JP2005246771A - Frp構造体の製造方法 - Google Patents
Frp構造体の製造方法 Download PDFInfo
- Publication number
- JP2005246771A JP2005246771A JP2004060159A JP2004060159A JP2005246771A JP 2005246771 A JP2005246771 A JP 2005246771A JP 2004060159 A JP2004060159 A JP 2004060159A JP 2004060159 A JP2004060159 A JP 2004060159A JP 2005246771 A JP2005246771 A JP 2005246771A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- frp structure
- adhesive
- manufacturing
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
【解決手段】少なくとも一つ以上のプリキュアした繊維強化複合材の一部に接着剤を配置する接着剤配置工程と、高靭性化粒子を少なくとも片面に分散付与した強化繊維基材を前記接着剤の層と接して配置する強化繊維基材配置工程と、繊維強化複合材の一部あるいは全部と強化繊維基材の全部を密閉媒体で覆って内部を減圧する密閉減圧工程と、密閉媒体内部を加熱する加熱工程と、密閉媒体内に樹脂を注入して硬化させる樹脂注入硬化工程を含むことを特徴とするFRP構造体の製造方法。
【選択図】図1
Description
図1は、本発明の一実施態様に係るFRP構造体の製造方法を示している。図1において、1は下型治具を示しており、下型治具1上に、プリキュアした平板状の繊維強化複合材20が配置される。この繊維強化複合材20の一部に、本実施態様では繊維強化複合材20の上面の中央部に、接着剤が、接着フィルム21の形態で配置される。この接着フィルム21の上面に、接着フィルム21と接するように、高靱性化粒子が少なくとも下面に分散付与された、平板状の実質的に二次元形態に形成された強化繊維基材22が配置される。
図1に示した方法により、平面形状が300mm四方の正方形の板状FRP構造体を成形した。つまり、上記の大きさのプリキュアした繊維強化複合材(硬化済みパネル)上に、接着剤層を介して上記の大きさの強化繊維基材を配置し、図1に示した方法により成形した。繊維強化複合材と強化繊維基材には、炭素繊維(CF)(東レ(株)製T800S)の一方向織物を使用し、マトリックス樹脂にはエポキシ樹脂を使用した。また、接着剤としては、Cytee社製のFM300−2M(エポキシ系接着剤)を使用した。成形条件は表1に示す通りである。供試体1としては、接着剤のステージングなし、供試体2としては、接着剤のステージングを80℃×30分の条件でバギングフィルムで密閉して真空にした内部で行った。せん断強度試験を行った結果を表1に示すように、供試体1では1.7kgf/mm2 のせん断強さ、供試体2では1.6kgf/mm2 のせん断強さが得られ、共に、炭素繊維(CF)層間で破壊した。通常の硬化済みパネル同士の接着剤を介した接合で得られるせん断強さは1.2kgf/mm2 程度であり、その場合には接着界面で破壊する。したがって、供試体1、供試体2ともに、大幅にせん断強度が向上されていることが分かる。また、繊維強化複合材と強化繊維基材との接合界面ではなく、CF層間で破壊したことから、十分な層間強度があることが確認された。さらに、顕微鏡で断面を観察した結果、供試体1では接着層に若干のボイドが散在していることが確認されたが、供試体2では全くボイドは存在しなかった。このことから、接着剤のステージングを行うことにより、接着剤層とプリキュアした繊維強化複合材をなじませることができ、より望ましい接合を行えることが確認された。

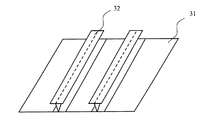
図5に示した方法により、東レ(株)製炭素繊維T800Sの一方向織物にPESとエポキシからなる高靭性化樹脂粒子を分散した強化繊維基材を真空RTM(レジントランスファーモールディング)成形法でエポキシ樹脂を注入して成形、プリキュアした平板(厚み5.75mm、長さ700mm、幅200mm)を配置した。この平板の成形では、接着剤貼り付け部分に対して、樹脂注入に際し、穴径1mm、ピッチ10mmで小孔を多数配置したアルミニウム薄板を樹脂拡散メディアと強化繊維基材の間に配置して樹脂を含浸し、表面の凹凸を20μm以内となる平滑面を形成しておいた。
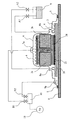
2 a、2b、2c、2d 上型治具
3 離型シート
4 樹脂拡散媒体
5 シール材
6 密閉媒体である可撓性バッグ基材としてのバギングフィルム
7a、7b、7c 吸引ポート
8a、8b、8c、8d 樹脂注入ポート
9 樹脂タンク
10 トラップ
11 真空ポンプ
20 プリキュアした繊維強化複合材
21 接着フィルム
22 高靭性化粒子が分散付与された強化繊維基材
23 強化繊維基材
24 高靭性化粒子が付与された強化繊維基材のプリフォーム
31 FRP製板状パネル部材
32 FRP製補強材
A1、A2、B1、B2 バルブ
Claims (14)
