JP2005227702A - 水中吸音材およびその製造方法 - Google Patents
水中吸音材およびその製造方法 Download PDFInfo
- Publication number
- JP2005227702A JP2005227702A JP2004038555A JP2004038555A JP2005227702A JP 2005227702 A JP2005227702 A JP 2005227702A JP 2004038555 A JP2004038555 A JP 2004038555A JP 2004038555 A JP2004038555 A JP 2004038555A JP 2005227702 A JP2005227702 A JP 2005227702A
- Authority
- JP
- Japan
- Prior art keywords
- rubber
- adhesive
- absorbing material
- underwater sound
- sound absorbing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000011358 absorbing material Substances 0.000 title claims abstract description 70
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 32
- 229920001971 elastomer Polymers 0.000 claims abstract description 152
- 239000005060 rubber Substances 0.000 claims abstract description 152
- 239000000853 adhesive Substances 0.000 claims abstract description 89
- 230000001070 adhesive effect Effects 0.000 claims abstract description 88
- 239000000463 material Substances 0.000 claims abstract description 16
- 239000011148 porous material Substances 0.000 claims description 35
- 238000010030 laminating Methods 0.000 claims description 5
- 239000003822 epoxy resin Substances 0.000 claims description 4
- 229920000647 polyepoxide Polymers 0.000 claims description 4
- 230000007774 longterm Effects 0.000 abstract description 5
- 239000010410 layer Substances 0.000 description 42
- 229920001084 poly(chloroprene) Polymers 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 150000001875 compounds Chemical class 0.000 description 6
- 238000005187 foaming Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 4
- 239000004088 foaming agent Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000004073 vulcanization Methods 0.000 description 4
- 238000001723 curing Methods 0.000 description 3
- 238000000354 decomposition reaction Methods 0.000 description 3
- 239000011810 insulating material Substances 0.000 description 3
- 229920000459 Nitrile rubber Polymers 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 239000012814 acoustic material Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000004005 microsphere Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
Images





Landscapes
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Abstract
【課題】ゴムスラブの接着面またはゴムスラブにより形成したゴムシートの接着面に接着剤を介在させて構成することにより気孔部の潰れを防止し、吸音性能の長期安定性及び耐久性の向上を図ることが出来る水中吸音材及びその製造方法を提供する。
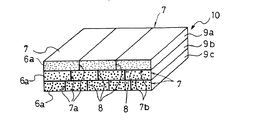
【解決手段】水中吸音材10の製造方法としては、多数の気孔6aを有するブロック状のゴムスラブ7を幅Lを異ならせて複数個ずつ形成する。3枚のゴムスラブ側面の接着面7a同士を接着剤8により貼合わせて上層となる一層目のゴムシート9aを形成し、また幅の異なる4枚のゴムスラブ7の側面の接着面7a同士を接着剤8により貼合わせて中層となる二層目のゴムシート9bを形成し、更に幅の異なる5枚のゴムスラブ7の側面の接着面7a同士を接着剤8により貼合わせて下層となる三層目のゴムシート9cを形成する。【選択図】 図1
【解決手段】水中吸音材10の製造方法としては、多数の気孔6aを有するブロック状のゴムスラブ7を幅Lを異ならせて複数個ずつ形成する。3枚のゴムスラブ側面の接着面7a同士を接着剤8により貼合わせて上層となる一層目のゴムシート9aを形成し、また幅の異なる4枚のゴムスラブ7の側面の接着面7a同士を接着剤8により貼合わせて中層となる二層目のゴムシート9bを形成し、更に幅の異なる5枚のゴムスラブ7の側面の接着面7a同士を接着剤8により貼合わせて下層となる三層目のゴムシート9cを形成する。【選択図】 図1
Description
この発明は水中吸音材およびその製造方法に係わり、更に詳しくは、水圧による気孔部の潰れを防止して、吸音性能の長期安定化、及び耐久性の向上を図る水中吸音材およびその製造方法に関するものである。
一般に、水中で使用される水中吸音材には、水中の音波を遮断して反射させる遮音材と水中の音波を吸収して反射波を減衰させる吸音材とが知られている。前者の遮音材は、水の音響インピーダンスと不整合な物質を具備することにより水中の音波を遮断するもので、また後者の吸音材は、水の音響インピーダンスと整合する物質を具備することにより水中の音波を吸収するものである。
上述した水の音響インピーダンスと整合、或いは不整合である物質としては、従来から空気が用いられている。この空気の量を調整することにより、遮音材、或いは吸音材として使用している。
ところで、従来の水中吸音材1の構成としては、例えば図9に示すように、多数の気孔6を有する平板状に形成さたゴムシート2、3、4を接着剤5を介して積層して形成され、これらのゴムシート2、3、4の気孔6の占有率は上層から下層に向かって増加しており、気孔6は空気が封入された状態になっている。
ゴム状弾性体の内部に空間を有する構造の水中吸音体において、凹部もしくは、内部に空間を有するゴム状弾性体からなる板を複数枚積層した水中吸音体も知られている(例えば、特許文献1参照)。
上記のような水中吸音材1の製造方法は、気孔6の占有率が異なる3種類のゴムシート2,3,4を製作するために発泡倍率の異なる3種類の発泡剤入りゴム材をモールド内で発泡させて加硫成形し、これら3種類のゴムシートをゴム系接着剤(例えば、クロロプレンゴム系接着剤等)を介して積層して一体化させて構成するものである。
然しながら、上述した水中吸音材にあっては、通常のゴム硬さ(Hs:50〜60)では、深深度域では高水圧のため気泡が潰れて遮音性能、或いは吸音性能等の音響性能を維持することが出来ず、耐久性に劣ると言う問題があった。
また、前記水中音響材を製造する方法の場合には、有機溶剤にゴムを溶解させたゴム系の接着剤を用いているので、製造工程が煩雑であり、作業性及び生産性が悪いと言う問題があった。
特開昭59−199238号公報
この発明はかかる従来の問題点に着目し、ブロック状に形成したゴムスラブの接着面またはゴムスラブにより形成したゴムシートの接着面に接着剤を介在させて構成することにより気孔部の潰れを防止し、これにより吸音性能の長期安定性及び耐久性の向上を図ることが出来る水中吸音材を提供することにある。
またこの発明の他の目的は、製造工程を容易にして作業性及び生産性を向上することが可能な水中吸音材の製造方法を提供することにある。
この発明は上記目的を達成するため、この発明の水中吸音材は、多数の気孔を有するブロック状のゴムスラブを形成し、このゴムスラブ同士を接着剤により貼合わせて複数枚のゴムシートまたは複数個のゴムブロックを形成し、この複数枚のゴムシート同士または複数個のゴムブロック同士を接着剤により貼合わせて構成したことを要旨とするものである。
前記接着剤の硬化後の引張り弾性率が、前記ゴムシートまたはゴムブロックの引張り弾性率より高いものを使用することを要旨とするものである。また、前記接着剤の主材として、エポキシ樹脂を使用するものである。
更に、ゴムスラブ内に形成する気孔の容積を、水中吸音材の上層から下層に向かって除々に大きくなるように変化させて構成するものである。
このように構成することで、気孔部の潰れを防止して吸音性能の長期安定化及び耐久性の向上を図ることが出来るものである。
また、この発明の水中吸音材の製造方法は、多数の気孔を有するゴムシートを複数に分割してブロック状のゴムスラブを形成し、この各ゴムスラブの接着面同士を接着剤で貼り合わせてゴムシートを形成し、このように形成した複数枚のゴムシートを接着剤を介して一体的に積層することを要旨とするものである。
また、多数の気孔を有するブロック状のゴムスラブを複数形成し、この各ゴムスラブの接着界面を接着剤で貼り合わせて複数枚のゴムシートを形成し、この各ゴムシートを接着剤を介して一体的に積層することを要旨とするものである。
前記ゴムスラブにより形成したゴムシートを、ゴムスラブの接着部の位相をずらせて接着剤を介して積層貼り合わせて製造することも可能である。
また、この発明の水中吸音材の製造方法は、多数の気孔を有するブロック状のゴムスラブを複数形成し、この各ゴムスラブの接着界面を接着剤で貼り合わせて複数枚のゴムシートを形成し、この各ゴムシートを接着剤を介して積層し、この積層体を所定幅で、かつ厚さ方向に切断して積層ブロック体を形成し、これら積層ブロック体の切断面同士を接着剤を介して貼り合わせて構成することを要旨とするものである。
このような方法により水中吸音材を製造することで、製造工程を容易にして作業性及び生産性を向上することが可能となるものである。
この発明は上記のように構成したので、以下のような優れた効果を奏するものである。(a).接着剤で接着界面層を形成することにより気孔部の潰れを防止でき、常に気孔部を完全に独立した状態に保って吸音性能の長期安定性及び耐久性の向上を図り、水中吸音材の寿命を長く保つことが出来る。
(b).製造工程を容易にすることが出来、作業性及び生産性の向上を図ることが出来る。
(b).製造工程を容易にすることが出来、作業性及び生産性の向上を図ることが出来る。
以下、添付図面に基づき、この発明の実施形態を説明する。
なお、従来例と同一構成要素は、同一符号を付して説明は省略する。
なお、従来例と同一構成要素は、同一符号を付して説明は省略する。
図1は、この発明に係る水中吸音材を構成する立方体状のゴムスラブ7の斜視図を示し、このゴムスラブ7の内部には、多数の気孔6aが形成されている。
このゴムスラブ7の製造は、ゴムスラブ7を単体で製造する方法と、多数の気孔6aを有するゴムシートを予め製造し,このゴムシートを複数に分割してブロック状のゴムスラブに形成する方法がある。
前記ゴムスラブ7に使用されるゴム材料としては、従来公知のものを使用することが可能である。例えば、クロロプレンゴム(CR)やアクリロニトリルブタジエンゴム(NBR)等である。またゴムスラブ7内に形成される気孔6aは、ゴムスラブ7の加硫成形時に、ゴム材料に混合させた発泡材により形成されるもので、その形状は略球状を成しており、また略均一の容積を有してランダムに配設される。
そして、上記のようなゴムスラブ7により水中吸音材10を製造する場合には、例えば、図2に示すようにゴムスラブ7の側面の接着面7a同士を接着剤8により貼合わせて複数枚(この実施形態は3枚)のゴムシート9a,9b,9cを形成すると共に、このゴムシート9a,9b,9cの上下の接着面7b同士を接着剤8を介して貼合わせて積層させ、図3に示すような水中吸音材10を構成するものである。
前記接着剤8の主材としては、エポキシ樹脂、ウレタン樹脂、ポリエステル樹脂等の従来公知のものを使用することが可能であり、特にエポキシ樹脂は、耐水性が優れるので好ましい。
次に、上記のようなゴムスラブ7を用いて水中吸音材10の製造方法を具体的に説明する。
まず、水中吸音材10の製造方法の第1実施形態としては、図1に示すように多数の気孔6aを有するブロック状のゴムスラブ7を幅Lを異ならせて複数個ずつ形成する。即ち、クロロプレンゴムに所定量の発泡剤(例えば、ゴム材がクロロプレンゴムを使用する場合には、マイクロスフェアー〔松本油脂(株)製〕等を用いる)を配合して所望のゴムコンパウンドを混練し、このコンパウンドを加硫モールドに入れ加硫成型して、所要の発泡倍率(例えば、7%、15%、30%)のスポンジゴムから成る複数個のゴムスラブ7を形成する。
そして、3個のゴムスラブの側面の接着面7a同士を接着剤8により貼合わせて上層となる一層目のゴムシート9aを形成し、また幅の異なる4個のゴムスラブ7の側面の接着面7a同士を接着剤8により貼合わせて中層となる二層目のゴムシート9bを形成し、更に幅の異なる5個のゴムスラブ7の側面の接着面7a同士を接着剤8により貼合わせて下層となる三層目のゴムシート9cを形成する。
即ち、上層となる一層目のゴムシート9aは、クロロプレンゴムを主材とした発泡倍率が7%のスポンジのブロック状に形成されたゴムスラブ7(厚さ30mm、幅50mm、長さ
150mm)を3個形成し、その側面の接着面7aに接着剤8を塗布して貼合わせシート状
に構成する。
150mm)を3個形成し、その側面の接着面7aに接着剤8を塗布して貼合わせシート状
に構成する。
また、中層となる二層目のゴムシート9bは、上層と同様に発泡倍率が15%のスポンジのブロック状に形成されたゴムスラブ7(厚さ30mm、幅37.5mm、長さ150mm)
を4個形成し、その側面の接着面7aに接着剤8を塗布して貼り合わせてシート状に構成する。
を4個形成し、その側面の接着面7aに接着剤8を塗布して貼り合わせてシート状に構成する。
更に、下層となる三層目のゴムシート9cは、発泡倍率が30%のスポンジのブロック状に形成されたゴムスラブ7(厚さ30mm、幅30mm、長さ150mm)を5個形成し、接
着剤8を塗布して貼り合わせてシート状に構成する。
着剤8を塗布して貼り合わせてシート状に構成する。
即ち、各層における気孔6aの大きさは、外層側となる第一層目のゴムシート9aは小さく、二層目のゴムシート9b,三層目のゴムシート9cになるに従って大きくなるように形成され、気孔6aの容積は、上層となる一層目のゴムシート9aから下層となる三層目のゴムシート9cに行くに従って順次大きくなるように形成されている。
なお、各ゴムスラブ7により形成される三層のゴムシート9a〜9c内に形成される気孔6aの容積及び間隔は、使用される音波の周波数によってそれぞれ異にするもので、ゴム材料に混合させる発泡材の量により決定される。
そして、このように構成した一層目〜三層目のゴムシート9a〜9cの上下面の接着面7bに、接着剤8を塗布して各ゴムスラブ7の接着面7aの位相をずらせて積層させ、その後、接着剤8を加熱硬化または常温硬化させることにより図3に示すような水中吸音材10を構成するのである。
前記接着面7a,7bは、水中吸音材10の幅方向及び厚さ方向の接着界面であり、この面に上記のような接着剤8を介在させて貼合わせたり、積層させて一体的に接着させることにより、複数の接着界面と、これを接着させる接着剤8により水中吸音材10の厚さ方向の圧力に対する潰れの補強効果を発揮するものである。
前記接着剤8の硬化後の引張り弾性率は、前記ゴムシート9a,9b,9cの引張り弾性率より高いものを使用することが望ましい。
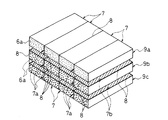
次に、図4及び図5は、水中吸音材10の製造方法の第2実施形態を示し、この実施形態は、クロロプレンゴムに所定量の発泡剤を配合して所望のゴムコンパウンドを混練し、このコンパウンドを加硫モールドに入れ加硫成型して、所要の発泡倍率(例えば、7%、15%、30%)のスポンジゴムシートを複数枚(この実施形態は3枚)製作する。
そして、この複数枚のゴムシートをそれぞれ複数個(この実施形態では4個であるが数には限定されない)に分割してブロック状のゴムスラブ7に形成し、この各ゴムスラブの側面の接着面7a同士を接着剤8で貼り合わせてゴムシート9a,9b,9cを形成する。
そして、ゴムシート9a,9b,9cの上下面の接着面7b同士を接着剤8を介して貼合わせて積層させ、図5に示すような水中吸音材10を構成するものである。なお、各ゴムシート9a,9b,9c内に形成される気孔6aの容積は、上記第1実施形態と同様であり、上層となる一層目のゴムシート9aから下層となる三層目のゴムシート9cに行くに従って順次大きくなるように形成されるが、これに限定されず、気孔6aの容積及び間隔は、使用される音波の周波数によってそれぞれ異にするもので、ゴム材料に混合させる発泡材の量により決定される。
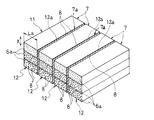
更に、図6は、水中吸音材10の製造方法の第3実施形態を示し、この実施形態は、クロロプレンゴムに所定量の発泡剤を配合して所望のゴムコンパウンドを混練し、このコンパウンドを加硫モールドに入れ加硫成型して、所要の発泡倍率(例えば、7%、15%、30%)のスポンジゴムから成る複数個のゴムスラブ7を形成する。
そして、多数の気孔6aを有するブロック状の各ゴムスラブ7の側面の接着面7aを接着剤で貼り合わせて複数枚のゴムシートを形成し、この各ゴムシートの上下面を接着剤8を介して積層し、ゴムスラブ7の積層体11を形成する。
そして、このように形成した積層体11を所定幅Laで、かつ厚さ方向(X方向)に切断して複数の積層ブロック体12を形成し、これら積層ブロック体12の切断面12a同士を接着剤8を介して貼り合わせて水中吸音材10を構成するものである。
なお、積層ブロック体12内に形成される気孔6aの容積は、上記第1実施形態及び第2実施形態と同様であり、上層から下層に行くに従って順次大きくなるように形成されるが、これに限定されず、気孔6aの容積及び間隔は、使用される音波の周波数によってそれぞれ異にするもので、ゴム材料に混合させる発泡材の量により決定される。
以上のようにこの発明は、複数のゴムスラブを組合せて、それらの接着界面に接着剤層を設けているので、深深度においてゴムシートの気泡が潰れるのを防止することができ、常に気孔を完全に独立した状態に保つことが出来る。その結果、水中吸音材10の音響性能の長期安定及び耐久性の向上を図ることが出来る。
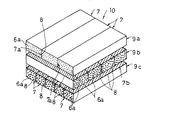
次に図7は、水中吸音材10の製造方法の第4実施形態を示し、ゴムスラブ7の側面の接着面7a同士を接着剤8により貼合わせて複数枚(この実施形態は3枚)のゴムシート9a,9b,9cを形成すると共に、このゴムシート9a,9cと、その間に介在させるゴムシート9bとを直交する向きに位相をずらせて配設し、その上下の接着面7b同士を接着剤8を介して貼合わせて積層させ水中吸音材10を試作し、この水中吸音材10により行った音響性能(反射低減ER〔エコーリダクション〕)測定試験について説明する。
クロロプレンゴムを主材とした発泡倍率が7%のスポンジゴムシートの上層(第一層目)と、同様の発泡倍率が15%の中層(第二層目)と、同様の発泡倍率が30%の下層(第三層目)とを接着剤8を介して積層して水中吸音材10を製作した。
この水中吸音材10の試験サンプルサイズとしては、上層30mm、中層30mm、下層3
0mmで合計90mmの厚さで、縦横の長さはそれぞれ150mmである。
0mmで合計90mmの厚さで、縦横の長さはそれぞれ150mmである。
この水中吸音材10の下層9cの下面に9mmの図示しない鉄板を接着剤で装着した後、水中吸音材10をα深度の水中に配置した。音波送信器Aと音波受信器Bとの設定距離は、近距離音場にならないようにそれぞれ水中吸音材10から同一方向に2.6m及び1.6mとなる位置に配置し、この時の反射レベル(ER)dBを測定した。
その結果を、エコーリダクション(ER)として図8(a)に示す。なお、図8(b)は、図9に示す従来の水中吸音材1の測定データであり、上記と同様な条件により反射レベル(ER)dBを測定した。
但し、ER(dB)=20・Log(水中吸音材1のTS)/(完全反射体のTS)、TSは単位面積当たり、単位長さ離れた時の反射レベルである。また、完全反射体のTSとして厚さ50mmの鉄板のものを用いてある。
図8(a)から明らかなように、この発明の水中吸音材10は、図8(b)の従来品の吸音性能に較べて、優れた吸音性能を有していることが判る。従って、深深度における使用であっても気孔部が潰れることがないため、よって、長期にわたる吸音性能の維持が可能であることが容易に推測される。
1 水中吸音材 2 ゴムシート(上層)
3 ゴムシート(中層:吸収層) 4 ゴムシート(下層:反射層)
5 接着剤
6 気孔 6a 気孔
7 ゴムスラブ 7a ゴムスラブの側面の接着面
7b ゴムシートの上下面の接着面 8 接着剤
9a 一層目のゴムシート 9b 二層目のゴムシート
9c 三層目のゴムシート 10 水中吸音材
11 積層体 12 積層ブロック体
12a 切断面
3 ゴムシート(中層:吸収層) 4 ゴムシート(下層:反射層)
5 接着剤
6 気孔 6a 気孔
7 ゴムスラブ 7a ゴムスラブの側面の接着面
7b ゴムシートの上下面の接着面 8 接着剤
9a 一層目のゴムシート 9b 二層目のゴムシート
9c 三層目のゴムシート 10 水中吸音材
11 積層体 12 積層ブロック体
12a 切断面
Claims (8)
- 多数の気孔を有するゴムシートを積層して成る水中吸音材において、多数の気孔を有するブロック状のゴムスラブを形成し、このゴムスラブ同士を接着剤により貼合わせて複数枚のゴムシートまたは複数個のゴムブロックを形成し、この複数枚のゴムシート同士または複数個のゴムブロック同士を接着剤により貼合わせて構成して成る水中吸音材。
- 前記接着剤の硬化後の引張り弾性率が、前記ゴムシートまたはゴムブロックの引張り弾性率より高いものを使用した請求項1に記載の水中吸音材。
- 前記接着剤の主材が、エポキシ樹脂を使用する請求項1または2に記載の水中吸音材。
- 前記ゴムスラブ内に形成する気孔の容積を、水中吸音材の上層から下層に向かって除々に大きくなるように変化させた請求項1,2または3に記載の水中吸音材。
- 多数の気孔を有するゴムシートを複数に分割してブロック状のゴムスラブを形成し、この各ゴムスラブの接着面同士を接着剤で貼り合わせてゴムシートを形成し、このように形成した複数枚のゴムシートを接着剤を介して一体的に積層する水中吸音材の製造方法。
- 多数の気孔を有するブロック状のゴムスラブを複数形成し、この各ゴムスラブの接着界面を接着剤で貼り合わせて複数枚のゴムシートを形成し、この各ゴムシートを接着剤を介して一体的に積層する水中吸音材の製造方法。
- 前記ゴムスラブにより形成したゴムシートを、ゴムスラブの接着部の位相をずらせて接着剤を介して積層貼り合わせる請求項5または6に記載の水中吸音材の製造方法。
- 多数の気孔を有するブロック状のゴムスラブを複数形成し、この各ゴムスラブの接着界面を接着剤で貼り合わせて複数枚のゴムシートを形成し、この各ゴムシートを接着剤を介して積層し、この積層体を所定幅で、かつ厚さ方向に切断して積層ブロック体を形成し、これら積層ブロック体の切断面同士を接着剤を介して貼り合わせて構成する水中吸音材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004038555A JP2005227702A (ja) | 2004-02-16 | 2004-02-16 | 水中吸音材およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004038555A JP2005227702A (ja) | 2004-02-16 | 2004-02-16 | 水中吸音材およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005227702A true JP2005227702A (ja) | 2005-08-25 |
Family
ID=35002443
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004038555A Pending JP2005227702A (ja) | 2004-02-16 | 2004-02-16 | 水中吸音材およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005227702A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109382933A (zh) * | 2018-12-05 | 2019-02-26 | 安徽青润精密科技有限公司 | 一种吸声橡胶衬板及其制造工艺 |
| JP2020143937A (ja) * | 2019-03-04 | 2020-09-10 | 中道鉄工株式会社 | 超音波式漏れ検査装置 |
| CN112185330A (zh) * | 2020-09-07 | 2021-01-05 | 南京航空航天大学 | 交叉横向增强排布隔板填充粘弹性材料水下吸声结构 |
-
2004
- 2004-02-16 JP JP2004038555A patent/JP2005227702A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109382933A (zh) * | 2018-12-05 | 2019-02-26 | 安徽青润精密科技有限公司 | 一种吸声橡胶衬板及其制造工艺 |
| JP2020143937A (ja) * | 2019-03-04 | 2020-09-10 | 中道鉄工株式会社 | 超音波式漏れ検査装置 |
| CN112185330A (zh) * | 2020-09-07 | 2021-01-05 | 南京航空航天大学 | 交叉横向增强排布隔板填充粘弹性材料水下吸声结构 |
| CN112185330B (zh) * | 2020-09-07 | 2023-07-25 | 南京航空航天大学 | 交叉横向增强排布隔板填充粘弹性材料水下吸声结构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101618611B (zh) | 一种聚氨酯泡沫复合板材及其制备方法 | |
| EP3896686B1 (en) | Sound insulation structure using a sound insulation sheet member | |
| CN102354493B (zh) | 可控型水下吸声板 | |
| EP1020846A2 (en) | Sound absorbing structure | |
| JPS5947785B2 (ja) | 防音用エレメント | |
| JP7647584B2 (ja) | 遮音構造体 | |
| TW201334972A (zh) | 具有蜂窩結構之酚醛發泡板 | |
| CN102044239A (zh) | 一种具有共振吸声结构的微穿孔板 | |
| JP2009090845A (ja) | 車両用防音材 | |
| KR20160104507A (ko) | 소음방지재 | |
| CN101266786A (zh) | 一种用于消声水池的吸声器及其制造方法 | |
| JP2005227702A (ja) | 水中吸音材およびその製造方法 | |
| JP2020122917A (ja) | 吸音材 | |
| KR101945955B1 (ko) | 작업성이 우수한 단열재의 시공 방법 | |
| TW200522760A (en) | Transducer | |
| JPWO2021215516A5 (ja) | ||
| JPH11172906A (ja) | 防音床材及び防音床構造 | |
| JP2008203542A (ja) | 吸音体 | |
| US20020018575A1 (en) | Panel-form loudspeakers | |
| TWI556230B (zh) | A foam buffer body and a cushioning structure covering the buffer body | |
| JP2000191824A (ja) | 水中吸音くさびの製造方法 | |
| WO2024075807A1 (ja) | 遮音シート部材、及びこれを備えた遮音構造体 | |
| JP2008248619A (ja) | 断熱遮音材 | |
| JP6441705B2 (ja) | 防音材 | |
| JP5517293B2 (ja) | Rc構造部材 |