JP2004363293A - 太陽電池モジュール及びその製造方法 - Google Patents
太陽電池モジュール及びその製造方法 Download PDFInfo
- Publication number
- JP2004363293A JP2004363293A JP2003159409A JP2003159409A JP2004363293A JP 2004363293 A JP2004363293 A JP 2004363293A JP 2003159409 A JP2003159409 A JP 2003159409A JP 2003159409 A JP2003159409 A JP 2003159409A JP 2004363293 A JP2004363293 A JP 2004363293A
- Authority
- JP
- Japan
- Prior art keywords
- solar cell
- substance
- wiring member
- cell module
- module according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F19/00—Integrated devices, or assemblies of multiple devices, comprising at least one photovoltaic cell covered by group H10F10/00, e.g. photovoltaic modules
- H10F19/90—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers
- H10F19/902—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers for series or parallel connection of photovoltaic cells
- H10F19/904—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers for series or parallel connection of photovoltaic cells characterised by the shapes of the structures
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F19/00—Integrated devices, or assemblies of multiple devices, comprising at least one photovoltaic cell covered by group H10F10/00, e.g. photovoltaic modules
- H10F19/90—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers
- H10F19/902—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers for series or parallel connection of photovoltaic cells
- H10F19/906—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers for series or parallel connection of photovoltaic cells characterised by the materials of the structures
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Landscapes
- Photovoltaic Devices (AREA)
Abstract
【課題】太陽電池セルとそれにハンダ接続される配線部材において、お互いの線膨張係数の差違により、それらの配線工程での加熱、溶着、冷却の過程で物理的な力(ひずみ)が生じる。この力は、太陽電池セルに割れやクラック等の不良を発生させる原因となっている。これを抑制することを課題とする。
【解決手段】線膨張係数がCuよりも太陽電池セルを構成する結晶系半導体基板に近いあるいは同一な物質を配線部材として使用することにより上記課題を解決する。また、この配線部材は、配線工程において局所的な加熱方式でなく全体加熱によるリフロー方式を採用することができる。そのため、配線部材を接着する太陽電池セルの電極部分への局所的な加熱を避けることができる。また、セル単体内の熱分布差違によるひずみの影響により生じるそりも抑えることができる。
【選択図】 図1
【解決手段】線膨張係数がCuよりも太陽電池セルを構成する結晶系半導体基板に近いあるいは同一な物質を配線部材として使用することにより上記課題を解決する。また、この配線部材は、配線工程において局所的な加熱方式でなく全体加熱によるリフロー方式を採用することができる。そのため、配線部材を接着する太陽電池セルの電極部分への局所的な加熱を避けることができる。また、セル単体内の熱分布差違によるひずみの影響により生じるそりも抑えることができる。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、太陽電池モジュール及びその製造方法に関する。更に詳しくは、本発明は、太陽電池モジュールを構成する太陽電池セルを、特定の性質を有する配線部材で接続した太陽電池モジュール及びその製造方法に関する。
【0002】
【従来の技術】
一般的な結晶系太陽電池セルは、受光面をもち、かつ平板形状をしており、その受光面(表面)と相対する面(以後、裏面と呼ぶ)に電極が形成された構造をしている。その電極にハンダやペースト等で外部から導体が接続され、導体がプラス・マイナスの電極端子となる。導体は、受光面を覆い隠す面積を最小限にするために、通常は線状の形態で使用されている。
【0003】
また、太陽電池モジュールを形成する場合、要求される電圧や電流等の電気特性に応じて太陽電池セルが直列あるいは並列に接続される。そのため導体は、太陽電池セルの各辺よりも長い状態で使用される。例えば直列の場合では、受光面に接続された導体は、隣接するもう一方のセルの裏面に直接接続しうる長さを有している。
【0004】
更に太陽電池モジュールの大型化に伴い、太陽電池セル自体の表面積やそれらの直列数は増加している。太陽電池セルは、製造工程において扱い易くするため、四角形状を有することが一般的であり、更に電極は、左右対称にかつ太陽電池セルの一つの辺に平行に四角形状の面積をほぼ4等分する位置に形成されているのが一般的である。こうすることによって先に説明したような直列構造をとったときに2つの電極が隣接するそれぞれの太陽電池セルを安定した状態で固定することが可能となる。
【0005】
従来の技術では、以上に述べた接続において使用される配線部材にはCu線をハンダ被覆したもの(以後、インターコネクターと呼ぶ)を使用してきた(実開平3−81649号公報:特許文献1)。そして太陽電池セルとインターコネクターとの接続、即ち配線工程は、太陽電池セルの電極部分やインターコネクターを加熱することで、インターコネクターの表面部分のハンダを溶融させ、放熱あるいは冷却することでハンダを凝固させることで行っている。加熱方法としては、インターコネクターを所定の位置に仮固定した状態で、接続部分を熱照射する方法又は接続部分を熱風により加熱する方法等のさまざまな手法が使用されている。また熱板を使用し太陽電池セルの表面温度がハンダの溶融温度近辺になるまで裏面から加熱した状態にし、インターコネクターを接続する方法等も用いられている。
【0006】
【特許文献1】
実開平3−81649号公報
【0007】
【発明が解決しようとする課題】
従来の技術ではCuを主原料とするインターコネクターを配線部材として主に使用していた。配線部材の線膨張係数は、主原料がCuなので、ほぼ16.7(×10−6/℃)と考えられる。一方、結晶系の太陽電池セルの線膨張係数は、シリコンを主原料とする場合、ほぼ2.33(×10−6/℃)である。インターコネクターの接続時に、配線部材及び太陽電池セル(以下で両部材と称する)は共に加熱されることになる。このとき両部材ともそれぞれの線膨張係数に応じて、一時的に膨張した状態になる。その後ハンダが溶融することで両部材が接続されれば、次は自然放熱あるいは送風等の強制的な冷却過程に付される。この過程により、溶融したハンダが凝固することで、配線部分がしっかりと接続されかつ固定され配線工程が終了する。
【0008】
加熱時に一時的に膨張した状態を保っていた両部材は、冷却過程で常温での状態まで先に述べた線膨張係数に応じて収縮し始める。両部材の収縮率は、先に述べたそれぞれの物性値からも理解できるように大きく異なっている。つまり、膨張した状態で接続された電極部分に、インターコネクターの収縮による物理的な力(ひずみ)が生じる。この力が太陽電池セルの限界強度を超えたときに、太陽電池セルに割れやクラック等の不良原因を発生させることとなる。太陽電池セルは、太陽電池モジュールの構成部材において、もっとも高価な部材であることから、その破損による不良発生を抑制することは大きな課題である。
【0009】
また、上記の配線工程において、従来の発想では太陽電池セル受光面の電極パターンにインターコネクターを重ねあわせた後、両部材をハンダ接続させるイメージが強かった。そのため、配線工程を自動化する場合、そのようなイメージに適応するように自動化していた。すなわち、従来の技術では、電極パターンの部分に対して局所的に加熱を行っていた。そのため、線膨張係数の大きなインターコネクターに熱が集中することになり、それらのひずみの影響がより大きく出てしまう傾向にあった。
【0010】
一方、熱板による加熱方法においても太陽電池セルの裏面を起点に熱が伝導するため、受光面に比べて裏面が膨張することになり太陽電池セルそのものがそりあがってしまう問題があった。これは厚みのある太陽電池セルではさほど問題ないレベルではあったかもしれない。しかし、昨今の技術向上や部材原価低減に伴う太陽電池セル厚の薄型化に伴い、上記問題がより顕著に太陽電池モジュールの特性に影響するようになっている。
【0011】
本来なら平面状であるべき太陽電池セルの面がそりあがった状態で作業が進行すると、工程で流れる際のスペース的な制限を超過したり、搬送時にズレが生じたりして配線位置の精度が乱れたりと種々の異常が発生する。その結果、ライン上での物理的な不良発生や以降の工程における品質不良の発生原因ともなる。すなわち部材そのものの改良に加え、配線工程においてもハンダ溶接時の加熱方法等にいくつか改善の余地があり、これらも引き続き解決すべき課題となっている。
【0012】
【課題を解決するための手段】
かくして本発明によれば、結晶系半導体基板を有する太陽電池セルと、該太陽電池セルを互いに接続する配線部材を含み、該配線部材が、Cuよりも前記太陽電池セルを構成する基板に近い線膨張係数を有する第1の物質を含むことを特徴とする太陽電池モジュールが提供される。
【0013】
更に、本発明によれば、上記太陽電池モジュールの製造方法であって、太陽電池セル全体を炉内にて加熱し、該太陽電池セル自体を蓄熱させた状態で配線部材により太陽電池セルを接続することを特徴とする太陽電池モジュールの製造方法が提供される。
【0014】
【発明の実施の形態】
従来の技術で使用されているCuを主原料とするインターコネクターとシリコンを主原料とする結晶系太陽電池セルとの線膨張係数の差異が、配線工程時にひずみによる太陽電池セルの物理的破壊を引き起こしている。そのため本発明の発明者は、配線部材に、Cuよりも前記太陽電池セルを構成するシリコンを主成分とする結晶系基板に近い線膨張係数を有する第1の物質を含ませることにより物理的破壊を防ぐことができることを見い出し、本発明に至っている。つまり、本発明によれば、配線工程における加熱・冷却の負荷に対してよりひずみの少なく、太陽電池セルの割れ低減できる配線部材を提供することができる。
【0015】
なお、他の結晶系半導体基板としては、ゲルマニウム基板、GaAs基板、GaSb基板等が挙げられる。
【0016】
まず、本発明の太陽電池モジュールにおいて、第1の物質は、上記線膨張係数の条件を満たす限り特に限定されない。具体的には、Cuの線膨張係数は、約16.7×10−6/℃であり、太陽電池セルを構成する基板(例えば、シリコン基板)の線膨張係数は、約2.33×10−6/℃である。この条件を満たす物質としては、Ti(線膨張係数約8.41×10−6/℃)、W(線膨張係数約4.6×10−6/℃)、Mo(線膨張係数約4.9×10−6/℃)等の金属、Invar(線膨張係数約1.2×10−6/℃)、Kovar(線膨張係数約6.7×10−6/℃)等の合金が挙げられる。もちろん線膨張係数が同一の素材があれば熱による歪みの影響を全く考慮する必要が無くなりそれ以上の効果が得られる。なお、Invarは、鉄64%、ニッケル36%及び微量のマンガン・炭素を含む合金であり、その電気抵抗は、約80×10μΩmmである。
【0017】
更に、第1の物質は、その使用目的が配線部材であり、電流を流すための導線に使用されるので、Cuに相当するレベルの電気抵抗も併せもつことが好ましい。なお、Cuの電気抵抗は、1.72×10μΩmmである。具体的には、Ti(電気抵抗4.2×10μΩmm)、Mo(電気抵抗5.2×10μΩmm)等の金属が挙げられる。但し、Tiは、高価な金属であり、太陽電池モジュールのコストを上昇させる場合がある。そのため、配線部材は、第1の物質より電気抵抗値が低い第2の物質を更に含む複合材であることが好ましい。つまり、所望の線膨張係数を有する第1の部材と所望の電気抵抗を有する第2の部材を組み合わせることで、配線部材全体として満足しうる線膨張係数と電気抵抗を実現することができる。
【0018】
第1の物質と第2の物質からなる複合材としては、例えば、(1)第1の物質と寄り線状態の第2の物質の複合材、(2)平板状の第1の物質と平板状の第2の物質とを重ね合わせた複合材、(3)第1の物質の中に、第2の物質を混合したあるいはその逆の複合材、(4)断面が円状の第1の物質を第2の物質で被覆し、かつ断面において第1の物質からなる円と第2の物質の露出面からなる円が互にほぼ同心である複合材、(5)第1の物質と第2の物質とを合金化した複合材等が挙げられる。
【0019】
(1)の複合材では、第2の物質の周りを第1の物質からなる寄り線で被覆する形状が挙げられる。(2)の複合材では、第1の物質の両面を第2の物質で覆った形状でもよい。(3)の複合材では、第1の物質と第2の物質が均一に混合されていることが好ましい。
【0020】
上記(1)〜(5)において、第1の物質と第2の物質の割合は、配線部材が、全体として満足しうる線膨張係数と電気抵抗を有する範囲に調整されることが好ましい。なお、満足しうる線膨張係数とは、太陽電池セルに使用する基板の線膨張係数にできるだけ近い値であり、電気抵抗とは、80×10μΩmm以下の値である。
【0021】
上記の内、(1)〜(5)に使用できる第1の物質としては、Invar、Kovar(フェルニコ)、その他のNi−Fe合金、W,Mo等が挙げられ、第2の物質としては、Cu、Al、Ag、Au、Ti等が挙げられる。この内、InvarとCuを組み合わせて使用することが好ましい。
【0022】
(1)〜(4)において、Invar、Cu及びシリコン基板を使用した場合、InvarとCuの体積割合は、1:0.25〜1:5の範囲であることが好ましく、より好ましくは1:2〜1:4である。この範囲であれば、Invar単体と比して低い電気抵抗を維持しながら、Cu単体よりも配線部材の線膨張係数をシリコン基板のそれに近づけることができる。
【0023】
例えば、発明者等は、板状のInvarを板状のCuで挟み込むことで3層の複合材にし、その板厚比(Cu:Invar:Cu)を2:1:2とし、全厚を160μmとすることで、太陽電池出力特性において従来使用していたCu(厚さ150μm)とほぼ同等の特性を示すことを確認している。線膨張係数についても、もちろんCu単体よりも減少しており効果が得られることも確認している。なお、板厚比、板厚、積層数、積層順序等は、この例に限るものではない。
【0024】
(5)において、Invar、Cu及びシリコン基板を使用した場合、InvarとCuの重量割合は、1:0.2〜1:6の範囲であることが好ましく、より好ましくは1:2〜1:4.5である。この範囲であれば、太陽電池出力特性において従来使用していたCuとほぼ同等の特性を示しながら、Cu単体よりも配線部材の線膨張係数をシリコン基板のそれに近づけることができる。
【0025】
次に、配線部材は、ハンダで被覆されていることが好ましい。ハンダとしては、特に限定されず、当該分野で公知の種々のハンダを使用することができる。特に、環境に優しい無鉛ハンダを使用することが好ましい。配線部材は、少なくとも太陽電池セルと接続を所望する部分、例えば端部がハンダにより被覆されていることが好ましい。
【0026】
次に、本発明によれば、上記配線部材を使用した太陽電池モジュールの製造方法も提供される。具体的には、太陽電池セル全体を炉内にて加熱し、該太陽電池セル自体を蓄熱させた状態で配線部材により太陽電池セルを接続することにより太陽電池モジュールを製造することができる。
【0027】
具体的には、まず、炉内でのリフロー式による全体加熱で太陽電池セル単体での熱のひずみを最小限に抑えた状態にする。その蓄熱した太陽電池セルの電極部分に、必要な長さに切断、加工された上記配線部材を、受光面及び裏面で圧接させてハンダ溶着させる。ここで、配線部材は、熱の影響を最小限にできるよう、できるだけ加熱しないことが好ましい。配線部材を加熱しないことで、熱膨張・収縮によるひずみの影響を抑えることが可能となる。
【0028】
上記方法では、太陽電池セル同士の直列接続も同時に行うことができ、太陽電池セルの割れ等の不良を低減でき、作業時間の短縮や装置の部品点数を削減できる等、様々な面で効率的な相乗効果を実現することができる。
【0029】
【実施例】
以下に図面を参照して本発明の実施例について説明する。なお、本発明は以下の実施例のみに限定されるものではない。
【0030】
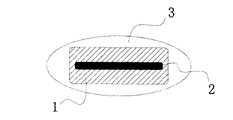
(実施例1)
図1は、実施例1の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例1の配線部材は、図1の断面図に鉛直な方向に充分な長さを持っている直方体状あるいは楕円錘体状のいわゆる導線である。実施例1では、配線部材にCu(1)/Invar(2)/Cu(1)を重ね合わせた複合材を使用している。実施例1では、代表としてCu(1)/Invar(2)/Cu(1)の厚みの比率が2:1:2のものを表しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。実施例1では周囲をハンダで被覆していない。そのため、ハンダペーストや超音波溶接等の技術を用いて太陽電池セル側の電極パターンと接続させて使用する。
【0031】
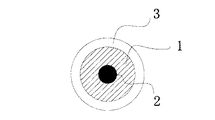
(実施例2)
図2は、実施例2の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例2の配線部材は、図2の断面図に鉛直な方向に充分な長さを持っている直方体状あるいは楕円錘体状のいわゆる導線である。配線部材にCu(1)/Invar(2)/Cu(1)を重ね合わせた複合材を使用している。実施例2では、代表としてCu(1)/Invar(2)/Cu(1)の厚みの比率が2:1:2のものを表しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。
【0032】
実施例1と違う点は、Invar(2)が完全にCu(1)で覆われているところである。このように電気抵抗値の低いCu(1)で線膨張係数の低いInvar(2)を完全に包み込むことによって、配線状態や接触面の違いにより配線部材に接触抵抗が生じて、太陽電池セル自体の特性の低下を最小限に抑えることが可能となる。実施例2では周囲をハンダで被覆していない。そのため、ハンダペーストや超音波溶接等の技術を用いて太陽電池セル側の電極パターンと接続させて使用する。
【0033】
(実施例3)
図3は、実施例3の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例3の配線部材は、図3の断面図に鉛直な方向に充分な長さを持っている直方体状あるいは楕円錘体状のいわゆる導線である。配線部材にCu(1)/Invar(2)/Cu(1)を重ね合わせた複合材を使用している。実施例2では、代表としてCu(1)/Invar(2)/Cu(1)の厚みの比率が2:1:2のものを表しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。ここまでは実施例2と同じである。
【0034】
実施例3では、更に、配線部材を芯材としてその周囲が、無鉛ハンダ(3)で被覆されている。実施例3では、配線部材を加熱することで表面のハンダを溶融させて太陽電池セル側の電極パターンに沿って接続することができる。もちろんハンダは有鉛でもよいが、この実施例では昨今の環境問題に対応すべく積極的に無鉛材を使用している。
【0035】
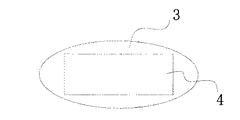
(実施例4)
図4(a)は、実施例4の配線部材の電流の流れ方向に垂直な方向の概略断面図である。配線部材にInvar(2)線を中心として、その周囲を複数のCu(1)線で捻って覆う寄り線状態の複合体を使用しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。図4(a)の概略斜視断面図を図4(b)に示した。図4(b)に示すように、実施例4の配線部材は、図4(a)の断面図に鉛直な方向に充分な長さを持っているいわゆる導線である。この実施例4は、裸導線であるが、必要に応じて樹脂カバー等で被覆してもよい。この実施例の配線部材は、特に折り曲げて使用する場合に、折り曲げ方向の自由度が高く、曲面での配線時に適用できる。
【0036】
(実施例5)
図5は、実施例5の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例5の配線部材は、図5の断面図に鉛直な方向に充分な長さを持っている円錘体状のいわゆる導線である。配線部材にInvar(2)の周囲をCu(1)で覆った複合材を使用しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。更に、配線部材の周囲を無塩ハンダ(3)で覆っている。
【0037】
実施例5では、配線部材を加熱することで表面のハンダ材を溶融させて太陽電池セル側の電極パターンに沿って接続することができる。実施例5では、配線部材が円錘体状であるため、ハンダを均一な厚みでコーティングしやすい。そのため、ハンダののりが悪いことによる部分的な接続不具合等は発生しにくくなる。もちろんハンダは有鉛でもよいが、この実施例では昨今の環境問題に対応すべく積極的に無鉛材を使用している。
【0038】
(実施例6)
図6は、実施例6の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例6の配線部材は、図6の断面図に鉛直な方向に充分な長さを持っている直方体状あるいは楕円錘体状のいわゆる導線である。配線部材としてInvarとCuの合金からなる複合材(4)を使用しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。合金を使用することで互いの物性値をある程度均一にすることができる。更に、配線部材の周囲を無塩ハンダ(3)で覆っている。
【0039】
実施例6では、配線部材を加熱することで表面のハンダ材を溶融させて太陽電池セル側の電極パターンに沿って接続することができる。実施例5では、配線部材が円錘体状であるため、ハンダを均一な厚みでコーティングしやすい。そのため、ハンダののりが悪いことによる部分的な接続不具合等は発生しにくくなる。もちろんハンダは有鉛でもよいが、この実施例では昨今の環境問題に対応すべく積極的に無鉛材を使用している。
【0040】
(実施例7)
図7は、実施例7の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例7の配線部材は、図7の断面図に鉛直な方向に充分な長さを持っている直方体状あるいは楕円錘体状のいわゆる導線である。配線部材としてCu(1)線の中にInvar(2)を混合させた複合材を使用しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよく、混合の順序においても任意である。添加することで配合物質の選択の自由度を高めることができ、添加量を最適な値に調整することができる。
【0041】
実施例7では周囲をハンダで被覆していない。そのため、ハンダペーストや超音波溶接等の技術を用いて太陽電池セル側の電極パターンと接続させて使用する。
【0042】
【発明の効果】
本発明によれば、太陽電池セルを構成する結晶系半導体基板がもつ線膨張係数に近い第1物質を主材料として構成される配線部材を使用することで、加熱を必要とする配線工程において熱膨張・収縮率の差違による歪みの影響を最小限に抑えることが可能となる。その結果、太陽電池セルの割れを低減できる。
【0043】
配線部材に、電気抵抗値が低い第2物質を更に含ませることで、配線部材の導体としての本来の機能(電気伝導性)が極度に低下することを防ぐことができる。言い換えれば、第1物質により電気抵抗値が高くなったとしても、第2物質を含むことで電気抵抗値を下げることができる。
【0044】
配線部材が、第1の物質と第2の物質との複合材からなることで、それらのばらつきを防ぐことができ、部材を容易に取扱うことができる。
【0045】
配線部材が、第1の物質と、寄り線状態の第2の物質との複合材からなることで、それらのばらつきを防ぐことができ、部材を容易に取扱うことができる。
【0046】
配線部材が、第1の物質と第2の物質とを平板状で重ね合わせた複合材からなることで、それらのばらつきを防ぐことができ、部材を容易に取扱うことができる。また、重ね合わせる順序や層数により配線部材そのものの電気的特性の制御を可能としている。更に、電流の流れる方向に構成するそれぞれの物質の特性を活かすことができる。つまり電流の流れ方向への配線部材の膨張・収縮を抑えると共に、電気抵抗値を下げることができる。また、平面状の対象物への接合が容易に行え接合面積も大きく取る事が出来る。
【0047】
配線部材が、第1の物質と第2の物質とを合金化した複合材であることにより、各物質が有する特性を均一することができる。
【0048】
配線部材が、第1の物質の中に、第2の物質を混合した複合材からなることにより、複合材の種類の選択の自由度を高めることができる。
【0049】
配線部材が、平板状の第1の物質の両面を平板状の第2の物質で覆った複合材からなることにより、配線部材の線膨張係数を太陽電池セルのそれにより近くすることができる。そのためこの配線部材では加熱を必要とする配線工程において熱膨張・収縮率の差違による影響を最小限に抑えることできる。よって、太陽電池セルの割れを低減できる。
【0050】
配線部材が、断面が円状の第1の物質を第2の物質で被覆し、かつ断面において第1の物質からなる円と第2の物質の露出面からなる円が互にほぼ同心である複合材からなることで、それらのばらつきを防ぐことができ、部材を容易に取扱うことができる。また、重ね合わせる順序や層数により配線部材そのものの電気的特性の制御を可能としている。また更に、電流の流れる方向に構成するそれぞれの物質の特性を活かすことができる。つまり電流の流れ方向への配線部材の膨張・収縮を抑えると共に、電気抵抗値を下げることができる。更に、平面状の重ね合わせ部材では接続面が限定されていたが、この場合は配線において部材の面方向を考慮しなくてもよい。
【0051】
第2の物質に銅を使用することで、銅の電気抵抗は約1.72×10μΩmmと物質のなかでも極めて小さいため、第1の物質にCuを重ね合わせたり、貼り合わせたり、介在させたりして複合化することでCuに劣らない電気抵抗値を得ることが可能となる。
【0052】
配線部材をハンダで被覆することにより、ハンダ溶融による接続を容易に行うことができる。よって、機能の高い配線部材を提供できる。
【0053】
無塩ハンダを使用することで、廃棄する際に鉛を含有する物質を含まなくなるため、環境基準に合致した配線部材を提供できる。
【0054】
本発明の配線部材は、太陽電池セルの表裏における各電極部分への配線工程で、一般的なリフロー法にてその効果を最大限に使用することができる。
【図面の簡単な説明】
【図1】本発明の実施例1の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図2】本発明の実施例2の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図3】本発明の実施例3の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図4】本発明の実施例4の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図5】本発明の実施例5の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図6】本発明の実施例6の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図7】本発明の実施例7の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【符号の説明】
1 Cu
2 Invar
3 無鉛ハンダ
4 Invar/Cu合金
【発明の属する技術分野】
本発明は、太陽電池モジュール及びその製造方法に関する。更に詳しくは、本発明は、太陽電池モジュールを構成する太陽電池セルを、特定の性質を有する配線部材で接続した太陽電池モジュール及びその製造方法に関する。
【0002】
【従来の技術】
一般的な結晶系太陽電池セルは、受光面をもち、かつ平板形状をしており、その受光面(表面)と相対する面(以後、裏面と呼ぶ)に電極が形成された構造をしている。その電極にハンダやペースト等で外部から導体が接続され、導体がプラス・マイナスの電極端子となる。導体は、受光面を覆い隠す面積を最小限にするために、通常は線状の形態で使用されている。
【0003】
また、太陽電池モジュールを形成する場合、要求される電圧や電流等の電気特性に応じて太陽電池セルが直列あるいは並列に接続される。そのため導体は、太陽電池セルの各辺よりも長い状態で使用される。例えば直列の場合では、受光面に接続された導体は、隣接するもう一方のセルの裏面に直接接続しうる長さを有している。
【0004】
更に太陽電池モジュールの大型化に伴い、太陽電池セル自体の表面積やそれらの直列数は増加している。太陽電池セルは、製造工程において扱い易くするため、四角形状を有することが一般的であり、更に電極は、左右対称にかつ太陽電池セルの一つの辺に平行に四角形状の面積をほぼ4等分する位置に形成されているのが一般的である。こうすることによって先に説明したような直列構造をとったときに2つの電極が隣接するそれぞれの太陽電池セルを安定した状態で固定することが可能となる。
【0005】
従来の技術では、以上に述べた接続において使用される配線部材にはCu線をハンダ被覆したもの(以後、インターコネクターと呼ぶ)を使用してきた(実開平3−81649号公報:特許文献1)。そして太陽電池セルとインターコネクターとの接続、即ち配線工程は、太陽電池セルの電極部分やインターコネクターを加熱することで、インターコネクターの表面部分のハンダを溶融させ、放熱あるいは冷却することでハンダを凝固させることで行っている。加熱方法としては、インターコネクターを所定の位置に仮固定した状態で、接続部分を熱照射する方法又は接続部分を熱風により加熱する方法等のさまざまな手法が使用されている。また熱板を使用し太陽電池セルの表面温度がハンダの溶融温度近辺になるまで裏面から加熱した状態にし、インターコネクターを接続する方法等も用いられている。
【0006】
【特許文献1】
実開平3−81649号公報
【0007】
【発明が解決しようとする課題】
従来の技術ではCuを主原料とするインターコネクターを配線部材として主に使用していた。配線部材の線膨張係数は、主原料がCuなので、ほぼ16.7(×10−6/℃)と考えられる。一方、結晶系の太陽電池セルの線膨張係数は、シリコンを主原料とする場合、ほぼ2.33(×10−6/℃)である。インターコネクターの接続時に、配線部材及び太陽電池セル(以下で両部材と称する)は共に加熱されることになる。このとき両部材ともそれぞれの線膨張係数に応じて、一時的に膨張した状態になる。その後ハンダが溶融することで両部材が接続されれば、次は自然放熱あるいは送風等の強制的な冷却過程に付される。この過程により、溶融したハンダが凝固することで、配線部分がしっかりと接続されかつ固定され配線工程が終了する。
【0008】
加熱時に一時的に膨張した状態を保っていた両部材は、冷却過程で常温での状態まで先に述べた線膨張係数に応じて収縮し始める。両部材の収縮率は、先に述べたそれぞれの物性値からも理解できるように大きく異なっている。つまり、膨張した状態で接続された電極部分に、インターコネクターの収縮による物理的な力(ひずみ)が生じる。この力が太陽電池セルの限界強度を超えたときに、太陽電池セルに割れやクラック等の不良原因を発生させることとなる。太陽電池セルは、太陽電池モジュールの構成部材において、もっとも高価な部材であることから、その破損による不良発生を抑制することは大きな課題である。
【0009】
また、上記の配線工程において、従来の発想では太陽電池セル受光面の電極パターンにインターコネクターを重ねあわせた後、両部材をハンダ接続させるイメージが強かった。そのため、配線工程を自動化する場合、そのようなイメージに適応するように自動化していた。すなわち、従来の技術では、電極パターンの部分に対して局所的に加熱を行っていた。そのため、線膨張係数の大きなインターコネクターに熱が集中することになり、それらのひずみの影響がより大きく出てしまう傾向にあった。
【0010】
一方、熱板による加熱方法においても太陽電池セルの裏面を起点に熱が伝導するため、受光面に比べて裏面が膨張することになり太陽電池セルそのものがそりあがってしまう問題があった。これは厚みのある太陽電池セルではさほど問題ないレベルではあったかもしれない。しかし、昨今の技術向上や部材原価低減に伴う太陽電池セル厚の薄型化に伴い、上記問題がより顕著に太陽電池モジュールの特性に影響するようになっている。
【0011】
本来なら平面状であるべき太陽電池セルの面がそりあがった状態で作業が進行すると、工程で流れる際のスペース的な制限を超過したり、搬送時にズレが生じたりして配線位置の精度が乱れたりと種々の異常が発生する。その結果、ライン上での物理的な不良発生や以降の工程における品質不良の発生原因ともなる。すなわち部材そのものの改良に加え、配線工程においてもハンダ溶接時の加熱方法等にいくつか改善の余地があり、これらも引き続き解決すべき課題となっている。
【0012】
【課題を解決するための手段】
かくして本発明によれば、結晶系半導体基板を有する太陽電池セルと、該太陽電池セルを互いに接続する配線部材を含み、該配線部材が、Cuよりも前記太陽電池セルを構成する基板に近い線膨張係数を有する第1の物質を含むことを特徴とする太陽電池モジュールが提供される。
【0013】
更に、本発明によれば、上記太陽電池モジュールの製造方法であって、太陽電池セル全体を炉内にて加熱し、該太陽電池セル自体を蓄熱させた状態で配線部材により太陽電池セルを接続することを特徴とする太陽電池モジュールの製造方法が提供される。
【0014】
【発明の実施の形態】
従来の技術で使用されているCuを主原料とするインターコネクターとシリコンを主原料とする結晶系太陽電池セルとの線膨張係数の差異が、配線工程時にひずみによる太陽電池セルの物理的破壊を引き起こしている。そのため本発明の発明者は、配線部材に、Cuよりも前記太陽電池セルを構成するシリコンを主成分とする結晶系基板に近い線膨張係数を有する第1の物質を含ませることにより物理的破壊を防ぐことができることを見い出し、本発明に至っている。つまり、本発明によれば、配線工程における加熱・冷却の負荷に対してよりひずみの少なく、太陽電池セルの割れ低減できる配線部材を提供することができる。
【0015】
なお、他の結晶系半導体基板としては、ゲルマニウム基板、GaAs基板、GaSb基板等が挙げられる。
【0016】
まず、本発明の太陽電池モジュールにおいて、第1の物質は、上記線膨張係数の条件を満たす限り特に限定されない。具体的には、Cuの線膨張係数は、約16.7×10−6/℃であり、太陽電池セルを構成する基板(例えば、シリコン基板)の線膨張係数は、約2.33×10−6/℃である。この条件を満たす物質としては、Ti(線膨張係数約8.41×10−6/℃)、W(線膨張係数約4.6×10−6/℃)、Mo(線膨張係数約4.9×10−6/℃)等の金属、Invar(線膨張係数約1.2×10−6/℃)、Kovar(線膨張係数約6.7×10−6/℃)等の合金が挙げられる。もちろん線膨張係数が同一の素材があれば熱による歪みの影響を全く考慮する必要が無くなりそれ以上の効果が得られる。なお、Invarは、鉄64%、ニッケル36%及び微量のマンガン・炭素を含む合金であり、その電気抵抗は、約80×10μΩmmである。
【0017】
更に、第1の物質は、その使用目的が配線部材であり、電流を流すための導線に使用されるので、Cuに相当するレベルの電気抵抗も併せもつことが好ましい。なお、Cuの電気抵抗は、1.72×10μΩmmである。具体的には、Ti(電気抵抗4.2×10μΩmm)、Mo(電気抵抗5.2×10μΩmm)等の金属が挙げられる。但し、Tiは、高価な金属であり、太陽電池モジュールのコストを上昇させる場合がある。そのため、配線部材は、第1の物質より電気抵抗値が低い第2の物質を更に含む複合材であることが好ましい。つまり、所望の線膨張係数を有する第1の部材と所望の電気抵抗を有する第2の部材を組み合わせることで、配線部材全体として満足しうる線膨張係数と電気抵抗を実現することができる。
【0018】
第1の物質と第2の物質からなる複合材としては、例えば、(1)第1の物質と寄り線状態の第2の物質の複合材、(2)平板状の第1の物質と平板状の第2の物質とを重ね合わせた複合材、(3)第1の物質の中に、第2の物質を混合したあるいはその逆の複合材、(4)断面が円状の第1の物質を第2の物質で被覆し、かつ断面において第1の物質からなる円と第2の物質の露出面からなる円が互にほぼ同心である複合材、(5)第1の物質と第2の物質とを合金化した複合材等が挙げられる。
【0019】
(1)の複合材では、第2の物質の周りを第1の物質からなる寄り線で被覆する形状が挙げられる。(2)の複合材では、第1の物質の両面を第2の物質で覆った形状でもよい。(3)の複合材では、第1の物質と第2の物質が均一に混合されていることが好ましい。
【0020】
上記(1)〜(5)において、第1の物質と第2の物質の割合は、配線部材が、全体として満足しうる線膨張係数と電気抵抗を有する範囲に調整されることが好ましい。なお、満足しうる線膨張係数とは、太陽電池セルに使用する基板の線膨張係数にできるだけ近い値であり、電気抵抗とは、80×10μΩmm以下の値である。
【0021】
上記の内、(1)〜(5)に使用できる第1の物質としては、Invar、Kovar(フェルニコ)、その他のNi−Fe合金、W,Mo等が挙げられ、第2の物質としては、Cu、Al、Ag、Au、Ti等が挙げられる。この内、InvarとCuを組み合わせて使用することが好ましい。
【0022】
(1)〜(4)において、Invar、Cu及びシリコン基板を使用した場合、InvarとCuの体積割合は、1:0.25〜1:5の範囲であることが好ましく、より好ましくは1:2〜1:4である。この範囲であれば、Invar単体と比して低い電気抵抗を維持しながら、Cu単体よりも配線部材の線膨張係数をシリコン基板のそれに近づけることができる。
【0023】
例えば、発明者等は、板状のInvarを板状のCuで挟み込むことで3層の複合材にし、その板厚比(Cu:Invar:Cu)を2:1:2とし、全厚を160μmとすることで、太陽電池出力特性において従来使用していたCu(厚さ150μm)とほぼ同等の特性を示すことを確認している。線膨張係数についても、もちろんCu単体よりも減少しており効果が得られることも確認している。なお、板厚比、板厚、積層数、積層順序等は、この例に限るものではない。
【0024】
(5)において、Invar、Cu及びシリコン基板を使用した場合、InvarとCuの重量割合は、1:0.2〜1:6の範囲であることが好ましく、より好ましくは1:2〜1:4.5である。この範囲であれば、太陽電池出力特性において従来使用していたCuとほぼ同等の特性を示しながら、Cu単体よりも配線部材の線膨張係数をシリコン基板のそれに近づけることができる。
【0025】
次に、配線部材は、ハンダで被覆されていることが好ましい。ハンダとしては、特に限定されず、当該分野で公知の種々のハンダを使用することができる。特に、環境に優しい無鉛ハンダを使用することが好ましい。配線部材は、少なくとも太陽電池セルと接続を所望する部分、例えば端部がハンダにより被覆されていることが好ましい。
【0026】
次に、本発明によれば、上記配線部材を使用した太陽電池モジュールの製造方法も提供される。具体的には、太陽電池セル全体を炉内にて加熱し、該太陽電池セル自体を蓄熱させた状態で配線部材により太陽電池セルを接続することにより太陽電池モジュールを製造することができる。
【0027】
具体的には、まず、炉内でのリフロー式による全体加熱で太陽電池セル単体での熱のひずみを最小限に抑えた状態にする。その蓄熱した太陽電池セルの電極部分に、必要な長さに切断、加工された上記配線部材を、受光面及び裏面で圧接させてハンダ溶着させる。ここで、配線部材は、熱の影響を最小限にできるよう、できるだけ加熱しないことが好ましい。配線部材を加熱しないことで、熱膨張・収縮によるひずみの影響を抑えることが可能となる。
【0028】
上記方法では、太陽電池セル同士の直列接続も同時に行うことができ、太陽電池セルの割れ等の不良を低減でき、作業時間の短縮や装置の部品点数を削減できる等、様々な面で効率的な相乗効果を実現することができる。
【0029】
【実施例】
以下に図面を参照して本発明の実施例について説明する。なお、本発明は以下の実施例のみに限定されるものではない。
【0030】
(実施例1)
図1は、実施例1の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例1の配線部材は、図1の断面図に鉛直な方向に充分な長さを持っている直方体状あるいは楕円錘体状のいわゆる導線である。実施例1では、配線部材にCu(1)/Invar(2)/Cu(1)を重ね合わせた複合材を使用している。実施例1では、代表としてCu(1)/Invar(2)/Cu(1)の厚みの比率が2:1:2のものを表しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。実施例1では周囲をハンダで被覆していない。そのため、ハンダペーストや超音波溶接等の技術を用いて太陽電池セル側の電極パターンと接続させて使用する。
【0031】
(実施例2)
