撮影した画像データから正反射光の歪みを取得し(画像処理工程STP3)、判定手段5によって取得した正反射光の歪みに基づき被検査物Xの表面欠陥を検出することができる(判定工程STP4)。つまり、当該光沢面検査装置は、被検査物Xの表面(光沢面)にキズや凹凸などの欠陥がある場合、斜め方向から照射したレーザー光の正反射光に歪みが発生することを利用し、この正反射光の歪みを画像処理手段4で取得し、この正反射光の歪みに基づき光沢面の表面欠陥を判定手段5で検出するものである。
【0027】
従って、当該光沢面検査装置によれば、オートメーション化が可能であり、従来の目視による検査と比較して検査の精度及び速度を飛躍的に向上することができる。また、当該光沢面検査装置によれば、画像処理手段4で取得した正反射光の歪みの大きさ、形状等によって表面欠陥の種別及び程度の判別が可能となる。さらに、当該光沢面検査装置によれば、光沢面の汚れがあっても正反射光の歪みに影響を及ぼさないため、その後の塗装工程等により修正可能な汚れの検出を低減し、真に検出する必要がある表面欠陥のみを検出することができる。
【0028】
被検査物Xの表面の法線方向を基準とするレーザー光Yの傾斜角αの下限としては45°、特に50°、さらに特に55°が好ましく、この傾斜角αの上限としては85°、特に80°、さらに特に75°が好ましい。このようにレーザー光Yの傾斜角αを上記下限以上とすることで、被検査物Xの表面欠陥に起因する正反射光の歪みが顕著になり、当該光沢面検査装置の検査精度を向上することができる。一方、レーザー光Yの傾斜角αを上記上限以下とすることで、被検査物Xの表面欠陥に起因する正反射光の歪みが大きくなりすぎて、歪み部分の光量が低下し、当該光沢面検査装置の検査精度が低下してしまう不都合を低減することができる。
【0029】
投光部1により照射するレーザー光Yは帯状の光束を有するとよい。このように帯状の光束を有するレーザー光Yを照射することで、(a)正反射光の歪みの取得が容易になり、検査精度が向上する、(b)一方向へのスキャンで光沢面の全面の検査が可能となり、検査速度が向上する等の利点がある。
【0030】
当該光沢面検査装置のスキャン方法としては、(a)被検査物Xを載置したテーブル6をその表面内のX−Y方向に移動させる方法、(b)投光部1をテーブル6と平行に移動させる方法、(c)投光部1を首振り状に駆動し、レーザー光Yの照射方向を変更する方法等がある。上記(c)のレーザー光Yの照射方向を変更する場合、レーザー光Yの照射方向情報を判定手段5にフィードバックすることで、レーザー光Yの照射方向に起因する正反射光の歪みの誤差を補正することができる。
【0031】
また、帯状の光束を有するレーザー光Yを用い、円柱状の被検査物Xの外周面をスキャンする場合、レーザー光Yの光束面を被検査物Xの長手方向軸から所定の角度傾斜させた状態(つまり、被検査物Xの外周面をレーザー光Yで斜めに切断する状態)に設置し、被検査物Xを長手方向軸を中心に回転させて全周面をスキャンする方法が好ましい。このスキャン方法によれば、被検査物Xを単に1回転させることで全周面のスキャンが可能になり、レーザー光Yの照射方向の位置決めが多少ラフでも表面欠陥の検査が可能になる。
【0032】
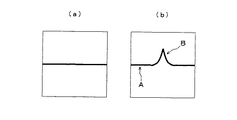
次に、当該光沢面検査装置及び方法による光沢面の欠陥検知理論について説明する。まず、表面欠陥を有しない平面状光沢面に対して斜め方向から帯状の光束を有するレーザー光Yを照射した場合、そのレーザー光Yの反射光は図3(a)に示すように直線状の正反射光のみとなる。一方、凹みを有する平面状光沢面に対して斜め方向から帯状の光束を有するレーザー光Yを照射した場合、そのレーザー光Yの反射光は図3(b)に示すように直線状の正反射光部分Aと凸状の歪み部分Bとを有することとなる。この歪み部分Bの形状及び大きさは表面欠陥の種類及び大きさに対応したものとなる。そのため、この歪み部分Bを画像処理によって認識することで、表面欠陥の有無、種類及び程度の判定が可能となる。
【0033】
なお、本発明の光沢面検査装置及び方法は上記実施形態に限定されるものではなく、例えば投影スクリーン2を設けず、被検査物Xの表面からの反射光を直接カメラ3で撮影することも可能である。
【0034】
【発明の効果】
以上説明したように、本発明の光沢面検査装置及び方法によれば、オートメーション化が可能であり、検査レベル及び速度が格段に高くなることから、大量生産工程のオンライン上に組み込み、生産性を飛躍的に向上することができる。
【図面の簡単な説明】
【図1】本発明の一実施形態に係る光沢面検査方法を示すフロー図である。
【図2】図1の光沢面検査方法を実施するための光沢面検査装置を示す概略構成図である。
【図3】(a)は表面欠陥がない場合の画像データを示す模式図、(b)は表面欠陥が存在する場合の画像データを示す模式図である。
【符号の説明】
1 投光部
2 投影スクリーン
3 カメラ
4 画像処理手段
5 判定手段
6 テーブル
X 被検査物
Y レーザー光
A 正反射光部分
B 歪み部分
Claims (5)
- 光沢面に対して斜め方向からレーザー光を照射する投光部と、
この光沢面におけるレーザー光の反射光を撮影するカメラと、
このカメラで撮影した画像データから正反射光の歪みを取得する画像処理手段と、
この画像処理手段で取得した正反射光の歪みに基づき光沢面の表面欠陥を検出する判定手段と
を備える光沢面検査装置。 - 上記光沢面の法線方向を基準とする上記レーザー光の傾斜角が45°以上85°以下である請求項1に記載の光沢面検査装置。
- 上記投光部により照射するレーザー光が帯状の光束を有している請求項1又は請求項2に記載の光沢面検査装置。
- 上記投光部におけるレーザー光の照射に半導体レーザーが用いられている請求項1、請求項2又は請求項3に記載の光沢面検査装置。
- 光沢面に対して斜め方向からレーザー光を照射する照射工程と、
この光沢面におけるレーザー光の反射光を撮影する撮影工程と、
この反射光の画像データから正反射光の歪みを取得する画像処理工程と、
この正反射光の歪みに基づき光沢面の表面欠陥を検出する判定工程と
を有する光沢面検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003159863A JP2004361243A (ja) | 2003-06-04 | 2003-06-04 | 光沢面検査装置及び方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003159863A JP2004361243A (ja) | 2003-06-04 | 2003-06-04 | 光沢面検査装置及び方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004361243A true JP2004361243A (ja) | 2004-12-24 |
Family
ID=34052813
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003159863A Pending JP2004361243A (ja) | 2003-06-04 | 2003-06-04 | 光沢面検査装置及び方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004361243A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017506349A (ja) * | 2014-01-27 | 2017-03-02 | テクサ・エッセ・ピ・ア | ブレーキディスク悪化状態を決定するための方法および器具 |
| JP6984964B1 (ja) * | 2021-02-24 | 2021-12-22 | 株式会社Rist | 表面形状検査装置及び表面形状検査方法 |
| CN116053155A (zh) * | 2022-12-14 | 2023-05-02 | 西安奕斯伟材料科技股份有限公司 | 用于检测硅片表面损伤层深度的方法和系统 |
-
2003
- 2003-06-04 JP JP2003159863A patent/JP2004361243A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017506349A (ja) * | 2014-01-27 | 2017-03-02 | テクサ・エッセ・ピ・ア | ブレーキディスク悪化状態を決定するための方法および器具 |
| JP6984964B1 (ja) * | 2021-02-24 | 2021-12-22 | 株式会社Rist | 表面形状検査装置及び表面形状検査方法 |
| WO2022180667A1 (ja) * | 2021-02-24 | 2022-09-01 | 株式会社Rist | 表面形状検査装置及び表面形状検査方法 |
| JP2022129355A (ja) * | 2021-02-24 | 2022-09-05 | 株式会社Rist | 表面形状検査装置及び表面形状検査方法 |
| CN116053155A (zh) * | 2022-12-14 | 2023-05-02 | 西安奕斯伟材料科技股份有限公司 | 用于检测硅片表面损伤层深度的方法和系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3709426B2 (ja) | 表面欠陥検出方法および表面欠陥検出装置 | |
| JP5014003B2 (ja) | 検査装置および方法 | |
| JPWO2008139735A1 (ja) | 表面検査装置および表面検査方法 | |
| TWI663392B (zh) | 用於具有跟蹤邊緣輪廓之軌跡之晶圓邊緣檢查之系統及方法 | |
| TWI695164B (zh) | 寬頻晶圓缺陷偵測系統及寬頻晶圓缺陷偵測方法 | |
| US10209203B2 (en) | Wafer inspection apparatus and wafer inspection method | |
| JP2006138830A (ja) | 表面欠陥検査装置 | |
| TW201140043A (en) | End face inspection method for light-pervious rectangular sheets and end face inspection apparatus | |
| JP2004245695A (ja) | 画像処理方法と異物検出装置 | |
| JP2006017685A (ja) | 表面欠陥検査装置 | |
| JP7017916B2 (ja) | 基板検査装置 | |
| JP6906779B1 (ja) | 半導体チップの検査方法及び装置 | |
| JP2004361243A (ja) | 光沢面検査装置及び方法 | |
| JP2009222516A (ja) | 端部検査装置、及び、端部検査方法 | |
| JP5415162B2 (ja) | 円筒体の表面検査装置 | |
| JP4753706B2 (ja) | 光沢平面検査装置 | |
| JP3078784B2 (ja) | 欠陥検査装置 | |
| JP2000028535A (ja) | 欠陥検査装置 | |
| JP2002303583A (ja) | 容器の検査方法及び容器の検査装置 | |
| WO2010096407A1 (en) | Polarization imaging | |
| JP2008020371A (ja) | 検査装置 | |
| JP5367292B2 (ja) | 表面検査装置および表面検査方法 | |
| JP2018054447A (ja) | 板ガラスの検査方法および板ガラス検査装置 | |
| TWI898376B (zh) | 半導體元件檢測裝置及其檢測方法 | |
| JP4783590B2 (ja) | 光沢円筒面検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20060509 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20081209 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090106 |
|
| A521 | Written amendment |
Effective date: 20090309 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20091006 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20091204 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100202 |