JP2005111409A - 製本装置に使用する接着剤吐出手段の洗浄装置及び洗浄方法 - Google Patents
製本装置に使用する接着剤吐出手段の洗浄装置及び洗浄方法 Download PDFInfo
- Publication number
- JP2005111409A JP2005111409A JP2003350846A JP2003350846A JP2005111409A JP 2005111409 A JP2005111409 A JP 2005111409A JP 2003350846 A JP2003350846 A JP 2003350846A JP 2003350846 A JP2003350846 A JP 2003350846A JP 2005111409 A JP2005111409 A JP 2005111409A
- Authority
- JP
- Japan
- Prior art keywords
- cleaning
- cleaning member
- adhesive
- bookbinding
- discharge means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Cleaning By Liquid Or Steam (AREA)
- Coating Apparatus (AREA)
Abstract
【課題】接製本装置に使用する接着剤吐出手段の吐出口に糊が固まらないように洗浄するための接着剤吐出手段の洗浄装置及び洗浄方法を提供するものである。
【解決手段】一連の吐出作業の終了後か所定回数の吐出後に、接着剤吐出手段48のノズル50を容器30内の水に漬けた洗浄部材36の上位でしかも洗浄部材36に接触しない状態に位置させる。その後、洗浄部材36を回転させて、その洗浄部材36の円弧面44をノズル50に接触させて水を含んだ円弧面44でノズル50を洗浄する。これによって、ノズル50に糊のダマが発生することを防止でき、糊の吐出量を安定させて、良好な製本を行うことができる。
【選択図】図1
【解決手段】一連の吐出作業の終了後か所定回数の吐出後に、接着剤吐出手段48のノズル50を容器30内の水に漬けた洗浄部材36の上位でしかも洗浄部材36に接触しない状態に位置させる。その後、洗浄部材36を回転させて、その洗浄部材36の円弧面44をノズル50に接触させて水を含んだ円弧面44でノズル50を洗浄する。これによって、ノズル50に糊のダマが発生することを防止でき、糊の吐出量を安定させて、良好な製本を行うことができる。
【選択図】図1
Description
本発明は、製本装置に使用する接着剤吐出手段を洗浄する装置と方法に関する。
従来から、建築関係等をはじめとする各種の分野では、関係図面のコピーや印刷物を製本し、その製本を行政や顧客や作業現場へ提出または配布している。このため、コピーや印刷を施した用紙を用いて製本を行う製本装置が特許文献1に提供されている。
特許第2965967号(第4頁、図5−6)
特許文献1に示されている製本装置では、用紙の片面(裏面)の全域に乾式の加圧接着剤を予め塗布した特殊用紙を使用する。この特殊用紙のもう一方の面にコピーや印刷を施し、コピーや印刷等を行った面を内側にして特殊用紙を二つに折り曲げて加圧接着剤を施した面を外側に露出させる。製本装置では、二つに折り曲げた特殊用紙を1枚ずつ順に内部に搬送し、内部に搬送した特殊用紙を1枚ずつ製本装置の所定の位置に積層させる。新たに載せられた特殊用紙を積層物の上から加圧することで、新たに載せられた特殊用紙と積層物の一番上の特殊用紙との接着剤同士が加圧によって接着される。この作業を繰り返すことで、見開きの両頁で一枚の特殊用紙に施したコピーや印刷を表示する本を作成することができる。
この特許文献1に示す製本装置を使用するものにおいては、片面の全域に乾式の加圧接着剤を予め塗布した特殊用紙を使用しなければならない。即ち、加圧接着剤を予め塗布していない用紙を使用してコピーや印刷したものでは、製本することができないという欠点があった。更に、片面の全域に乾式の加圧接着剤を予め塗布した特殊用紙を使用する場合には、用紙のコストが高く、製本全体の費用が高くなるという欠点があった。
このため、本願発明者は、片面の全域に乾式の加圧接着剤を予め塗布した特殊用紙に代えて、普通紙を用いて製本を行う製本装置と製本方法とを考えるに至った。普通紙を用いて製本を行う場合には、コピーや印刷を行った面を内側にして普通紙を二つに折り曲げて、製本装置内に1枚ずつ順に積層物の上に積重ねられるところまでは従来と同じであるが、新たに積重ねられた二つ折りの普通紙の上に糊等の接着剤を塗布するものである。即ち、積層物の上面に糊を塗った後、その上に新たに投入された二つ折りの普通紙を積重ねる。この作業を繰り返すことによって、普通紙を用いた製本を行うことが可能になる。
普通紙を用いて製本する製本装置では、積層物の上に1枚ずつ新たに積重ねられた二つ折りの普通紙の上に糊等の接着剤を塗布することから、接着剤吐出手段を備えている。製本時には、積層物の上に普通紙が載せられる度に、接着剤吐出手段を積層物の上方において直線方向に走行させ、積層物の上に新たに載せられた普通紙の上に糊を直線的にあるいは直線方向に間欠的に塗布する。
1回の製本が終了した後、次の製本を行うまでは時間が空くが、この間に接着剤吐出手段の吐出口に糊がダマになって固まり、次の製本時に糊の出が悪くなるおそれがあった。
本発明は上記の点に鑑みてなされたもので、製本装置に使用する接着剤吐出手段の吐出口に糊が固まらないように洗浄するための接着剤吐出手段の洗浄装置及び洗浄方法を提供することを目的とするものである。
上記目的を達成するための本発明に係る接着剤吐出手段の洗浄装置は、接着剤吐出手段のノズルを洗浄するための洗浄装置であって、内部に水を入れるものであって上部を開口する容器と、その容器内に回転自在に保持されるものであって吸水性のある素材から成る洗浄部材と、その洗浄部材の回転方向の外周面を形成するものであって回転中心からの半径が相対的に大きい径大外周面並びに回転中心からの半径が相対的に小さい径小外周面と、前記洗浄部材を回転させるための駆動手段とを有するものである。本発明の接着剤吐出手段の洗浄装置は、前記容器を製本装置の基部に着脱自在に取り付けるようにしたものである。本発明の接着剤吐出手段の洗浄装置は、前記径大外周面が前記洗浄部材の回転中心を中心とする角度を180度以上の同一半径の円弧面としたものである。本発明の接着剤吐出手段の洗浄装置は、前記回転軸にアームを固定し、そのアームの位置を検知する検知手段を備え、前記径小外周面を上方に位置させた状態から前記駆動手段を作動させて前記洗浄部材を回転させ、前記検知手段が1回転したアームを検知して前記駆動手段の作動を停止させるものである。
本発明に係る接着剤吐出手段の洗浄方法は、水を入れる容器と、その容器内に回転自在に保持されるものであって吸水性のある素材から成る洗浄部材と、その洗浄部材の回転方向の外周面を形成するものであって回転中心からの半径が相対的に大きい径大外周面並びに回転中心からの半径が相対的に小さい径小外周面とを有するものであって、前記接着剤吐出手段を内部に水を入れた前記容器の上方に移動させた時に前記接着剤吐出手段のノズルが前記洗浄部材の径小外周面と接触しない状態でその上方に位置し、その後前記洗浄部材を回転させることで前記径大外周面が前記ノズルに接触するようにしたものである。本発明に係る接着剤吐出手段の洗浄方法は、製本作業の終了までまたは製本作業の途中における所定回数の接着剤の吐出までは、前記接着剤吐出手段を前記洗浄部材の上方に移動させないようにし、製本作業の終了後または製本作業の途中における所定回数の接着剤の吐出後に、前記接着剤吐出手段を前記洗浄部材の上方に移動させるようにしたものである。
接着剤吐出手段のノズルを洗浄する際に、水に浸した吸水性のある洗浄部材の上位にノズルを移動させるが、ノズルを洗浄部材に接触しない状態にする。その後、洗浄部材を回転させることで、水を含んだ洗浄部材の円弧面をノズルに接触させてその円弧面に含んだ水でノズルを洗浄する。このように水を含んだ洗浄部材でノズルを洗浄することによって、ノズルに糊のダマが発生することが防止でき、糊の吐出量を安定させて、良好な製本を行うことができる。ノズルを洗浄部材の上位に位置させた時に、ノズルと洗浄部材とが接触しないようにして、その後、洗浄部材を回転させることでノズルと洗浄部材とを接触させる。これによって、ノズルによる洗浄部材の損傷を押えて洗浄部材の長期の使用を可能にする。
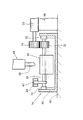
次に本発明を図面に基づいて説明する。図1は本発明に係る製本装置に使用する接着剤吐出手段の洗浄装置の要部断面図、図2は図1に示す清接着剤吐出手段の分解斜視図斜視図である。接着剤吐出手段の洗浄装置は主に、基部10に固定される保持手段12と、基部10や保持手段12に対して着脱自在に取り付けられる洗浄手段14と、基部10に固定される台16と、台16の上に着脱自在に固定されるものであって先端に駆動歯車18を備えた駆動手段としてのモータ20とを有する。前記保持手段12は、両側にガイド22a,22bを備えたボディ24と、そのボディ24に固定されるものであって第一固定手段としての磁石26と、ボディ24に固定される回転検知センサ28とを有する。
洗浄手段14は、上部を開口した容器30と、その容器30内に備えられる2個のベアリング32と、2個のベアリング32によって回転自在に保持される軸34とを有する。この軸34には、洗浄部材36と従動歯車38とアーム40とが固定される。容器30の外側面には、第二固定手段としての鉄板42が固定される。
図3は、軸34に対して直角方向に切断した洗浄部材36の断面図である。図3(a),(b)は、洗浄部材36の異なる回転位置を示す。図1並びに図3に示すように、洗浄部材36における回転方向の外周面は、径大外周面としての円弧面44と径小外周面としての平面46とから成る。径大外周面としての円弧面44は、後述する接着剤吐出手段のノズルと接触するものであって、ノズルとの接触長さを長くするために、軸34の回転中心を中心とする180度以上の同一半径の外周面とするのが望ましい。平面46は、後述する接着剤吐出手段のノズルと接触しないものであって、軸34からの距離が円弧面44の半径よりも短く設定されている。洗浄部材36は、例えばウレタン系のスポンジのような吸水性のある柔軟な素材から構成される。
図2の分解状態から洗浄装置を組立てるには、容器30に固定した鉄板42側を先頭にして、保持手段12の一対のガイド22a,22bの間を磁石26側に向けて洗浄手段14を挿入する。これによって、磁石26に鉄板42が吸着されて洗浄手段14が保持手段12に固定される。洗浄手段14と保持手段12との固定後は、人間の力によって洗浄手段14が保持手段12から容易に離れるものとする。なお、保持手段12に鉄板42を固定し、洗浄手段14に磁石26を固定するようにしても良い。また、保持手段12と洗浄手段14との固定手段としては、磁石26と鉄板42に限るものではない。
洗浄手段14を保持手段12に固定する際に、洗浄手段14の容器30の内部に水を充分満たし、少なくとも洗浄部材36の大半が水面下になるように設定する。洗浄手段14を保持手段12に固定した後、台16にモータ20を載せ、モータ20に取り付けた駆動歯車20を洗浄手段14の軸34に固定した従動歯車38と噛み合わせる。モータ20は図示しない制御手段によって作動させられるもので、モータ20の駆動力が駆動歯車20と従動歯車38とを介して軸34に伝えられることによって、洗浄部材36が軸34を中心に回転させられる。このモータ20の駆動(軸34の回転)によって、洗浄部材36は図3(a)の状態(平面46が上方になった状態)から、図3(b)の状態(円弧面44が上方になった状態)を経て、後述するように図3(a)の状態になる。なお、図3(a)の状態で、洗浄部材36の上方に接着剤吐出装置48が位置する場合には、接着剤吐出装置48のノズル50は洗浄部材36の平面46に接触することがないように設定され、図3(a)の状態から図3(b)の状態になると、接着剤吐出装置48のノズル50に洗浄部材36の円弧面44が接触するように設定される。
本発明の洗浄装置では、一連の製本作業が継続している間(通常状態)においては、洗浄部材36はその平面46が上方になった図1並びに図3(a)の状態に保たれる。また、洗浄部材36が図3(a)の状態にある場合には、回転検知センサ28がアーム40の位置を検知して、洗浄部材36の平面46が上方に位置していることを認識する。
次に、本発明の洗浄装置を用いた接着剤吐出手段の洗浄方法を図面に基づいて説明する。図4に示すように、製本作業における接着剤吐出手段48は、積層物の上に載せられた用紙52上をその縁54と平行に往復移動させられる。接着剤吐出手段48は往復移動のうちの一方方向の移動の際に、用紙52の上に糊56を間欠的に(または直線的に)吐出する。用紙52の上に例えば間欠的に円形に吐出された糊56は、その後一点鎖線に示すように縁54付近まで伸ばされる。本発明の洗浄手段14は用紙52の側縁58より充分外側に配置され、しかも洗浄手段14の洗浄部剤36は接着剤吐出手段48の往復移動位置の延長線上に配置される。
製本作業時における接着剤吐出手段48の往復移動の折り返し位置を点Xとすると、点Xは用紙52の側縁58より内側で、洗浄手段14に至らない位置とすることが望ましい。これは、糊の吐出時には接着剤吐出手段48は用紙52の上方のみを往復移動して、洗浄手段14の上方に至らないようにすることで、糊付けの作業時間を短縮するためである。しかし、接着剤吐出手段48のノズル50を洗浄する際に、図4において、接着剤吐出手段48を洗浄手段14の洗浄部材36の上位位置のY点(接着剤吐出手段48の往復移動方向の延長線上の位置)まで移動できるようにする。
接着剤吐出手段48が用紙52の上に糊56を吐出するための往復走行は、点Xの位置で毎回折り返す。一連の製本作業(糊付け作業)が終了した場合に、接着剤吐出手段48は点Xの位置を越えて点Yの位置、即ち洗浄手段14の洗浄部材36の上方の位置まで移動する。接着剤吐出手段48が図4で点Yの位置まで移動した状態では、洗浄部材36は図3(a)に示すように平面46が上方に位置している状態であり、接着剤吐出手段48のノズル50は洗浄部材36とは接触することはない。
接着剤吐出手段48が図4で点Yの位置まで移動した後、制御手段(図示せず)によってモータ20を作動させて、洗浄部材36を軸34を中心に1回転させる。即ち、図3(a)の状態から図3(b)の状態(円弧面44が上方になった状態)を経て再び図3(a)の状態まで回転させる。図3(a)の状態から図3(b)の状態になると、洗浄部材36の円弧面44が接着剤吐出手段48のノズル50に接触する。洗浄部材36は水を充分含んでおり、水を含んだ180度以上の角度のある円弧面44がノズル50と接触することによってノズル50が洗浄される。この結果、ノズル50に糊が固まることを防ぐことができ、次の製本作業における糊の吐出量を所定の安定したものとすることができる。その後、回転検知センサ28がアーム40を検知することによって、制御手段によってモータ20の回転を停止させ、洗浄部材36の回転を停止させる。洗浄部材36の回転が停止した状態が図3(a)の状態であり、接着剤吐出手段48のノズル50は洗浄部材36とは離れた状態となる。
本発明では、接着剤吐出手段48が図4の点Xから点やYに移動した時(洗浄手段14の上方に移動した時)には、接着剤吐出手段48のノズル50は洗浄部材36とは接触しないようにしてある。その後、洗浄部材36を回転させることによって、水を含んだ洗浄部材36の円弧面44をノズル50に初めて接触させて、ノズル50を洗浄する。これは、接着剤吐出手段48が洗浄手段14の上方に移動した時に、ノズル50を洗浄部材36に接触させるようにすると、ノズル50が洗浄部材36に衝突して洗浄部材36が損傷するおそれがあるので、それを避けるためである。
洗浄部材36によるノズル50の洗浄回数が多くなると、洗浄手段14の容器30内の水は糊で汚れるので、例えば1日の製本作業が終わった後、洗浄手段14を保持手段12から外して、洗浄手段14の内部部品の清掃と水の交換を行う。これによって、接着剤吐出手段48のノズル50を確実に洗浄でき、その後の接着剤吐出手段48からの糊の吐出量を安定させることができ、良好な製本を行うことができる。
なお、一連の製本作業が終わった後、洗浄部材36で接着剤吐出手段48のノズル50を洗浄すると説明したが、一連の製本作業の途中で接着剤吐出手段48が所定の回数だけ往復移動した場合には、一連の製本作業が終了しない場合であっても、洗浄部材36で接着剤吐出手段48のノズル50を洗浄するようにしても良い。
10 基部
14 洗浄手段
20 モータ
24 回転検知センサ
34 軸
36 洗浄部材
40 アーム
44 円弧面
46 平面
48 接着剤吐出手段
50 ノズル
14 洗浄手段
20 モータ
24 回転検知センサ
34 軸
36 洗浄部材
40 アーム
44 円弧面
46 平面
48 接着剤吐出手段
50 ノズル
Claims (6)
- 接着剤吐出手段のノズルを洗浄するための洗浄装置であって、内部に水を入れるものであって上部を開口する容器と、その容器内に回転自在に保持されるものであって吸水性のある素材から成る洗浄部材と、その洗浄部材の回転方向の外周面を形成するものであって回転中心からの半径が相対的に大きい径大外周面並びに回転中心からの半径が相対的に小さい径小外周面と、前記洗浄部材を回転させるための駆動手段とを有することを特徴とする製本装置に使用する接着剤吐出手段の洗浄装置。
- 前記容器を製本装置の基部に着脱自在に取り付けることを特徴とする請求項1記載の本装置に使用する接着剤吐出手段の洗浄装置。
- 前記径大外周面が前記洗浄部材の回転中心を中心とする角度を180度以上の同一半径の円弧面としたことを特徴とする請求項1記載の製本装置に使用する接着剤吐出手段の洗浄装置。
- 前記回転軸にアームを固定し、そのアームの位置を検知する検知手段を備え、前記径小外周面を上方に位置させた状態から前記駆動手段を作動させて前記洗浄部材を回転させ、前記検知手段が1回転したアームを検知して前記駆動手段の作動を停止することを特徴とする請求項1記載の本装置に使用する接着剤吐出手段の洗浄装置。
- 水を入れる容器と、その容器内に回転自在に保持されるものであって吸水性のある素材から成る洗浄部材と、その洗浄部材の回転方向の外周面を形成するものであって回転中心からの半径が相対的に大きい径大外周面並びに回転中心からの半径が相対的に小さい径小外周面とを有するものであって、前記接着剤吐出手段を内部に水を入れた前記容器の上方に移動させた時に前記接着剤吐出手段のノズルが前記洗浄部材の径小外周面と接触しない状態でその上方に位置し、その後前記洗浄部材を回転させることで前記径大外周面が前記ノズルに接触するようにしたことを特徴とする製本装置に使用する接着剤の洗浄方法。
- 製本作業の終了までまたは製本作業の途中における所定回数の接着剤の吐出までは、前記接着剤吐出手段を前記洗浄部材の上方に移動させないようにし、製本作業の終了後または製本作業の途中における所定回数の接着剤の吐出後に、前記接着剤吐出手段を前記洗浄部材の上方に移動させるようにしたことを特徴とする請求項5記載の製本装置に使用する接着剤の洗浄方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003350846A JP2005111409A (ja) | 2003-10-09 | 2003-10-09 | 製本装置に使用する接着剤吐出手段の洗浄装置及び洗浄方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003350846A JP2005111409A (ja) | 2003-10-09 | 2003-10-09 | 製本装置に使用する接着剤吐出手段の洗浄装置及び洗浄方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005111409A true JP2005111409A (ja) | 2005-04-28 |
Family
ID=34542285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003350846A Pending JP2005111409A (ja) | 2003-10-09 | 2003-10-09 | 製本装置に使用する接着剤吐出手段の洗浄装置及び洗浄方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005111409A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102125904A (zh) * | 2011-04-08 | 2011-07-20 | 杭州精工机械有限公司 | 全自动胶料封边生产线专用打胶头清洗设备及清洗方法 |
| ITVI20100284A1 (it) * | 2010-10-20 | 2012-04-21 | Tumaini Marco Alfredo | Testa per l'applicazione di adesivi con dispositivo pulitore/sigillatore per macchine di rilegatura e macchina comprendente tale testa |
| ITVI20110309A1 (it) * | 2011-11-29 | 2013-05-30 | K G S S R L | Testa distributrice di adesivi per macchina di rilegatura e macchina di rilegatura comprendente la testa |
-
2003
- 2003-10-09 JP JP2003350846A patent/JP2005111409A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITVI20100284A1 (it) * | 2010-10-20 | 2012-04-21 | Tumaini Marco Alfredo | Testa per l'applicazione di adesivi con dispositivo pulitore/sigillatore per macchine di rilegatura e macchina comprendente tale testa |
| WO2012052958A2 (en) | 2010-10-20 | 2012-04-26 | K.G.S. S.R.L. | Adhesive delivering head with a cleaning/sealing device for binding machines and machine incorporating such head |
| WO2012052958A3 (en) * | 2010-10-20 | 2012-08-23 | K.G.S. S.R.L. | Adhesive delivering head with a cleaning/sealing device for binding machines and machine incorporating such head |
| CN102125904A (zh) * | 2011-04-08 | 2011-07-20 | 杭州精工机械有限公司 | 全自动胶料封边生产线专用打胶头清洗设备及清洗方法 |
| CN102125904B (zh) * | 2011-04-08 | 2013-04-10 | 杭州精工机械有限公司 | 全自动胶料封边生产线专用打胶头清洗设备及清洗方法 |
| ITVI20110309A1 (it) * | 2011-11-29 | 2013-05-30 | K G S S R L | Testa distributrice di adesivi per macchina di rilegatura e macchina di rilegatura comprendente la testa |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106444323A (zh) | 贴密封件装置及贴密封件方法 | |
| JP2005111409A (ja) | 製本装置に使用する接着剤吐出手段の洗浄装置及び洗浄方法 | |
| JP4407719B2 (ja) | 製本装置 | |
| JPH0418377A (ja) | 印字装置 | |
| JPH0568923A (ja) | コーテイング装置 | |
| JP3502204B2 (ja) | 紙の綴じ方法及び書類作製装置 | |
| JP4109626B2 (ja) | ステープラー駆動装置 | |
| JP4559895B2 (ja) | 容器側面の清浄化装置 | |
| DE602005022156D1 (de) | Bilderzeugungsvorrichtung und Steuerverfahren für Duplexdruck im Falle eines Papierzufuhrfehlers | |
| JP6628201B1 (ja) | 樹脂凸版印刷版の製造方法およびその製造システム | |
| EP2165831A3 (en) | Electrostatic printing apparatus and method | |
| JP2001198839A (ja) | 研磨具 | |
| JP4655832B2 (ja) | 冊子製本装置 | |
| KR960017151A (ko) | 탐폰 프린팅 방법 및 장치 | |
| JP2005119025A (ja) | 製本装置に使用する接着剤伸ばし部材の洗浄装置及びその洗浄方法 | |
| ATE404484T1 (de) | Sammelvorrichtung und verfahren zu deren betrieb | |
| ATE361256T1 (de) | Gerät und verfahren zum falten eines folienblattes | |
| CN113325677A (zh) | 一种辅助复印设备及其使用方法 | |
| JP2023184516A (ja) | 媒体処理装置及び画像形成システム | |
| JP4507823B2 (ja) | フラックス塗布装置 | |
| JP2005212187A (ja) | アニロックスロールの洗浄用シート及び洗浄方法 | |
| JPH04122647A (ja) | 液圧転写装置への被転写体の自動移載装置 | |
| KR20150079107A (ko) | 롤러 박스 및 이를 구비하는 제본 장치 | |
| JP5929433B2 (ja) | 製本装置、及び製本システム | |
| JPH07227561A (ja) | 樹脂液塗布用シリンジにおける捨て塗布装置 |