図2は、実施例2の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例2の配線部材は、図2の断面図に鉛直な方向に充分な長さを持っている直方体状あるいは楕円錘体状のいわゆる導線である。配線部材にCu(1)/Invar(2)/Cu(1)を重ね合わせた複合材を使用している。実施例2では、代表としてCu(1)/Invar(2)/Cu(1)の厚みの比率が2:1:2のものを表しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。
【0032】
実施例1と違う点は、Invar(2)が完全にCu(1)で覆われているところである。このように電気抵抗値の低いCu(1)で線膨張係数の低いInvar(2)を完全に包み込むことによって、配線状態や接触面の違いにより配線部材に接触抵抗が生じて、太陽電池セル自体の特性の低下を最小限に抑えることが可能となる。実施例2では周囲をハンダで被覆していない。そのため、ハンダペーストや超音波溶接等の技術を用いて太陽電池セル側の電極パターンと接続させて使用する。
【0033】
(実施例3)
図3は、実施例3の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例3の配線部材は、図3の断面図に鉛直な方向に充分な長さを持っている直方体状あるいは楕円錘体状のいわゆる導線である。配線部材にCu(1)/Invar(2)/Cu(1)を重ね合わせた複合材を使用している。実施例2では、代表としてCu(1)/Invar(2)/Cu(1)の厚みの比率が2:1:2のものを表しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。ここまでは実施例2と同じである。
【0034】
実施例3では、更に、配線部材を芯材としてその周囲が、無鉛ハンダ(3)で被覆されている。実施例3では、配線部材を加熱することで表面のハンダを溶融させて太陽電池セル側の電極パターンに沿って接続することができる。もちろんハンダは有鉛でもよいが、この実施例では昨今の環境問題に対応すべく積極的に無鉛材を使用している。
【0035】
(実施例4)
図4(a)は、実施例4の配線部材の電流の流れ方向に垂直な方向の概略断面図である。配線部材にInvar(2)線を中心として、その周囲を複数のCu(1)線で捻って覆う寄り線状態の複合体を使用しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。図4(a)の概略斜視断面図を図4(b)に示した。図4(b)に示すように、実施例4の配線部材は、図4(a)の断面図に鉛直な方向に充分な長さを持っているいわゆる導線である。この実施例4は、裸導線であるが、必要に応じて樹脂カバー等で被覆してもよい。この実施例の配線部材は、特に折り曲げて使用する場合に、折り曲げ方向の自由度が高く、曲面での配線時に適用できる。
【0036】
(実施例5)
図5は、実施例5の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例5の配線部材は、図5の断面図に鉛直な方向に充分な長さを持っている円錘体状のいわゆる導線である。配線部材にInvar(2)の周囲をCu(1)で覆った複合材を使用しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。更に、配線部材の周囲を無塩ハンダ(3)で覆っている。
【0037】
実施例5では、配線部材を加熱することで表面のハンダ材を溶融させて太陽電池セル側の電極パターンに沿って接続することができる。実施例5では、配線部材が円錘体状であるため、ハンダを均一な厚みでコーティングしやすい。そのため、ハンダののりが悪いことによる部分的な接続不具合等は発生しにくくなる。もちろんハンダは有鉛でもよいが、この実施例では昨今の環境問題に対応すべく積極的に無鉛材を使用している。
【0038】
(実施例6)
図6は、実施例6の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例6の配線部材は、図6の断面図に鉛直な方向に充分な長さを持っている直方体状あるいは楕円錘体状のいわゆる導線である。配線部材としてInvarとCuの合金からなる複合材(4)を使用しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよい。合金を使用することで互いの物性値をある程度均一にすることができる。更に、配線部材の周囲を無塩ハンダ(3)で覆っている。
【0039】
実施例6では、配線部材を加熱することで表面のハンダ材を溶融させて太陽電池セル側の電極パターンに沿って接続することができる。実施例5では、配線部材が円錘体状であるため、ハンダを均一な厚みでコーティングしやすい。そのため、ハンダののりが悪いことによる部分的な接続不具合等は発生しにくくなる。もちろんハンダは有鉛でもよいが、この実施例では昨今の環境問題に対応すべく積極的に無鉛材を使用している。
【0040】
(実施例7)
図7は、実施例7の配線部材の電流の流れ方向に垂直な方向の概略断面図である。実施例7の配線部材は、図7の断面図に鉛直な方向に充分な長さを持っている直方体状あるいは楕円錘体状のいわゆる導線である。配線部材としてCu(1)線の中にInvar(2)を混合させた複合材を使用しているが、発明の実施の形態に記したようにCuに代替される物質としてAu、Ag、Al、Ti等を、Invarに代替される物質としてその他の比率のNi−Fe合金、Kovar、W、Mo等を任意に使用してもよく、混合の順序においても任意である。添加することで配合物質の選択の自由度を高めることができ、添加量を最適な値に調整することができる。
【0041】
実施例7では周囲をハンダで被覆していない。そのため、ハンダペーストや超音波溶接等の技術を用いて太陽電池セル側の電極パターンと接続させて使用する。
【0042】
【発明の効果】
本発明によれば、太陽電池セルを構成する結晶系半導体基板がもつ線膨張係数に近い第1物質を主材料として構成される配線部材を使用することで、加熱を必要とする配線工程において熱膨張・収縮率の差違による歪みの影響を最小限に抑えることが可能となる。その結果、太陽電池セルの割れを低減できる。
【0043】
配線部材に、電気抵抗値が低い第2物質を更に含ませることで、配線部材の導体としての本来の機能(電気伝導性)が極度に低下することを防ぐことができる。言い換えれば、第1物質により電気抵抗値が高くなったとしても、第2物質を含むことで電気抵抗値を下げることができる。
【0044】
配線部材が、第1の物質と第2の物質との複合材からなることで、それらのばらつきを防ぐことができ、部材を容易に取扱うことができる。
【0045】
配線部材が、第1の物質と、寄り線状態の第2の物質との複合材からなることで、それらのばらつきを防ぐことができ、部材を容易に取扱うことができる。
【0046】
配線部材が、第1の物質と第2の物質とを平板状で重ね合わせた複合材からなることで、それらのばらつきを防ぐことができ、部材を容易に取扱うことができる。また、重ね合わせる順序や層数により配線部材そのものの電気的特性の制御を可能としている。更に、電流の流れる方向に構成するそれぞれの物質の特性を活かすことができる。つまり電流の流れ方向への配線部材の膨張・収縮を抑えると共に、電気抵抗値を下げることができる。また、平面状の対象物への接合が容易に行え接合面積も大きく取る事が出来る。
【0047】
配線部材が、第1の物質と第2の物質とを合金化した複合材であることにより、各物質が有する特性を均一することができる。
【0048】
配線部材が、第1の物質の中に、第2の物質を混合した複合材からなることにより、複合材の種類の選択の自由度を高めることができる。
【0049】
配線部材が、平板状の第1の物質の両面を平板状の第2の物質で覆った複合材からなることにより、配線部材の線膨張係数を太陽電池セルのそれにより近くすることができる。そのためこの配線部材では加熱を必要とする配線工程において熱膨張・収縮率の差違による影響を最小限に抑えることできる。よって、太陽電池セルの割れを低減できる。
【0050】
配線部材が、断面が円状の第1の物質を第2の物質で被覆し、かつ断面において第1の物質からなる円と第2の物質の露出面からなる円が互にほぼ同心である複合材からなることで、それらのばらつきを防ぐことができ、部材を容易に取扱うことができる。また、重ね合わせる順序や層数により配線部材そのものの電気的特性の制御を可能としている。また更に、電流の流れる方向に構成するそれぞれの物質の特性を活かすことができる。つまり電流の流れ方向への配線部材の膨張・収縮を抑えると共に、電気抵抗値を下げることができる。更に、平面状の重ね合わせ部材では接続面が限定されていたが、この場合は配線において部材の面方向を考慮しなくてもよい。
【0051】
第2の物質に銅を使用することで、銅の電気抵抗は約1.72×10μΩmmと物質のなかでも極めて小さいため、第1の物質にCuを重ね合わせたり、貼り合わせたり、介在させたりして複合化することでCuに劣らない電気抵抗値を得ることが可能となる。
【0052】
配線部材をハンダで被覆することにより、ハンダ溶融による接続を容易に行うことができる。よって、機能の高い配線部材を提供できる。
【0053】
無塩ハンダを使用することで、廃棄する際に鉛を含有する物質を含まなくなるため、環境基準に合致した配線部材を提供できる。
【0054】
本発明の配線部材は、太陽電池セルの表裏における各電極部分への配線工程で、一般的なリフロー法にてその効果を最大限に使用することができる。
【図面の簡単な説明】
【図1】本発明の実施例1の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図2】本発明の実施例2の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図3】本発明の実施例3の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図4】本発明の実施例4の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図5】本発明の実施例5の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図6】本発明の実施例6の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【図7】本発明の実施例7の配線部材の電流の流れ方向に垂直な方向の概略断面図である。
【符号の説明】
1 Cu
2 Invar
3 無鉛ハンダ
4 Invar/Cu合金
Claims (14)
- 結晶系半導体基板を具備した太陽電池セルと、該太陽電池セルを互いに接続する配線部材を含み、該配線部材が、Cuよりも前記太陽電池セルを構成する基板に近い線膨張係数を有する第1の物質を含むことを特徴とする太陽電池モジュール。
- 前記配線部材が、前記第1の物質より電気抵抗値が低い第2の物質を更に含む請求項1に記載の太陽電池モジュール。
- 前記配線部材が、第1の物質と第2の物質との複合材からなる請求項2に記載の太陽電池モジュール。
- 前記配線部材が、第1の物質と、寄り線状態の第2の物質との複合材からなる請求項3に記載の太陽電池モジュール。
- 前記配線部材が、第1の物質と平板状の第2の物質とを重ね合わせた複合材からなる請求項3に記載の太陽電池モジュール。
- 前記配線部材が、第1の物質と第2の物質とを合金化した複合材である請求項2に記載の太陽電池モジュール。
- 前記配線部材が、第1の物質の中に、第2の物質を混合したあるいはその逆で混合された複合材からなる請求項3に記載の太陽電池モジュール。
- 前記配線部材が、第1の物質の全面を第2の物質で覆った複合材からなる請求項5に記載の太陽電池モジュール。
- 前記配線部材が、断面が円状の第1の物質を第2の物質で被覆し、かつ断面において第1の物質からなる円と第2の物質の露出面からなる円が互にほぼ同心である複合材からなる請求項3に記載の太陽電池モジュール。
- 第1の物質が、Invarである請求項2〜9のいずれか1つに記載の太陽電池モジュール。
- 第2の物質が、Cuである請求項2〜10のいずれか1つに記載の太陽電池モジュール。
- 前記配線部材が、ハンダで被覆されてなる請求項1〜11のいずれか1つに記載の太陽電池モジュール。
- 前記ハンダが、無鉛ハンダである請求項12に記載の太陽電池モジュール。
- 請求項1から請求項13の太陽電池モジュールの製造方法であって、太陽電池セル全体を炉内にて加熱し、該太陽電池セル自体を蓄熱させた状態で配線部材により太陽電池セルを接続することを特徴とする太陽電池モジュールの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003159409A JP2004363293A (ja) | 2003-06-04 | 2003-06-04 | 太陽電池モジュール及びその製造方法 |
| US10/851,103 US20040244828A1 (en) | 2003-06-04 | 2004-05-24 | Solar battery module and manufacturing method thereof |
| EP04012927A EP1484801A3 (en) | 2003-06-04 | 2004-06-01 | Solar battery module and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003159409A JP2004363293A (ja) | 2003-06-04 | 2003-06-04 | 太陽電池モジュール及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004363293A true JP2004363293A (ja) | 2004-12-24 |
Family
ID=33157180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003159409A Pending JP2004363293A (ja) | 2003-06-04 | 2003-06-04 | 太陽電池モジュール及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20040244828A1 (ja) |
| EP (1) | EP1484801A3 (ja) |
| JP (1) | JP2004363293A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006245153A (ja) * | 2005-03-02 | 2006-09-14 | Neomax Material:Kk | 太陽電池用電極接続線材及びその線材によって接続された太陽電池 |
| EP1708281A3 (en) * | 2005-03-31 | 2007-09-26 | Sanyo Electric Co., Ltd. | Solar cell module and method of manufacturing the same |
| JP2008543062A (ja) * | 2005-06-01 | 2008-11-27 | ルバタ オサケ ユキチュア | 電気的接続要素 |
| WO2009069415A1 (ja) | 2007-11-30 | 2009-06-04 | Sharp Kabushiki Kaisha | 太陽電池モジュール及び太陽電池モジュールの製造方法 |
| WO2011049187A1 (ja) * | 2009-10-20 | 2011-04-28 | 日清紡メカトロニクス株式会社 | ハンダ付け装置及びハンダ付け方法 |
| JP2015015482A (ja) * | 2004-05-21 | 2015-01-22 | 日立金属株式会社 | 太陽電池用電極線材 |
| KR101751946B1 (ko) * | 2015-12-28 | 2017-06-28 | 엘지전자 주식회사 | 태양 전지 모듈 |
| CN111092134A (zh) * | 2019-12-26 | 2020-05-01 | 无锡市斯威克科技有限公司 | 一种多股铜线光伏焊带及其制备方法与应用 |
| JPWO2022138623A1 (ja) * | 2020-12-21 | 2022-06-30 | ||
| WO2026048709A1 (ja) * | 2024-09-02 | 2026-03-05 | シャープエネルギーソリューション株式会社 | 太陽電池モジュール |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080053523A1 (en) * | 2006-08-30 | 2008-03-06 | Brown Acie | Solar cell interconnect |
| US20080072951A1 (en) * | 2006-09-01 | 2008-03-27 | Evergreen Solar, Inc. | Interconnected solar cells |
| JP4697194B2 (ja) | 2006-10-13 | 2011-06-08 | 日立化成工業株式会社 | 太陽電池セルの接続方法及び太陽電池モジュール |
| JP5671569B2 (ja) * | 2012-04-11 | 2015-02-18 | パナソニックIpマネジメント株式会社 | 熱電変換モジュール |
| CN111048612A (zh) * | 2019-12-26 | 2020-04-21 | 无锡市斯威克科技有限公司 | 一种多股铜线圆型涂锡光伏焊带及其制备方法与应用 |
| GB202119064D0 (en) * | 2021-12-29 | 2022-02-09 | Rec Solar Pte Ltd | Solar cell assembly |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4301322A (en) * | 1980-04-03 | 1981-11-17 | Exxon Research & Engineering Co. | Solar cell with corrugated bus |
| US5310520A (en) * | 1993-01-29 | 1994-05-10 | Texas Instruments Incorporated | Circuit system, a composite material for use therein, and a method of making the material |
| US6103970A (en) * | 1998-08-20 | 2000-08-15 | Tecstar Power Systems, Inc. | Solar cell having a front-mounted bypass diode |
| JP4441102B2 (ja) * | 1999-11-22 | 2010-03-31 | キヤノン株式会社 | 光起電力素子及びその製造方法 |
-
2003
- 2003-06-04 JP JP2003159409A patent/JP2004363293A/ja active Pending
-
2004
- 2004-05-24 US US10/851,103 patent/US20040244828A1/en not_active Abandoned
- 2004-06-01 EP EP04012927A patent/EP1484801A3/en not_active Withdrawn
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015015482A (ja) * | 2004-05-21 | 2015-01-22 | 日立金属株式会社 | 太陽電池用電極線材 |
| JP2015029108A (ja) * | 2004-05-21 | 2015-02-12 | 日立金属株式会社 | 太陽電池モジュール |
| JP2006245153A (ja) * | 2005-03-02 | 2006-09-14 | Neomax Material:Kk | 太陽電池用電極接続線材及びその線材によって接続された太陽電池 |
| EP1708281A3 (en) * | 2005-03-31 | 2007-09-26 | Sanyo Electric Co., Ltd. | Solar cell module and method of manufacturing the same |
| US8492644B2 (en) | 2005-03-31 | 2013-07-23 | Sanyo Electric Co., Ltd. | Solar cell module and method of manufacturing the same |
| JP2008543062A (ja) * | 2005-06-01 | 2008-11-27 | ルバタ オサケ ユキチュア | 電気的接続要素 |
| WO2009069415A1 (ja) | 2007-11-30 | 2009-06-04 | Sharp Kabushiki Kaisha | 太陽電池モジュール及び太陽電池モジュールの製造方法 |
| WO2011049187A1 (ja) * | 2009-10-20 | 2011-04-28 | 日清紡メカトロニクス株式会社 | ハンダ付け装置及びハンダ付け方法 |
| KR101751946B1 (ko) * | 2015-12-28 | 2017-06-28 | 엘지전자 주식회사 | 태양 전지 모듈 |
| JP2017120906A (ja) * | 2015-12-28 | 2017-07-06 | エルジー エレクトロニクス インコーポレイティド | 太陽電池モジュール |
| CN111092134A (zh) * | 2019-12-26 | 2020-05-01 | 无锡市斯威克科技有限公司 | 一种多股铜线光伏焊带及其制备方法与应用 |
| JPWO2022138623A1 (ja) * | 2020-12-21 | 2022-06-30 | ||
| JP7702971B2 (ja) | 2020-12-21 | 2025-07-04 | 出光興産株式会社 | 太陽電池の電極構造および製造方法 |
| WO2026048709A1 (ja) * | 2024-09-02 | 2026-03-05 | シャープエネルギーソリューション株式会社 | 太陽電池モジュール |
| JP2026046383A (ja) * | 2024-09-02 | 2026-03-13 | シャープエネルギーソリューション株式会社 | 太陽電池モジュール |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1484801A3 (en) | 2007-10-24 |
| US20040244828A1 (en) | 2004-12-09 |
| EP1484801A2 (en) | 2004-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8471386B2 (en) | Junction body, semiconductor module, and manufacturing method for junction body | |
| JP5491682B2 (ja) | 太陽電池用平角導体及びその製造方法並びに太陽電池用リード線 | |
| JP2004363293A (ja) | 太陽電池モジュール及びその製造方法 | |
| JP4780008B2 (ja) | 太陽電池用めっき線及びその製造方法 | |
| KR101776427B1 (ko) | 파워모듈용 접합재를 이용한 파워모듈 접합방법 | |
| JP2004247402A (ja) | 太陽電池モジュールおよびその製造方法 | |
| KR101609036B1 (ko) | 태양 전지용 인터커넥터 및 태양 전지 모듈 | |
| JP2004204256A (ja) | 低熱膨張平角導体 | |
| CN110364673A (zh) | 具有局部焊接连接点的电池基片及其制造方法 | |
| JP6065646B2 (ja) | テープ状導電材料、太陽電池用インターコネクター及び太陽電池モジュール | |
| JP2006049666A (ja) | 太陽電池用平角導体及び太陽電池用リード線 | |
| CN101145586A (zh) | 太阳能电池用连接引线和它的制造方法及太阳能电池 | |
| CN102569629A (zh) | 热电模块及其制造方法 | |
| CN1864909B (zh) | 焊料合金和使用该焊料合金的半导体装置 | |
| JP2008140787A (ja) | 太陽電池用はんだめっき線およびその製造方法 | |
| JP4917375B2 (ja) | パワー半導体モジュールの製造方法 | |
| JP2005353549A (ja) | リード線及びその製造方法並びに太陽電池アセンブリ | |
| JP2004204257A (ja) | はんだめっき複合平角導体 | |
| JP2005294679A (ja) | 太陽電池セル | |
| CN103943703A (zh) | 一种太阳电池用互连条及对应的太阳电池组件 | |
| JP4701716B2 (ja) | 太陽電池用平角導体及び太陽電池用リード線 | |
| US7816249B2 (en) | Method for producing a semiconductor device using a solder alloy | |
| JP2008098315A (ja) | 太陽電池用はんだめっき線およびその製造方法 | |
| JP5565519B1 (ja) | 太陽電池モジュール | |
| CN219696467U (zh) | 焊带和电池组件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080916 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090203 |