- 少なくとも一つ以上のプリキュアした繊維強化複合材の一部に接着剤を配置する接着剤配置工程と、高靭性化粒子を少なくとも片面に分散付与した強化繊維基材を前記接着剤の層と接して配置する強化繊維基材配置工程と、前記繊維強化複合材の一部あるいは全部と前記強化繊維基材の全部を密閉媒体で覆って内部を減圧する密閉減圧工程と、前記密閉媒体内部を加熱する加熱工程と、前記密閉媒体内に樹脂を注入して硬化させる樹脂注入硬化工程を含むことを特徴とするFRP構造体の製造方法。
- 前記プリキュアした繊維強化複合材が、接着剤を配置する部分の表面粗さが20μm以下になるよう成形される、請求項1に記載のFRP構造体の製造方法。
- 前記接着剤配置工程において、該接着剤を配置した繊維強化複合材を加熱、冷却して接着剤を養生する、請求項1または2に記載のFRP構造体の製造方法。
- 前記接着剤が、前記密閉媒体内に注入される樹脂と同系の樹脂を含む、請求項1〜3のいずれかに記載のFRP構造体の製造方法。
- 前記同系の樹脂がエポキシ系樹脂からなる、請求項4に記載のFRP構造体の製造方法。
- 前記接着剤が、前記密閉媒体内に注入される樹脂のプリキュア温度と同じ温度域において硬化することを特徴とする、請求項1〜5のいずれかに記載のFRP構造体の製造方法。
- 前記高靭性化粒子が、前記強化繊維基材に対し2〜20重量%の範囲内で強化繊維基材の少なくとも片面に分散付与されている、請求項1〜6のいずれかに記載のFRP構造体の製造方法。
- 前記高靭性化粒子が、熱可塑性樹脂を主成分とする樹脂組成物からなる、請求項1〜7のいずれかに記載のFRP構造体の製造方法。
- 前記分散付与される高靭性化粒子の粒子経が1〜500μmの範囲にある、請求項1〜8のいずれかに記載のFRP構造体の製造方法。
- 前記強化繊維基材が織物からなる、請求項1〜9のいずれかに記載のFRP構造体の製造方法。
- 前記強化繊維基材が二次元または三次元構造に形成されている、請求項1〜10のいずれかに記載のFRP構造体の製造方法。
- 前記強化繊維基材が、加圧および/または加熱により所定形状に賦形されたプリフォームに形成されている、請求項1〜11のいずれかに記載のFRP構造体の製造方法。
- 前記密閉媒体が可撓性バッグ基材からなる、請求項1〜12のいずれかに記載のFRP構造体の製造方法。
- 前記密閉媒体が下型および上型を含む成形型からなる、請求項1〜12のいずれかに記載のFRP構造体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004060159A JP4338550B2 (ja) | 2004-03-04 | 2004-03-04 | Frp構造体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004060159A JP4338550B2 (ja) | 2004-03-04 | 2004-03-04 | Frp構造体の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009119991A Division JP4805375B2 (ja) | 2009-05-18 | 2009-05-18 | Frp構造体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005246771A true JP2005246771A (ja) | 2005-09-15 |
| JP4338550B2 JP4338550B2 (ja) | 2009-10-07 |
Family
ID=35027726
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004060159A Expired - Lifetime JP4338550B2 (ja) | 2004-03-04 | 2004-03-04 | Frp構造体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4338550B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101380788A (zh) * | 2008-10-13 | 2009-03-11 | 马英 | 一种轮毂罩模具及其使用方法 |
| JP2010516516A (ja) * | 2007-01-23 | 2010-05-20 | サーマル ソリューションズ アイエヌシー. | マイクロワイヤ制御オートクレーブおよび方法 |
| JP2012224084A (ja) * | 2011-04-14 | 2012-11-15 | Siemens Ag | 繊維強化構造体を製造する方法 |
| US8455089B2 (en) | 2007-01-26 | 2013-06-04 | Toray Industries, Inc. | Preform for molding fiber-reinforced resin beam |
| JP2013527052A (ja) * | 2010-04-13 | 2013-06-27 | ヘンケル コーポレイション | 硬化性組成物、複合材製造のための前記組成物の使用プロセス、ならびに優れた表面仕上げおよび高い繊維固着を有する複合材の製造プロセス |
| KR101447136B1 (ko) | 2012-10-19 | 2014-10-07 | (주)에이티씨 | 섬유 강화 복합재의 성형방법 |
| JP2016155259A (ja) * | 2015-02-23 | 2016-09-01 | 公立大学法人首都大学東京 | オートクレーブを用いない繊維強化複合材の製造方法及びこの方法で製造された繊維強化複合材 |
| US11440274B2 (en) | 2015-09-11 | 2022-09-13 | Mitsubishi Heavy Industries, Ltd. | Device for manufacturing fiber-reinforced plastic molded article |
| WO2024090502A1 (ja) * | 2022-10-28 | 2024-05-02 | 三菱重工業株式会社 | 接着方法及び接着構造体 |
| WO2026017083A1 (zh) * | 2024-07-17 | 2026-01-22 | 中材科技风电叶片股份有限公司 | 风电叶片构件真空灌注成型方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999002586A1 (fr) * | 1997-07-11 | 1999-01-21 | Toray Industries, Inc. | Tissu preimpregnee et panneau sandwich a ame alveolaire |
| JP2000167950A (ja) * | 1998-12-02 | 2000-06-20 | Fuji Heavy Ind Ltd | ハニカムサンドイッチ構造複合材パネルの成形方法 |
| JP2000318071A (ja) * | 1999-05-10 | 2000-11-21 | Toray Ind Inc | Frp材とその製造方法 |
| JP2003011231A (ja) * | 2001-07-03 | 2003-01-15 | Fuji Heavy Ind Ltd | 複合材パネルの製造方法 |
| JP2003082117A (ja) * | 2001-07-04 | 2003-03-19 | Toray Ind Inc | 炭素繊維強化基材、それからなるプリフォームおよび複合材料 |
| JP2003136550A (ja) * | 2001-08-20 | 2003-05-14 | Toray Ind Inc | 炭素繊維基材の製造方法、プリフォームの製造方法および複合材料の製造方法 |
-
2004
- 2004-03-04 JP JP2004060159A patent/JP4338550B2/ja not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999002586A1 (fr) * | 1997-07-11 | 1999-01-21 | Toray Industries, Inc. | Tissu preimpregnee et panneau sandwich a ame alveolaire |
| JP2000167950A (ja) * | 1998-12-02 | 2000-06-20 | Fuji Heavy Ind Ltd | ハニカムサンドイッチ構造複合材パネルの成形方法 |
| JP2000318071A (ja) * | 1999-05-10 | 2000-11-21 | Toray Ind Inc | Frp材とその製造方法 |
| JP2003011231A (ja) * | 2001-07-03 | 2003-01-15 | Fuji Heavy Ind Ltd | 複合材パネルの製造方法 |
| JP2003082117A (ja) * | 2001-07-04 | 2003-03-19 | Toray Ind Inc | 炭素繊維強化基材、それからなるプリフォームおよび複合材料 |
| JP2003136550A (ja) * | 2001-08-20 | 2003-05-14 | Toray Ind Inc | 炭素繊維基材の製造方法、プリフォームの製造方法および複合材料の製造方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010516516A (ja) * | 2007-01-23 | 2010-05-20 | サーマル ソリューションズ アイエヌシー. | マイクロワイヤ制御オートクレーブおよび方法 |
| US8455089B2 (en) | 2007-01-26 | 2013-06-04 | Toray Industries, Inc. | Preform for molding fiber-reinforced resin beam |
| CN101380788A (zh) * | 2008-10-13 | 2009-03-11 | 马英 | 一种轮毂罩模具及其使用方法 |
| CN101380788B (zh) * | 2008-10-13 | 2013-12-25 | 马英 | 一种轮毂罩模具及其使用方法 |
| JP2013527052A (ja) * | 2010-04-13 | 2013-06-27 | ヘンケル コーポレイション | 硬化性組成物、複合材製造のための前記組成物の使用プロセス、ならびに優れた表面仕上げおよび高い繊維固着を有する複合材の製造プロセス |
| JP2012224084A (ja) * | 2011-04-14 | 2012-11-15 | Siemens Ag | 繊維強化構造体を製造する方法 |
| US9333712B2 (en) | 2011-04-14 | 2016-05-10 | Siemens Aktiengesellschaft | Method of producing a fibre reinforced structure |
| KR101447136B1 (ko) | 2012-10-19 | 2014-10-07 | (주)에이티씨 | 섬유 강화 복합재의 성형방법 |
| JP2016155259A (ja) * | 2015-02-23 | 2016-09-01 | 公立大学法人首都大学東京 | オートクレーブを用いない繊維強化複合材の製造方法及びこの方法で製造された繊維強化複合材 |
| US11440274B2 (en) | 2015-09-11 | 2022-09-13 | Mitsubishi Heavy Industries, Ltd. | Device for manufacturing fiber-reinforced plastic molded article |
| WO2024090502A1 (ja) * | 2022-10-28 | 2024-05-02 | 三菱重工業株式会社 | 接着方法及び接着構造体 |
| WO2026017083A1 (zh) * | 2024-07-17 | 2026-01-22 | 中材科技风电叶片股份有限公司 | 风电叶片构件真空灌注成型方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4338550B2 (ja) | 2009-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4805375B2 (ja) | Frp構造体の製造方法 | |
| US9463587B2 (en) | Methods of RTM molding | |
| CN1938137B (zh) | 预成型体、frp及其制造方法 | |
| JP6966848B2 (ja) | 補強材を有する複合構造体及びその製造方法 | |
| KR102085014B1 (ko) | 형태성형된 프리폼을 형성하기 위한 방법 | |
| US20090120567A1 (en) | Molded laminate and manufacturing method thereof | |
| JP2010502483A (ja) | ハニカムサンドイッチパネルを製造する方法 | |
| JP4338550B2 (ja) | Frp構造体の製造方法 | |
| CN102529106A (zh) | 一种纤维复合材料制件的局部可变厚度加固补强方法 | |
| CN110997268A (zh) | 复合材料的制造方法及复合材料 | |
| JP2008246690A (ja) | 樹脂トランスファー成形法 | |
| JP2004114586A (ja) | 強化繊維基材、プリフォームおよびそれよりなる繊維強化樹脂成形体ならびに繊維強化樹脂成形体の製造方法 | |
| US10807325B2 (en) | Methods for combining components of varying stages of cure | |
| JP4839523B2 (ja) | 繊維強化樹脂の製造方法 | |
| JP2005022171A (ja) | 複合材サンドイッチパネル用コア、複合材サンドイッチパネル、及びその製造方法 | |
| JP5045330B2 (ja) | 繊維強化プラスチック構造体の製造方法 | |
| JP2006192745A (ja) | 強化繊維基材、プリフォーム、繊維強化樹脂成形体およびその製造方法 | |
| CN102529107B (zh) | 一种纤维复合材料制件的局部加固补强方法 | |
| JP3874228B2 (ja) | Frp構造体の製造方法 | |
| JP2012245623A (ja) | 多孔質型を用いた複合材の成形方法および装置 | |
| JP2011161879A (ja) | 真空rtm成形方法 | |
| JP4104414B2 (ja) | 繊維強化樹脂成形体の製造方法 | |
| CN202952560U (zh) | 纤维复合材料开孔制件和热塑性复合材料开孔制件的补强片 | |
| JP2006198866A (ja) | サンドイッチ構造材料用コア材及びサンドイッチ構造材料の製造方法 | |
| JP2008068553A (ja) | Rtm成形方法、および、rtm成形方法用プリフォーム。 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090612 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090630 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4338550 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130710 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |