JP2005199378A - シリンダボア内周面のホーニング加工方法、及びシリンダボア内周面のホーニング加工装置 - Google Patents
シリンダボア内周面のホーニング加工方法、及びシリンダボア内周面のホーニング加工装置 Download PDFInfo
- Publication number
- JP2005199378A JP2005199378A JP2004007134A JP2004007134A JP2005199378A JP 2005199378 A JP2005199378 A JP 2005199378A JP 2004007134 A JP2004007134 A JP 2004007134A JP 2004007134 A JP2004007134 A JP 2004007134A JP 2005199378 A JP2005199378 A JP 2005199378A
- Authority
- JP
- Japan
- Prior art keywords
- cylinder
- inner peripheral
- honing
- cylinder bore
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
Abstract
【課題】シリンダボアが形成されたシリンダブロック上にシリンダボアの周縁に沿うようにシリンダヘッドガスケットを介在させてシリンダヘッドをボルト締結にて組付固定した場合に、そのボルト締結に伴う荷重負荷がシリンダブロックに加わっても、シリンダボアの真円度を良好に確保することができるホーニング加工方法及び装置を提供する。
【解決手段】台座33上にシリンダライナ部24が載置された内周ブロック12のアッパデッキ部19上にダミーヘッド41を凸形状の押圧部46がシリンダボア11の周縁部分に当接するように載置する。そのダミーヘッド41をボルト16にて内周ブロック12に締付け固定すると共に、シリンダライナ部24の外周面25を油圧シリンダ34のピストン38が支持面40を面接触させて径方向内側へ押圧支持した状態とする。その状態において、シリンダボア11の内周面11aを砥石49で真円形状にホーニング加工する。
【選択図】 図3
【解決手段】台座33上にシリンダライナ部24が載置された内周ブロック12のアッパデッキ部19上にダミーヘッド41を凸形状の押圧部46がシリンダボア11の周縁部分に当接するように載置する。そのダミーヘッド41をボルト16にて内周ブロック12に締付け固定すると共に、シリンダライナ部24の外周面25を油圧シリンダ34のピストン38が支持面40を面接触させて径方向内側へ押圧支持した状態とする。その状態において、シリンダボア11の内周面11aを砥石49で真円形状にホーニング加工する。
【選択図】 図3
Description
本発明は、シリンダボア内周面のホーニング加工方法、及びシリンダボア内周面のホーニング加工装置に関する。
一般に、シリンダブロックに形成されるシリンダボアは、その真円度の精度を高めるために、砥石を環状に配置したホーニング加工装置により、その内周面がホーニング加工される。そして、そのようにシリンダボアの内周面がホーニング加工された後、そのシリンダブロック上にはシリンダヘッドがシール部材の一種であるシリンダヘッドガスケットを介在させた状態でボルト締結により組付固定される。ところで、近時はシリンダブロックの軽量化を図るべく、シリンダボアの周壁(即ち、シリンダブロックにおけるシリンダライナ部)が、その肉厚を薄く形成される傾向にある。
そのため、ホーニング加工によってシリンダボアの内周面の真円度を事前に高めたとしても、そのシリンダブロック上にシリンダヘッドをボルト締結により組付固定した際には、シリンダボアの真円度が低下することがあった。即ち、ボルト締結に伴う荷重負荷によりシリンダブロック(特に、シリンダライナ部)に応力の偏りが発生し、それがためにシリンダボアが非真円形状に変形してしまうという問題があった。そこで、このような問題に対処すべく、近時、例えば特許文献1〜特許文献3に記載されるように、ボルト締結によりシリンダヘッドをシリンダブロック上に組付固定した場合に生ずるシリンダボアの変形を予め考慮したシリンダボア内周面のホーニング加工技術が提案されている。
まず、特許文献1に記載のホーニング加工技術では、シリンダブロックにおけるシリンダライナ部の上端部に対して荷重負荷機構がシリンダボアの中心に向けた荷重を負荷し、その荷重負荷によりシリンダライナ部に変形を生じさせた状態において、シリンダボアの内周面を真円形状にホーニング加工するようにしている。そして、そのホーニング加工後において、前記荷重負荷が解除された際には、真円形状にホーニング加工されたシリンダボアが荷重負荷解除に伴う復元作用で非真円形状に変形するようにしている。そのため、このようなホーニング加工がなされた後のシリンダブロック上にシリンダヘッドを実際にボルト締結により組付固定した際には、その際のボルト締結に基づく荷重負荷でシリンダライナ部に変形が生じ、このシリンダライナ部の変形に追随してシリンダボアも前記非真円形状から真円形状となるように変形することになる。
次に、特許文献2に記載のホーニング加工技術では、上記特許文献1に記載のホーニング加工技術の場合とは逆に、ホーニング加工時にはシリンダボアの内周面を真円形状ではなく非真円形状に加工するようにしている。即ち、この特許文献2のホーニング加工技術では、予めシリンダブロック上にシリンダヘッドを実際にボルト締結により組付固定し、そのボルト締結に基づき非真円形状に変形したシリンダボアの真円度に対する誤差曲線を測定している。そして、前記シリンダヘッドを取り外した後のシリンダブロックのシリンダボアの内周面に対して、前記誤差曲線から求めた制御データに基づきホーニング手段となる砥石の径方向の動きを制御し、ホーニング加工後にはシリンダボアの内周面がシリンダヘッドの組付固定前において非真円形状となるようにしている。
また、特許文献3に記載のホーニング加工技術では、上面側にウォータージャケットが開口されずに閉塞された所謂クローズデッキ構造のシリンダブロックの上端面にシリンダヘッドを模擬したダミーヘッドをボルト締結により組付固定するようにしている。即ち、ダミーヘッドの組付固定により、実際にシリンダヘッドがボルト締結により組付固定された場合を模擬した状態を作りだし、その模擬状態においてシリンダボアの内周面を真円形状にホーニング加工するようにしている。そのため、この特許文献3のホーニング加工技術の場合も、上記特許文献1のホーニング加工技術の場合と同様に、そのホーニング加工後に前記ダミーヘッドを取り外した際には、真円形状にホーニング加工されたシリンダボアが荷重負荷解除に伴う復元作用で非真円形状に変形することになる。そして、そのようにホーニング加工された後のシリンダブロック上にシリンダヘッドを実際にボルト締結により組付固定した際には、その際のボルト締結による荷重負荷に基づきシリンダライナ部が変形するため、シリンダボアは、非真円形状から真円形状となるように変形することになる。
特開2000−271853号公報(請求項1、図1)
特開2000−291487号公報(請求項5、図5)
特開平3−26460号公報(特許請求の範囲第1項、図1)
ところが、上記の特許文献1〜3の各ホーニング加工技術では、いずれも、実際にシリンダヘッドをシリンダブロック上にボルト締結により組付固定した場合にシリンダボアが所望どおりの真円形状にならないという問題があった。即ち、シリンダヘッドをシリンダブロック上へ実際にボルト締結により組付固定する際には、通常、シリンダヘッドとシリンダブロックとの間にシリンダボアの周縁に沿うようにシリンダヘッドガスケット(シール部材)が介在される。そのため、実際のシリンダヘッドの組付固定時には、シリンダボアの周縁部分に前記シリンダヘッドガスケットからの面圧が加わってシリンダボアの変形度合いも大きくなるところ、特許文献1〜3の各ホーニング加工技術では、このシリンダヘッドガスケットからの面圧によるシリンダボアの変形量が全く考慮されていなかった。従って、上述したように、特許文献1〜3の各ホーニング加工技術では、実際のシリンダヘッドの組付固定時におけるボルト締結に基づいた荷重負荷でシリンダボアが非真円形状から変形した場合でも所望どおりの真円形状になることはなかった。
加えて、特許文献1のホーニング加工技術は、シリンダライナ部の上端部外周面に押圧片を当接係合させる荷重負荷機構により径方向内側への荷重を負荷するものであるため、必ずしもシリンダボアの内周面全域に亘る真円度(特にシリンダライナ部の下端部における真円度)を向上させるものとはなっていなかった。
また、特許文献2のホーニング加工技術の場合は、ホーニング加工装置における砥石の動きを、前記誤差曲線から求められる補正量に応じて数十μm単位に制御する必要がある上に、経時的な砥石の摩耗具合をも加味して制御しなければならず、砥石動作制御のための構成が複雑化し、装置コストが増大してしまうという問題があった。
また、特許文献3のホーニング加工技術の場合も、シリンダボアの周壁を構成するシリンダライナ部と当該シリンダライナ部の外周側に位置するシリンダ外壁部とが一体化されたシリンダブロックのシリンダボア内周面をホーニング加工する技術であるため、ホーニング加工装置が大掛かりになり、やはり装置コストが増大するという問題があった。因みに、シリンダライナ部とシリンダ外壁部とが一体化されたシリンダブロックのシリンダボア内周面をホーニング加工するようにしているため、ホーニング加工装置が大掛かりになるという点は、上記特許文献1及び特許文献2の各ホーニング加工技術にも指摘できるところであった。
本発明は、こうした事情に鑑みてなされたものである。その目的は、シリンダボアが形成されたシリンダブロック上にシリンダボアの周縁に沿うようにシリンダヘッドガスケットを介在させてシリンダヘッドをボルト締結にて組付固定した場合に、そのボルト締結に伴う荷重負荷がシリンダブロックに加わっても、シリンダボアの真円度を良好に確保することにある。また、その他には、シリンダボアの内周面全域に亘る真円度を確実に向上できること、及び簡単且つ小規模な装置構成でコスト低減に寄与できることも目的とする。
以下、上記目的を達成するための手段及びその作用効果について記載する。
(手段)
まず、シリンダボア内周面のホーニング加工方法に係る請求項1に記載の発明は、シリンダブロックに形成されたシリンダボアの内周面にホーニング加工を行うに際して、前記シリンダブロック上にシリンダヘッドがシリンダヘッドガスケットをシリンダボアの周縁に沿うように介在させた状態でボルト締結により組付固定された際に前記シリンダブロックの上端面に加わる荷重相当の押圧負荷をホーニング加工位置に配置した前記シリンダブロックの上端面に加えた状態とし、その状態においてシリンダボアの内周面全域を当該シリンダボアの断面形状が真円形状となるようにホーニング加工することを特徴とする。
(手段)
まず、シリンダボア内周面のホーニング加工方法に係る請求項1に記載の発明は、シリンダブロックに形成されたシリンダボアの内周面にホーニング加工を行うに際して、前記シリンダブロック上にシリンダヘッドがシリンダヘッドガスケットをシリンダボアの周縁に沿うように介在させた状態でボルト締結により組付固定された際に前記シリンダブロックの上端面に加わる荷重相当の押圧負荷をホーニング加工位置に配置した前記シリンダブロックの上端面に加えた状態とし、その状態においてシリンダボアの内周面全域を当該シリンダボアの断面形状が真円形状となるようにホーニング加工することを特徴とする。
また、請求項2に記載の発明は、請求項1に記載のシリンダボア内周面のホーニング加工方法において、前記ホーニング加工を行うに際しては、前記シリンダブロックにおいてシリンダボアの周壁となるシリンダライナ部の外周面を径方向内側への押圧負荷を伴って支持するようにしたことを特徴とする。
次に、シリンダボア内周面のホーニング加工装置に係る請求項3に記載の発明は、シリンダブロックに形成されたシリンダボアの内周面をホーニング加工するシリンダボア内周面のホーニング加工装置において、前記シリンダブロック上にシリンダヘッドがシリンダヘッドガスケットをシリンダボアの周縁に沿うように介在させた状態でボルト締結により組付固定された際に前記シリンダブロックの上端面に加わる荷重相当の押圧負荷をホーニング加工位置に配置した前記シリンダブロックの上端面に加えるための押圧負荷手段と、
前記押圧負荷手段によりシリンダブロックの上端面に前記押圧負荷が加えられた状態においてシリンダボアの内周面全域を当該シリンダボアの断面形状が真円形状となるようにホーニング加工するホーニング手段とを備えたことを特徴とする。
前記押圧負荷手段によりシリンダブロックの上端面に前記押圧負荷が加えられた状態においてシリンダボアの内周面全域を当該シリンダボアの断面形状が真円形状となるようにホーニング加工するホーニング手段とを備えたことを特徴とする。
また、請求項4に記載の発明は、請求項3に記載のシリンダボア内周面のホーニング加工装置において、前記押圧負荷手段は、断面形状が前記シリンダヘッドガスケットに相当する凸形状の押圧部を有する押圧負荷部材と、当該押圧負荷部材を前記押圧部がシリンダブロックの上端面のうちシリンダボアの周縁部分に当接してシリンダブロックの上端面に前記荷重相当の押圧負荷を加えた状態に保持するための押圧負荷状態保持部材とを備えていることを特徴とする。
また、請求項5に記載の発明は、請求項3又は請求項4に記載のシリンダボア内周面のホーニング加工装置において、前記シリンダブロックにおいてシリンダボアの周壁となるシリンダライナ部の外周面を径方向内側への押圧負荷を伴って押圧支持するための押圧支持手段を更に備えたことを特徴とする。
また、請求項6に記載の発明は、請求項5に記載のシリンダボア内周面のホーニング加工装置において、前記押圧支持手段は、前記押圧負荷手段により上端面に前記押圧負荷が加えられた状態にあるシリンダブロックにおけるシリンダライナ部の外周面に対応した面形状の支持面を有する押圧支持部材と、当該押圧支持部材を前記支持面がシリンダライナ部の外周面に面接触して当該シリンダライナ部の外周面を径方向内側へ押圧支持した状態に保持するための押圧支持状態保持部材とを備えていることを特徴とする。
また、請求項7に記載の発明は、請求項3〜請求項6のうち何れか一項に記載のシリンダボア内周面のホーニング加工装置において、前記シリンダブロックは、シリンダヘッドを載置支持するためのアッパデッキ部が形成された内周ブロックと、当該内周ブロックが上方から挿入組み付けされるシリンダ外壁部が形成された外周ブロックとに分割されており、ホーニング加工時には、内周ブロックのみが前記ホーニング加工位置に配置されることを特徴とする。
(作用効果)
請求項1及び請求項3に記載の発明では、ホーニング加工時においてシリンダブロックには、実際にシリンダヘッドがシリンダヘッドガスケットを介在させてボルト締結により組付固定された場合に当該シリンダブロックに加わるであろう荷重に相当する押圧負荷がシリンダライナ部の上端面に加えられる。そのため、かかる押圧負荷を受けた状態にあるシリンダブロックのシリンダライナ部(及びシリンダボア)は非真円形状に変形することになる。なお、その際における変形量はシリンダヘッドガスケットを介在させた状態でのボルト締結に基づく荷重に相当する押圧負荷に対応したものであるため、実際にシリンダヘッドが組付固定された場合と同一条件下での変形量になる。
(作用効果)
請求項1及び請求項3に記載の発明では、ホーニング加工時においてシリンダブロックには、実際にシリンダヘッドがシリンダヘッドガスケットを介在させてボルト締結により組付固定された場合に当該シリンダブロックに加わるであろう荷重に相当する押圧負荷がシリンダライナ部の上端面に加えられる。そのため、かかる押圧負荷を受けた状態にあるシリンダブロックのシリンダライナ部(及びシリンダボア)は非真円形状に変形することになる。なお、その際における変形量はシリンダヘッドガスケットを介在させた状態でのボルト締結に基づく荷重に相当する押圧負荷に対応したものであるため、実際にシリンダヘッドが組付固定された場合と同一条件下での変形量になる。
そして、その状態において、シリンダボアの内周面全域が当該シリンダボアの断面形状が真円形状となるようにホーニング加工され、その後、前記シリンダライナ部の上端面に加えられていた押圧負荷が解除される。すると、シリンダブロックにおけるシリンダライナ部(及びシリンダボア)が前記押圧負荷の解除に基づき復元方向へ変形する。具体的には、ホーニング加工終了時点で非真円形状になっていたシリンダライナ部の外周面は真円形状に変形し、同じくホーニング加工終了時点で真円形状にホーニング加工されたシリンダボアの内周面は非真円形状に変形する。
従って、その後において、前記ホーニング加工がなされたシリンダブロック上に実際にシリンダヘッドをシリンダヘッドガスケットを介在させた状態でボルト締結により組付固定した場合には、そのボルト締結に基づく荷重でシリンダライナ部(及びシリンダボア)が変形するが、そのときシリンダボアは所望どおりの真円形状に変形することになる。そのため、シリンダボアが形成されたシリンダブロック上にシリンダボアの周縁に沿うようにシリンダヘッドガスケットを介在させてシリンダヘッドをボルト締結にて組付固定した場合に、そのボルト締結に伴う荷重負荷がシリンダブロックに加わっても、シリンダボアの真円度を良好に確保することができる。
ところで、シリンダブロックの上端面に押圧負荷を受けて非真円形状に変形した状態にあるシリンダボアの内周面全域が真円形状にホーニング加工される際、当該シリンダボアの周壁を構成しているシリンダライナ部には径方向外側への押し付け力が作用する。そのため、この押し付け力が大きい場合には、当該押し付け力のために前記シリンダライナ部が径方向外側へ歪み変形してしまい、その歪み変形した状態は、実際にシリンダヘッドがボルト締結によりシリンダブロック上に組付固定された場合の変形状態とは異なったものになることもあり得る。この点、実際にシリンダヘッドがシリンダブロック上に組付固定された場合におけるシリンダボアの内周面全域に亘る真円度向上を考慮すると、このようなホーニング加工中におけるシリンダライナ部の径方向外側への歪み変形はないことが好ましい。
そこで、請求項2及び請求項5に記載の発明では、こうしたシリンダライナ部のホーニング加工中における径方向外側への歪み変形を防ぐために、シリンダライナ部の外周面が径方向内側への押圧負荷を伴って支持される。従って、シリンダブロックのシリンダボア内周面は、実際にシリンダヘッドがボルト締結によりシリンダブロック上に組付固定された場合と同じ条件の下でホーニング加工されることになり、組付後におけるシリンダボアの内周面全域に亘る真円度を確実に向上することができる。
また、請求項4に記載の発明では、押圧負荷手段を構成する押圧負荷部材がその凸形状の押圧部をシリンダブロックの上端面のうちシリンダボアの周縁部分に当接させた状態において、前記押圧部がシリンダライナ部の上端面に前記荷重相当の押圧負荷を加えた状態に押圧負荷状態保持手段により保持される。即ち、実際にシリンダヘッドをボルト締結によりシリンダブロック上に組付固定した場合のシリンダヘッドガスケットの面圧(荷重)に相当する面圧(押圧負荷)が前記押圧負荷部材の凸形状の押圧部からシリンダブロックの上端面に対して加えられる。そのため、こうした押圧部からの押圧負荷によりシリンダブロックにおけるシリンダライナ部及びシリンダボアは、実際にシリンダヘッドがボルト締結によりシリンダブロック上に組付固定された場合と同様の変形状態となる。従って、ホーニング加工位置に配置したシリンダブロックのシリンダボア内周面を前記押圧負荷部材及び押圧負荷状態保持部材からなる簡易構成の押圧負荷手段を備えることにより、コスト低減を図りつつ所望どおりの真円形状にホーニング加工できる。
また、請求項6に記載の発明では、押圧支持手段を構成する押圧支持手段がその支持面をシリンダライナ部の外周面に面接触させた状態において、前記支持面がシリンダライナ部の外周面を径方向内側へ押圧支持した状態に押圧支持状態保持部材により保持される。即ち、実際にシリンダヘッドをボルト締結によりシリンダブロック上に組付固定した場合におけるシリンダライナ部と同様の外周面形状(非真円形状の面形状)を保持するようにシリンダボア内周面をホーニング加工されているシリンダライナ部の外周面を径方向内側への押圧負荷を伴って支持する。そのため、シリンダライナ部は、たとえホーニング加工中に径方向外側への押し付け力が作用したとしても、実際にシリンダヘッドがボルト締結によりシリンダブロック上に組付固定された場合と同様の変形状態を保持する。従って、組付後におけるシリンダボアの内周面全域に亘る真円度を前記押圧支持部材及び押圧支持状態保持部材からなる簡易構成の押圧支持手段を備えることにより、コスト低減を図りつつ確実に向上することができる。
また、請求項7に記載の発明では、シリンダブロックが内周ブロックと外周ブロックに分割されており、ホーニング加工されるシリンダボアは内周ブロックに形成されているため、ホーニング加工位置には内周ブロックのみを配置すればよい。従って、ホーニング加工装置の規模を小さなものにでき、ホーニング加工に係る装置コストを低減できる。
以下、本発明を水冷式エンジンの分割型シリンダブロックにおけるシリンダボア内周面のホーニング加工方法及びそのホーニング加工装置に具体化した一実施形態を図1〜図6に従って説明する。
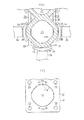
まず、本実施形態におけるシリンダブロック10について説明する。
図1(a)(b)及び図2に示すように、シリンダブロック10は、複数(本実施形態では4つ)のシリンダボア11が形成された内周ブロック12と、当該内周ブロック12が上方から挿入組み付けされる外周ブロック13とに分割された分割型シリンダブロックとして構成されている。内周ブロック12を外周ブロック13に挿入組み付けした状態では、図2に示すように、その内周ブロック12上にシリンダヘッド14がシリンダヘッドガスケット15を介して載置される。その際、シリンダヘッドガスケット15は、内周ブロック12の上端面12aとシリンダヘッド14の底面14aとの間にシリンダボア11の周縁に沿うように介在される。そして、その状態において、前記シリンダヘッド14はボルト16によりシリンダブロック10上に締結される。すると、シリンダボア11の周囲に冷却水が流通するウォータージャケット17を有してなる水冷式エンジン18の本体部が組み立てられる。
図1(a)(b)及び図2に示すように、シリンダブロック10は、複数(本実施形態では4つ)のシリンダボア11が形成された内周ブロック12と、当該内周ブロック12が上方から挿入組み付けされる外周ブロック13とに分割された分割型シリンダブロックとして構成されている。内周ブロック12を外周ブロック13に挿入組み付けした状態では、図2に示すように、その内周ブロック12上にシリンダヘッド14がシリンダヘッドガスケット15を介して載置される。その際、シリンダヘッドガスケット15は、内周ブロック12の上端面12aとシリンダヘッド14の底面14aとの間にシリンダボア11の周縁に沿うように介在される。そして、その状態において、前記シリンダヘッド14はボルト16によりシリンダブロック10上に締結される。すると、シリンダボア11の周囲に冷却水が流通するウォータージャケット17を有してなる水冷式エンジン18の本体部が組み立てられる。
前記内周ブロック12の上部には、シリンダヘッド14の載置部となるアッパデッキ部19が形成されている。アッパデッキ部19には、前記ボルト16を挿通するためのボルト挿通孔20が形成される他、オイル孔21、ブローバイガス孔22、冷却水孔23等が形成されている。アッパデッキ部19の下側には前記シリンダボア11の周壁となるシリンダライナ部24が形成されている。シリンダライナ部24は、各気筒のシリンダライナとなる4つの円筒体を連続して繋げた形状に形成されており、それら各円筒体の外面にて形成されるシリンダライナ部24の外周面25は前記ウォータージャケット17に対する内周側壁面を構成する。
前記外周ブロック13の下部には、側面視略スカート形状をなすクランクケース部28が形成されている。クランクケース部28の上側には、前記内周ブロック12のシリンダライナ部24が上方から挿入組み付けされるシリンダ外壁部29が形成されている。シリンダ外壁部29の内周面30は、当該内周面30が対向する前記シリンダライナ部24の外周面25に対応した略環状をなすように形成されており、前記ウォータージャケット17に対する外周側壁面を構成する。また、シリンダ外壁部29にはウォータージャケット17に連通する冷却水口29aが側面に形成される他、図示は省略するが、内周ブロック12のアッパデッキ部19に形成された前記ボルト挿通孔20、オイル孔21、ブローバイガス孔22と各々対応する位置に、ボルト締結穴、オイル通路、ブローバイガス通路が形成されている。
次に、本実施形態におけるホーニング加工装置31について説明する。
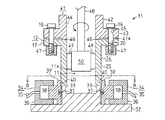
図3及び図4に示すように、ホーニング加工装置31は、長矩形状をなすベース32を備えており、ベース32上には内周ブロック12を載置可能な左右一対の台座33が他のベース32上面部分よりも嵩高となるように形成されている。台座33は、その上面がホーニング加工位置とされるものであり、左右両台座33の各外側面間の幅寸法(図3,図4において左右方向の外側面間寸法)は、シリンダライナ部24の外周面25の直径より小さく形成されている。即ち、この台座(ホーニング加工位置)33上にシリンダライナ部24が載置状態で配置された際、シリンダライナ部24は、その外周面25の近傍部分が台座33の縁角部よりも外側へ少し張り出した状態となる。
図3及び図4に示すように、ホーニング加工装置31は、長矩形状をなすベース32を備えており、ベース32上には内周ブロック12を載置可能な左右一対の台座33が他のベース32上面部分よりも嵩高となるように形成されている。台座33は、その上面がホーニング加工位置とされるものであり、左右両台座33の各外側面間の幅寸法(図3,図4において左右方向の外側面間寸法)は、シリンダライナ部24の外周面25の直径より小さく形成されている。即ち、この台座(ホーニング加工位置)33上にシリンダライナ部24が載置状態で配置された際、シリンダライナ部24は、その外周面25の近傍部分が台座33の縁角部よりも外側へ少し張り出した状態となる。
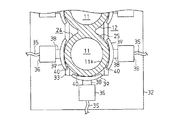
また、前記ベース32上において、台座33を挟んで互いに対向する各位置には、押圧支持手段として機能する油圧シリンダ34が配設されている。油圧シリンダ34は、図示しない油圧源から配管35を介して作動油が供給されるシリンダ本体36を備えており、シリンダ本体36には前記台座33の側面との間にコイルスプリング37を介在させたピストン38が軸方向移動可能に設けられている。即ち、前記配管35から作動油がシリンダ本体36内に供給されると、ピストン38がコイルスプリング37の付勢力に抗して台座33の方向へ前進し、当該台座33上に載置されているシリンダライナ部24の外周面25を径方向内側への押圧負荷を伴って押圧支持するようになっている。
前記ピストン38は、シリンダライナ部24の外周面25に沿うように平面視略円弧状をなす支持部39を前端側に有しており、当該支持部39の前面で構成される支持面40はシリンダライナ部24(シリンダボア11)が真円形状から非真円形状に変形した場合の当該シリンダライナ部24の外周面25に対応した面形状に形成されている。具体的には、シリンダブロック10上にシリンダヘッド14が実際にシリンダヘッドガスケット15を介在させた状態でボルト16の締結力により組付固定された場合において当該ボルト締結に基づく荷重を受けて変形した状態にあるシリンダライナ部24の外周面25と対応する面形状に形成されている(図5(a)参照)。そして、本実施形態では、前記シリンダライナ部24の外周面25に面接触可能な支持面40を有するピストン38が押圧支持部材として機能すると共に、シリンダ本体36と当該シリンダ本体36に作動油を供給する配管35とが押圧支持状態保持部材として機能する構成とされている。
また、ホーニング加工装置31は、内周ブロック12の上端面12aに載置可能に形成されたダミーヘッド41を備えている。このダミーヘッド41は、図4に断面図示されているシリンダライナ部24と略対応した形状をなす周壁部42と、当該周壁部42の下部から径方向外側へ一体形成されたフランジ部43とを備えている。周壁部42の内周側には内周ブロック12のシリンダボア11と略同径の工具挿通孔44が形成されると共に、フランジ部43には内周ブロック12側のアッパデッキ部19に形成されたボルト挿通孔20と対応する位置に同様のボルト挿通孔45が形成されている。
また、前記ダミーヘッド41において内周ブロック12の上端面12aと対面することになる底面41aには、断面形状がシリンダヘッドガスケット15に相当する凸形状の押圧部46が形成されている。即ち、ダミーヘッド41は、フランジ部43のボルト挿通孔45を内周ブロック12側のアッパデッキ部19のボルト挿通孔20に位置合せした状態で内周ブロック12の上端面12a上に載置された場合、前記押圧部46がシリンダボア11の周縁部分に当接するように構成されている。そして、その状態において、図3に示すように、両ボルト挿通孔20,45に挿通されたボルト16がナット47により締付けされると、そのボルト締結によって内周ブロック12(シリンダブロック10)の上端面12aには前記押圧部46からシリンダライナ部24(及びシリンダボア11)を真円形状から非真円形状に変形させ得る押圧負荷が加えられるようになっている。従って、本実施形態では、前記凸形状の押圧部46を有するダミーヘッド41が押圧負荷部材として機能すると共に、このダミーヘッド41を押圧部46がシリンダボア11の周縁部分に当接した状態において内周ブロック12にボルト締結するボルト16とナット47とが押圧負荷状態保持手段として機能する構成とされている。そして、これらダミーヘッド41とボルト16及びナット47により押圧負荷手段が構成されている。
さらに、本実施形態のホーニング加工装置31は、前記工具挿通孔44内を上下方向へ移動自在な回転軸48を備えており、回転軸48の下端部には砥石49を外周面に環状に配置したホーニングヘッド50が設けられている。本実施形態では、前記回転軸48と砥石49及びホーニングヘッド50によりホーニング手段が構成されている。そして、図示しない駆動源からの回転駆動力に基づき回転軸48が回転することにより、前記台座33上のホーニング加工位置に配置された内周ブロック12におけるシリンダボア11の内周面11aが真円形状にホーニング加工されるようになっている。
そこで次に、上記のように構成されたホーニング加工装置31を使用して内周ブロック12のシリンダボア11の内周面11aをホーニング加工する方法、及びその際の作用について説明する。
さて、上記のホーニング加工を行う際には、図3に示すように、まず内周ブロック12が台座33上(ホーニング加工位置)にシリンダライナ部24の下端面を当接させた状態に配置される。なお、その際、油圧シリンダ34のピストン38はコイルスプリング37の付勢力によりシリンダ本体36内に後退した位置状態にある。次に、内周ブロック12のアッパデッキ部19上(即ち、内周ブロック12の上端面12a上)にダミーヘッド41が押圧部46をシリンダボア11の周縁部分に当接させた状態で載置される。そして、ダミーヘッド41におけるフランジ部43のボルト挿通孔45と内周ブロック12におけるアッパデッキ部19のボルト挿通孔20にボルト16が挿通され、そのボルト16の下端部にナット47が螺着される。即ち、このナット47の螺着に基づきダミーヘッド41が内周ブロック12上にボルト締結にて組付固定される。
すると、このボルト締結に伴い内周ブロック12の上端面12aには、実際にシリンダヘッド14をシリンダヘッドガスケット15を介在させてボルト締結された場合に加わる荷重相当の押圧負荷がダミーヘッド41側から加えられる。そのため、内周ブロック12は、その押圧負荷を受けてシリンダライナ部24(及びシリンダボア11)が真円形状から非真円形状に変形する。そして、その状態において、油圧シリンダ34のシリンダ本体36内に配管35を介して作動油が供給されると、その油圧を受けてピストン38が前進し、その支持面40がシリンダライナ部24の下端部の外周面25を押圧する。即ち、非真円形状に変形したシリンダライナ部24の外周面25にピストン38の支持面40が面接触し、シリンダライナ部24の外周面25を径方向内側へ押圧支持した状態となる(図5(a)参照)。そのため、前記シリンダライナ部24の外周面25に押圧支持状態にて面接触することになるピストン38の支持面40は、その押圧面性状(プロフィール)が平面視において真円形状に沿う円弧の面性状ではなく非真円形状に沿う非円弧の面性状に予めプロフィール加工されている。
そして次に、その状態においてシリンダボア11の内周面11aが回転軸48の回転駆動に基づきホーニングヘッド50に設けられた砥石49により真円形状にホーニング加工される(図5(b)参照)。その際、砥石49からシリンダライナ部24に対し径方向外側への押し付け力が作用するが、シリンダライナ部24の外周面25はピストン38の支持面40が面接触して径方向内側へ押圧支持しているため、シリンダライナ部24がホーニング加工中に径方向外側へ前記押し付け力を受けて歪み変形することはない。そして、シリンダボア11の内周面11a全域が砥石49により真円形状にホーニング加工されると、油圧シリンダ34においてシリンダ本体36への作動油供給が停止される。
すると、ピストン38がコイルスプリング37の付勢力でシリンダ本体36側へ後退移動させられ、ピストン38の支持面40がシリンダライナ部24の外周面25から離間する。また、それと平行して、ダミーヘッド41を内周ブロック12の上端面12aに組付固定していたボルト16がそのボルト締結状態を解除される。すると、そのボルト締結状態の解除に伴い、内周ブロック12のシリンダライナ部24(及びシリンダボア11)が元の形状に復元するように変形する。即ち、図6(a)に示すように、ダミーヘッド41からの押圧負荷を受けて径方向内側へ変形していた部分は径方向外側へ変形し、その逆に径方向外側へ変形していた部分は径方向内側へ変形する。従って、真円形状にホーニング加工されたシリンダボア11の内周面11aは断面形状が非真円形状に変形する。
そして、このようにホーニング加工がなされた後の内周ブロック12を外周ブロック13に挿入組付けした状態において、その内周ブロック12の上端面12aにシリンダヘッド14がシリンダヘッドガスケット15を介在させた状態でボルト締結により組付固定される。すると、その際のボルト締結による荷重が内周ブロック12の上端面12aにシリンダヘッドガスケット15を介在させたことによる面圧を加味した状態で加わり、内周ブロック12のシリンダライナ部24(及びシリンダボア11)を変形させる。即ち、図6(b)に実線で示すように、復元により非真円形状になっていたシリンダボア11の内周面11aは、実際のシリンダヘッド14の組付固定に伴う荷重により、図6(b)に二点鎖線で示すように真円形状に変形する。従って、シリンダヘッド14の組付固定状態においてシリンダボア11の真円度が確保される。
上記実施形態のホーニング加工装置31を使用したシリンダボア11の内周面11aのホーニング加工方法によれば、以下のような効果を得ることができる。
(1)シリンダヘッドガスケット15を介在させた実際上のシリンダヘッド14の組付固定時におけるボルト締結での荷重に相当する押圧負荷を押圧部46が形成されたダミーヘッド41の組付固定により内周ブロック12に加えた状態でシリンダボア11の内周面11aをホーニング加工するようにした。即ち、実際上のシリンダヘッド14の組付固定時と同一条件の下でシリンダボア11の内周面11aが真円形状にホーニング加工されるようにした。従って、ホーニング加工された後の内周ブロック12の上端面12aにシリンダヘッド14をシリンダヘッドガスケット15を介在させた状態でボルト締結により組付固定した際におけるシリンダボア11の真円度を良好に確保することができる。
(1)シリンダヘッドガスケット15を介在させた実際上のシリンダヘッド14の組付固定時におけるボルト締結での荷重に相当する押圧負荷を押圧部46が形成されたダミーヘッド41の組付固定により内周ブロック12に加えた状態でシリンダボア11の内周面11aをホーニング加工するようにした。即ち、実際上のシリンダヘッド14の組付固定時と同一条件の下でシリンダボア11の内周面11aが真円形状にホーニング加工されるようにした。従って、ホーニング加工された後の内周ブロック12の上端面12aにシリンダヘッド14をシリンダヘッドガスケット15を介在させた状態でボルト締結により組付固定した際におけるシリンダボア11の真円度を良好に確保することができる。
(2)また、ホーニング加工時には、径方向外側へ歪み変形し易いシリンダライナ部24の外周面25がピストン38の支持面40により面接触状態で径方向内側へ押圧支持される。そのため、無用な歪み変形のない状態に保持されたシリンダライナ部24(及びシリンダボア11)に対しホーニング加工がなされるようになり、シリンダボア11の内周面11aを真円形状にホーニング加工する場合の加工精度が良好に確保される。従って、実際にシリンダヘッド14を組付固定した場合において、シリンダボア11の内周面11a全域に亘る真円度を確実に向上することができる。
(3)また、ホーニング加工時に内周ブロック12の上端面12aに対して実際のシリンダヘッド14のボルト締結時における荷重相当の押圧負荷を加えるための構成が、断面形状がシリンダヘッドガスケット15に相当する押圧部46を有するダミーヘッド41等で構成された簡易なものとされている。従って、ホーニング加工装置31及びホーニング加工作業に関わるコスト低減を図りつつ、シリンダボア11の内周面11aを所望通りに真円形状にホーニング加工することができる。
(4)また、シリンダボア11の内周面11aを真円形状にホーニング加工する場合の加工精度向上のための構成が、ボルト締結荷重(=押圧負荷)を受けて非真円形状に変形した状態にあるシリンダライナ部24の外周面に対応した面形状の支持面40を有するピストン38等で構成された簡易なものとされている。従って、ホーニング加工装置31及びホーニング加工作業に関わるコスト低減を図りつつ、シリンダボア11の内周面11a全域に亘る真円度を確実に向上することができる。
(5)また、シリンダボア11の内周面11aをホーニング加工する際には、ホーニング加工位置とされる台座33上に内周ブロック12のみを配置すればよいため、装置構成を小型化・小規模にすることができ、ホーニング加工に係る装置コストを低減できる。
(6)加えて、押圧負荷部材となるダミーヘッド41は、内周ブロック12の上端面12aに押圧部46を当接させた状態で下方へ押圧負荷をかける構成であるため、オープンデッキ構造及びクローズデッキ構造のいずれのタイプのシリンダブロックにも適用することができる。
なお、上記実施形態は以下のように別の実施形態(別例)に変更してもよい。
・ 上記実施形態では、ウォータージャケット17が内周ブロック12のアッパデッキ部19により上面側を閉塞された所謂クローズデッキ構造のシリンダブロック10におけるシリンダボア11の内周面11aをホーニング加工していた。しかし、内周ブロック12のシリンダライナ部24の下端部が外周ブロック13のシリンダ外壁部29の下端部と一体結合されたシリンダブロックであってオープンデッキ構造のシリンダブロックにおけるシリンダボアの内周面をホーニング加工するものであってもよい。その場合には、シリンダボアの周壁を構成するシリンダライナ部の上端面にダミーヘッド41の押圧部46が当接させられた状態において押圧負荷が加えられ、ピストン38によるシリンダライナ部の外周面に対する径方向内側への押圧支持は行われない。
・ 上記実施形態では、ウォータージャケット17が内周ブロック12のアッパデッキ部19により上面側を閉塞された所謂クローズデッキ構造のシリンダブロック10におけるシリンダボア11の内周面11aをホーニング加工していた。しかし、内周ブロック12のシリンダライナ部24の下端部が外周ブロック13のシリンダ外壁部29の下端部と一体結合されたシリンダブロックであってオープンデッキ構造のシリンダブロックにおけるシリンダボアの内周面をホーニング加工するものであってもよい。その場合には、シリンダボアの周壁を構成するシリンダライナ部の上端面にダミーヘッド41の押圧部46が当接させられた状態において押圧負荷が加えられ、ピストン38によるシリンダライナ部の外周面に対する径方向内側への押圧支持は行われない。
・ 上記実施形態においてシリンダライナ部24の外周面25を径方向内側へ押圧支持するピストン38(及び油圧シリンダ34)の個数は、必要に応じて任意の個数に設計変更することが可能である。
・ 上記実施形態において、押圧支持手段として機能する油圧シリンダ34は必ずしも設けられていなくてよい。また、油圧シリンダ34に置換して空圧シリンダ等の他の流体圧シリンダにより押圧支持手段を構成してもよい。
・ 上記実施形態では、押圧負荷部材とされるダミーヘッド41は、その押圧部46を介して内周ブロック12の上端面12aに実際のボルト締結時の荷重に相当する押圧負荷を加えられるものならば、必ずしもボルト16とナット47とからなる押圧負荷状態保持部材を使用したボルト締結により内周ブロック12に組付固定されなくてよい。例えば、押圧部46を内周ブロック12の上端面12aに当接させた状態において、ダミーヘッド41を上方から下方へプレス装置で押圧するようにしてもよい。
・ 上記実施形態において、押圧負荷手段の構成を、ダミーヘッド41とボルト16及びナット47からなる構成に置換して、前記押圧部46に相当する凸部を有するクランプ部材により構成し、このクランプ部材が内周ブロック12のアッパデッキ部19をクランプした際に押圧部46がシリンダボア11の周縁部分に当接するようにしてもよい。
10…分割型シリンダブロック、11…シリンダボア、11a…シリンダボアの内周面、12…内周ブロック、12a…上端面、13…外周ブロック、14…シリンダヘッド、15…シリンダヘッドガスケット、16…ボルト(押圧負荷状態保持部材)、19…アッパデッキ部、24…シリンダライナ部、25…シリンダライナ部の外周面、29…シリンダ外壁部、31…ホーニング加工装置、34…油圧シリンダ(押圧支持手段)、35…配管(押圧支持状態保持部材)、36…シリンダ本体(押圧支持状態保持部材)、38…ピストン(押圧支持部材)、40…支持面、41…ダミーヘッド(押圧負荷手段、押圧負荷部材)、46…押圧部、47…ナット(押圧負荷状態保持部材)。
Claims (7)
- シリンダブロックに形成されたシリンダボアの内周面にホーニング加工を行うに際して、前記シリンダブロック上にシリンダヘッドがシリンダヘッドガスケットをシリンダボアの周縁に沿うように介在させた状態でボルト締結により組付固定された際に前記シリンダブロックの上端面に加わる荷重相当の押圧負荷をホーニング加工位置に配置した前記シリンダブロックの上端面に加えた状態とし、その状態においてシリンダボアの内周面全域を当該シリンダボアの断面形状が真円形状となるようにホーニング加工するシリンダボア内周面のホーニング加工方法。
- 前記ホーニング加工を行うに際しては、前記シリンダブロックにおいてシリンダボアの周壁となるシリンダライナ部の外周面を径方向内側への押圧負荷を伴って支持するようにした請求項1に記載のシリンダボア内周面のホーニング加工方法。
- シリンダブロックに形成されたシリンダボアの内周面をホーニング加工するシリンダボア内周面のホーニング加工装置において、
前記シリンダブロック上にシリンダヘッドがシリンダヘッドガスケットをシリンダボアの周縁に沿うように介在させた状態でボルト締結により組付固定された際に前記シリンダブロックの上端面に加わる荷重相当の押圧負荷をホーニング加工位置に配置した前記シリンダブロックの上端面に加えるための押圧負荷手段と、
前記押圧負荷手段によりシリンダブロックの上端面に前記押圧負荷が加えられた状態においてシリンダボアの内周面全域を当該シリンダボアの断面形状が真円形状となるようにホーニング加工するホーニング手段と
を備えたシリンダボア内周面のホーニング加工装置。 - 前記押圧負荷手段は、断面形状が前記シリンダヘッドガスケットに相当する凸形状の押圧部を有する押圧負荷部材と、当該押圧負荷部材を前記押圧部がシリンダブロックの上端面のうちシリンダボアの周縁部分に当接してシリンダブロックの上端面に前記荷重相当の押圧負荷を加えた状態に保持するための押圧負荷状態保持部材とを備えている請求項3に記載のシリンダボア内周面のホーニング加工装置。
- 前記シリンダブロックにおいてシリンダボアの周壁となるシリンダライナ部の外周面を径方向内側への押圧負荷を伴って押圧支持するための押圧支持手段を更に備えた請求項3又は請求項4に記載のシリンダボア内周面のホーニング加工装置。
- 前記押圧支持手段は、前記押圧負荷手段により上端面に前記押圧負荷が加えられた状態にあるシリンダブロックにおけるシリンダライナ部の外周面に対応した面形状の支持面を有する押圧支持部材と、当該押圧支持部材を前記支持面がシリンダライナ部の外周面に面接触して当該シリンダライナ部の外周面を径方向内側へ押圧支持した状態に保持するための押圧支持状態保持部材とを備えている請求項5に記載のシリンダボア内周面のホーニング加工装置。
- 前記シリンダブロックは、シリンダヘッドを載置支持するためのアッパデッキ部が形成された内周ブロックと、当該内周ブロックが上方から挿入組み付けされるシリンダ外壁部が形成された外周ブロックとに分割されており、ホーニング加工時には、内周ブロックのみが前記ホーニング加工位置に配置される請求項3〜請求項6のうち何れか一項に記載のシリンダボア内周面のホーニング加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004007134A JP2005199378A (ja) | 2004-01-14 | 2004-01-14 | シリンダボア内周面のホーニング加工方法、及びシリンダボア内周面のホーニング加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004007134A JP2005199378A (ja) | 2004-01-14 | 2004-01-14 | シリンダボア内周面のホーニング加工方法、及びシリンダボア内周面のホーニング加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005199378A true JP2005199378A (ja) | 2005-07-28 |
Family
ID=34820880
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004007134A Pending JP2005199378A (ja) | 2004-01-14 | 2004-01-14 | シリンダボア内周面のホーニング加工方法、及びシリンダボア内周面のホーニング加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005199378A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007224842A (ja) * | 2006-02-24 | 2007-09-06 | Toyota Motor Corp | シリンダブロック製造方法、及びシリンダブロック |
| WO2008044719A1 (en) * | 2006-10-06 | 2008-04-17 | Toyota Jidosha Kabushiki Kaisha | Jig and method for processing cylinder block |
| WO2008102858A1 (ja) * | 2007-02-22 | 2008-08-28 | Toyota Jidosha Kabushiki Kaisha | シリンダブロックの加工方法、加工用治具、およびシリンダブロック |
| WO2008117662A1 (ja) * | 2007-03-27 | 2008-10-02 | Toyota Jidosha Kabushiki Kaisha | シリンダブロックの加工用治具および加工方法 |
| CN104339262A (zh) * | 2014-10-13 | 2015-02-11 | 广东美芝制冷设备有限公司 | 活塞内径加工工装 |
| JP2015142956A (ja) * | 2013-12-25 | 2015-08-06 | 住友重機械工業株式会社 | 遊星歯車装置およびその内歯歯車の製造方法 |
| CN115319616A (zh) * | 2022-02-22 | 2022-11-11 | 陕西北方动力有限责任公司 | 一种砂磨工具及砂磨方法 |
| CN117340772A (zh) * | 2023-11-09 | 2024-01-05 | 江苏米莫金属股份有限公司 | 一种汽车缸体珩磨装置 |
-
2004
- 2004-01-14 JP JP2004007134A patent/JP2005199378A/ja active Pending
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007224842A (ja) * | 2006-02-24 | 2007-09-06 | Toyota Motor Corp | シリンダブロック製造方法、及びシリンダブロック |
| US8033534B2 (en) | 2006-10-06 | 2011-10-11 | Toyota Jidosha Kabushiki Kaisha | Jig and method for processing cylinder block |
| WO2008044719A1 (en) * | 2006-10-06 | 2008-04-17 | Toyota Jidosha Kabushiki Kaisha | Jig and method for processing cylinder block |
| JP2008095547A (ja) * | 2006-10-06 | 2008-04-24 | Toyota Motor Corp | シリンダブロックの加工用治具及び加工方法 |
| US8347497B2 (en) | 2007-02-22 | 2013-01-08 | Toyota Jidosha Kabushiki Kaisha | Processing method, processing jig for cylinder block and the cylinder block |
| JP2008232140A (ja) * | 2007-02-22 | 2008-10-02 | Toyota Motor Corp | シリンダブロックの加工方法、加工用治具、およびシリンダブロック |
| WO2008102858A1 (ja) * | 2007-02-22 | 2008-08-28 | Toyota Jidosha Kabushiki Kaisha | シリンダブロックの加工方法、加工用治具、およびシリンダブロック |
| WO2008117662A1 (ja) * | 2007-03-27 | 2008-10-02 | Toyota Jidosha Kabushiki Kaisha | シリンダブロックの加工用治具および加工方法 |
| JP2008238339A (ja) * | 2007-03-27 | 2008-10-09 | Toyota Motor Corp | シリンダブロックの加工用治具および加工方法 |
| US8047515B2 (en) | 2007-03-27 | 2011-11-01 | Toyota Jidosha Kabushiki Kaisha | Jig and method for processing cylinder block |
| JP2015142956A (ja) * | 2013-12-25 | 2015-08-06 | 住友重機械工業株式会社 | 遊星歯車装置およびその内歯歯車の製造方法 |
| CN104339262A (zh) * | 2014-10-13 | 2015-02-11 | 广东美芝制冷设备有限公司 | 活塞内径加工工装 |
| CN115319616A (zh) * | 2022-02-22 | 2022-11-11 | 陕西北方动力有限责任公司 | 一种砂磨工具及砂磨方法 |
| CN117340772A (zh) * | 2023-11-09 | 2024-01-05 | 江苏米莫金属股份有限公司 | 一种汽车缸体珩磨装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8047515B2 (en) | Jig and method for processing cylinder block | |
| US5666725A (en) | Engine remanufacture by adhesively retained cylinder liners | |
| JP4731665B2 (ja) | 工作機械の回転または旋回装置 | |
| CN105945616A (zh) | 一种转向节轴承孔的加工工装和加工方法 | |
| US20020067067A1 (en) | Wheel hub fixture assembly and method of finishing same | |
| US6708589B2 (en) | Brake rotor assembly and method for making same | |
| JP2005199378A (ja) | シリンダボア内周面のホーニング加工方法、及びシリンダボア内周面のホーニング加工装置 | |
| CN110125705B (zh) | 船用低速柴油机气缸盖斜孔钻削夹具 | |
| JP4518059B2 (ja) | シリンダブロックの加工用治具及び加工方法 | |
| CN101578444B (zh) | 气缸体的加工方法、加工用夹具以及气缸体 | |
| JP2016524110A (ja) | 予圧の調整のためのストロークの隙間及びシーリング材の弾性変形を用いた軸受の可変予圧システム | |
| JP2009190114A (ja) | シリンダブロックの加工用治具および加工方法 | |
| JP5446099B2 (ja) | エンジン用シリンダの加工方法と加工装置 | |
| JP2012035366A (ja) | シリンダブロックの加工用治具および加工方法 | |
| JP2000271853A (ja) | シリンダブロックのホーニング方法およびホーニング装置 | |
| KR100618263B1 (ko) | 로터리 테이블의 클램핑장치 | |
| JP4404058B2 (ja) | シリンダライナ、シリンダブロック、及びシリンダブロックの製造方法、及びエンジン構造 | |
| JP2008062308A (ja) | シリンダブロックのホーニング加工方法及びその装置 | |
| JP3106793B2 (ja) | シリンダボアの加工方法及びその加工方法に用いるシリンダボアの変形防止装置 | |
| JP2012057481A (ja) | シリンダブロックの加工用治具および加工方法 | |
| JP4577234B2 (ja) | シリンダブロック製造方法、及びシリンダブロック | |
| JP2010046759A (ja) | シリンダブロックの加工方法および加工用治具 | |
| JP2008298053A (ja) | シリンダブロックの加工方法及び加工用治具 | |
| KR102681781B1 (ko) | 보어 클램퍼 | |
| CN121870498A (zh) | 一种具有弧面的工件的夹持设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20061207 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20080811 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080819 |
|
| A02 | Decision of refusal |
Effective date: 20081216 Free format text: JAPANESE INTERMEDIATE CODE: A02 |