JP2005144860A - 射出成形方法および射出成形条件設定方法 - Google Patents
射出成形方法および射出成形条件設定方法 Download PDFInfo
- Publication number
- JP2005144860A JP2005144860A JP2003385498A JP2003385498A JP2005144860A JP 2005144860 A JP2005144860 A JP 2005144860A JP 2003385498 A JP2003385498 A JP 2003385498A JP 2003385498 A JP2003385498 A JP 2003385498A JP 2005144860 A JP2005144860 A JP 2005144860A
- Authority
- JP
- Japan
- Prior art keywords
- molding
- internal pressure
- molding material
- injection
- injection molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
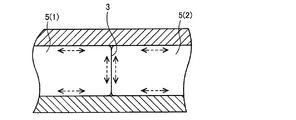
【解決手段】複数のゲートを持つ成形型を用い各々のゲートに成形材料を注入して成形品を形成する射出成形方法において、異なるゲート同士から成形型内部に注入された成形材料同士が合流する合流面に対して対称となる位置において、成形材料同士が合流した時点から成形型内部に成形材料が充填されるまでの間の各々の成形材料の内圧を略等圧にする。また、この内圧を演算手段で予想して略等圧であると判断される成形条件を設定する。
【選択図】図9
Description
異なる上記ゲート同士から上記成形型内部に注入された上記成形材料同士が合流する合流面に対して対称となる位置において、上記成形材料同士が合流した時点から上記成形型内部に上記成形材料が充填されるまでの間の各々の上記成形材料の内圧を略等圧にすることを特徴とする。
演算手段に成形条件および成形材料の物性データを入力して異なる上記ゲート同士から上記成形型内部に注入された上記成形材料同士が合流する合流面を予想するとともに、合流面に対して対称となる位置において上記成形材料同士が合流した時点から上記成形型内部に上記成形材料が充填されるまでの間の各々の上記成形材料の内圧をを予想する内圧予想ステップと、
内圧予想ステップで得られた各々の内圧が略等圧であるか否かを判断する判断ステップと、
判断ステップで各々の内圧が略等圧でないと判断された場合に上記成形材料の注入速度を調整し、得られた注入速度を基に内圧予想ステップ及び判断ステップを繰り返す調整ステップと、を備え、
内圧予想ステップと判断ステップと調整ステップとによって、判断ステップで各々の内圧が略等圧であると判断される成形条件を設定することを特徴とする。
本実施例の射出成形方法は、各々の成形材料の内圧差を演算手段を用いて検出する例である。
先ず、所望する成形品の形状に応じて各ゲートから注入する成形材料の注入量と成形材料の注入速度を設定した。このとき、各ゲート毎の成形材料の注入量はウェルドラインが所望する位置にあらわれるように設定し、各ゲート毎の注入速度は各ゲート毎の成形材料の注入時間が同じ時間となるように、成形材料の注入量に応じて設定した。
内圧予想ステップで予想された第2ゲート側検出点23における内圧26と第6ゲート側検出点25における内圧27とを比較し、これらの内圧が略等圧であるか否かを判断した。図10に示されるグラフのうち、同じ時点において予想された内圧同士を比較し、全ての時点において内圧差が1MPa以下である場合を内圧が略等圧であると判断し、何れか一点でも内圧差が1MPaを超える場合を略等圧でないと判断した。
判断ステップで、内圧が略等圧でないと判断された場合、上述した内圧予想ステップで演算手段に入力した成形材料の注入速度を変更した。上記した図10では、第2ゲート側検出点における充填終了直前の内圧が第6ゲート側検出点における同時点の内圧よりも高くなり、内圧差が2MPaを超えている。したがってこの場合では、第2の射出手段の射出圧力を低くして、ゲート2より注入される成形材料の注入速度を小さく設定することで、成形材料の注入速度を調整した。得られた注入速度を再度演算手段に入力し、内圧予想ステップ及び判断ステップを繰り返した。判断ステップで略等圧でないと判断した場合には、判断ステップで略等圧であると判断するまで、成形材料の注入速度の調整と、内圧予想ステップ及び判断ステップを繰り返した。この内圧予想ステップ〜調整ステップによって内圧が略等圧となる成形条件が設定され演算手段に入力された。
判断ステップで各々の内圧が略等圧であると判断された場合には、内圧予想ステップで演算手段に入力された成形条件を基に実際に射出成形をおこなう。上述した内圧予想ステップ、判断ステップ及び調整ステップで、成形条件は各々の内圧が略等圧になる条件に設定されているため、得られた成形品は2次ウェルドの発生が抑制されたものとなる。
Claims (4)
- 複数のゲートを持つ成形型を用い各々の該ゲートに成形材料を注入して成形品を形成する射出成形方法において、
異なる前記ゲート同士から前記成形型内部に注入された前記成形材料同士が合流する合流面に対して対称となる位置において、前記成形材料同士が合流した時点から前記成形型内部に前記成形材料が充填されるまでの間の各々の前記成形材料の内圧を略等圧にすることを特徴とする射出成形方法。 - 前記成形材料の注入速度を調整して前記内圧を略等圧にする請求項1に記載の射出成形方法。
- 複数のゲートを持つ成形型を用い各々の該ゲートに成形材料を注入して成形品を形成する射出成形方法において、
演算手段に成形条件および成形材料の物性データを入力して異なる前記ゲート同士から前記成形型内部に注入された前記成形材料同士が合流する合流面を予想するとともに、該合流面に対して対称となる位置において前記成形材料同士が合流した時点から前記成形型内部に前記成形材料が充填されるまでの間の各々の前記成形材料の内圧をを予想する内圧予想ステップと、
該内圧予想ステップで得られた各々の該内圧が略等圧であるか否かを判断する判断ステップと、
該判断ステップで各々の該内圧が略等圧でないと判断された場合に前記成形材料の注入速度を調整し、得られた注入速度を基に該内圧予想ステップ及び該判断ステップを繰り返す調整ステップと、を備え、
該内圧予想ステップと該判断ステップと該調整ステップとによって、該判断ステップで各々の該内圧が略等圧であると判断される該成形条件を設定することを特徴とする射出成形条件設定方法。 - 請求項3の射出成形条件設定方法で求められた成形条件で射出成形をおこなうことを特徴とする射出成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003385498A JP4168915B2 (ja) | 2003-11-14 | 2003-11-14 | 射出成形条件設定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003385498A JP4168915B2 (ja) | 2003-11-14 | 2003-11-14 | 射出成形条件設定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005144860A true JP2005144860A (ja) | 2005-06-09 |
| JP4168915B2 JP4168915B2 (ja) | 2008-10-22 |
Family
ID=34693542
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003385498A Expired - Lifetime JP4168915B2 (ja) | 2003-11-14 | 2003-11-14 | 射出成形条件設定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4168915B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007223105A (ja) * | 2006-02-22 | 2007-09-06 | Toyota Motor Corp | プランジャの射出要素の最適解を導出する方法とコンピュータとそのためのコンピュータプログラム |
| CN101428463A (zh) * | 2007-11-05 | 2009-05-13 | 现代自动车株式会社 | 双料射出成型缓冲垫的系统和方法 |
| JP2010069654A (ja) * | 2008-09-17 | 2010-04-02 | Mitsubishi Electric Corp | 構造解析方法、構造解析装置、構造解析プログラム、構造解析のための物性値算出方法、構造解析のための物性値算出装置および構造解析のための物性値算出プログラム |
-
2003
- 2003-11-14 JP JP2003385498A patent/JP4168915B2/ja not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007223105A (ja) * | 2006-02-22 | 2007-09-06 | Toyota Motor Corp | プランジャの射出要素の最適解を導出する方法とコンピュータとそのためのコンピュータプログラム |
| CN101428463A (zh) * | 2007-11-05 | 2009-05-13 | 现代自动车株式会社 | 双料射出成型缓冲垫的系统和方法 |
| JP2010069654A (ja) * | 2008-09-17 | 2010-04-02 | Mitsubishi Electric Corp | 構造解析方法、構造解析装置、構造解析プログラム、構造解析のための物性値算出方法、構造解析のための物性値算出装置および構造解析のための物性値算出プログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4168915B2 (ja) | 2008-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2836903C (en) | Alternative pressure control for a low constant pressure injection molding apparatus | |
| AU2012259036B2 (en) | Apparatus and method for injection molding at low constant pressure | |
| Huang et al. | Influence of clamping force on tie-bar elongation, mold separation, and part dimensions in injection molding | |
| JP5460385B2 (ja) | 樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法 | |
| JP7293962B2 (ja) | 成形品の品質異常予測システム | |
| JP2015066700A (ja) | 粘度測定機能を有する射出成形機および射出成形機を用いた粘度測定方法 | |
| EP3317074B1 (en) | Sequential coining | |
| EP4098424A1 (en) | Three-dimensionally laminated object modeling apparatus and three-dimensionally laminated object modeling method | |
| JP2009137076A (ja) | 射出成形用金型、射出成形における可塑化不良の検出方法、及び射出成形方法 | |
| JP4168915B2 (ja) | 射出成形条件設定方法 | |
| JP4671294B2 (ja) | 射出成形機の射出圧縮成形方法 | |
| JP2016124173A (ja) | 型締装置、成形装置および成形方法 | |
| JP5980842B2 (ja) | 中空成形品の成形良否判定方法 | |
| JP7283138B2 (ja) | 成形品の品質予測システム及び成形機 | |
| JP7826842B2 (ja) | 射出成形装置 | |
| JP2012035428A (ja) | 射出成形方法および射出成形装置 | |
| JP2009090558A (ja) | 射出成形金型、射出成形品の製造方法、および射出成形品 | |
| Khan | Gas Assist Injection Moulding and Experimental Validation through 3D Simulation [J] | |
| JP5531814B2 (ja) | 射出成形方法 | |
| Park et al. | Design of feed system and process conditions for automobile lamp garnish lens with injection molding analysis | |
| Ratzlaff et al. | Injection molding | |
| JP3369962B2 (ja) | ガスアシスト成形法による樹脂製品の成形方法及び成形装置 | |
| JP2003154550A (ja) | 成形品および成形品の設計方法ならびにウエルドラインの長さの予測方法 | |
| Fetecau et al. | Numerical and Experimental Study on the Injection Moulding of a Thin-Wall Complex Part | |
| Nambiar et al. | Stereolithography mold life extension using gas‐assisted injection |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060518 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080619 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080715 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080728 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4168915 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120815 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130815 Year of fee payment: 5 |
|
| EXPY | Cancellation because of completion of term |