JP2004363272A - 放熱部材 - Google Patents
放熱部材 Download PDFInfo
- Publication number
- JP2004363272A JP2004363272A JP2003158923A JP2003158923A JP2004363272A JP 2004363272 A JP2004363272 A JP 2004363272A JP 2003158923 A JP2003158923 A JP 2003158923A JP 2003158923 A JP2003158923 A JP 2003158923A JP 2004363272 A JP2004363272 A JP 2004363272A
- Authority
- JP
- Japan
- Prior art keywords
- conductive filler
- thermally conductive
- heat
- silicone resin
- volume
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000017525 heat dissipation Effects 0.000 title description 5
- 239000011231 conductive filler Substances 0.000 claims abstract description 42
- 229920002050 silicone resin Polymers 0.000 claims abstract description 30
- 239000000203 mixture Substances 0.000 claims abstract description 14
- 238000000465 moulding Methods 0.000 claims abstract description 7
- 230000006835 compression Effects 0.000 claims description 13
- 238000007906 compression Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 13
- 230000035515 penetration Effects 0.000 claims description 8
- 239000000126 substance Substances 0.000 abstract 4
- 239000000945 filler Substances 0.000 abstract 2
- 230000005855 radiation Effects 0.000 description 15
- 229920001296 polysiloxane Polymers 0.000 description 12
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 7
- 229910052802 copper Inorganic materials 0.000 description 7
- 239000010949 copper Substances 0.000 description 7
- 238000002156 mixing Methods 0.000 description 6
- 238000012360 testing method Methods 0.000 description 6
- 239000002245 particle Substances 0.000 description 5
- 238000007259 addition reaction Methods 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 125000006850 spacer group Chemical group 0.000 description 4
- 238000004898 kneading Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000007606 doctor blade method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 239000004447 silicone coating Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 238000009849 vacuum degassing Methods 0.000 description 1
Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【解決手段】熱伝導性フィラーを含有するシリコーン樹脂硬化物の粉砕物と、熱伝導性フィラーを含有するか又は含有しない未硬化シリコーン樹脂との混合物を、成形・硬化させてなることを特徴とする放熱部材。また、熱伝導性フィラーを含有しないシリコーン樹脂硬化物の粉砕物と、熱伝導性フィラーを含有する未硬化シリコーン樹脂との混合物を、成形・硬化させてなることを特徴とする放熱部材。
【選択図】 なし
Description
【発明の属する技術分野】
本発明は、高柔軟性且つ高復元性の放熱部材に関する。詳しくは、コンピューター、ワードプロセッサーなどの情報処理機器におけるIC、LSI、CPU、MPU等の発熱性電子部品から発生した熱を効率よく放出するのに用いられる放熱部材の改良に関する。
【0002】
【従来の技術】
従来、発熱性電子部品から発生した熱の除去は、発熱性電子部品を、放熱部材を介して放熱フィンや金属板に取り付けることによって行われている。放熱部材としては、シリコーンゴムなどの柔軟なマトリックスに熱伝導性フィラーの充填された放熱スペーサーが賞用されている。
【0003】
放熱スペーサーの熱伝導性は、熱伝導性フィラーの充填量に依存しており、それを高めるほど熱伝導性は向上するが、その反面、柔軟性と復元性が低下する。このため、放熱スペーサーを凹凸のある面に押しつけ密着させて装着することが困難となるので、放熱が不十分となる。しかも、復元性が十分でないと、発熱性電子部品と放熱フィンを解体し、その間に挟まれている放熱部材を再使用する場合、それができなくなる。
【0004】
放熱スペーサーの柔軟性と復元性を両立させることは難題であるが、本出願人は長年からその技術開発に携わり多くの特許を取得した(たとえば特許文献1〜3)。今日では、その技術・製品がさまざまな分野で受け入れられているが、依然として、高熱伝導性を維持したまま、更なる柔軟性と復元性の向上要求がある。
【0005】
【特許文献1】
特許第3178805号公報
【特許文献2】
特許第3183502号公報
【特許文献3】
特許第3283454号公報
【0006】
【発明が解決しようとする課題】
本発明の目的は、上記に鑑み、高熱伝導性を維持したまま、更なる高柔軟性且つ高復元性の放熱部材を提供することである。
【0007】
【課題を解決するための手段】
すなわち、本発明は、熱伝導性フィラーを含有するシリコーン樹脂硬化物の粉砕物と、熱伝導性フィラーを含有するか又は含有しない未硬化シリコーン樹脂との混合物を、成形・硬化させてなることを特徴とする放熱部材である。この場合において、粉砕物の熱伝導性フィラーの割合が50体積%以上(100%は含まない)で、未硬化シリコーン樹脂の熱伝導性フィラーの割合が40体積%未満(0%は含まない)であることが好ましい。また、粉砕物の熱伝導性フィラーの割合が50体積%未満(0%は含まない)で、未硬化シリコーン樹脂の熱伝導性フィラーの割合が40体積%以上(100%は含まない)であることが好ましい。更には、JIS K2207による針入度が90(1/10mm)以上、JISK6262による圧縮永久歪みが40%以下、熱伝導率が1W/mK以上であることが好ましい。
【0008】
また、本発明は、熱伝導性フィラーを含有しないシリコーン樹脂硬化物の粉砕物と、熱伝導性フィラーを含有する未硬化シリコーン樹脂との混合物を、成形・硬化させてなることを特徴とする放熱部材である。この場合において、未硬化シリコーン樹脂の熱伝導性フィラーの割合が40体積%以上(100%は含まない)であることが好ましい。また、JIS K2207による針入度が90(1/10mm)以上、JIS K6262による圧縮永久歪みが40%以下、熱伝導率が1W/mK以上であることが好ましい。
【0009】
【発明の実施の形態】
以下、更に詳しく本発明について説明する。
【0010】
本発明の放熱部材のマトリックスを構成するシリコー樹脂の硬化物は、高柔軟性を有するものであり、その具体例は付加反応型シリコーンの硬化物である。この付加反応型シリコーンとしては、一分子中にビニル基とH−Si基の両方を有する一液型のシリコーン、又は末端あるいは側鎖にビニル基を有するオルガノポリシロキサンと末端あるいは側鎖に2個以上のH−Si基を有するオルガノポリシロキサンとの二液性のシリコーンなどが用いられる。これの市販品としては、例えば東レダウコーニングシリコーン社製、商品名「SE1886A/B」、GE東芝シリコーン社製、商品名「XE−14−B8530」などがある。放熱部材の柔軟性は、付加反応によって形成される架橋密度や熱伝導性フィラーの充填量によって制御される。
【0011】
本発明で使用される熱伝導性フィラーを例示すれば、アルミナ、炭化ケイ素、窒化アルミニウム、窒化ホウ素、窒化ケイ素、銀、銅、アルミニウムなどであり、中でもアルミナ、窒化アルミニウム、銀、銅、アルミニウムが特に好ましい。形状は球形に近いものが好ましく、また粒径は100μm以下であることが好ましい。
【0012】
柔軟性と復元性の両方を一段と高度なものとするためには、熱伝導性フィラーの割合の異なる部分を積極的に混在させることが必要となる。すなわち、本発明の放熱部材は、熱伝導性フィラーを含有するシリコーン樹脂硬化物の粉砕物と、熱伝導性フィラーを含有するか又は含有しない未硬化シリコーン樹脂との混合物を、成形・硬化させてなることが必要である。中でも、粉砕物の熱伝導性フィラーの割合が50体積%以上(100%は含まない)、特に60〜80体積%で、未硬化シリコーン樹脂の熱伝導性フィラーの割合が40体積%未満(0%は含まない)、特に15〜35体積%であることが好ましい。粉砕物の熱伝導性フィラーの割合があまりにも多くなると、粉砕物を製造することが困難となり、また未硬化シリコーン樹脂の熱伝導性フィラーの割合があまりにも少ないと、放熱部材の高熱伝導性を確保することが困難となる。
【0013】
上記態様は、粉砕物の熱伝導性フィラーの割合が50体積%以上としたものであるが、これを50体積%未満(0%は含まない)、特に20〜40とし、未硬化シリコーン樹脂の熱伝導性フィラーの割合を40体積%以上(100%は含まない)、特に60〜80体積%とすることもできる。粉砕物の熱伝導性フィラーの割合があまりにも少ないと、放熱部材の高熱伝導性を確保することが困難となり、また未硬化シリコーン樹脂の熱伝導性フィラーの割合があまりにも多くなると、放熱部材の柔軟性、復元性が損なわれてくる。
【0014】
本発明の放熱部材のように、所定量の熱伝導性フィラーを含有するか又は含有しないシリコーン樹脂硬化物の粉砕物の部分と、所定量の熱伝導性フィラーを含むか又は含まないシリコーン樹脂硬化物の部分とを積極的に混在させるには、所定量の熱伝導性フィラーを含有するか又は含有しないシリコーン樹脂硬化物を一旦製造し、その粉砕物を、熱伝導性フィラーを含有するか又は含有しない未硬化のシリコーン樹脂に配合し、硬化させることによって行うことができる。いずれの場合においても、粉砕物の平均粒度は20〜400μmであることが好ましい。これ以外の粒度であっては、単なる均一混合物に近似した放熱性、柔軟性、復元性となり、柔軟性と復元性の両方を一段と高度にした放熱部材を得ることが困難となる。
【0015】
本発明の放熱部材の柔軟性は、JIS K2207で測定された針入度が、90(1/10mm)以上であることが好ましい。針入度が90(1/10mm)未満であると、凹凸部に対する密着性が劣る、発熱性電子部品と放熱フィンとの距離が長くなる、電子部品に強い荷重がかかる、などして電子部品の損傷につながる。また、放熱部材の復元性は、JIS K6262による圧縮永久歪みが40%以下であることが好ましい。圧縮永久歪みが40%よりも大きいと、凹凸部への追従性が劣り、また解体後の放熱部材には使用時の跡が大幅に残るので、再使用が困難となる。更には、熱伝導率が1W/mK以上であることが好ましい。
【0016】
本発明の放熱部材は、上記粉砕物の製造、粉砕物と未硬化シリコーン樹脂との混合、成形の各工程を経て製造される。粉砕物の製造は、未硬化シリコーン樹脂に所定量の熱伝導性フィラーを混合してから硬化させ、それを再混練することによって行われる。再混練の時間・混練力によって粉砕物の粒度を調整することができる。得られた粉砕物は、コンパウンド状である。原料の混合は万能混合機等を用いて行われ、また成形はドクターブレードによるシート化法によることが望ましい。シート化に際しては離型処理の施されたフィルム、例えばシリコーン塗布又はフッ素処理されたポリエチレンテレフタレートフィルムを用いることが好ましい。また、カレンダーロールによる成形でも問題はない。
【0017】
【実施例】
以下、実施例を、比較例をあげて更に具体的に本発明を説明する。
【0018】
実施例1〜7 比較例1〜6
二液性の付加反応型シリコーン(東レダウコーニングシリコーン社製、商品名「SE1885A/B」)のA液、B液を1対1の体積比で混合した混合物と、熱伝導性フィラーとしてアルミナ粉末(電気化学工業社製、商品名「DAW−45」)とを表1に示す割合で混合してスラリーを調製し、室温で真空脱泡した後、120℃、6時間処理して硬化させ、再混練して表1に示されるコンパウンド状の粉砕物を得た。顕微鏡で観察した粉砕物100個の平均粒度は、90μmであった。
【0019】
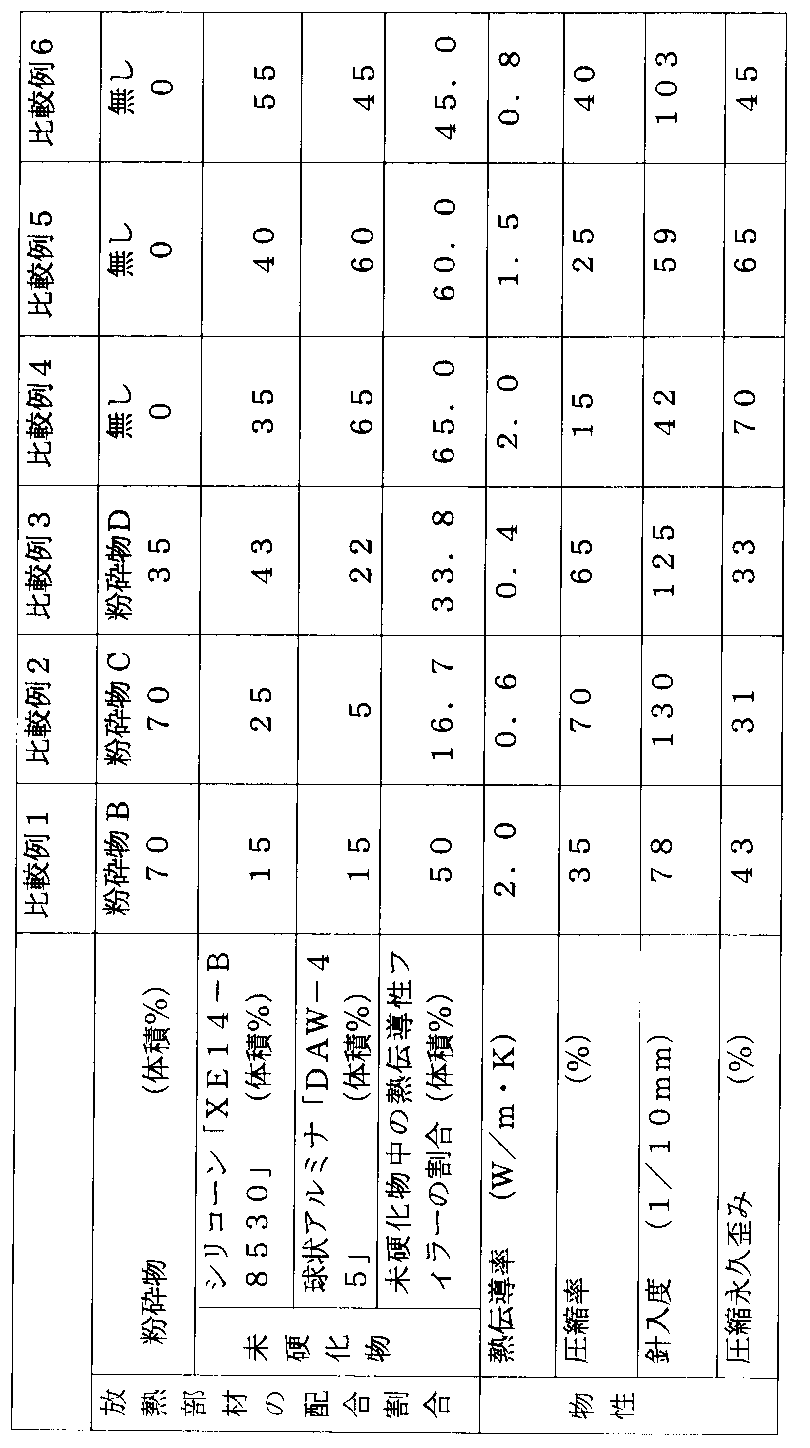
つぎに、付加型シリコーン(GE東芝シリコーン社製、商品名「XE14−B8530」)のA剤:B剤を1:1体積比で混合した混合物と、上記アルミナ粉末と、上記粉砕物とを、表2、表3に示す割合で混合した後、室温で真空脱泡し、ドクターブレード塗工機でシート化し、120℃、6時間加熱して硬化させて放熱部材(寸法:幅500mm、長さ500mmm、厚み1mm)を製造し、以下に従って、熱伝導率、針入度、圧縮率及び圧縮永久歪を測定した。それらの結果を表2、表3に示す。
【0020】
(1) 熱導率
放熱部材をTO−3型銅製ヒーターケースと銅板との間に挟み、トルクレンチにより締め付けトルク200g−cmを掛けてセットした後、銅製ヒーターケースに電力5Wをかけて4分間保持し、銅製ヒーターケースと銅板の温度差(℃)を測定し、熱抵抗(℃/W)=温度差(℃)/電力(W)、により熱抵抗を算出し、熱伝導率(W/m・K)=厚み(m)/{熱抵抗(K/W)×測定面積(m2)}、を算出した。
【0021】
(2)圧縮率
縦10mm、横10mmに切り出した放熱部材に万能試験機で9.8Nの力を加え、レーザー変位計で変形量を測定し、圧縮率(%)=変形量(mm)/元厚み(mm)×100、により算出した。
【0022】
(3)針入度
JIS K2207によって測定した。
【0023】
(4) 圧縮永久歪み
JIS K 6301に準拠して測定した。すなわち、上記実施例・比較例の途中で得られた真空脱泡法スラリーを型枠に鋳込み、120℃、6時間処理して硬化させ、直径29mm、厚み12.7mmの試験片を製造した。これを25%圧縮した後(試験片の厚みが9.52mmになるまで圧縮した後)、150℃の大気中で22時間放置した。その後、室温で圧縮を解除し、木版の上に30分放置してから厚みを測定し、永久圧縮歪(%)=[試験前の厚み(mm)−試験後の厚み(mm)]×100/[試験前の厚み(mm)−圧縮時の厚み]、により算出した。
【0024】
【表1】
【表2】
【表3】
表から、実施例の放熱部材は比較例に比べて、熱伝導率と針入度がいずれも大きく、発熱性電子部品への追従性と密着性に優れたものである。また、圧縮永久歪みも40%以下であり、復元性に優れるため、凹凸部のある面への追従性に優れ、解体後の再使用も容易なものである。
【0028】
【発明の効果】
本発明によれば、高熱伝導性を維持したまま、更なる柔軟性と復元性を向上させた放熱部材が提供される。
Claims (6)
- 熱伝導性フィラーを含有するシリコーン樹脂硬化物の粉砕物と、熱伝導性フィラーを含有するか又は含有しない未硬化シリコーン樹脂との混合物を、成形・硬化させてなることを特徴とする放熱部材。
- 粉砕物の熱伝導性フィラーの割合が50体積%以上(100%は含まない)で、未硬化シリコーン樹脂の熱伝導性フィラーの割合が40体積%未満(0%は含まない)であることを特徴とする請求項1記載の放熱部材。
- 粉砕物の熱伝導性フィラーの割合が50体積%未満(0%は含まない)で、未硬化シリコーン樹脂の熱伝導性フィラーの割合が40体積%以上(100%は含まない)であることを特徴とする請求項1記載の放熱部材。
- 熱伝導性フィラーを含有しないシリコーン樹脂硬化物の粉砕物と、熱伝導性フィラーを含有する未硬化シリコーン樹脂との混合物を、成形・硬化させてなることを特徴とする放熱部材。
- 未硬化シリコーン樹脂の熱伝導性フィラーの割合が40体積%以上(100%は含まない)であることを特徴とする請求項4記載の放熱部材。
- JIS K2207による針入度が90(1/10mm)以上、JIS K6262による圧縮永久歪みが40%以下、熱伝導率が1W/mK以上であることを特徴とする請求項1〜5のいずれかに記載の放熱部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003158923A JP3838994B2 (ja) | 2003-06-04 | 2003-06-04 | 放熱部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003158923A JP3838994B2 (ja) | 2003-06-04 | 2003-06-04 | 放熱部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004363272A true JP2004363272A (ja) | 2004-12-24 |
| JP3838994B2 JP3838994B2 (ja) | 2006-10-25 |
Family
ID=34052134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003158923A Expired - Fee Related JP3838994B2 (ja) | 2003-06-04 | 2003-06-04 | 放熱部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3838994B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007086443A1 (ja) * | 2006-01-26 | 2007-08-02 | Momentive Performance Materials Japan Llc | 放熱材及びそれを用いた半導体装置 |
| WO2008133211A1 (ja) * | 2007-04-20 | 2008-11-06 | Denki Kagaku Kogyo Kabushiki Kaisha | 熱伝導性コンパウンドおよびその製造方法 |
| KR101328230B1 (ko) * | 2011-12-06 | 2013-11-14 | 전충규 | 방열 조성물 및 이를 이용한 방열제품 |
| WO2015005366A1 (ja) * | 2013-07-10 | 2015-01-15 | デクセリアルズ株式会社 | 熱伝導性シート |
| US10012453B2 (en) | 2013-06-19 | 2018-07-03 | Dexerials Corporation | Thermally conductive sheet and method for producing thermally conductive sheet |
-
2003
- 2003-06-04 JP JP2003158923A patent/JP3838994B2/ja not_active Expired - Fee Related
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007086443A1 (ja) * | 2006-01-26 | 2007-08-02 | Momentive Performance Materials Japan Llc | 放熱材及びそれを用いた半導体装置 |
| US8187490B2 (en) | 2006-01-26 | 2012-05-29 | Momentive Performance Materials Japan Llc | Heat dissipating material and semiconductor device using same |
| US8221645B2 (en) | 2006-01-26 | 2012-07-17 | Momentive Performance Materials Japan Llc | Heat dissipating material and semiconductor device using same |
| JP4993611B2 (ja) * | 2006-01-26 | 2012-08-08 | モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社 | 放熱材及びそれを用いた半導体装置 |
| WO2008133211A1 (ja) * | 2007-04-20 | 2008-11-06 | Denki Kagaku Kogyo Kabushiki Kaisha | 熱伝導性コンパウンドおよびその製造方法 |
| KR101328230B1 (ko) * | 2011-12-06 | 2013-11-14 | 전충규 | 방열 조성물 및 이를 이용한 방열제품 |
| US10012453B2 (en) | 2013-06-19 | 2018-07-03 | Dexerials Corporation | Thermally conductive sheet and method for producing thermally conductive sheet |
| WO2015005366A1 (ja) * | 2013-07-10 | 2015-01-15 | デクセリアルズ株式会社 | 熱伝導性シート |
| JP2015035580A (ja) * | 2013-07-10 | 2015-02-19 | デクセリアルズ株式会社 | 熱伝導性シート |
| CN105378914A (zh) * | 2013-07-10 | 2016-03-02 | 迪睿合株式会社 | 导热性片材 |
| US9437521B2 (en) | 2013-07-10 | 2016-09-06 | Dexerials Corporation | Thermally conductive sheet |
| CN105378914B (zh) * | 2013-07-10 | 2017-08-29 | 迪睿合株式会社 | 导热性片材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3838994B2 (ja) | 2006-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7764001B2 (ja) | 熱伝導性シート及びその製造方法 | |
| JP7096723B2 (ja) | 熱伝導性シートの製造方法 | |
| JP6807355B2 (ja) | 熱伝導性シート及びその製造方法、熱伝導性シートの実装方法 | |
| JP6999019B2 (ja) | 熱伝導性シート及びその製造方法、熱伝導性シートの実装方法 | |
| JP2002164481A (ja) | 熱伝導性シート | |
| JP4610764B2 (ja) | 放熱スペーサー | |
| JP4446514B2 (ja) | 熱伝導性シリコーン成形体の放熱部材 | |
| JP4481019B2 (ja) | 混合粉末及びその用途 | |
| JP2004363272A (ja) | 放熱部材 | |
| JP4514344B2 (ja) | 熱伝導性樹脂成形体及びその用途 | |
| JP3721272B2 (ja) | 熱伝導性樹脂成形体の製造方法 | |
| JP3178805B2 (ja) | 放熱スペーサー | |
| JP3183502B2 (ja) | 放熱スペーサー | |
| JP2002299534A (ja) | 放熱材およびその製造方法 | |
| JP3464752B2 (ja) | 高分子材料成形体とその用途 | |
| JP3092699B2 (ja) | 放熱スペーサーとその用途およびシリコーン組成物 | |
| JP2000294700A (ja) | 樹脂成形体とその製造方法、及び用途 | |
| JP2000233452A (ja) | 熱伝導性シリコーンゲルシート | |
| JP6105388B2 (ja) | 熱伝導性シート | |
| JP6125303B2 (ja) | 熱伝導性シート | |
| JP3563590B2 (ja) | 放熱スペーサー | |
| JP4137288B2 (ja) | 熱伝導性シリコーン成形物の製造方法 | |
| JP3606767B2 (ja) | 高熱伝導性シリコーン成形体及びその用途 | |
| JP2001110963A (ja) | 放熱スペーサーの製造方法 | |
| JP6862601B1 (ja) | 熱伝導性シート及びその製造方法、熱伝導性シートの実装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050621 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050811 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060801 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3838994 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100811 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110811 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110811 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120811 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130811 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |