JP2005169486A - 異形曲がりテーパ管の製造方法並びにこの方法によって製造された異形曲がりテーパ管 - Google Patents
異形曲がりテーパ管の製造方法並びにこの方法によって製造された異形曲がりテーパ管 Download PDFInfo
- Publication number
- JP2005169486A JP2005169486A JP2003416864A JP2003416864A JP2005169486A JP 2005169486 A JP2005169486 A JP 2005169486A JP 2003416864 A JP2003416864 A JP 2003416864A JP 2003416864 A JP2003416864 A JP 2003416864A JP 2005169486 A JP2005169486 A JP 2005169486A
- Authority
- JP
- Japan
- Prior art keywords
- tube
- bent
- blank material
- taper tube
- bending
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 50
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 25
- 239000000463 material Substances 0.000 claims abstract description 45
- 238000005452 bending Methods 0.000 claims description 57
- 239000007858 starting material Substances 0.000 claims description 6
- 230000001788 irregular Effects 0.000 claims description 4
- 230000013011 mating Effects 0.000 claims 1
- 238000003466 welding Methods 0.000 abstract description 10
- 238000005219 brazing Methods 0.000 abstract description 8
- 238000005304 joining Methods 0.000 abstract description 8
- 238000012546 transfer Methods 0.000 description 8
- 238000011161 development Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 238000000465 moulding Methods 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 1
- 230000000875 corresponding effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000012827 research and development Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images





Landscapes
- Exhaust Silencers (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
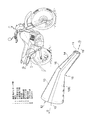
【解決手段】 本発明は、小径側開口端11と大径側開口端12とを有し、軸芯10が二次元ないしは三次元的に屈曲もしくは湾曲して成る異形曲がりテーパ管1を製造するにあたり、一枚のブランク材Bを出発素材とし、これを、ポンチとダイスとを主な構成部材とする対向型によって曲げ形成し、所望のテーパ管形状に形成するものであり、ブランク材Bを断面U字状に曲げ形成するにあたっては、テーパ管の完成形状における強ベンド部15をダイスとポンチとにより両側から挟み込んで、強ベンド部15の形状をほぼ忠実に再現するようにしたことを特徴とする。
【選択図】図1
Description
このような異形曲がりテーパ管1′を製造するには、例えば図6に示すように、分断状態の短寸の管状部材Pを、溶接等により長手方向に接合して行き、所望のテーパ管を得る手法がある。しかしながら、このような製造手法は、溶接等が多くなるため、一般にコスト高となり、特に量産段階では、合理的な手法とは言えなかった。
しかしながら、上述した自動車関連部品業界にあっては、構成部品の一つひとつに及ぶ低コスト化や軽量化等への要求が極めてシビアであり、エキゾーストパイプ(テーパ管)にあっても、排気ガスを能率的に流すという本来の機能向上はもちろん、常に更なる低コスト化等を達成し得る合理的な製造手法が日々鋭意研究されている。
以下、本発明を下記の実施例に基づいて説明する。なお説明にあたっては、まず本発明の製造対象となる異形曲がりテーパ管1について説明した後、異形曲がりテーパ管1の製造方法について説明する。
なお図1、2に示した実施例では、管の途中部分において軸芯10が曲がるとともに、小径側開口端11と大径側開口端12の向き(開口方向)も異なった異形曲がりテーパ管1を図示している。
更にまた、本発明では、ブランク材Bを丸めてテーパ管状に形成することから、ブランク材Bの端縁同士は、管の長手方向(軸芯10)に、ほぼ沿うように突き合わされた後、ロウ付けや溶接等によって接合されるものであり、ここを端縁接合部14とする。
またテーパ管の長手方向において管表面がほぼ平らになる部分を略平坦部16とし、ここには、テーパ管の表面に、ほとんど曲がりが存在しないことが好ましいが、曲がりがあっても比較的緩やかであれば、ここを略平坦部16とするものである。そして、上述した端縁接合部14は、この略平坦部16上に設定(形成)することが好ましく、これは、ブランク材Bの端縁同士をより確実に突き合わせ、その後のロウ付け等を施し易くするための構成である。また、このような構成を採ることによって、形状再現性が向上し、所望通りのテーパ管形状を高いレベルで安定的に再現することができる。
(1)ブランク材の準備工程
この工程は、異形曲がりテーパ管1の出発素材となるブランク材Bを用意する工程であり、実際には、ほぼ一定厚の金属板材から適宜の展開形状を有するようにブランク材Bを打ち抜いて準備するのが一般的である。この際、ブランク材Bは、当然ながら小径側開口端11を実現する小径側展開長L11、大径側開口端12を実現する大径側展開長L12、移送部13を実現する移送長L13を有する展開形状にブランク取りされる。具体的には一例として図3に示すように、変形扇形状に打ち抜かれ、概ね移送長L13を隔てて、小径側展開長L11と大径側展開長L12とを対向的な二つの弧として有する展開形状を呈する。もちろんブランク材Bの展開形状は、このような変形扇形状に限定されるものではなく、軸芯10の曲がり度合い、端縁接合部14の設定位置、ブランク材Bそのもの性状(例えば展性)等によっては、全くの扇形状(二重同心円の一部)あるいは等脚台形状とすることも可能である。なお、上記図3では、この後、突き合わせを受けるブランク材Bの端縁にSの符号を付している。
この工程は、曲げ工程の初期段階であり、上述した平板状のブランク材Bを断面U字状に曲げ形成する工程である。この工程を行うにあたっては、一例として図4に示すように、U曲げポンチ21と、U曲げダイス22とを具えたU曲げ対向型2によってブランク材Bをプレス成形するものである。
この際、本発明では、テーパ管の強ベンド部15を、U曲げポンチ21とU曲げダイス22とで両側から強固に挟み込むようにして、形状を実現するものである。これは、通常、曲がりが大きい部分(強ベンド部15)は、所望通りの形状に形成することが難しく、このため、曲げ工程の初期の段階で、このような部分をポンチとダイスとで両側から押さえ込み、確実に所望形状に形成するものである。なお、この種のプレス装置にあっては、通常、ダイスは下側に設置され、この上方にポンチが昇降自在(押圧自在)に設けられるため、テーパ管の強ベンド部15を下側に位置させるような型構造とし、U曲げポンチ21とU曲げダイス22とで、ブランク材Bを上下から挟み込み、強ベンド部15の形状を、より忠実に実現するものである。因みに上記図4では、U曲げ対向型2によってプレス成形される異形曲がりテーパ管1を側面から視た状態で、強ベンド部15を下側に位置させる型構造を図示している。また図4、5において、(イ)は各工程を受けた後のブランク材Bの立体形状を示す斜視図であり、(ロ)は各工程を行うにあたって必要な対向型の一例を示す断面図である。
なお上記図4では、U曲げ工程が、あたかも一回のプレス作動で完了するかのように図示したが、強ベンド部15の曲がり度合いや、プレス装置の性能(押圧能力)等によっては、U曲げ対向型2を複数用いて、何回かのプレス作動に分けてU曲げ工程を行っても何ら構わない。
またブランク材Bは、このU曲げ工程を受けた段階で、強ベンド部15に対し両端縁Sが立ち上げられた状態となる。
この工程は、U曲げ工程後のブランク材Bを断面円形状等に丸め、その両端縁Sを突き合わせ状態に当接させる工程である。この工程を行うにあたっては、一例として図5に示すように、丸曲げポンチ31と、丸曲げダイス32とを具えた丸曲げ対向型3によってプレス成形を行うものである。
なお、ここでは、両端縁Sを突き合わせる上記工程を、慣例的に「丸曲げ工程」と記載したが、これは通常、断面を円形状に丸めることが多いためである。従って形成しようとするテーパ管の断面は、必ずしも円形(丸)である必要はなく、例えば長円形や四角形等の矩形状断面とすることも可能であるし、あるいは一方の開口端側からもう一方の開口端側にかけて、円形から矩形状に断面を徐々に変化させて行くことも可能である。
なお上記図5も、対向型によってプレス成形される異形曲がりテーパ管1を側面から視た状態で図示している。
なお、この丸曲げ工程においてもU曲げ工程と同様に、何回かのプレス作動に分けて行うことが可能である。
この工程は、丸曲げ工程によって突き合わせを受けた両端縁Sを、ロウ付けや溶接等によって接合する工程であり、ブランク材B(この段階でブランク材Bは、ほぼ異形曲がりテーパ管1の立体形状を有する)の長手方向に沿うように、ロウ付け等が施され、完成品となる。この際、丸曲げ工程における両端縁Sの突き合わせ(当接)が、きれいに行われていれば、このロウ付けも極めて行い易く、高いレベルで所望のテーパ管形状を実現することができる。
なお本発明の異形曲がりテーパ管1は、必ずしもエキゾーストパイプへの適用に限定されるものではなく、各種製造装置等における原料投入用のホッパーや、液体の通液管、管楽器等、種々の部材への適用が可能である。
2 U曲げ対向型
3 丸曲げ対向型
10 軸芯
11 小径側開口端
12 大径側開口端
13 移送部
14 端縁接合部
15 強ベンド部
16 略平坦部
21 U曲げポンチ
22 U曲げダイス
31 丸曲げポンチ
32 丸曲げダイス
B ブランク材
G 排気ガス
L11 小径側展開長
L12 大径側展開長
L13 移送長
P 短寸の管状部材
S 端縁(ブランク材の)
Claims (4)
- 小径側開口端と大径側開口端とを有し、軸芯が二次元ないしは三次元的に屈曲もしくは湾曲して成る異形曲がりテーパ管を製造するにあたり、
この異形曲がりテーパ管は、一枚のブランク材を出発素材とするものであり、このブランク材を、ポンチとダイスとを主な構成部材とする対向型によって曲げ形成し、所望のテーパ管形状に形成するものであり、
前記ブランク材を断面U字状に曲げ形成するにあたっては、テーパ管の完成形状における強ベンド部をダイスとポンチとにより両側から挟み込んで、強ベンド部の形状を曲げ工程の初期の段階でブランク材に再現するようにしたことを特徴とする異形曲がりテーパ管の製造方法。 - U曲げ工程後、前記ブランク材の両端縁を合わせる曲げ工程においては、合わせ部となる端縁接合部を、テーパ管の完成形状における比較的平らな略平坦部に設定するようにしたことを特徴とする請求項1記載の異形曲がりテーパ管の製造方法。
- 前記ブランク材の両端縁を合わせる曲げ工程においては、開口端部に芯金を挿入してプレス加工するようにしたことを特徴とする請求項2記載の異形曲がりテーパ管の製造方法。
- 小径側開口端と大径側開口端とを具え、軸芯が二次元ないしは三次元的に屈曲もしくは湾曲して成るテーパ管において、請求項1、2または3記載の製造方法によって製造されたことを特徴とする異形曲がりテーパ管。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003416864A JP4263991B2 (ja) | 2003-12-15 | 2003-12-15 | 異形曲がりテーパ管の製造方法並びにこの方法によって製造された異形曲がりテーパ管 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003416864A JP4263991B2 (ja) | 2003-12-15 | 2003-12-15 | 異形曲がりテーパ管の製造方法並びにこの方法によって製造された異形曲がりテーパ管 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005169486A true JP2005169486A (ja) | 2005-06-30 |
| JP4263991B2 JP4263991B2 (ja) | 2009-05-13 |
Family
ID=34735947
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003416864A Expired - Lifetime JP4263991B2 (ja) | 2003-12-15 | 2003-12-15 | 異形曲がりテーパ管の製造方法並びにこの方法によって製造された異形曲がりテーパ管 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4263991B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140034913A (ko) * | 2011-06-17 | 2014-03-20 | 티센크루프 스틸 유럽 악티엔게젤샤프트 | 슬릿 중공 프로파일을 제조하기 위한 방법 |
| US9719404B2 (en) | 2013-04-10 | 2017-08-01 | Toyota Jidosha Kabushiki Kaisha | Muffler and its corresponding manufacturing method |
| JP2017187044A (ja) * | 2013-08-20 | 2017-10-12 | テネコ オートモティブ オペレーティング カンパニー インコーポレイテッドTenneco Automotive Operating Company Inc. | カスタムメイドマフラ |
| US20180202345A1 (en) * | 2017-01-17 | 2018-07-19 | Futaba Industrial Co., Ltd. | Method for molding pipe body |
| WO2020203899A1 (ja) * | 2019-03-29 | 2020-10-08 | 日本製鉄株式会社 | 部材の製造方法、自動車用部材の製造方法、及び金型 |
| CN113245395A (zh) * | 2020-02-12 | 2021-08-13 | 丰田自动车株式会社 | 管的制造方法 |
-
2003
- 2003-12-15 JP JP2003416864A patent/JP4263991B2/ja not_active Expired - Lifetime
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140034913A (ko) * | 2011-06-17 | 2014-03-20 | 티센크루프 스틸 유럽 악티엔게젤샤프트 | 슬릿 중공 프로파일을 제조하기 위한 방법 |
| JP2014516801A (ja) * | 2011-06-17 | 2014-07-17 | ティッセンクルップ スチール ヨーロッパ アクチェンゲゼルシャフト | スリット付き中空異型材の製造方法 |
| US8833128B2 (en) | 2011-06-17 | 2014-09-16 | Thyssenkrupp Steel Europe Ag | Method for producing slit hollow profiles |
| KR101974963B1 (ko) * | 2011-06-17 | 2019-05-03 | 티센크루프 스틸 유럽 악티엔게젤샤프트 | 슬릿 중공 프로파일을 제조하기 위한 방법 |
| US9719404B2 (en) | 2013-04-10 | 2017-08-01 | Toyota Jidosha Kabushiki Kaisha | Muffler and its corresponding manufacturing method |
| JP2017187044A (ja) * | 2013-08-20 | 2017-10-12 | テネコ オートモティブ オペレーティング カンパニー インコーポレイテッドTenneco Automotive Operating Company Inc. | カスタムメイドマフラ |
| CN108425715B (zh) * | 2013-08-20 | 2020-06-30 | 天纳克汽车经营有限公司 | 定制配合消声器 |
| CN108425715A (zh) * | 2013-08-20 | 2018-08-21 | 天纳克汽车经营有限公司 | 定制配合消声器 |
| US10634036B2 (en) * | 2017-01-17 | 2020-04-28 | Futaba Industrial Co., Ltd. | Method for molding pipe body |
| US20180202345A1 (en) * | 2017-01-17 | 2018-07-19 | Futaba Industrial Co., Ltd. | Method for molding pipe body |
| WO2020203899A1 (ja) * | 2019-03-29 | 2020-10-08 | 日本製鉄株式会社 | 部材の製造方法、自動車用部材の製造方法、及び金型 |
| CN113631296A (zh) * | 2019-03-29 | 2021-11-09 | 日本制铁株式会社 | 部件的制造方法、汽车用部件的制造方法以及模具 |
| JPWO2020203899A1 (ja) * | 2019-03-29 | 2021-12-02 | 日本製鉄株式会社 | 部材の製造方法、自動車用部材の製造方法、及び金型 |
| JP7192969B2 (ja) | 2019-03-29 | 2022-12-20 | 日本製鉄株式会社 | 部材の製造方法、自動車用部材の製造方法、及び金型 |
| CN113631296B (zh) * | 2019-03-29 | 2023-09-08 | 日本制铁株式会社 | 部件的制造方法、汽车用部件的制造方法以及模具 |
| US12179249B2 (en) | 2019-03-29 | 2024-12-31 | Nippon Steel Corporation | Manufacturing method of member, manufacturing method of member for vehicle, and die and punch |
| CN113245395A (zh) * | 2020-02-12 | 2021-08-13 | 丰田自动车株式会社 | 管的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4263991B2 (ja) | 2009-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7077165B2 (en) | Double pipe | |
| CN103958084B (zh) | 管端成形方法 | |
| JP6394254B2 (ja) | 拡径管部品の製造方法および製造装置 | |
| TW200827595A (en) | Method for forming tapered piston pins | |
| JP6539562B2 (ja) | フランジの成形方法 | |
| JP4263991B2 (ja) | 異形曲がりテーパ管の製造方法並びにこの方法によって製造された異形曲がりテーパ管 | |
| CN103562813A (zh) | 踏板臂的轴承构件、踏板臂以及踏板臂的制造方法 | |
| JP3751296B2 (ja) | 金属巻パイプ製品の製造方法 | |
| US7350823B2 (en) | Double pipe forked part structure and method of making the same | |
| JP3373245B2 (ja) | 曲げパイプの製造方法 | |
| JPH1061424A (ja) | 消音器及びその製造方法 | |
| JP2018001248A (ja) | 曲がり異形パイプ部品の極少ロット製造方法 | |
| JP3449491B2 (ja) | 金属管を小さい曲率半径で曲げ加工する方法 | |
| JP2011231729A (ja) | Egr配管、egr装置、及びegr配管の製造方法 | |
| KR100420675B1 (ko) | 배관용 주름관의 성형방법. | |
| JP4390597B2 (ja) | 二重管の分岐部の製造方法 | |
| JP2007010199A (ja) | 多孔管及び多孔管の製造方法 | |
| JP3839787B2 (ja) | 二重壁中空金属部品の製造方法 | |
| JP3759502B2 (ja) | パイプの成形加工方法 | |
| JP4940620B2 (ja) | 二重管分岐構造およびその製造方法 | |
| JP6619654B2 (ja) | ブラケット付パイプの製造方法 | |
| US20020168303A1 (en) | Metal case of exhaust device and method of producing same | |
| JP2019115920A (ja) | 曲がり管 並びにその製造方法 並びにこの曲がり管を適用した排気管システム | |
| JP2005319482A (ja) | 金属製マフラーシェルの製造方法 | |
| JP2009209791A (ja) | ルーバ付き排気管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050804 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080704 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090120 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090213 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4263991 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140220 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |