JP2005092019A - 潤滑剤塗布装置、プロセスカートリッジ及び画像形成装置 - Google Patents
潤滑剤塗布装置、プロセスカートリッジ及び画像形成装置 Download PDFInfo
- Publication number
- JP2005092019A JP2005092019A JP2003327779A JP2003327779A JP2005092019A JP 2005092019 A JP2005092019 A JP 2005092019A JP 2003327779 A JP2003327779 A JP 2003327779A JP 2003327779 A JP2003327779 A JP 2003327779A JP 2005092019 A JP2005092019 A JP 2005092019A
- Authority
- JP
- Japan
- Prior art keywords
- lubricant
- brush
- image
- outer peripheral
- image carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Cleaning In Electrography (AREA)
Abstract
【解決手段】 潤滑剤塗布装置7は、外周部が潤滑剤13bにより形成されて中心線回りに回転駆動される円柱状潤滑部材13と、円柱状潤滑部材13の中心線と平行な中心線をもって配置され、円柱状潤滑部材13の外周面とトナー像が形成される像担持体1の外周面とに接触しつつ中心線回りに回転駆動されるブラシ状塗布部材14とを具備する。画像形成動作時において、円柱状潤滑部材13とブラシ状塗布部材14とがそれぞれ中心線回りに回転し、円柱状潤滑部材13の潤滑剤13bがブラシ状塗布部材14により削られ、削られた潤滑剤13bが像担持体1の外周面に塗布される。円柱状潤滑部材13が中心線回りに回転することにより、潤滑剤13bは外周部分から均等に削られ、全体が無駄なく有効に最後まで使用される。
【選択図】 図1
Description
平均円形度
=Σ(粒子像と同じ投影面積を持つ円の周囲長÷粒子投影像の周囲長)÷測定粒子数
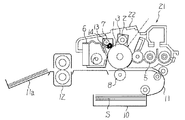
現像が終了したトナー像は、転写装置8により逐次コピー用紙やOHPシートなどの記録媒体Sに転写され、トナー像が転写された記録媒体Sは分離装置9により感光体1から剥がされ、定着装置12により定着されてハードコピーとなる。
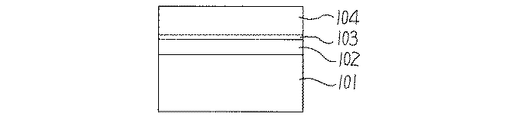
感光体1は、導電性支持体101、下引層102、電荷発生層103および電荷輸送層104から構成される。高耐久性を必要とする場合には、図7に示す様に、電荷輸送層104の上に高耐摩耗化された第2の電荷輸送層105を形成してもよい。高耐摩耗化された電荷輸送層105とするのは、繰り返し使用時の電子写真特性の劣化をできるだけ少なくするためで、膜厚は3〜10μm程度であり、耐摩耗性物質は平均粒径が0.1〜1μm程度の微粒金属酸化物(αアルミナ、酸化チタン、酸化錫など)が好適である。
導電性支持体101は、106Ω・cm以下の導電性を示すものはほとんど使用可能であるが、好適には肉厚が0.6〜3mm、外径がφ40〜120mmの、JIS規定3003系アルミニウム合金製ドラムが好適である。ただし、クリーニング装置6と帯電装置3との間にスペースを確保できるのであれば、更に小径のドラムも使用可能である。
デジタル方式の感光体1では、下引き層102を形成することが望ましい。これは画像形成に必要な帯電電位、静電コントラスト及び均一画像(モアレ防止、ドットパターンの再現など)を確保するためで、膜厚は1〜10μm、好適には3〜6μmである。
電荷発生層103は、画像露光装置4から照射された光子により画像形成に必要な電子−正孔対を生成する層で、電子−正孔対の生成量が多いほど感度は高くなる。生成された電子又は正孔を帯電装置3で付与された表面、若しくは導電性支持体101の電荷に向かってスムーズに移動させるためには、電荷発生層103と接している電荷輸送層104又は下引き層102との界面の障壁はできるだけ低い方が望ましく、この条件を満たすものであれば、本発明の感光体1には無機系、有機系材料を問わず、いずれの材料も使用できる。
電荷輸送層104は十分な帯電電位と、画像形成に必要な十分なコントラスト電位を確保するために形成される。電荷輸送層104には一般的に極性依存性が小さく、1014〜1018Ω・cm程度の体積抵抗率を有するポリカーボネート樹脂(A型、C型、Z型など)や、スチレン樹脂、非晶質ポリオレフィン樹脂などがバインダー樹脂として使用され、さらにドナー、酸化防止剤、レベリング材などが添加される。
1)主鎖および/または側鎖にカルバゾール環を有する重合体には、
例えば、ポリ−N−ビニルカルバゾール、特開昭50−82056号公報、特開昭54−9632号公報、特開昭54−11737号公報、特開平4−183719号公報に記載の化合物等がある。
例えば、特開昭57−78402号公報、特開平3−50555号公報に記載の化合物等がある。
例えば、特開昭63−285552号公報、特開平5−19497号公報、特開平5−70595号公報に記載の化合物等がある。
例えば、N,N−ビス(4−メチルフェニル)−4−アミノポリスチレン、特開平1−13061号公報、特開平1−19049号公報、特開平1−1728号公報、特開平1−105260号公報、特開平2−167335号公報、特開平5−66598号公報、特開平5−40350号公報に記載の化合物等がある。
例えば、ニトロピレンのホルムアルデヒド縮重合体、特開昭51−73888号公報、特開昭56−150749号公報に記載の化合物等がある。
図2に示した感光体1は、電荷輸送層104が直接クリーニングブレード6aや現像剤と接触するため、感光体1としての耐久性はA4用紙換算で4〜8万枚程度であるが、一般的な使用ではほぼ十分な耐久性を有している。ただし、本発明での潤滑剤塗布装置7を併用した場合には、更に耐摩耗性を維持することができる。設定された摩擦係数によっても左右されるが、10万枚以上の耐久性を確保する事は可能である。
クリーニング装置6は、基本的にはクリーニングブレード6aのみで構成されるが、円形度が大きい球形トナーを使用する場合には、クリーニングブラシ6bを併用する方が好結果を得られやすい。トナーのクリーニング性は画像品質に影響を与え、クリーニング不良を起こした場合には、トナーフィルミング現象が起こり、摩擦係数が大きく暴れ、低減させる事ができなくなる。したがって、クリーニング工程以降の工程に影響が及ばないように十分にクリーニングする必要がある。
クリーニングブレード6aは、クリーニングブレード6a全体がJIS−A硬度で70〜90度のポリウレタンゴムを使用するか、他の弾性部材、例えば、クロロプレンゴムにJIS−A硬度が70〜90度のポリウレタンゴムを張り合わせた構成とすることも可能である。
クリーニングブラシ6bはクリーニングブレード6aに並べて併設されている。クリーニングブラシ6bを設置する目的は、クリーニングブレード6aの補助的手段(プレクリーニング)、すなわち、クリーニングブレード6aに大量の残留粉体がなだれ込まないように、予め残留粉体をクリーニングブレード6a前で排除して、残留粉体により与えられるダメージを極力減らすことである。
感光体1をプリンタ内で繰り返し使用すると、潤滑剤が塗布されていない状態では、感光体1表面の摩擦係数はオイラーベルト方式で測定して、初期値(作像前の無垢な状態)は比較的低い値(0.3前後)を示すが、複写を行う毎に上昇し、ついには0.6を越えるような高い値になる。摩擦係数の上昇にしたがい、クリーニングブレード6aと感光体1との間の摩擦抵抗は増大し、クリーニングブレード6aはスティックスリップ現象がおこり始め、次第にクリーニング不良が発生しやすくなる。摩擦係数は低いほど感光体1に対するクリーニングブレード6aの摩擦抵抗が軽減されるため、スティックスリップ現象は起こりにくくなる。しかし、摩擦係数が0.1〜0.15のレベルまで下がりすぎると、トナー、特に、球形トナーがクリーニングブレード6aのエッジ部へ潜り込みを生ずるようになり、スティックスリップ現象が起こらなくてもクリーニング不良が起こりやすくなる。したがって、摩擦係数は0.15以上、好ましくは0.2以上で有り、上限値に関しては、0.4以下、好ましくは0.35程度以下であることが好ましい。摩擦係数が大きいほどスティックスリップ現象は起こりやすくなるため、画像品質の低下が起こらない範囲でできるだけ小さい方が望ましい。
潤滑剤塗布装置7は、図3に示すように円柱状潤滑部材13とブラシ状塗布部材14とを有し、これらの円柱状潤滑部13とブラシ状塗布部材14とがABS樹脂製のケース15に収納されている。潤滑剤塗布装置7はクリーニング装置6と帯電装置3との間に配設されている。
円柱状潤滑部材13は、図5に示すように、例えば、ロッド状のステンレス製、真鍮製、あるいはステンレスメッキした鉄製、樹脂層被覆の金属製の芯金13aに潤滑剤(PTFE(ポリテトラフルオロエチレン)若しくはステアリン酸亜鉛のうちの何れか一種)13bを必要な外径になる様に被覆して形成されている。円柱状潤滑部材13は、中心線回りに回転可能であって、中心線が感光体1の中心線と平行となる向きに配置されている。なお、潤滑剤13bは、図5に示したように円筒状でもよく、又は、図8に示すように、シート状のものを巻き付けた構造であってもよい。
ブラシ状塗布部材14は、円柱状の基体14aと基体14aに植毛した繊維を放射状に延出させたブラシ部14bとにより形成されており、中心線が円柱状潤滑部材13や感光体1の中心線と平行になる向きに配置されている。
潤滑剤塗布装置7のケース15には、図3に示すように、潤滑剤塗布量抑制部材18が固定されている。この潤滑剤塗布量抑制部材18は、感光体1の回転方向に沿ったブラシ状塗布部材14の下流側に配置され、その先端部が感光体1の外周面に感光体1の中心線方向に沿った幅方向の全域に当接されている。なお、ケース15への潤滑剤塗布量抑制部材18の取付けは、図3に示すように直接行ってもよく、又は、図10に示すように取付金具19を介して行ってもよい。さらに、潤滑剤塗布量抑制部材18を、潤滑剤塗布装置7と帯電装置3との間に単独で設けてもよい。
感光体1の摩擦係数の測定方法について説明する。測定用の感光体1を台座に固定し、幅30mm、長さ290mmにカットした厚み85μmの上質紙(リコー社製、タイプ6200ペーパー、縦目使用)をベルト状に感光体に掛け渡し、ベルト(上質紙)端部の一方に100gのおもりを取り付け、もう一方の片端に重量測定用のデジタル・フォース・ゲージを取り付け、デジタル・フォース・ゲージをゆっくり引き、ベルト(上質紙)の移動開始時の重量を読みとり、下式1より(静止)摩擦係数μsを計算する。
(式1)
μs=2/π×ln(F/W)
ただし、μs:静止摩擦係数、F:読みとり荷重
W:分銅の重さ π:円周率
図6に摩擦係数の測定結果のグラフを示す。
aは、PTFE製の潤滑剤13bを使用し、円柱状潤滑部材13とブラシ状塗布部材14との回転方向がカウンター方向であり、潤滑剤塗布量抑制部材18が有る場合を示す。
bは、PTFE製の潤滑剤13bを使用し、円柱状潤滑部材13とブラシ状塗布部材14との回転方向がカウンター方向であり、潤滑剤塗布量抑制部材18が無い場合を示す。
cは、ステアリン酸亜鉛製の潤滑剤13bを使用し、円柱状潤滑部材13とブラシ状塗布部材14との回転方向がトレーリング方向であり、潤滑剤塗布量抑制部材18が無い場合を示す。
dは、ステアリン酸亜鉛製の潤滑剤13bを使用し、円柱状潤滑部材13とブラシ状塗布部材14との回転方向がトレーリング方向であり、潤滑剤塗布量抑制部材18が有る場合を示す。
eは、円柱状潤滑部材13と潤滑剤塗布量抑制部材18とがともに無い場合を示す。
評価用の有機感光体を以下の手段で作製した。
アルキッド樹脂(ベッコゾール 1307−60−EL,大日本インキ化学工業製) 6部
メラミン樹脂(スーパーベッカミン G−821−60,大日本インキ化学工業製) 4部
酸化チタン 40部
メチルエチルケトン 200部
下記“化1”構造のトリスアゾ顔料 2.5部

シクロヘキサノン 200部
メチルエチルケトン 80部
ビスフェノールZ型ポリカーボネート(帝人化成社製:Zポリカ Mv5万) 10部
下記“化2”構造の低分子電荷輸送物質 8部
テトラヒドラフラン 200部
メチルフェニルシリコーンオイル(50cs) 0.01部
評価用の複写機兼プリンターイマジオMF6550改造機(リコー製)用の潤滑剤塗布装置を作製した。
厚さ:2mm、幅:15mm、長さ:326mm、JIS−A硬度:77度、反発弾性率:40%(JIS6301、リュプケ式)、100%モデュラス:3.9Mpaのポリウレタンゴム(東洋ゴム製)製の板状部材(潤滑剤塗布量抑制部材)を、自由長(取付金具の先端から板状部材先端までの幅寸法)が6mmになる様に取付金具にホットメルト接着剤を使用して取り付け、潤滑剤塗布装置にネジ止めした。潤滑剤塗布装置にネジ止めしたときの板状部材の感光体に対する当接圧は約25gf/cmとした(第1型の潤滑剤塗布量抑制部材)。
評価機(イマジオMF6550改造機(リコー製))に、作製例に示した感光体、潤滑剤被覆部材、ブラシ状塗布部材、円柱状潤滑部材を夫々装着し、3万枚のA−4サイズ用紙での評価を実施した。なお、帯電装置はコロナ帯電方式を接触帯電用に改造し、帯電部材にはφ14mmの帯電ローラを使用した。帯電ローラは6mmのステンレス製丸棒に、カーボンを均一分散し、電気抵抗率を6×105Ω・cm(100VDC印加時)に調整したエピクロルヒドリンゴムを3mmの厚さになるように塗布して研磨し、その層上にエピクロルヒドリンゴムにカーボン、シリカ、フッ素樹脂を分散し、電気抵抗率が(3〜5)×108Ω・cm(100VDC印加時)になる様に調合したエピクロルヒドリンゴムを厚さ1mmに均一塗布して、φ14mm×314mm(有効帯電幅:312mm)の寸法形状にしたものである。
上述した評価機より円柱状潤滑部材、ブラシ状塗布部材、潤滑剤量抑制部材を全て外した場合(比較例1)、円柱状潤滑部材の回転を停止して固定とし、ブラシ状塗布部材にポリプロピレン樹脂製を使用し、潤滑剤量抑制部材を配設しない場合(比較例2)の2例について、3万枚の評価を実施した。装置類の設定方法及び、評価方法は実施例1〜8と同等とした。結果を表2に示す。
円柱状潤滑部材にステアリン酸亜鉛,ブラシ状塗布部材にポリプロピレン樹脂製ブラシを夫々使用し、潤滑剤塗布量抑制部材にはゴム硬度を62〜92度の間で変えたナイフエッジ部を形成した板状部材を使用し、実施例1〜8と同様な方法で3万枚の評価を実施した。装置、設定条件等はいずれも実施例1〜8に同様である。結果を表3に示す。
円柱状潤滑部材の潤滑剤として、PFA(四フッ化エチレン−パーフロロアルキルビニルエーテル共重合樹脂)を使用し、回転させた場合(比較例3)と、回転させずに固定した場合(比較例4)とについて行った。
円柱状潤滑部材の潤滑剤にPTFE、ブラシ状塗布部材にポリプロピレン樹脂製、潤滑剤塗布量抑制部材に短冊状(JIS−A硬度:77度)又はナイフエッジ部を有する板状部材(JIS−A硬度:88度)を使用し、トナーには球形トナー(平均円形度:0.973)、粒径:6.3μm(リコー製重合トナー試作品)を使用し、A−4サイズ用紙での3万枚の評価を実施した。装置の設定条件及び、その他の条件は実施例1〜8に同じである。結果を表5に示す。
7 潤滑剤塗布装置
10 記録媒体収容部
11 記録媒体搬送路
11a 記録媒体排出部
13 円柱状潤滑部材
13b 潤滑剤
14 ブラシ状塗布部材
14b ブラシ部
18 潤滑剤塗布量抑制装置
20 ナイフエッジ部
22 カートリッジケース
Claims (10)
- 外周部が潤滑剤により形成されて中心線回りに回転駆動される円柱状潤滑部材と、
前記円柱状潤滑部材の中心線と平行な中心線をもって配置され、前記円柱状潤滑部材の外周面とトナー像が形成される像担持体の外周面とに接触しつつ中心線回りに回転駆動されるブラシ状塗布部材と、
を具備する潤滑剤塗布装置。 - 前記像担持体の回転方向に沿った前記ブラシ状塗布部材の下流側に配置され、前記像担持体の外周面に当接される潤滑剤塗布量抑制部材を具備する請求項1記載の潤滑剤塗布装置。
- 前記潤滑剤塗布量抑制部材は、JIS−A硬度が60〜90度のポリウレタン製の板状部材である請求項2記載の潤滑剤塗布装置。
- 前記板状部材には、前記像担持体に当接する側に向けて厚み寸法が次第に小さくなるナイフエッジ部が形成されている請求項3記載の潤滑剤塗布装置。
- 前記潤滑剤は、ポリテトラフルオロエチレンとステアリン酸亜鉛との何れか一種である請求項1ないし4のいずれか一記載の潤滑剤塗布装置。
- 前記ブラシ状塗布部材は、ナイロンとポリエステルとポリプロピレンとレーヨンとのうちの少なくとも一種の繊維で形成されて放射状に延出するブラシ部を有する請求項1ないし5のいずれか一記載の潤滑剤塗布装置。
- 前記円柱状潤滑部材への前記ブラシ部の食い込み量が0.5〜2mmである請求項6記載の潤滑剤塗布装置。
- 外周面にトナー像が形成される像担持体と、
前記像担持体を回転可能に保持するカートリッジケースと、
前記カートリッジケース内に保持され、前記像担持体の外周面に対向配置された請求項1ないし7のいずれか一記載の潤滑剤塗布装置と、
を具備するプロセスカートリッジ。 - 外周面にトナー像が形成される像担持体と、
前記像担持体の外周面にトナー像を形成する作像手段と、
前記像担持体の外周面に対向配置された請求項1ないし7のいずれか一記載の潤滑剤塗布装置と、
を具備する画像形成装置。 - 記録媒体収容部から記録媒体排出部に至る記録媒体搬送路と、
前記記録媒体搬送路の途中に着脱可能に配置された請求項8記載のプロセスカートリッジと、
を具備する画像形成装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003327779A JP2005092019A (ja) | 2003-09-19 | 2003-09-19 | 潤滑剤塗布装置、プロセスカートリッジ及び画像形成装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003327779A JP2005092019A (ja) | 2003-09-19 | 2003-09-19 | 潤滑剤塗布装置、プロセスカートリッジ及び画像形成装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005092019A true JP2005092019A (ja) | 2005-04-07 |
Family
ID=34457549
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003327779A Pending JP2005092019A (ja) | 2003-09-19 | 2003-09-19 | 潤滑剤塗布装置、プロセスカートリッジ及び画像形成装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005092019A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006337416A (ja) * | 2005-05-31 | 2006-12-14 | Ricoh Co Ltd | 画像形成装置およびプロセスカートリッジ |
| EP1764661A2 (en) | 2005-09-14 | 2007-03-21 | Ricoh Company, Ltd. | Lubricant applicator, and image forming apparatus and process cartridge using the lubricant applicator, and method for assembling the process cartridge |
| JP2007139808A (ja) * | 2005-10-11 | 2007-06-07 | Ricoh Co Ltd | 画像形成装置 |
| JP2007140391A (ja) * | 2005-11-22 | 2007-06-07 | Ricoh Co Ltd | 潤滑剤塗布装置、プロセスカートリッジ及び画像形成装置 |
| JP2008076426A (ja) * | 2006-09-19 | 2008-04-03 | Ricoh Co Ltd | クリーニング装置、プロセスカートリッジ及び画像形成装置 |
| JP2008122869A (ja) * | 2006-11-15 | 2008-05-29 | Ricoh Co Ltd | 画像形成装置、プロセスカートリッジ及び画像形成方法 |
| KR100838353B1 (ko) * | 2005-09-14 | 2008-06-13 | 가부시키가이샤 리코 | 윤활제 도포 장치를 구비한 프로세스 카트리지 및 화상 형성 장치 |
| JP2009098330A (ja) * | 2007-10-16 | 2009-05-07 | Konica Minolta Business Technologies Inc | 画像形成装置 |
| JP2009163025A (ja) * | 2008-01-08 | 2009-07-23 | Konica Minolta Business Technologies Inc | 画像形成装置 |
| JP2013195946A (ja) * | 2012-03-22 | 2013-09-30 | Ricoh Co Ltd | クリーニング装置及びプロセスカートリッジ並びに画像形成装置 |
| WO2016017105A1 (en) * | 2014-07-31 | 2016-02-04 | Ricoh Company, Ltd. | Image forming apparatus |
-
2003
- 2003-09-19 JP JP2003327779A patent/JP2005092019A/ja active Pending
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006337416A (ja) * | 2005-05-31 | 2006-12-14 | Ricoh Co Ltd | 画像形成装置およびプロセスカートリッジ |
| US7542712B2 (en) | 2005-09-14 | 2009-06-02 | Ricoh Company Limited | Lubricant applicator, and image forming apparatus and process cartridge using the lubricant applicator, and method for assembling the process cartridge |
| EP1764661A2 (en) | 2005-09-14 | 2007-03-21 | Ricoh Company, Ltd. | Lubricant applicator, and image forming apparatus and process cartridge using the lubricant applicator, and method for assembling the process cartridge |
| EP1764661A3 (en) * | 2005-09-14 | 2007-04-18 | Ricoh Company, Ltd. | Lubricant applicator, and image forming apparatus and process cartridge using the lubricant applicator, and method for assembling the process cartridge |
| KR100838353B1 (ko) * | 2005-09-14 | 2008-06-13 | 가부시키가이샤 리코 | 윤활제 도포 장치를 구비한 프로세스 카트리지 및 화상 형성 장치 |
| JP2007139808A (ja) * | 2005-10-11 | 2007-06-07 | Ricoh Co Ltd | 画像形成装置 |
| JP2007140391A (ja) * | 2005-11-22 | 2007-06-07 | Ricoh Co Ltd | 潤滑剤塗布装置、プロセスカートリッジ及び画像形成装置 |
| JP2008076426A (ja) * | 2006-09-19 | 2008-04-03 | Ricoh Co Ltd | クリーニング装置、プロセスカートリッジ及び画像形成装置 |
| JP2008122869A (ja) * | 2006-11-15 | 2008-05-29 | Ricoh Co Ltd | 画像形成装置、プロセスカートリッジ及び画像形成方法 |
| JP2009098330A (ja) * | 2007-10-16 | 2009-05-07 | Konica Minolta Business Technologies Inc | 画像形成装置 |
| JP2009163025A (ja) * | 2008-01-08 | 2009-07-23 | Konica Minolta Business Technologies Inc | 画像形成装置 |
| JP2013195946A (ja) * | 2012-03-22 | 2013-09-30 | Ricoh Co Ltd | クリーニング装置及びプロセスカートリッジ並びに画像形成装置 |
| WO2016017105A1 (en) * | 2014-07-31 | 2016-02-04 | Ricoh Company, Ltd. | Image forming apparatus |
| JP2016033610A (ja) * | 2014-07-31 | 2016-03-10 | 株式会社リコー | 画像形成装置 |
| CN106575095A (zh) * | 2014-07-31 | 2017-04-19 | 株式会社理光 | 图像形成设备 |
| CN106575095B (zh) * | 2014-07-31 | 2019-12-13 | 株式会社理光 | 图像形成设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3916214B2 (ja) | 画像形成装置 | |
| US7369807B2 (en) | Cleaner, and process cartridge and image forming apparatus using the cleaner | |
| US7177570B2 (en) | Measurement of frictional resistance of photoconductor against belt in image forming apparatus, process cartridge, and image forming method | |
| JP2008257228A (ja) | 電子写真感光体とこれを有する電子写真用プロセスカートリッジ及び電子写真装置 | |
| JP2005092019A (ja) | 潤滑剤塗布装置、プロセスカートリッジ及び画像形成装置 | |
| JP3936647B2 (ja) | 画像形成装置、画像形成方法およびプロセスカートリッジ | |
| JP2004279518A (ja) | 画像形成装置、プロセスカートリッジ及び画像形成方法 | |
| JP2004258588A (ja) | 画像形成装置及びプロセスカートリッジ | |
| JP2000352832A (ja) | 電子写真感光体及びそれを用いる画像形成方法、画像形成装置、電子写真感光体表面の潤滑性物質の塗布方法 | |
| JP2004233612A (ja) | 画像形成装置及びプロセスカートリッジ | |
| JP4559097B2 (ja) | 画像形成装置 | |
| JP4493992B2 (ja) | 画像形成装置及びプロセスカートリッジ | |
| JP4097903B2 (ja) | 電子写真感光体及びその製造方法並びに電子写真装置 | |
| JP4429648B2 (ja) | 電子写真感光体及びその製造方法、並びにその電子写真感光体を搭載した画像形成装置 | |
| JP2006276158A (ja) | プロセスカートリッジ、画像形成装置、クリーニング方法およびクリーニング装置 | |
| JP2004061560A (ja) | 画像形成装置およびプロセスユニット | |
| JP4190165B2 (ja) | 感光体走行装置、画像形成装置およびプロセスカートリッジ | |
| JP4568538B2 (ja) | クリーニングブレードおよびクリーニング装置およびプロセスカートリッジおよび画像形成装置 | |
| JP2006011375A (ja) | クリーニングブレードを備えた画像形成装置及びプロセスカートリッジ | |
| JP2005121937A (ja) | クリーニング装置、プロセスカートリッジ及び画像形成装置 | |
| JP4073021B2 (ja) | 電子写真感光体、それを用いた画像形成方法、画像形成装置及び画像形成装置用プロセスカートリッジ | |
| JP2006047716A (ja) | 画像形成装置 | |
| JP4194932B2 (ja) | 感光層形成用塗工液とその製造方法、及び該塗工液を用いた電子写真感光体、画像形成装置、画像形成方法、プロセスカートリッジ | |
| JP3713986B2 (ja) | 電子写真感光体、画像形成装置及びプロセスカートリッジ | |
| JP4143008B2 (ja) | 電子写真感光体、それを用いた画像形成装置、画像形成方法および画像形成装置用プロセスカートリッジ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20051021 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060824 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20070201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090604 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090612 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090811 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091030 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091228 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100305 |