JP2005253992A - バイオプロテーゼシートの厚さをマッピングおよびマーキングするシステムおよび方法 - Google Patents
バイオプロテーゼシートの厚さをマッピングおよびマーキングするシステムおよび方法 Download PDFInfo
- Publication number
- JP2005253992A JP2005253992A JP2005115149A JP2005115149A JP2005253992A JP 2005253992 A JP2005253992 A JP 2005253992A JP 2005115149 A JP2005115149 A JP 2005115149A JP 2005115149 A JP2005115149 A JP 2005115149A JP 2005253992 A JP2005253992 A JP 2005253992A
- Authority
- JP
- Japan
- Prior art keywords
- thickness
- biomaterial
- measuring
- sheet
- preferred
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/08—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness for measuring thickness
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
- G01B11/245—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures using a plurality of fixed, simultaneously operating transducers
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/20—Measuring arrangements characterised by the use of mechanical techniques for measuring contours or curvatures
- G01B5/207—Measuring arrangements characterised by the use of mechanical techniques for measuring contours or curvatures using a plurality of fixed, simultaneously operating transducers
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/26—Measuring arrangements characterised by the use of mechanical techniques for measuring areas, e.g. planimeters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/24—Heart valves ; Vascular valves, e.g. venous valves; Heart implants, e.g. passive devices for improving the function of the native valve or the heart muscle; Transmyocardial revascularisation [TMR] devices; Valves implantable in the body
- A61F2/2412—Heart valves ; Vascular valves, e.g. venous valves; Heart implants, e.g. passive devices for improving the function of the native valve or the heart muscle; Transmyocardial revascularisation [TMR] devices; Valves implantable in the body with soft flexible valve members, e.g. tissue valves shaped like natural valves
- A61F2/2415—Manufacturing methods
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Prostheses (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- Materials For Medical Uses (AREA)
- Ultra Sonic Daignosis Equipment (AREA)
- Measuring Pulse, Heart Rate, Blood Pressure Or Blood Flow (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
【課題】心臓弁リーフレットの製造に用いる材料、特に心膜組織を迅速かつ確実に特徴付けるシステムおよび方法を提供する。
【解決手段】移植片の使用のための生体材料の在庫管理の方法であって、該方法は、以下;生体材料の在庫供給量を提供する工程;該在庫供給量から生体材料の複数の平らに延ばした要素の複数の点の厚さを測定する工程;該測定した厚さをコンピュータに入力する工程;該移植片のための生体材料の平らな要素の好ましい厚さに関するデータを該コンピュータに提供する工程;および該測定した厚さおよび好ましい厚さのデータに基づいて別個のゾーンへと生体材料の該平らに延ばした要素を切り分けて、該在庫供給量から切り取られた好ましい厚さの別個のゾーンの数を制御する工程を包含する、方法。
【選択図】 図1
【解決手段】移植片の使用のための生体材料の在庫管理の方法であって、該方法は、以下;生体材料の在庫供給量を提供する工程;該在庫供給量から生体材料の複数の平らに延ばした要素の複数の点の厚さを測定する工程;該測定した厚さをコンピュータに入力する工程;該移植片のための生体材料の平らな要素の好ましい厚さに関するデータを該コンピュータに提供する工程;および該測定した厚さおよび好ましい厚さのデータに基づいて別個のゾーンへと生体材料の該平らに延ばした要素を切り分けて、該在庫供給量から切り取られた好ましい厚さの別個のゾーンの数を制御する工程を包含する、方法。
【選択図】 図1
Description
(発明の分野)
本発明は、シート様生体材料の厚さを測定するシステムおよび方法に関し、特に、心膜組織をマッピングおよびマーキングする、特にプロテーゼ心臓弁リーフレットの製作に用いられる組織を測定する改良したシステムとその方法に関する。
本発明は、シート様生体材料の厚さを測定するシステムおよび方法に関し、特に、心膜組織をマッピングおよびマーキングする、特にプロテーゼ心臓弁リーフレットの製作に用いられる組織を測定する改良したシステムとその方法に関する。
(発明の背景)
損傷または病変心臓弁と取り替えるためにプロテーゼ心臓弁が用いられる。脊椎動物において心臓は、一方向弁をそれぞれ有する4つのポンプ室、すなわち左心房、右心房、左心室および右心室を有する中空の筋器官である。自然の(natural)心臓弁は、大動脈弁、僧帽(または二突)弁、三突弁、および肺動脈弁として識別される。プロテーゼ心臓弁は、これらの自然弁のいずれと取り替えるためにも用いることができる。当業界で知られる主なタイプのプロテーゼ心臓弁には、機械弁およびバイオプロテーゼ弁の2種類がある。バイオプロテーゼ弁は、損傷のない(インタクトな)マルチリーフレットブタ(豚)心臓弁から形成するか、ウシ心膜組織または他の材料から取り出した複数の個々のリーフレットを成形し、これらのリーフレットを結合させて形成することができる。本発明は、バイオプロテーゼ弁のリーフレットのための材料を評価および調製するシステムおよび方法を提供する。
損傷または病変心臓弁と取り替えるためにプロテーゼ心臓弁が用いられる。脊椎動物において心臓は、一方向弁をそれぞれ有する4つのポンプ室、すなわち左心房、右心房、左心室および右心室を有する中空の筋器官である。自然の(natural)心臓弁は、大動脈弁、僧帽(または二突)弁、三突弁、および肺動脈弁として識別される。プロテーゼ心臓弁は、これらの自然弁のいずれと取り替えるためにも用いることができる。当業界で知られる主なタイプのプロテーゼ心臓弁には、機械弁およびバイオプロテーゼ弁の2種類がある。バイオプロテーゼ弁は、損傷のない(インタクトな)マルチリーフレットブタ(豚)心臓弁から形成するか、ウシ心膜組織または他の材料から取り出した複数の個々のリーフレットを成形し、これらのリーフレットを結合させて形成することができる。本発明は、バイオプロテーゼ弁のリーフレットのための材料を評価および調製するシステムおよび方法を提供する。
心膜は脊椎動物の心臓を取り巻く嚢であり、プロテーゼ心臓弁のための個々のリーフレットの製作には一般にウシ(牛)心膜が用いられる。ウシ心膜は、まず動物から採取し、次に組織中のコラーゲン分子およびエラスチン分子を架橋させて組織の耐久性を向上すべく化学的に固定してから、リーフレットに切断する。固定の前または後に、組織の様々な物理的特性を検査してもよい。
バイオプロテーゼ心臓弁を移植した患者が直面する一つの欠点は、弁が長期間(10年以上)にわたってずっと定位置にある場合にリーフレットが石灰化してしまう可能性があることである。石灰化は、リーフレットの可撓性を損なう傾向がある。ウシ心膜リーフレットの石灰化を軽減して心臓弁の耐用年数を延ばすべく相当量の研究が成し遂げられてきた。石灰化は心臓弁の性能を損ねる恐れがあるため、過剰なカルシウム沈着による弁の故障を未然に防ぐには、最高品質の材料および設計が心臓弁に必要とされる。
心臓弁の設計において、弁の性能を向上させる上で非常に重要な一側面は、リーフレットに用いられる心膜組織の選択である。すべての心臓弁において、可撓性のある心臓弁リーフレット同士の、互いを密閉すなわち接着する自然作用は望ましいものである。実際の心臓弁(特に僧帽弁)のリーフレットの運動をプロテーゼ弁でシミュレートする上での問題は、用いるリーフレットが「無生命(inanimate)」であることである。これらのリーフレットには自然弁にあるような筋肉の結合がなく、プロテーゼリーフレットが適切に機能するには、心室(heart chambers)内の流体圧力に対する応答のみで接着しなければならない。実際に、縫合した複数の個々のリーフレットを含むバイオプロテーゼ弁におけるリーフレットの自然の接着は、採取したブタ弁などの無生命ではあるが損傷のない(インタクトな)弁と比較しても特に難しい。
人工心臓弁材料の欠点にもかかわらず、移植人工心臓弁を取り巻く20年を越える臨床経験は、証明された成功実績を生み出してきた。しかしながら、バイオプロテーゼ弁の耐用年数を延ばす研究は続いている。この研究の多くは、新鮮なまたは固定したウシ心膜の機械的性質に関係する。
固定したウシ心膜の様々な物理的特性の優れた議論が、Simionescu,ら, Mapping of Glutaraldehyde−Treated Bovine Pericardium and Tissue Selection For Bio−prosthetic Heart Valves, Journal of Bio−Medical Materials Research, Vol. 27, 697−704, John Wiley & Sons, Inc., 1993に記載されている。Simionescu, et al.は、心膜組織の物理的性質における時として著しい変化を、同一の心嚢にさえ認識した。彼らの研究は、個々の心嚢における領域をマッピング(mapped out)し、これらの領域を様々な性質について検査して、組織上の、心臓弁リーフレットを切り取る最適な領域を決定した。Siminescu, et al.は、心嚢の厚さを5mm単位で測定し、結果として得た値を、形およびサイズが嚢と同一であるペーパーテンプレート(paper template)上にプロットした。他のテンプレート上に、縫合(suture)保持力、繊維配向、および収縮温度などのパラメータをマッピングした。すべてのテンプレートを重ね合わせた後、リーフレットを切り取る最適な領域を特定した。Simionescu,ら.は、図1に関して以下に記載するものと同様の手動厚さ測定器具を使用した。
心臓弁リーフレットのための心膜組織を調製する典型的な商業工程における多数の工程を図1に示す。まず、規制屠殺場から新鮮な心嚢20を得る。次に嚢20を、22で示すように所定の解剖学的目印に沿って切開する。次に24において嚢を平らに延ばし、典型的には過剰な脂その他の不純物を除去する。明らかに使用不可能な領域を切り取った後、組織のウインドウ26を、典型的には組織を架橋するアルデヒド中に浸漬することにより固定し、その後約2週間隔離する。組織ウインドウ26の粗い縁を除去し、組織を生体材料分類(bio−sorted)して組織切片(section)28を得る。生体材料分類のプロセスは、ウインドウ26に使用不可能な領域があるかどうかを視覚的に検査すること、ウインドウ26から切片28を切り取ることを含む。その後、30で示すように切片28をさらに清浄にする(clean)。
次に切片28を台32上に平らに置き、接触インジケータ34を用いて厚さを測定する。厚さは、切片28をプラットホーム32のあちこちにランダムに移動させる間に、インジケータ34のスピンドル36が様々な点で上下に動くことによって測定される。各点の厚さは、38において表示されて、操作者が頭で記憶する。測定した切片28を40で示すように厚さにより分類した後、切片からリーフレット42をダイカット(die cut)し、薄いリーフレット42を一般に小さな弁に用い、厚いリーフレットを大きな弁に用いる。当然、この工程は比較的に時間がかかり、最終的なリーフレットの品質はいくつかの工程において技術者の技量に左右される。さらに、各嚢から得られるリーフレットの枚数は一定でなく、手動の選択工程から生じるある程度の効率の悪さに制約される。
より最近では、Baxter International Inc.が、高度なリーフレット選択方法を自社の組織弁製造工程に加えた。この方法は、負荷を心膜組織に一括してではなく各リーフレットにかけること、歪み応答(strain response)を記録することを含む。負荷試験ならびにドループ(droop)試験の結果は、同じようなリーフレットをグループ分けするために用いることができる。このような方法は、「PROSTHETIC HEART VALVE LEAFLET SELECTION METHOD AND
APPARATUS」と題した米国特許第5,961,549号(Huynh、1999年10月5日発行)に開示される。この方法は、結果として得られるリーフレットの組み合わせの質を向上させるが、リーフレットを切り取る組織を供給するプロセスに存在する効率の悪さのために、その後のリーフレット選択のフィルタにより利用可能なリーフレットの総生産量がさらに低減され、コストが増大する。
APPARATUS」と題した米国特許第5,961,549号(Huynh、1999年10月5日発行)に開示される。この方法は、結果として得られるリーフレットの組み合わせの質を向上させるが、リーフレットを切り取る組織を供給するプロセスに存在する効率の悪さのために、その後のリーフレット選択のフィルタにより利用可能なリーフレットの総生産量がさらに低減され、コストが増大する。
ウシ心膜およびリーフレットの特性の多くの研究にもかかわらず、心臓弁リーフレットの製造に用いる材料、特に心膜組織を迅速かつ確実に特徴付けるシステムおよび方法に対する必要性が残っている。
(発明の要旨)
本発明は、心臓弁、移植片などといったバイオプロテーゼに用いる生体材料シートの厚さを測定する方法を提供する。本方法は、シートの厚さをマッピングすること、当該シートを厚さの同じような領域またはゾーンにマーキングすることを含む。測定工程、マッピング工程、およびマーキング工程はすべて、システムで自動的に行うことができる。このシステムは、シートを受け取り、測定ヘッドおよびマーキングヘッドの下でシートを平行移動させる。マッピング機能は、接続されたコンピュータおよび関連ソフトウェアが行う。好ましい実施形態において、生体材料シートはウシ心膜であり、これから心臓弁リーフレットを切り取る。本方法は、必要とされる好ましい厚さに関する入力を提供すること、当該入力に基づきゾーンを選択して、マーキングされる好ましい厚さを最大にすることをさらに含み得る。
本発明は、心臓弁、移植片などといったバイオプロテーゼに用いる生体材料シートの厚さを測定する方法を提供する。本方法は、シートの厚さをマッピングすること、当該シートを厚さの同じような領域またはゾーンにマーキングすることを含む。測定工程、マッピング工程、およびマーキング工程はすべて、システムで自動的に行うことができる。このシステムは、シートを受け取り、測定ヘッドおよびマーキングヘッドの下でシートを平行移動させる。マッピング機能は、接続されたコンピュータおよび関連ソフトウェアが行う。好ましい実施形態において、生体材料シートはウシ心膜であり、これから心臓弁リーフレットを切り取る。本方法は、必要とされる好ましい厚さに関する入力を提供すること、当該入力に基づきゾーンを選択して、マーキングされる好ましい厚さを最大にすることをさらに含み得る。
本発明の一態様において、生体材料シートの厚さの測定方法は、まず衛生表面上にシートを平らに延ばすこと、平らに延ばしたシート上の複数の点の厚さを同時に測定すること、複数の点の測定した厚さを自動的に記録することを含む。同時測定工程は、平らに延ばしたシート上の少なくとも3点、より好ましくは少なくとも10点を測定することを含むことが望ましい。さらに、同時測定工程は2回以上行うことができ、ここで各同時測定工程の複数の点は一線上に並べ、各線は前または後の測定工程の線から間隔を置いて、シート上の測定点の二次元アレイを得るようにする。
本発明の別の態様において、本方法は、上記表面に対して垂直に配置された測定ヘッドを提供すること、および連続する各同時測定工程の間に上記表面と測定ヘッドを上記表面に対して平行な方向に相対移動させることをさらに含み得る。上記表面および測定ヘッドの両方を取り付けるベース(base)を提供してもよく、相対移動工程は、連続する各同時測定工程の間に測定ヘッドをベースと相対的に平行移動させることを含み得る。望ましくは、プログラム可能な制御器が、測定ヘッドの運動を制御する。
同時測定工程は、シートの、上記表面とは反対側の表面上の複数の点に、複数のコイル駆動式シャフトを同時に接触させること、各シャフトの位置をモニタリングすることを含み得る。あるいは、同時接触工程は、シートの当該表面に、複数の自由摺動(free−sliding)ピンを同時に接触させること、各ピンの位置をモニタリングすることを含む。
別の態様において、本発明は、衛生表面と、当該表面に垂直に、かつ当該表面から間隔を置いて配置された測定ヘッドとを含む測定システムをまず提供することによって、生体材料シートの組織分布(topography)をマッピングする方法であって、測定ヘッドは、間隔を置いた、上記表面に垂直な軸に沿った距離を測定するように適合された複数のセンサを含む方法を提供する。生体材料シートは上記表面上に平らに延ばされて、複数の点におけるシートの厚さがセンサを用いて測定される。次にこの厚さデータを用いて、シートの組織分布マップを作成する。本方法は、シートをマーキングして、組織分布マップに対応する複数の点の厚さを示すことをさらに含み得る。また、厚さの異なる領域をシート上にマーキングすることもできる。好ましい実施形態において、シートはウシ心膜であり、厚さの異なる領域をマーキングする工程は、心臓弁リーフレットを切り取るのに十分な大きさの、厚さの同じような別個のゾーンを識別することを含む。本方法は、マーキングをコンピュータで制御すること、心臓弁リーフレットの好ましい厚さに関する情報をコンピュータに供給すること、好ましいリーフレットの厚さ情報に基づいてマーキングを制御して、好ましいリーフレットの厚さであるマーキングされる別個のゾーンの数を最大にすることを含み得る。
さらに別の局面において、本発明は、心臓弁リーフレットを切り取る別個のゾーンを示す、生体材料シートの自動マッピング方法であって、平らに延ばしたシート上の複数の点の厚さを測定すること、複数の点の測定した厚さを自動的に記録すること、記録した厚さを用いて、シートの、心臓弁リーフレットを切り取るのに十分な大きさの別個のゾーンをマーキングすることを含む方法を提供する。本方法は、多数のサイズの心臓弁リーフレットのそれぞれについて許容可能な厚さ範囲を決定すること、多数のサイズの心臓弁リーフレットのそれぞれについて別個のゾーンの許容可能な最小のサイズを決定することを含むことが望ましい。上記複数の点が二次元アレイである場合、複数の平面ユニット(planar units)はそれぞれ測定点のうちの1つを中心とし、各別個のゾーンは、複数の隣接した平面ユニットを含む。各別個のゾーンは、その別個のゾーン内の平面ユニットの少なくともいくつかが、対応する心臓弁リーフレットについて許容可能な厚さ範囲内の測定した厚さを有するように選択され得る。最後に本方法は、好ましいリーフレットの厚さであるマーキングされる別個のゾーンの数を最大にするようにシート上の別個のゾーンをマーキングすることをさらに含み得る。
生体材料シートの厚さを測定するシステムも提供され、当該システムは、支持床に関して固定されるように適合されるベースと、ベース上に取り付けられる衛生プラテンと、ベース上に取り付けられる、プラテンに対して垂直に、かつプラテンから間隔を置いて配置された測定ヘッドとを備える。測定ヘッドは、間隔を置いた、プラテンに対して垂直に配置された測定軸に沿った距離を測定するように適合された複数のセンサを含み、当該センサは、プラテン上に置かれた生体材料シートの厚さを測定するように適合されている。本システムは、プラテンが画定される可動キャッリッジ、およびプラテンと当該プラテンを横断する測定ヘッドとを相対移動させて、各センサがシートの厚さを2箇所以上の点で測定できるように適合された第1の機構をさらに備え得る。望ましくは、プラテンは、生体材料シートを測定する平面を画定し、第1の機構は、当該平面と測定ヘッドの相対的な、好ましくは当該平面に平行な第1の軸に沿ったベースと相対的な直線平行移動を可能にする。第2の機構が提供されて、上記平面と測定ヘッドを、上記平面に平行で第1の軸に垂直な第2の軸に沿って相対移動させることができ、この第2の機構は、上記平面をベースと相対的に第2の軸に沿って平行移動させることが望ましい。第3の機構により、測定ヘッド上のセンサの各々が、上記平面に垂直に配置された、それぞれの平行な測定軸に沿って相対移動され得る。
上述のようなシステムにおいて、センサはそれぞれ、シートの、上記プラテンとは反対側の表面に接触する先端を含むことが好ましい。さらに、第3の機構は、上記先端が端部に配置される複数のコイル駆動式シャフトをセンサにつき1つと、各シャフトの位置をモニタリングする位置検出器とを含むことが望ましい。
本発明のさらに別の局面は、生体材料シートの厚さを組織分布マッピングするシステムであって、
シート上の複数の点の厚さを測定するように適合される測定ヘッドと、
シートの、複数の点における厚さに対応するデータを受信するように接続されるコンピュータと、
上記コンピュータにロードされる、データを解析して、シート上の、厚さの同じような別個の領域を識別するように構成されるソフトウェアと
を備えるシステムである。
シート上の複数の点の厚さを測定するように適合される測定ヘッドと、
シートの、複数の点における厚さに対応するデータを受信するように接続されるコンピュータと、
上記コンピュータにロードされる、データを解析して、シート上の、厚さの同じような別個の領域を識別するように構成されるソフトウェアと
を備えるシステムである。
このシステムは、厚さの同じような別個の領域を生体材料シート上に直接マーキングするマーキングヘッドも備え得る。生体材料シートが心臓弁リーフレットを形成するのに適したものである場合、システムは、心臓弁リーフレットの好ましい厚さの値をコンピュータに供給することを可能にするヒューマンマシンインターフェースをさらに備える。ソフトウェアは、マーキングヘッドを制御して、好ましいリーフレットの厚さであるマーキングされる別個のゾーンの数を最大にするように構成される。好ましくは、ヒューマンマシンインターフェースはタッチスクリーンモニタを含み、マーキングヘッドはインクジェトタイプの染料ディスペンサを含む。
特に好ましい実施形態において、本発明は、コンピュータ制御の三軸位置決めシステムと、プログラマブルリニアアクチュエータアレイと、組織をマーキングする高性能ディスペンサと、PCベースのデータ取得および処理システムと、ヒューマンマシンインターフェース(HMI)と、システム全体を制御する中央プログラマブル論理制御器(PLC)とを提供する。厚さの測定は、組織標本をステンレス鋼製の平らな測定プレート上に置くことにより行う。組織標本をプレート上に保持するために機械ホルダを用いても、用いなくてもよい。組織標本の厚さは、アクチュエータロッドで組織に、標本の表面全体にわたるラスタパターンで触れることにより測定する。三軸動作(motion)システムを用いて、リニアアクチュエータを一方向(X)に平行移動させ、一方で測定プレート(よって標本)の位置を第2の軸(Y)に沿って増加させる。アクチュエータおよび分配ヘッドは、第3の軸(Z)に沿って、組織測定および/またはマーキング用のプレートに関して平行移動する。測定の各点において、アクチュエータロッドの位置は、デジタル化されて格納される。データ収集に続き、この情報を処理して、組織の、測定工程の各点における厚さを計算する。これらの測定値を基に厚さマップを生成して、組織ゾーンをマーキングおよび切断するための組織の厚さ領域を識別するために用いる。
(項目1) 生体材料シートの厚さを測定する方法であって、以下:
衛生表面上に該シートを平らに延ばす工程;
該平らに延ばしたシート上の複数の点の厚さを同時に測定する工程;および
該測定された複数の点の厚さを自動的に記録する工程、
を包含する、方法。
(項目2) 前記シートがウシ心膜である、項目1に記載の方法。
(項目3) 前記平らに延ばす工程が、可撓性のワイパ装置を用いて前記表面上の前記シートを平滑にする工程を包含する、項目1に記載の方法。
(項目4) 前記同時測定工程が、前記平らに延ばされたシート上の少なくとも3つの点において測定する工程を包含する、項目1に記載の方法。
(項目5) 前記同時測定工程が、前記平らに延ばされたシート上の少なくとも10点において測定する工程を包含する、項目4に記載の方法。
(項目6) 1回より多く同時に測定する工程を実施する工程をさらに包含する、項目1に記載の方法。
(項目7) 同時測定工程のそれぞれにおける前記複数の点が、一直線上に並べられ、ここで、各線は、前または後の測定工程における該線から間隔をおいて、シート上の測定点のアレイを得るようにする、項目6に記載の方法。
(項目8) 前記各アレイにおける各測定点が、隣接する測定点からおよそ9.5mmに配置される、項目7に記載の方法。
(項目9) 項目6に記載の方法であって、以下:
前記表面に対して垂直に配置された測定ヘッドを提供する工程;および
連続する各同時測定工程の間に、平面表面に対して平行方向に該表面および該測定ヘッドを相対的に移動させる工程、
をさらに包含する、方法。
(項目10) 前記表面および測定ヘッドの両方が取り付けられたベースを提供する工程をさらに包含し、そして前記相対的に移動させる工程が、連続する各同時測定工程の間に該ベースに対して該表面を動かす工程を包含する、項目9に記載の方法。
(項目11) 前記表面の移動を制御するためのプログラム可能な制御器を提供する工程をさらに包含する、項目10に記載の方法。
(項目12) 前記同時測定工程が、前記表面と反対側の前記シート表面上の複数の点を同時に接触させる工程を包含する、項目1に記載の方法。
(項目13) 前記同時接触工程が、前記シート表面と複数のコイル駆動式シャフトとを同時に接触させる工程、および各シャフトの位置をモニタリングする工程を包含する、項目12に記載の方法。
(項目14) 前記同時接触工程が、前記シート表面と複数の自由摺動ピンとを同時に接触させる工程、および各ピンの位置をモニタリングする工程を包含する、項目12に記載の方法。
(項目15) 生物材料シートの組織分布をマッピングする方法であって、さらに、以下:
衛生表面、および該表面に垂直に、かつ該表面から間隔を置いて配置された測定ヘッドを含む測定システムを提供する工程であって、該測定ヘッドは、間隔を置いた、該表面に垂直な軸に沿った距離を測定するように適合された複数のセンサを含む、工程;
該表面上の生体材料のシート平らに延ばす工程;
該平らに延ばされたシート上の複数の点の厚さを同時に測定する工程が、該センサを用いてなされる、工程;および
該シートの組織分布マップを作製する工程、
を包含する方法。
(項目16) 前記平らに延ばす工程が、可撓性のワイパ装置を用いて前記表面上の前記シートを平滑にする工程を包含する、項目15に記載の方法。
(項目17) 前記厚さの測定工程が、前記平らに延ばされたシート上の少なくとも3つの点において測定する工程を包含する、項目15に記載の方法。
(項目18) 前記測定工程が、前記シート上の前記複数の点の厚さを同時に測定する工程を包含し、そして前記方法が1回より多く該測定工程を実施する工程をさらに包含する、項目15に記載の方法。
(項目19) 各測定工程における前記複数の点が、一直線上に並べられ、ここで、各線は、前または後の測定工程における該線から間隔をおいて、前記シート上の測定点の二次元アレイを得るようにし、それによって前記組織分布マップのための入力を提供する、項目18に記載の方法。
(項目20) 前記シートをマーキングして、前記組織分布マップに対応する前記複数の点の厚さを示す工程をさらに包含する、項目15に記載の方法。
(項目21) 前記シート上の異なる厚さの領域をマーキングする工程をさらに包含する、項目20に記載の方法。
(項目22) 前記シートがウシ心膜であり、そして前記異なる厚さの領域をマーキングする工程が、心臓弁リーフレットを切り取るのに十分な大きさの、厚さの同じような別個のゾーンを識別する工程を包含する、項目21に記載の方法。
(項目23) 項目22に記載の方法であって、以下:
前記マーキング工程をコンピュータで制御する工程;
心臓弁リーフレットの好ましい厚さに関する情報を該コンピュータに供給する工程;および
マーキングされる該好ましいリーフレットの厚さの別個のゾーンの数を最大にするように、該好ましいリーフレットの厚さ情報に基づいて該マーキング工程を制御する工程、
をさらに包含する、方法。
(項目24) 心臓弁リーフレットを切り取るための別個のゾーンを示す、生体材料シートの自動マッピング方法であって、該方法は、以下:
平らに延ばしたシートの複数の点の厚さ測定する工程;
該複数の点の測定した厚さを自動記録する工程;
該記録した厚さを用いて、心臓弁リーフレットを切り取るのに十分な大きさの該シートの別個のゾーンをマーキングする工程、
を包含する、方法。
(項目25) 項目24の方法であって、以下:
前記マーキング工程をコンピュータで制御する工程;
心臓弁リーフレットの好ましい厚さに関する情報を該コンピュータに供給する工程;および
マーキングされる該好ましいリーフレットの厚さの別個のゾーンの数を最大にするように、該好ましいリーフレットの厚さ情報に基づいて該マーキング工程を制御する工程、
をさらに包含する、方法。
(項目26) 項目24に記載の方法であって、以下:
多数のサイズの心臓弁リーフレットのそれぞれについて許容可能な厚さ範囲を決定する工程;および
多数のサイズの心臓弁リーフレットのそれぞれについて別個のゾーンの許容可能な最小のサイズを決定する工程、
をさらに包含する、方法。
(項目27) 前記複数の点が二次元アレイであり、そして複数の平面ユニットが、それぞれ前記測定点のうちの1つを中心とし、そして各別個のゾーンが、複数の隣接した平面ユニットを含む、項目26に記載の方法。
(項目28) 各別個のゾーンは、その別個のゾーン内の平面ユニットの少なくともいくつかが、対応する心臓弁リーフレットについて許容可能な厚さ範囲内の測定した厚さを有するように選択される、項目27に記載の方法。
(項目29) 前記別個のゾーン内の平面ユニットの少なくとも1つが、対応する心臓弁リーフレットについて許容可能な厚さ範囲外の測定した厚さを有する、項目28に記載の方法。
(項目30) 項目28に記載の方法であって、以下:
心臓弁リーフレットの好ましい厚さを決定する工程;および
マーキングされる該好ましいリーフレットの厚さの別個のゾーンの数を最大にするように、前記シート上の該別個のゾーンをマーキングする工程、
をさらに包含する、方法。
(項目31) 生体材料シートの厚さを測定するためのシステムであって、以下:
支持床に関して固定されるように適合されるベース;
該ベース上に取り付けられる衛生プラテン;および
該ベース上に取り付けられ、そして該プラテンに対して垂直に、かつ該プラテンから間隔を置いて配置される測定ヘッドであって、該測定ヘッドは、該プラテンに対して垂直に配置された間隔を置いた測定軸に沿った距離を測定するように適合された複数のセンサを含み、該センサが、該プラテン上に置かれた該生体材料シートの厚さを測定するように適合される、測定ヘッド、
を備える、システム。
(項目32) 項目31のシステムであって、以下:
プラテンが画定される可動キャリッジ;および
該プラテンと該プラテンを横断する測定ヘッドとを相対移動させて、各センサが該シートの厚さを1箇所より多い点で測定できるように適合された第1の機構、
をさらに備える、システム。
(項目33) 前記プラテンが、前記生体材料シートを測定する平面表面を画定し、そして前記第1の機構が、該平面表面と測定ヘッドの相対的な直線平行移動を可能にする、項目32に記載のシステム。
(項目34) 前記第1の機構が、前記平面表面に平行な第1の軸に沿って、前記ベースに対して相対的に前記測定ヘッドを移動させるよう構成される、項目33に記載のシステム。
(項目35) 前記平面表面と測定ヘッドを、該平面表面に平行で第1の軸に垂直な第2の軸に沿って相対移動させるよう構成された第2の機構をさらに備える、項目34に記載のシステム。
(項目36) 前記第2の機構が、前記第2の軸に沿って、前記平面表面を前記ベースに対して相対的に移動させるよう構成される、項目35に記載のシステム。
(項目37) 前記第2の機構が、前記測定ヘッドと整列した測定ステーションと、前記測定ヘッドからずれた装填ステーションとの間の前記平面表面の移動を可能にし、該装填ステーションが、該測定ヘッドに妨害されることなく、該平面表面へ、および該平面表面からの前記生体材料シートの設置および除去を可能にするよう配置される、項目36に記載のシステム。
(項目38) 前記測定ヘッド上の前記センサの各々が、前記平面表面に垂直に配置された、それぞれの平行な測定軸に沿って相対移動することを可能にする第3の機構をさらに備える、項目37に記載のシステム。
(項目39) 前記測定ヘッド上の前記センサの各々が、前記プラテンに垂直に配置された、それぞれの測定軸に沿って相対移動することを可能にする第3の機構をさらに備える、項目32に記載のシステム。
(項目40) 前記センサそれぞれが、前記プラテンとは反対側の前記シートの表面に接触させるための先端を含む、項目39に記載のシステム。
(項目41) 前記第3の機構が、センサにつき1つの、端部に配置される前記先端を有する複数のコイル駆動式シャフト、および各シャフトの位置をモニタリングするための位置検出器を含む、項目40に記載のシステム。
(項目42) 前記第3の機構が、センサにつき1つの、端部に配置される前記先端を有する複数の自由摺動ピン、および各ピンの位置をモニタリングするための位置検出器を含む、項目40に記載のシステム。
(項目43) 前記測定ヘッドと相対的に前記プラテンを移動させるための第1のモータをさらに備える、項目31に記載のシステム。
(項目44) 前記プラテンおよび前記測定ヘッドが、前記第1のモータにより第1の軸に沿って相対的に移動され、そして前記システムが、該第1の軸と異なる第2の軸に沿って、該測定ヘッドに相対的に該プラテンを移動させるための第2のモータをさらに備える、項目43に記載のシステム。
(項目45) 前記第1および第2のモータを操作するために接続されたプログラム可能な制御器をさらに備える、項目44に記載のシステム。
(項目46) 生体材料シートの厚さを組織分布マッピングするためにも使用される、項目31に記載のシステムであって、さらに、以下:
該シート上の複数の点での厚さを測定するように適合された測定ヘッド
該シートの、該複数の点における厚さに対応するデータを受信するように接続されるコンピュータ;および
該コンピュータにロードされ、そして該データを解析し、該シート上の厚さの同じような別個の領域を識別するように構成される、ソフトウェア、
を備えるシステム。
(項目47) 前記厚さの同じような別個の領域を、前記生体材料シート上に直接マーキングするためのマーキングヘッドをさらに備える、項目46に記載のシステム。
(項目48) 項目47に記載のシステムであって、前記生体材料シートが心臓弁リーフレットを形成するのに適し、そして該システムが、以下:
心臓弁リーフレットの好ましい厚さの値を前記コンピュータに供給することを可能にするヒューマンマシンインターフェースであって、前記ソフトウェアが、マーキングされる好ましいリーフレットの厚さの別個のゾーンの数を最大にするように、前記マーキングヘッドを制御するように構成される、ヒューマンマシンインターフェース、
をさらに備える、システム。
(項目49) 前記ヒューマンマシンインターフェースが、タッチスクリーンモニタを備える、項目48に記載のシステム。
(項目50) 前記マーキングヘッドが、インクジェットタイプの染料ディスペンサを備える、項目47に記載のシステム。
(項目1) 生体材料シートの厚さを測定する方法であって、以下:
衛生表面上に該シートを平らに延ばす工程;
該平らに延ばしたシート上の複数の点の厚さを同時に測定する工程;および
該測定された複数の点の厚さを自動的に記録する工程、
を包含する、方法。
(項目2) 前記シートがウシ心膜である、項目1に記載の方法。
(項目3) 前記平らに延ばす工程が、可撓性のワイパ装置を用いて前記表面上の前記シートを平滑にする工程を包含する、項目1に記載の方法。
(項目4) 前記同時測定工程が、前記平らに延ばされたシート上の少なくとも3つの点において測定する工程を包含する、項目1に記載の方法。
(項目5) 前記同時測定工程が、前記平らに延ばされたシート上の少なくとも10点において測定する工程を包含する、項目4に記載の方法。
(項目6) 1回より多く同時に測定する工程を実施する工程をさらに包含する、項目1に記載の方法。
(項目7) 同時測定工程のそれぞれにおける前記複数の点が、一直線上に並べられ、ここで、各線は、前または後の測定工程における該線から間隔をおいて、シート上の測定点のアレイを得るようにする、項目6に記載の方法。
(項目8) 前記各アレイにおける各測定点が、隣接する測定点からおよそ9.5mmに配置される、項目7に記載の方法。
(項目9) 項目6に記載の方法であって、以下:
前記表面に対して垂直に配置された測定ヘッドを提供する工程;および
連続する各同時測定工程の間に、平面表面に対して平行方向に該表面および該測定ヘッドを相対的に移動させる工程、
をさらに包含する、方法。
(項目10) 前記表面および測定ヘッドの両方が取り付けられたベースを提供する工程をさらに包含し、そして前記相対的に移動させる工程が、連続する各同時測定工程の間に該ベースに対して該表面を動かす工程を包含する、項目9に記載の方法。
(項目11) 前記表面の移動を制御するためのプログラム可能な制御器を提供する工程をさらに包含する、項目10に記載の方法。
(項目12) 前記同時測定工程が、前記表面と反対側の前記シート表面上の複数の点を同時に接触させる工程を包含する、項目1に記載の方法。
(項目13) 前記同時接触工程が、前記シート表面と複数のコイル駆動式シャフトとを同時に接触させる工程、および各シャフトの位置をモニタリングする工程を包含する、項目12に記載の方法。
(項目14) 前記同時接触工程が、前記シート表面と複数の自由摺動ピンとを同時に接触させる工程、および各ピンの位置をモニタリングする工程を包含する、項目12に記載の方法。
(項目15) 生物材料シートの組織分布をマッピングする方法であって、さらに、以下:
衛生表面、および該表面に垂直に、かつ該表面から間隔を置いて配置された測定ヘッドを含む測定システムを提供する工程であって、該測定ヘッドは、間隔を置いた、該表面に垂直な軸に沿った距離を測定するように適合された複数のセンサを含む、工程;
該表面上の生体材料のシート平らに延ばす工程;
該平らに延ばされたシート上の複数の点の厚さを同時に測定する工程が、該センサを用いてなされる、工程;および
該シートの組織分布マップを作製する工程、
を包含する方法。
(項目16) 前記平らに延ばす工程が、可撓性のワイパ装置を用いて前記表面上の前記シートを平滑にする工程を包含する、項目15に記載の方法。
(項目17) 前記厚さの測定工程が、前記平らに延ばされたシート上の少なくとも3つの点において測定する工程を包含する、項目15に記載の方法。
(項目18) 前記測定工程が、前記シート上の前記複数の点の厚さを同時に測定する工程を包含し、そして前記方法が1回より多く該測定工程を実施する工程をさらに包含する、項目15に記載の方法。
(項目19) 各測定工程における前記複数の点が、一直線上に並べられ、ここで、各線は、前または後の測定工程における該線から間隔をおいて、前記シート上の測定点の二次元アレイを得るようにし、それによって前記組織分布マップのための入力を提供する、項目18に記載の方法。
(項目20) 前記シートをマーキングして、前記組織分布マップに対応する前記複数の点の厚さを示す工程をさらに包含する、項目15に記載の方法。
(項目21) 前記シート上の異なる厚さの領域をマーキングする工程をさらに包含する、項目20に記載の方法。
(項目22) 前記シートがウシ心膜であり、そして前記異なる厚さの領域をマーキングする工程が、心臓弁リーフレットを切り取るのに十分な大きさの、厚さの同じような別個のゾーンを識別する工程を包含する、項目21に記載の方法。
(項目23) 項目22に記載の方法であって、以下:
前記マーキング工程をコンピュータで制御する工程;
心臓弁リーフレットの好ましい厚さに関する情報を該コンピュータに供給する工程;および
マーキングされる該好ましいリーフレットの厚さの別個のゾーンの数を最大にするように、該好ましいリーフレットの厚さ情報に基づいて該マーキング工程を制御する工程、
をさらに包含する、方法。
(項目24) 心臓弁リーフレットを切り取るための別個のゾーンを示す、生体材料シートの自動マッピング方法であって、該方法は、以下:
平らに延ばしたシートの複数の点の厚さ測定する工程;
該複数の点の測定した厚さを自動記録する工程;
該記録した厚さを用いて、心臓弁リーフレットを切り取るのに十分な大きさの該シートの別個のゾーンをマーキングする工程、
を包含する、方法。
(項目25) 項目24の方法であって、以下:
前記マーキング工程をコンピュータで制御する工程;
心臓弁リーフレットの好ましい厚さに関する情報を該コンピュータに供給する工程;および
マーキングされる該好ましいリーフレットの厚さの別個のゾーンの数を最大にするように、該好ましいリーフレットの厚さ情報に基づいて該マーキング工程を制御する工程、
をさらに包含する、方法。
(項目26) 項目24に記載の方法であって、以下:
多数のサイズの心臓弁リーフレットのそれぞれについて許容可能な厚さ範囲を決定する工程;および
多数のサイズの心臓弁リーフレットのそれぞれについて別個のゾーンの許容可能な最小のサイズを決定する工程、
をさらに包含する、方法。
(項目27) 前記複数の点が二次元アレイであり、そして複数の平面ユニットが、それぞれ前記測定点のうちの1つを中心とし、そして各別個のゾーンが、複数の隣接した平面ユニットを含む、項目26に記載の方法。
(項目28) 各別個のゾーンは、その別個のゾーン内の平面ユニットの少なくともいくつかが、対応する心臓弁リーフレットについて許容可能な厚さ範囲内の測定した厚さを有するように選択される、項目27に記載の方法。
(項目29) 前記別個のゾーン内の平面ユニットの少なくとも1つが、対応する心臓弁リーフレットについて許容可能な厚さ範囲外の測定した厚さを有する、項目28に記載の方法。
(項目30) 項目28に記載の方法であって、以下:
心臓弁リーフレットの好ましい厚さを決定する工程;および
マーキングされる該好ましいリーフレットの厚さの別個のゾーンの数を最大にするように、前記シート上の該別個のゾーンをマーキングする工程、
をさらに包含する、方法。
(項目31) 生体材料シートの厚さを測定するためのシステムであって、以下:
支持床に関して固定されるように適合されるベース;
該ベース上に取り付けられる衛生プラテン;および
該ベース上に取り付けられ、そして該プラテンに対して垂直に、かつ該プラテンから間隔を置いて配置される測定ヘッドであって、該測定ヘッドは、該プラテンに対して垂直に配置された間隔を置いた測定軸に沿った距離を測定するように適合された複数のセンサを含み、該センサが、該プラテン上に置かれた該生体材料シートの厚さを測定するように適合される、測定ヘッド、
を備える、システム。
(項目32) 項目31のシステムであって、以下:
プラテンが画定される可動キャリッジ;および
該プラテンと該プラテンを横断する測定ヘッドとを相対移動させて、各センサが該シートの厚さを1箇所より多い点で測定できるように適合された第1の機構、
をさらに備える、システム。
(項目33) 前記プラテンが、前記生体材料シートを測定する平面表面を画定し、そして前記第1の機構が、該平面表面と測定ヘッドの相対的な直線平行移動を可能にする、項目32に記載のシステム。
(項目34) 前記第1の機構が、前記平面表面に平行な第1の軸に沿って、前記ベースに対して相対的に前記測定ヘッドを移動させるよう構成される、項目33に記載のシステム。
(項目35) 前記平面表面と測定ヘッドを、該平面表面に平行で第1の軸に垂直な第2の軸に沿って相対移動させるよう構成された第2の機構をさらに備える、項目34に記載のシステム。
(項目36) 前記第2の機構が、前記第2の軸に沿って、前記平面表面を前記ベースに対して相対的に移動させるよう構成される、項目35に記載のシステム。
(項目37) 前記第2の機構が、前記測定ヘッドと整列した測定ステーションと、前記測定ヘッドからずれた装填ステーションとの間の前記平面表面の移動を可能にし、該装填ステーションが、該測定ヘッドに妨害されることなく、該平面表面へ、および該平面表面からの前記生体材料シートの設置および除去を可能にするよう配置される、項目36に記載のシステム。
(項目38) 前記測定ヘッド上の前記センサの各々が、前記平面表面に垂直に配置された、それぞれの平行な測定軸に沿って相対移動することを可能にする第3の機構をさらに備える、項目37に記載のシステム。
(項目39) 前記測定ヘッド上の前記センサの各々が、前記プラテンに垂直に配置された、それぞれの測定軸に沿って相対移動することを可能にする第3の機構をさらに備える、項目32に記載のシステム。
(項目40) 前記センサそれぞれが、前記プラテンとは反対側の前記シートの表面に接触させるための先端を含む、項目39に記載のシステム。
(項目41) 前記第3の機構が、センサにつき1つの、端部に配置される前記先端を有する複数のコイル駆動式シャフト、および各シャフトの位置をモニタリングするための位置検出器を含む、項目40に記載のシステム。
(項目42) 前記第3の機構が、センサにつき1つの、端部に配置される前記先端を有する複数の自由摺動ピン、および各ピンの位置をモニタリングするための位置検出器を含む、項目40に記載のシステム。
(項目43) 前記測定ヘッドと相対的に前記プラテンを移動させるための第1のモータをさらに備える、項目31に記載のシステム。
(項目44) 前記プラテンおよび前記測定ヘッドが、前記第1のモータにより第1の軸に沿って相対的に移動され、そして前記システムが、該第1の軸と異なる第2の軸に沿って、該測定ヘッドに相対的に該プラテンを移動させるための第2のモータをさらに備える、項目43に記載のシステム。
(項目45) 前記第1および第2のモータを操作するために接続されたプログラム可能な制御器をさらに備える、項目44に記載のシステム。
(項目46) 生体材料シートの厚さを組織分布マッピングするためにも使用される、項目31に記載のシステムであって、さらに、以下:
該シート上の複数の点での厚さを測定するように適合された測定ヘッド
該シートの、該複数の点における厚さに対応するデータを受信するように接続されるコンピュータ;および
該コンピュータにロードされ、そして該データを解析し、該シート上の厚さの同じような別個の領域を識別するように構成される、ソフトウェア、
を備えるシステム。
(項目47) 前記厚さの同じような別個の領域を、前記生体材料シート上に直接マーキングするためのマーキングヘッドをさらに備える、項目46に記載のシステム。
(項目48) 項目47に記載のシステムであって、前記生体材料シートが心臓弁リーフレットを形成するのに適し、そして該システムが、以下:
心臓弁リーフレットの好ましい厚さの値を前記コンピュータに供給することを可能にするヒューマンマシンインターフェースであって、前記ソフトウェアが、マーキングされる好ましいリーフレットの厚さの別個のゾーンの数を最大にするように、前記マーキングヘッドを制御するように構成される、ヒューマンマシンインターフェース、
をさらに備える、システム。
(項目49) 前記ヒューマンマシンインターフェースが、タッチスクリーンモニタを備える、項目48に記載のシステム。
(項目50) 前記マーキングヘッドが、インクジェットタイプの染料ディスペンサを備える、項目47に記載のシステム。
本発明の性質および利点のさらなる理解が、本明細書の残りの部分と図面を参照することにより明らかとなろう。
(好ましい実施形態の説明)
本発明は、生体材料、特にシート状の生体材料の厚さを測定、マッピングおよびマーキングするシステムおよび方法を提供する。「生体材料」という用語は、人体における移植に適したあらゆる材料に関し、バイオプロテーゼ材料と同義である。たとえば、好適な生体材料には、ウシまたは他の哺乳類の心膜、ポリエステルなどの生体適合性の材料、コラーゲンを増殖させた合成マトリクス(matrices)などが挙げられるが、これらに限定されない。本発明は、生体材料を測定、マッピングおよびマーキングする自動システムに関して記載および説明されるが、本発明の様々な態様を手動手段で達成することもできる。たとえば、既存の手動測定方法を用いて、システムのマッピングおよびマーキング機能に必要な厚さデータをまとめることもできる。実際に、本明細書中に記載する測定、マッピング、およびマーキング技術はすべて、手動で達成することもできる。最後に、本発明は、心臓弁リーフレットを形成するウシ心膜のシートの評価に関して具体的に記載されるが、心室パッチ、植皮片などを含む他のバイオプロテーゼ移植片または構成成分の形成にも適している。
本発明は、生体材料、特にシート状の生体材料の厚さを測定、マッピングおよびマーキングするシステムおよび方法を提供する。「生体材料」という用語は、人体における移植に適したあらゆる材料に関し、バイオプロテーゼ材料と同義である。たとえば、好適な生体材料には、ウシまたは他の哺乳類の心膜、ポリエステルなどの生体適合性の材料、コラーゲンを増殖させた合成マトリクス(matrices)などが挙げられるが、これらに限定されない。本発明は、生体材料を測定、マッピングおよびマーキングする自動システムに関して記載および説明されるが、本発明の様々な態様を手動手段で達成することもできる。たとえば、既存の手動測定方法を用いて、システムのマッピングおよびマーキング機能に必要な厚さデータをまとめることもできる。実際に、本明細書中に記載する測定、マッピング、およびマーキング技術はすべて、手動で達成することもできる。最後に、本発明は、心臓弁リーフレットを形成するウシ心膜のシートの評価に関して具体的に記載されるが、心室パッチ、植皮片などを含む他のバイオプロテーゼ移植片または構成成分の形成にも適している。
(測定工程およびマッピング工程)
図2Aないし図2Fを参照して、ウシ心膜の嚢50の調製、厚さ測定、およびマッピングの工程のシーケンスを示す。まず、図2Aに示すように、規制屠殺場において嚢50を採取する。各嚢50は独特であるが、尖(apex)52および一対の胸骨心膜靭帯54を含むある種の解剖学的特徴を共有する。嚢50は屠殺場から三次元の嚢形状で届くため、図2Bに示すように、外科用メス58を用いて切断線56に沿って切断しなければならない。図2Bの矢印60に示すように嚢を広げ、平らに延ばして図2Cに示す形状にする。図2Bは、尖52とともに用いられて、平らに延ばした嚢50上に示す底−尖線(base−apex line)64を画定する底(base)62も示す。底−尖線64は、嚢から心臓弁リーフレット(または他の構造)を切り取る最終工程の中で重要となる嚢50の繊維配向をおおよそで示す。心嚢50は、グルタルアルデヒドの緩衝液または他の固定剤で固定され、隔離された後で清浄にされることが望ましい。
図2Aないし図2Fを参照して、ウシ心膜の嚢50の調製、厚さ測定、およびマッピングの工程のシーケンスを示す。まず、図2Aに示すように、規制屠殺場において嚢50を採取する。各嚢50は独特であるが、尖(apex)52および一対の胸骨心膜靭帯54を含むある種の解剖学的特徴を共有する。嚢50は屠殺場から三次元の嚢形状で届くため、図2Bに示すように、外科用メス58を用いて切断線56に沿って切断しなければならない。図2Bの矢印60に示すように嚢を広げ、平らに延ばして図2Cに示す形状にする。図2Bは、尖52とともに用いられて、平らに延ばした嚢50上に示す底−尖線(base−apex line)64を画定する底(base)62も示す。底−尖線64は、嚢から心臓弁リーフレット(または他の構造)を切り取る最終工程の中で重要となる嚢50の繊維配向をおおよそで示す。心嚢50は、グルタルアルデヒドの緩衝液または他の固定剤で固定され、隔離された後で清浄にされることが望ましい。
図2Dは、測定グリッドパターン66を上に重ねた、平らに延ばした嚢50を示す。図示の測定グリッドパターン66は、正方形ユニット68の二次元長方形アレイを含むが、他のグリッドパターンを用いることもできる。以下で詳述するように、嚢50の厚さを正方形ユニット68の各々の中心点で測定して、嚢全体を組織分布マッピングする。図2Dに示す中心間の間隔Sは、所望のマップ解像度に応じて変更することができる。典型的な実施形態において、間隔Sは約9.5mm(0.375インチ)である。図示のグリッドパターン66は嚢50の大部分を包含するが、嚢の輪郭を越えてはあまり延びない。ここでもまた、以下で示すように、グリッドパターン66は所望により、嚢を越えてさらに拡張することができる。
正方形ユニット68の各々の中心点で嚢50の厚さを測定した後、図2Eに示すように、嚢50の組織分布厚さマップ72を有する二次元データグリッド70を作成する。ここでもまた、このデータグリッド70およびマップ72は、手で、またはコンピュータ論理を用いて自動的に、作成することができる。説明するように、データグリッド70およびマップ72は、物理的測定装置に関連付けられたコンピュータのソフトウェアが自動的に生成することが好ましい。正方形ユニット68の各々における嚢50の厚さは、データグリッド70に、グリッドユニット74の1つの中の色として置き換えられる。凡例が示すような異なる色記号で心嚢50の様々な厚さを示す典型的な組織分布マップ72を図示する。異なる厚さまたは厚さ範囲に対応する(白の境界以外の)4つの異なる色が用いられている。当然、示される異なる厚さまたは範囲は4つより多くも少なくもできる。異なる色の各々に対応する特定の厚さまたは範囲は、以下でさらに詳述する。
図2Fは、心臓弁リーフレットの切り取りに備えて心膜嚢50をマッピングする工程における次の工程を示す。具体的には、厚さが同じまたは同じような連続グリッドユニット74に相当するゾーン80a、80b、80cが描かれている。ゾーン80の各々は、ゾーン境界82およびゾーンインジケータ84で線引きされている。図示の例において、ゾーンインジケータ84は、3つの使用可能な厚さに対応する文字記号A〜Cである。
図3を参照して、様々なサイズの心臓弁リーフレットを上に重ねた、グリッドユニット74の多数の2×4または4×5アレイを示す。各リーフレットの輪郭86は、弓形尖端(cusp edge)88、接合端(coapting edge)90、および尖端と接合端を分離する一対の反対方向へ向かう交連タブ(commissure tubs)92とを含む。
これらの図は、特定サイズのリーフレットを切り取る領域を形成するのにいくつのグリッドユニット74が必要であるかを示す。たとえば、72mmのリーフレットは、グリッドユニット74の4×5アレイ内に画定される領域を要する。当然、上述のように、グリッドユニット74のサイズは変更することができるため、必要とされる各アレイ内のグリッドユニット数も変更することができる。本実施形態では、グリッドユニット74の各々は約9.5mm(0.375インチ)の辺を有する正方形であり、よって27mmのリーフレットを形成するのに必要なグリッドユニットのアレイは約38.0mm×47.5mm(1.5インチ×1.875インチ)のサイズを有する。
心臓弁リーフレット用の心膜の望ましい厚さはリーフレットのサイズにより異なり、小さいリーフレットほど一般に、大きいリーフレットよりも薄い。図3には特定サイズのリーフレットを切り取るのに必要な心膜嚢50の領域全体が示されるが、この領域全体がリーフレットの望ましい厚さである必要はない。図4は、様々なサイズのリーフレットを切り取る心膜の好ましいパターン94を示す。具体的に言うと、左のパターンは19、21、および23mmのリーフレット用であり、右のパターンは25、27、29、31、および33mmのリーフレット用である。これらのパターンは、図3に示すようにグリッドユニットのアレイにリーフレット形状を重ねて、各リーフレットの中央部分のサイズをそれぞれのアレイに関して決定することによって得られる。各リーフレットの中央部分が望ましい厚さであればリーフレットは適切に機能するであろうと考えられている。すなわち、各リーフレットの中央部分は一般に、尖端88内の領域と、尖端の接合端90への延長とにより画定される。交連タブ92は典型的に折り畳まれ、心臓弁の交連ポスト(commissure posts)の周囲に縫合されるので、その厚さはあまり重要でないと考えられる。
各パターン94の内部領域96はグリッドユニット74全体の規則的なアレイを含むが、周辺領域98はグリッドユニット全体に対応する必要はない。内部領域96は、切り取る特定のリーフレットの好ましい厚さに対応する厚さを有するが、周辺領域98の厚さは同じ厚さであっても、そうでなくてもよい。内部領域96とパターン94全体の寸法x1、x2、y1、およびy2を図示し、典型的な値を以下の表Iに記す。

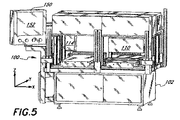
図5、図6および図7Aないし図7Cは、本発明による、生体材料のシートを測定、マッピング、およびマーキングする典型的な自動システム100を示す。本システムは、図2Cに示す平らに延ばした嚢50などの様々な形状のシート様生体材料を受け取って、生成する移植またはプロテーゼ構成要素に対応する特定のマーキングを施したシートを出力するように設計されている。あるいは、上述したように、1つまたは複数の測定、マッピング、およびマーキング機能を、他のところで、手動で、またはさらなる自動機構の力を借りて行うこともできる。
システム100は一般に、ベース102と、このベース102上に取り付けた複数の機械的、電気的、および光学的サブシステムとを備える。ベース102は比較的頑丈な直線構造であり、図6に単独で、多数の動作構成要素を取り除いた状態で示す。ベース102は水平テーブル104を画定し、このテーブル104の上を生体材料シートが平行移動して測定される。テーブル104は長方形で、複数の直立ライトカーテン柱(upstanding light curtain columns)106が各角と、一側面の中央とに取り付けられる。カラム106は、システム100の動作時に平面光学安全カーテン(optical safety curtains)を生成する。このカーテンは、遮断される(broken)と自動停止機能をトリガする。このようにしてシステム100は、カラム106の中に画定される直線体積(volume)内に使用者の手があるときには動作しない。図6はまた、テーブル104の各角に便宜的に配置される複数のオン/オフ動作スイッチ108も示す。最後に、3つの主要な直行方向に対応する座標軸を図6に示す。図7Aないし図7Cの二次元の図も、それぞれの座標軸を含む。
システム100は、2つの主要な動作サブシステム、すなわち測定サブシステムおよびマーキングサブシステムを有する。測定サブシステムは、図7Aの矢印112で示すようにテーブル104上でX軸に沿って平行移動するように支持された測定ヘッド110を含む。マーキングサブシステムは、矢印116で示すようにテーブル104上でX軸に沿って平行移動するように同様に支持されたマーキングヘッド114を含む。測定ヘッド110およびマーキングヘッド114を支持して直線平行移動させるそれぞれの機構は、図7Aおよび図7Cに示されるようにハウジング118、120に収容される。ハウジング118、120内の機構は図示しておらず、好ましい形態の直線スライドとモータ付きネジ棒との組み合わせを含む多数の従来の形態をとり得る。たとえば、図7Bに示す、ハウジング118の左側から突き出たモータ122は、X軸を中心に回動してネジ棒を回転させることにより測定ヘッド110を平行移動させるアウトプットシャフトを有する。同様に、モータ124がハウジング120の左側から延出し、ネジ棒を回転させることによりマーキングヘッド114を平行移動させる。ハウジング118、120はというと、テーブル104の上方で足126上に支持される。測定サブシステムおよびマーキングサブシステムの特定の構造および機能は、以下でより詳細に説明する。
テーブル104は、図6に示すような、テーブルの一方の縁から他方の縁へY軸に沿って延びる一対のチャネル130を含む。チャネル130は、以下で図10および図11に関して詳述する一対のワークステーションまたはキャリッジ132を直線平行移動させる機構を受け取る。キャリッジ132の上にはそれぞれ、生体材料シートの厚さを測定する作業台として機能する作業表面134を画定した。図7Bは、作業表面134の1つと、Y軸に沿ったその移動方向136とを示す。ここでもまた、キャリッジ132の平行移動のための機構は図示しないが、好ましい形状は直線スライドとモータ付きネジ棒との組み合わせを含む。これに関して、ベース102の側部から突き出た一対のモータ138を示し、これらのモータは、Y軸を中心に回動してネジ棒を回転させることによりキャリッジ132を平行移動させるアウトプットシャフトを含む。
次に図7Bの平面図を参照すると、2つのキャリッジ132について第1のトラック140aおよび第2のトラック140bがそれぞれ、Y軸における移動範囲に沿って画定される。両トラック140a、140bはテーブル104の幅全体にわたって延びて、3つの別個のワークステーションを横断する。具体的には、図7Bの下側部分に装填ステーション142が、ハウジング118または120の下部から露出されたテーブル104の一部により確定される。さらに各トラック140について、測定ヘッド110の下に測定ステーション144が確定され、マーキングヘッド114の下にマーキングステーション146が確定される。キャリッジ132は装填ステーション142から測定ステーション144へ、そこからマーキングステーション146へ、そして再び装填ステーションへと、それぞれのトラック140a、140bに沿って往復する。
自動システム100の様々なサブシステムは、以下でより完全に説明するように、プログラマブルコントローラを介して作動、監視および調整される。このコントローラへの様々な入力はヒューマンマシンインターフェース150を介して供給され、図示の実施形態においてこのインターフェースは、タッチスクリーン152を有するコンピュータモニタを含む。モニタ150は、ベース102の一角にある支柱(stanchion)154に便宜的に取り付けられる。
図8、図9A、および図9Bは、本発明の測定ヘッド110の各種細部を示す。測定ヘッド110の動作部は、一線上に並び、Z軸下方を向いた複数のセンサ160を含む。センサ160は様々な形態をとりうるが、概して、生体材料に接触するセンサと接触しないセンサとに分類することができる。すなわち、接触センサは、生体材料に接触すると、作業表面134の上にあるセンサの相対的な高さの知識と組み合わせて、生体材料の厚さをもたらす信号を生成するように設計される。赤外線センサまたはレーザセンサ等、非接触センサは、生体材料に向って電磁波または光ビームを発し、反射波または反射ビームからその厚さを検出する。本発明は、材料が配置される基準面に相対する材料の厚さを検出することのできるあらゆるセンサを包含する。
本発明の目下好ましい実施形態では、センサ160は、先端166を有するシャフト164を変位させて生体材料に接触させるリニアアクチュエータ162を備える。先端166が生体材料に接触するときのシャフト164の位置を知ることにより、リニアアクチュエータは、そのポイントにおける生体材料の厚さに対応する電子信号を生成する。リニアアクチュエータ162は、シャフト164のための貫通する開口を有するプラットフォーム168上に支持される。プラットフォーム168は、測定ヘッド110を平行移動させるための機構の下に、フレーム170に懸架される。具体的には、摺動板172が、ベース102に対して固定された対応する溝(図示せず)内で平行移動するように適合され、雌ネジのきられたネジブロック174が、モータ122(図7B)によって作動される上記電動式ネジ付きロッドに沿って移動する。可動測定ヘッド110は、ケーブルキャリア176または同様の手段を介してシステム100の残りの部分と通信する。
上述したように、センサ160は、X軸と平行して線形アレイに整列し、センサ行を形成する。システム100の測定およびマッピング機能を加速するために、望ましくは少なくとも2個のセンサ160があり、好ましくは少なくとも3個のセンサ、最も好ましくは少なくとも10個のセンサがある。図示の実施形態は、距離S1だけ離間された18個のセンサ160を備える。したがって、この形状では、距離S1だけ離間された生体材料上の18個の別個のポイントを、測定ヘッド110(測定行)によって同時に測定することができる。以下に説明するように、Y軸において生体材料と測定ヘッド110との間を相対変位させることにより、第2行および後続行の18ポイントの測定が可能になり、結果として2次元アレイでの厚さ測定になる。したがって、各センサ160は、Y方向におけるポイント列を測定する。
センサ160間の距離S1は、図2Dに示すグリッドパターン66におけるグリッドユニット68の中心間間隔Sに等しいか、またはこれよりも広い。望ましくは、距離S1は、間隔Sの偶数倍であり、したがってY軸に沿って2列以上の測定が行われ、各列がグリッド間隔Sだけ隣接列からオフセットされる。好ましい実施形態では、距離S1は28.6mm(1.125インチ)であり、間隔Sは9.5mm(0.375インチ)であり、よって3列のオフセット測定が行われる。
もちろん、二次元アレイの厚さ測定をなすために、他の配列のセンサ160を使用してもよい。たとえば、測定ヘッド110と生体材料との間の相対変位は、本明細書に開示する線形以外、たとえば回転であってもよい。あるいは、一線に列をなすこととは対照的に、センサ160を二次元アレイに配列してもよい。後者の配列では、測定ヘッドによって行われる単一の測定が、二次元アレイになる。したがって、当業者は、二次元アレイの厚さ測定をなすために、本発明の範囲内において様々なセンサ形状および測定技法があることを理解する。
また、この時点において、システム100は平面シートの生体材料の測定およびマッピングに特に適したものとして示されるが、生体材料は、筒状等平面以外であってもよいものと意図されることにも留意されたい。また、この点において、作業表面上のシートを「平らに延ばす」という語は、平面作業表面を意味するものと解釈すべきではない。平面作業表面以外の例として、筒の厚さを測定し、三次元局所解剖学的マップを生成するように回転するように適合される測定ヘッド110を使用して、筒状生体材料を円筒形マンドレルに搭載してもよい。同様に、本発明の装置を変更して、シート状の土台以外の三次元オブジェクト上に画定される生体人工(bioprosthetic)表面のマッピングも可能である。たとえば、自由摺動ピン型センサを使用して、縁に搭載される自由摺動ピンアレイを新規に有する馴染みのある卓上のように、より顕著な局所解剖学的変化を正確に測定することができる。簡単に言えば、他の配列も可能であり、本発明は、平面または平坦なシート基板の測定に限定されるものとみなされるべきではない。
図10、図11A、および図11Bは、平らに延ばされたウシ心膜嚢180等、シート様生体材料を支持する、本発明のキャリッジ132の細部を示す。キャリッジ132は、直線からなるプラテン184を支持する略中空のフレーム182を備える。プラテン184の上面は、上述した作業表面134を画定する。シート様生体材料がその上で測定される作業表面134は、材料の汚染を防止するために、微生物的にクリーンであり、かつ衛生的である。従来のクランプ(図示せず)を使用して、動かないようにするために、シート様生体材料を表面134に把持しうるが、好ましい実施形態では、生体材料は単純に表面上に平坦に置かれ、ラバースクイジ様装置等、ワイパ装置を使用して平らに延ばされる。ウシ心膜を使用する場合、ワイピング方法が適宜作動し、これによって準備時間および必要な装置が少なくなり、また心膜に接触する異物面が少なくなることがわかっている。
雌ネジのきられたネジブロック186は、図11Bではフレーム182の下に見られ、モータ138(図7B)の1つにより駆動される電動式ネジ付ロッドに沿っての移動をブロックする。較正バー188は、フレーム182の片側に固定され、X軸に沿って略整列する。較正バー188は、これもまたX軸に沿って延出するいくつかの段付較正面190を含む。較正面190は、較正工程中、センサ160に精度測定を提供する。すなわち、ゼロ基準面を含む、既知の相対高度を有する一連の表面190が、較正バー188に設けられる。センサ160のアレイにより測定される表面の高度値により、ユーザおよび/またはシステムは、較正されていない、または較正なしでは不良のセンサをすべて検出することができる。このような状況が存在する場合、不良のセンサを再度プログラムする、修理して誤作動部分を交換する、または全体的に交換することができる。
X軸およびY軸は、図11Aの平面図に示される。ウシ心膜嚢180は、X軸に平行の底−尖線192の向きで図示される。このようにして、嚢180は、望ましくは、底−尖線192に平行あるいは垂直なグリッドパターンで測定され、マッピングされ、次いでマークされる。嚢180の繊維の向きは底−尖線192に関して概して既知であるため、マークされたグリッドパターンに関する個々の心臓弁リーフレットの切断が容易になる。
図12は、先端クリーニングトレイ194および関連する先端クリーニングカバー196を示す。一対のエンドマウント198により、センサ160の先端66をクリーニングする場合に、クリーニングトレイ194をキャリッジ132に対して固定することができる。すなわち、各先端166が、カバー196の開口を貫通してトレイ194内に設けられるクリーニング溶液の中に延出する。好ましいクリーニング法について以下に述べる。
(電気的コンポーネントインタフェース)
図13は、本発明のシステム100の主要な電気的コンポーネントおよびこれらの相互接続を概略的に示す。システム100は主に、イーサネット(登録商標)接続204を通してヒューマンマシンインタフェース202に対して情報を前後に転送するプログラマブルロジックコントローラ(PLC)200を通して制御される。次に、ヒューマンマシンインタフェース202は、測定ヘッド206内の複数の測定センサと通信する。具体的には、ヒューマンマシンインタフェース202からの通信ライン208(COM1と示す)が、コード動作スイッチ(COS)210に直接接続し、コード動作スイッチ210が、複数のRS232ケーブル212を介して測定ヘッド206内の各センサに接続する。デジタル入出力(I/O)ケーブル214は、PLC200およびマーキングヘッド216との間(to
and for)の情報を転送する。1本または複数本の遠隔入出力(I/O)ケーブル218は、PLC200、ならびに測定ヘッド206、マーキングヘッド216、およびワークピースキャリッジ(図13中に図示せず)を平行移動させるために使用される複数のサーボドライブ220との間の情報を転送する。デジタル入出力(I/O)ケーブル222は、インクジェットをオン/オフするために、サーボドライブ220およびマーキングヘッド216との間の情報を転送する。
図13は、本発明のシステム100の主要な電気的コンポーネントおよびこれらの相互接続を概略的に示す。システム100は主に、イーサネット(登録商標)接続204を通してヒューマンマシンインタフェース202に対して情報を前後に転送するプログラマブルロジックコントローラ(PLC)200を通して制御される。次に、ヒューマンマシンインタフェース202は、測定ヘッド206内の複数の測定センサと通信する。具体的には、ヒューマンマシンインタフェース202からの通信ライン208(COM1と示す)が、コード動作スイッチ(COS)210に直接接続し、コード動作スイッチ210が、複数のRS232ケーブル212を介して測定ヘッド206内の各センサに接続する。デジタル入出力(I/O)ケーブル214は、PLC200およびマーキングヘッド216との間(to
and for)の情報を転送する。1本または複数本の遠隔入出力(I/O)ケーブル218は、PLC200、ならびに測定ヘッド206、マーキングヘッド216、およびワークピースキャリッジ(図13中に図示せず)を平行移動させるために使用される複数のサーボドライブ220との間の情報を転送する。デジタル入出力(I/O)ケーブル222は、インクジェットをオン/オフするために、サーボドライブ220およびマーキングヘッド216との間の情報を転送する。
ここで、これら各種電気的コンポーネントの具体的な例は、代替の機器および/または製造業者が置換され得るという理解の下で与えられる。プログラマブルロジックコントローラ200は、イーサネット(登録商標)ポートを有するAllen Bradley 5/40E(シリーズ5モデル40)であり得る。HMI202としては、ELOタッチスクリーンソフトウェアを有する、IBM互換コンピュータおよびChristensen 18インチタッチスクリーンモニタ型番LSX18Tが挙げられ得る。コード動作スイッチ(COS)210は、Black
Box Corp.(Lawrence, PA)から入手可能である。これは、HMI202に接続される16個のシリアル入力通信ポートおよび1個のシリアル出力ポートを有する。測定ヘッド206内のセンサ160は、望ましくは、サーボフィードバック変位アクチュエータ(例えば、モデルLAL−37−050−50−DC−MODとしてSMAC(Carlsbad, CA)から入手可能なものなど)であり、SMACモデルLAC−25 2軸コントローラまたはこの同等物によって制御される。マーキングヘッド216は、望ましくは、分配プラットフォームモデルBioJet Quanti 3000および分配ヘッドモデルBioJet BLJ4000を有するBioDot(Irvine, CA)インクジェットマーキングペンを含む。分配される「インク」は、望ましくは、無毒の試薬または染料である。ワークピースキャリッジ、測定ヘッド206内のセンサ、およびマーキングヘッド216の移動を制御するサーボドライブは、望ましくは、Allen Bradley(Milwaukee, WI)によって製造され、そしてモデル1326AB−B410G−21サーボモータを備える。システム100には、サーボドライブ220のために480ボルトが送電線網から供給され、この電力は、120ボルトの標準電力供給が必要なコンポーネント(PLC200を含む)のために120ボルトに変換される。測定ヘッド206内のセンサは、DC電力を必要とし得、従って24ボルトDC電源供給が提供され得る。
Box Corp.(Lawrence, PA)から入手可能である。これは、HMI202に接続される16個のシリアル入力通信ポートおよび1個のシリアル出力ポートを有する。測定ヘッド206内のセンサ160は、望ましくは、サーボフィードバック変位アクチュエータ(例えば、モデルLAL−37−050−50−DC−MODとしてSMAC(Carlsbad, CA)から入手可能なものなど)であり、SMACモデルLAC−25 2軸コントローラまたはこの同等物によって制御される。マーキングヘッド216は、望ましくは、分配プラットフォームモデルBioJet Quanti 3000および分配ヘッドモデルBioJet BLJ4000を有するBioDot(Irvine, CA)インクジェットマーキングペンを含む。分配される「インク」は、望ましくは、無毒の試薬または染料である。ワークピースキャリッジ、測定ヘッド206内のセンサ、およびマーキングヘッド216の移動を制御するサーボドライブは、望ましくは、Allen Bradley(Milwaukee, WI)によって製造され、そしてモデル1326AB−B410G−21サーボモータを備える。システム100には、サーボドライブ220のために480ボルトが送電線網から供給され、この電力は、120ボルトの標準電力供給が必要なコンポーネント(PLC200を含む)のために120ボルトに変換される。測定ヘッド206内のセンサは、DC電力を必要とし得、従って24ボルトDC電源供給が提供され得る。
HMI202は、望ましくは、上述したように、システム100の物理的なコンポーネントに直接搭載されるタッチスクリーンモニタを含む。この構成は、システムの綿密な監視およびじか見るユーザによるその動作の迅速な変更を可能にする。タッチスクリーンモニタは、例えば、キーボードよりも比較的より衛生的であり、従って、クリーン製造実施に好ましい。しかし、HMI202は、システムの物理的なコンポーネントが配置される「クリーンルーム」外に配置され得、従って多くのこのようなインタフェースの形態をとり得る。
各種ソフトウェアアプリケーションは、好ましくは、各種システムアクションを動作させ、監視し、かつ統制するために、上記電気的コンポーネントと合わせて利用される。例えば、HMI202は、望ましくは、構成のために、Intellution(Norwood, MA)からのFix Dynamics(商標)で販売されているプログラム等、バックグラウンドでVisual Basicを使用する監視制御データ収集システム(SCADA)ソフトウェアパッケージを含む。コントローラ200のリレーラダーロジックが、サーボドライブ220のいつどこに移動するかに関するHMI202からのコマンドの受信、安全条件のチェック、サーボドライブ220への移動情報の中継、およびいつおよびどこに染料を分配するかをマーキングヘッド216に教えることを含む、全体的なマシンの機能を制御する。好ましいAllen Bradleyサーボドライブ220は、Allen BradleyからのGMLソフトウェアを使用してプログラムされる。マーキングヘッド216に関連するロジックは、染料供給があらゆるマーキングサイクル中に枯渇しないように保証するように、染料ポンプスピードを用いて予めプログラムされる。
測定ヘッド206内の好ましいセンサは、リニアアクチュエータおよびコントローラを含む。各コントローラは、1つ以上、通常は2個のリニアアクチュエータと連結し得る。従って、上述した好ましい実施形態では、18個のリニアアクチュエータおよび9個のコントローラがある。各コントローラは、好ましくはHMI202を介してプログラムすることができる。例示的な実施形態では、SMACリニアアクチュエータおよびコントローラは、コイル駆動シャフトの位置、速度、加速度、トルク、および力をプログラムし得る。
サーボドライブ220に関連する4つのプログラムがある。1つのプログラムはワークピースキャリッジ132のそれぞれの移動に関連し、第3のプログラムは測定ヘッド206の移動に関連し、そして第4のプログラムはマーキングヘッド216の移動に関連する。ここでも、これらプログラムはそれぞれ、好ましくはラップトップコンピュータを介してAllen Bradley GMLソフトウェアを使用して調整することが可能である。
例示的なマーキングヘッド216もまたプログラム可能であるが、プログラムはBioDotハンドヘルド端末を使用して編集される。しかし、一旦編集されると、マーキングヘッド216のプログラムは、パーソナルコンピュータにバックアップとしてダウンロードされ得る。
(全体的な心膜組織の処理および測定)
本発明では、心膜嚢50は、望ましくは、グルタルアルデヒドまたは他の固定剤の緩衝溶液を使用して固定される。固定した後、嚢50は、検疫され、次いで本明細書に述べるように厚さ測定に先立って清浄される。嚢50の組織表面全体またはその一部の厚さは、中心間3/8インチの解像度で自動的に測定され、そしてマッピングされる。次に、これら測定からのデータが使用されて、完全な組織厚のマッピングプロファイルを生成する。厚さマップが使用されて、組織の厚さエリアまたは組織ゾーンを識別そしてマークし、ここからリーフレットが切断される。マークされた組織ゾーンは、手動で切断され、厚さ範囲ごとに分類される。組織ゾーンは、許容される組織エリアが手動でリーフレットに打ち抜かれる切断動作に移行する前に、生体分類基準ごとに視覚的に検査される。代替のシーケンスでは、検疫工程が、測定工程、マッピング工程、マーキング工程、および切断工程の後に行われる。
本発明では、心膜嚢50は、望ましくは、グルタルアルデヒドまたは他の固定剤の緩衝溶液を使用して固定される。固定した後、嚢50は、検疫され、次いで本明細書に述べるように厚さ測定に先立って清浄される。嚢50の組織表面全体またはその一部の厚さは、中心間3/8インチの解像度で自動的に測定され、そしてマッピングされる。次に、これら測定からのデータが使用されて、完全な組織厚のマッピングプロファイルを生成する。厚さマップが使用されて、組織の厚さエリアまたは組織ゾーンを識別そしてマークし、ここからリーフレットが切断される。マークされた組織ゾーンは、手動で切断され、厚さ範囲ごとに分類される。組織ゾーンは、許容される組織エリアが手動でリーフレットに打ち抜かれる切断動作に移行する前に、生体分類基準ごとに視覚的に検査される。代替のシーケンスでは、検疫工程が、測定工程、マッピング工程、マーキング工程、および切断工程の後に行われる。
(測定およびマッピング動作)
シーケンス例は、以下を含む:
1.生体材料シートを第1のワークピーストラックに対応する第1の測定プラテンに装填する;
2.開始ボタンを押すことにより、測定/マーキングサイクルを開始する;
3.第1のワークピーストラックに沿ってY方向にプラテンを測定ステーションまで進める;
4.測定ヘッドをX方向に移動させ、センサアレイを第1のワークピーストラックにおけるプラテンの上に配置する;
5.光出力(light force)を制御しながら生体材料シートの上表面にセンサアレイを接触させて、ポイント行を測定する;
6.生体材料シートの厚さに対応するデータを制御システムに転送する;
7.プラテンをY方向に進め、別のポイント行を測定する;
8.生体材料シートをY方向に沿って測定されるまで、工程5〜7を繰り返す;9.必要に応じて、X方向に測定ヘッドをオフセットし、工程5〜8を繰り返して、1つの升目の測定を得る;
10.制御システムにおいてソフトウェアアルゴリズムを使用して、厚さマップを生成する;
11.プラテンを第1のワークピーストラックに沿ってY方向に、マーキングステーションまで進める;
12.上のワークピーストラックに場所を切り換え、マーキングヘッドが第1のワークピーストラックにおける上のプラテンに配置されるように、X方向における測定ヘッドおよびマーキングヘッドの双方を移動させる;
13.マーキングヘッドおよび制御システムからの厚さマップ命令を用いて、第1のワークピーストラックにおいてプラテン上の生体材料シートを厚さゾーンにマークする;
14.Y方向に第1のワークピーストラックにおけるプラテンを装填ステーションまで進めて、測定およびマークされた生体材料シートの取り外しを可能にする。
シーケンス例は、以下を含む:
1.生体材料シートを第1のワークピーストラックに対応する第1の測定プラテンに装填する;
2.開始ボタンを押すことにより、測定/マーキングサイクルを開始する;
3.第1のワークピーストラックに沿ってY方向にプラテンを測定ステーションまで進める;
4.測定ヘッドをX方向に移動させ、センサアレイを第1のワークピーストラックにおけるプラテンの上に配置する;
5.光出力(light force)を制御しながら生体材料シートの上表面にセンサアレイを接触させて、ポイント行を測定する;
6.生体材料シートの厚さに対応するデータを制御システムに転送する;
7.プラテンをY方向に進め、別のポイント行を測定する;
8.生体材料シートをY方向に沿って測定されるまで、工程5〜7を繰り返す;9.必要に応じて、X方向に測定ヘッドをオフセットし、工程5〜8を繰り返して、1つの升目の測定を得る;
10.制御システムにおいてソフトウェアアルゴリズムを使用して、厚さマップを生成する;
11.プラテンを第1のワークピーストラックに沿ってY方向に、マーキングステーションまで進める;
12.上のワークピーストラックに場所を切り換え、マーキングヘッドが第1のワークピーストラックにおける上のプラテンに配置されるように、X方向における測定ヘッドおよびマーキングヘッドの双方を移動させる;
13.マーキングヘッドおよび制御システムからの厚さマップ命令を用いて、第1のワークピーストラックにおいてプラテン上の生体材料シートを厚さゾーンにマークする;
14.Y方向に第1のワークピーストラックにおけるプラテンを装填ステーションまで進めて、測定およびマークされた生体材料シートの取り外しを可能にする。
上記シーケンスは、本発明のシステムにおけるプラテンおよびワークピーストラックの一方の上の生体材料シートの測定マーキングに対応する。しかし、上述したように、望ましくは、並列動作する2つのプラテンおよびワークピーストラックがある。従って、以下の全体的なシーケンスがまた、システムのスループットを増大するために、続き得る。
1.シートをプラテン1上に装填し、トラック1に沿って測定ステーションまで移動させる;
2.プラテン1上のシートを測定しマッピングする;
3.プラテン1をマーキングステーションまで移動させる;
4.トラック2の上に測定ヘッドを移動させる;
5.シートをプラテン2上に装填し、トラック2に沿って測定ステーションまで移動させる;
6.プラテン1上のシートをマーキングしながら、同時に、プラテン2上のシートを測定しマッピングする;
7.プラテン1を装填ステーションまで移動させ、シートを取り外す;
8.プラテン2をマーキングステーションまで移動させる;
9.プラテン2上のシートをマッピングする;
10.プラテン2を装填ステーションまで移動させて、シートを取り外す。
1.シートをプラテン1上に装填し、トラック1に沿って測定ステーションまで移動させる;
2.プラテン1上のシートを測定しマッピングする;
3.プラテン1をマーキングステーションまで移動させる;
4.トラック2の上に測定ヘッドを移動させる;
5.シートをプラテン2上に装填し、トラック2に沿って測定ステーションまで移動させる;
6.プラテン1上のシートをマーキングしながら、同時に、プラテン2上のシートを測定しマッピングする;
7.プラテン1を装填ステーションまで移動させ、シートを取り外す;
8.プラテン2をマーキングステーションまで移動させる;
9.プラテン2上のシートをマッピングする;
10.プラテン2を装填ステーションまで移動させて、シートを取り外す。
(代替の厚さ測定)
上述したように、様々な手段が使用されて、本発明により生体材料シートの厚さを測定し得る。接触測定方法が用いられる場合、以下のパラメータが好ましい:
・9.5mm(0.375インチ)の中心間距離のサンプリング増大
・約7.0mm(0.275インチ)の平坦な接触先端の直径
・0.42Nすなわち43g未満の力の、Mitutoyo製低圧モデル543測定ゲージによって、すなわちバネが取り付けられ重りが取り外された状態で、加えられる力に等しい、垂直測定力
・8インチ×20インチのX−Y平面における測定テーブルの寸法
・約0.013mm(0.0005インチ)以下のリニアアクチュエータの精度・約0.13mm(0.005インチ)以下のX−Y配置精度
・2分以下の心膜嚢の厚さ測定のための走査時間
・0.356〜0.584mm(0.014〜0.023インチ)のシート厚測定の範囲。
上述したように、様々な手段が使用されて、本発明により生体材料シートの厚さを測定し得る。接触測定方法が用いられる場合、以下のパラメータが好ましい:
・9.5mm(0.375インチ)の中心間距離のサンプリング増大
・約7.0mm(0.275インチ)の平坦な接触先端の直径
・0.42Nすなわち43g未満の力の、Mitutoyo製低圧モデル543測定ゲージによって、すなわちバネが取り付けられ重りが取り外された状態で、加えられる力に等しい、垂直測定力
・8インチ×20インチのX−Y平面における測定テーブルの寸法
・約0.013mm(0.0005インチ)以下のリニアアクチュエータの精度・約0.13mm(0.005インチ)以下のX−Y配置精度
・2分以下の心膜嚢の厚さ測定のための走査時間
・0.356〜0.584mm(0.014〜0.023インチ)のシート厚測定の範囲。
他の非接触測定アプローチとしては、レーザまたは超音波走査が挙げられる。かかる装置を使用して最良の結果を得るためには、広範囲にわたるテストが行われ、精度、再現性、および信頼性のレベルを判断すべきである。特にレーザ走査は、接触法よりも高速かつ清潔であるという利点をもたらす。加えて、レーザスキャナは、比較的単純な移動機構を有し、妥当なコストで購入され得る。不都合なことに、レーザは、振動、湿気、周囲照明、表面仕上げ状況、および空気中の塵/粒子に対してより敏感である。
レーザ使用の1つの具体的な例は、自由摺動ピンと共である。ピンは、測定中のシートの上表面に接触し、レーザがピンの頂部の場所を測定する。別の接触型測定システムは、Aximaからの多軸サーボコントローラエンコーダを利用する。測定は、自由摺動ピンを使用して、各ピンの位置をエンコーダにより決定しながら、生体材料シートに接触することを含む。ピンの位置は、高速検出のために低いヒステリシスで、0.002〜0.004mmの範囲の小さなビームを提供する対になった光センサまたはスマート光ファイバセンサによって監視され得る。フォトアイ(photo eye)は、中断連続性のために、プログラマブル制御ロジックを通してコントローラにより一貫して監視される。ピンの位置は、内蔵エンコーダの計数またはターンの回数によって決定される。Aximaエンコーダのピン高精度は、0.0076mm(0.0003インチ)の範囲である。
(マーキング方法の選好)
システム100は、同じまたは同様の厚さの隣接するグリッドユニット74に対応する、図2Fに示すゾーン80a、80b、80cをマッピングし、次いでマークする。本明細書の他の部分で述べたように、ゾーンは、望ましくは切断され、検査され、分類され、次いでリーフレットがテンプレートまたは同様の手段を使用してゾーンから切断される。もちろん、システム100を使用してゾーン80だけではなく、リーフレット形状自体もマークすることが可能である。
(マーキング方法の選好)
システム100は、同じまたは同様の厚さの隣接するグリッドユニット74に対応する、図2Fに示すゾーン80a、80b、80cをマッピングし、次いでマークする。本明細書の他の部分で述べたように、ゾーンは、望ましくは切断され、検査され、分類され、次いでリーフレットがテンプレートまたは同様の手段を使用してゾーンから切断される。もちろん、システム100を使用してゾーン80だけではなく、リーフレット形状自体もマークすることが可能である。
非接触プリント方法は、望ましくは生体適合性シートのマーキングに使用される。好ましい実施形態では、非接触マーキングシステムは、インクジェット技術、および無毒性の試薬または染料を利用する高性能ディスペンサである。マーキングシステムは、ステンレス鋼、PTFE、および同様の耐食性かつ生体適合性の材料から構築される。
(監視および制御画面)
図14〜図16は、図5に見られるタッチスクリーン152等、操作者の監視および制御画面のいくつかのイメージを示す。好ましい実施形態は、タッチスクリーン技術を利用するが、図14〜図16中のイメージは、監視目的のみであり得、実際の制御は、異なるまたは遠隔装置(すなわちキーボード)を介して達成され得る。
(監視および制御画面)
図14〜図16は、図5に見られるタッチスクリーン152等、操作者の監視および制御画面のいくつかのイメージを示す。好ましい実施形態は、タッチスクリーン技術を利用するが、図14〜図16中のイメージは、監視目的のみであり得、実際の制御は、異なるまたは遠隔装置(すなわちキーボード)を介して達成され得る。
図14は、システム100の大部分の動作シーケンス中に表示されるシステム状態画面250を示す。実際、システム状態画面は、デフォルトである。特定の画面の名称は、表示ウィンドウ240に見られるように、その上部中央に示される。画面の名称240のすぐ下の表示242は、測定されマッピングされている生体適合性シートの特定の供給業者を示す(生体材料がワークピースである場合、調節目的のために重要)。
システム状態画面は、左上の角において、機器の動作モードの全体的な制御を提供する4個のモードボタン252を含む。4つの動作モードは、自動モード、手動モード、較正モード、およびクリーンモードに対応する。各モードボタン252、および実際に各種画面のボタンはすべて、その機能が、ボタンのオンおよびオフを切り換える能力を有するボタンとして示すための枠付きアイコンであることに留意のこと。一度にオンであり得るモードボタン252は1個のみであり、対応する境界が代表的に明るくなるか、または別の色になり、オフである他の3個のボタンとは対照的にその状態を示す。さらに、選択される特定のモードは、好ましくは、ボタン252の上に例「MANUAL MODE」が示されるように、テキスト形態で示される。
操作者は代表的に、製品を実行させる前、または実行全体を通して都合のよい間隔で、較正モードボタンを発動させる。各センサ160が較正バー188に対して較正される較正シーケンスについては、より詳細に以下に述べる。
ここで、状態画面250は、多くのボタンを複製し、2つのワークピースキャリッジ132に対応して左側および右側に表示され、これはモードボタン252の真下に配置される「ZERO SMACS」と称するゼロプラテン位置ボタン154から始まり、フルパターンボタン262まで下に続くことに留意のこと。したがって、別個のキャリッジが、並列に監視および制御され得る。
ゼロプラテン位置ボタン254は、作業表面134に対するセンサ160のゼロ基準位置を確立し、ここからシート厚測定がなされる(頭文字「SMACS」は、測定センサ160の特定の供給業者を指す)。すなわち、操作者は、ボタン254を押して、複数の場所でセンサ160のアレイを作業表面134に接触させ、プラテン134を横切る基準高の二次元アレイを確立する。代表的に、プラテン134は精密表面加工されるが、微小な凸凹が存在し得るか、または長い間に生じ得る。
表示ボックス256は、左右のキャリッジ132それぞれの最後のサイクルの長さを示す。サイクルの長さは通常、ワークピースのサイズ、およびフルパターンボタン262が始動されたかどうかに対応する。サイクル開始および停止ボタン258は、トグルスイッチとして機能し、図6に示すように、テーブル104の角に設けられる物理的な操作者制御ボタン108の機能を複製する。表示260は、2つのキャリッジ132の現サイクルの完了した割合を示す。
フルパターンボタン262は、始動されると、実際のワークピースサイズに関係なく、作業表面134全体を網羅するフルパターンを読み出すようにシステム100をプログラムする。時には、プラテン134上の1つより多くのシートを測定する必要があり得、したがってシートの間に不規則な間隔が存在し得る。フルパターンボタン262は、制御システムが測定工程を早く打ち切らないようにする。これは、さもなくば、ボタン262が始動されず、シートが感知されない場合に発生する。1枚のみの比較的密着した形状のシートが測定される通常の状況では、フルパターンボタン262は始動されない。この場合、システム100は、部分的なプラテンパターンを測定する。すなわち、システムは、作業表面134上のシートすべてが測定されるまで測定を行い、次いで停止する。具体的には、プラテン134が、すべてのセンサ160がプラテン高からゼロ高度を読むまで、測定ヘッドの下でY方向に平行移動する(最初のパスで、シートの縁に達したことを確実にするために、シートの縁を越える2つのさらなるゼロ測定が要求される)。
画面250の右上部分では、製品要件表示264が、各サイズ(小、中、または大)で必要なリーフレットの数、すでにマッピングしマーキングした数、および、減算演算後、マッピングおよびマーキングされるべく残っているリーフレットの数を示す。この表示は、リーフレットの特定のサイズに有利であるようにシステムをプログラムされ得るように、操作者への必要なリーフレットのサイズの通知を続けることにおいて重要である。
画面250のボタンに向かって、一連のナビゲーションボタン266により、このプログラムにおける他の画面にアクセスし得る。図15および図16に見られるように、システム状態画面250は、これらナビゲーションボタン266の1つとして表される。ここでも、これらボタン266は、常に一度に1つだけしか始動することができないように、互いにトグルする。ナビゲーションボタン266の下には、障害表示268が、画面250のボタン部分全体に沿って設けられる。障害表示268は、最近の警報状況を示す。望ましくは、製造を続けるために早急な注意を必要とする警報状況のみが表示される。図14では、障害表示268は、右側のライトカーテンが落ちたことを示し、これは、早急な注意を必要とする深刻な状況である。
システム状態画面250の中央には、システム100の可動部の模式的な平面図270が表示される。平面図270は、272において、並列キャリッジ132についての2個のサーボドライブ、すなわち測定ヘッド110の移動についてのサーボドライブ(SMACSと示す)およびマーキングヘッド114の移動についてのサーボドライブ(マーキングヘッドの特定の供給業者であるBIO DOTと示される)、を含む各サーボドライブの動作状態を示す。各キャリッジ132の位置は、274に示される。テーブル104の周りにある4個のオン/オフスイッチ108の累積状態は、276に示される。すなわち、インジケータ276は、4個すべてのオン/オフスイッチ108がオン位置にある場合にのみ、緑の光を放つ。最後に、平面図270の周囲の一連のバー278が、物理的なシステム100の周囲のライトカーテンの動作状態を表示する。
図15に示すシステムパラメータ画面について述べる前に、左から2番目のボタンがシステムパラメータ画面を選択する、図14中のナビゲーションボタン266を再度参照する。システム100が、心臓弁リーフレットにおける使用のための生体適合性シートの測定およびマッピングに利用される本発明の例示的な実施形態では、リーフレットの厚さ優先度表示および制御テーブル280が、パラメータ画面の左上の角に設けられる。テーブル280は、一連の優先度を表示する左列282を含む。右の3列286a、286b、286cにおける多くのボタン284は、リーフレット厚優先度を並べるために始動され得る。左列282中の3つの一次選択は、テーブル280中の3つの行288a、288b、288cに対応する。そのトグル関係のために、常に、一度に各列286中の1個のボタン284、および各行288中の1個のボタンしか始動することができない。
図示される実施形態では、リーフレットサイズ(一般にリーフレット厚に対応する)は、小(19mm、21mm、および23mm)、中(25mmおよび27mm)、および大(29mm、31mm、および33mm)に分類される。したがって、製造サイクル中に変更され、図14中の表示ボックス264に示されるような初期製造要件に基づいて、操作者は、小、中、あるいは大のリーフレットのいずれかを支持し得る。例えば、小のリーフレットが望まれる場合、行286a(優先度1−高)および列288a(大のリーフレット)に対応する左上のボタン284が始動される。次の選択が中サイズのリーフレットである場合、行286b(優先度2−中)および列288b(中のリーフレット)に対応するボタン284が始動される。したがって、デフォルトにより、大のリーフレット列286cが優先度3(低)に降格され、行286acおよび列288cに対応するボタンが始動される。
図15におけるパラメータ画面の右上部分は、必要なリーフレットサイズの表示および制御ボックス290を含む。測定されるシートの厚さに対するリーフレットサイズの考察において、図3および図4に関して上述したように、各厚さ範囲に関連する異なるリーフレットサイズがある。すなわち、測定された厚さを有するシートの特定部分から、異なるサイズのリーフレットを形成し得る。具体的には、図示される実施形態では、小厚範囲には3つのリーフレットサイズ(19mm、21mm、および23mm)があり、中厚範囲には2つのサイズ(25mmおよび27mm)があり、そして大厚範囲には3つのサイズ(29mm、31mm、および33mm)がある。表示および制御ボックス290なしでは、システム100は、任意の1つの特定サイズのリーフレットを、別のサイズを無視しながら、過剰な数を製造することになり得る。
3つの列292a、292b、および292cはそれぞれ、厚さ範囲の1つに対応し、異なるサイズのリーフレットが、行294a、294b、および294cにおける各列内で分けられる。各列292と各行294との交差点で、特定サイズに必要なリーフレットの数を示す表示が提供される。たとえば、必要なサイズ19mmのリーフレットの数は、100と示される。任意のサイズについて必要な数を変更するために操作者に必要なことは、画面上のその特定のボタンに触れるだけであり、小さなキーパッド(図示せず)が現れ、その変更が可能になる。したがって、図15では、表示が、小厚範囲内の各サイズごとに100個のリーフレットが必要であり、中厚範囲内の各サイズごとに500個のリーフレットが必要であり、大厚範囲内の各サイズごとに300個のリーフレットが必要であることを示す。
各列292の下の表示および制御ボタン296は、各厚さ範囲についての調整割合を示す。心膜嚢のような生物学的組織材料を測定しマッピングする場合、システム100は、視覚的な欠陥を認識し得ない。したがって、視覚的検査に基づいて続けて破棄されるシート材料を補償するように、調整を行わなければならない。たとえば、大サイズ範囲の列は、90%である調整割合ボタン296を示す。90%は、続く視覚的検査10%から破棄されたレベルに対応する。したがって、大厚範囲内の総計900個のゾーンが、リーフレット切断に必要なため、システムは実際に、総計約1000個のゾーンをマッピングしマークする。次に、実際にマークされるゾーン数の表示は、調整割合が100%未満である限り、必要な数を越える。続けて、実際にマッピングされマークされる1000個のゾーンの10%(すなわち、100)が破棄され、900個の使用可能ゾーンが残る。
表示および制御ボックス290の真下には、図14の製造要件表示264を反映する製造値表示298が設けられる。ここでも、製造値表示298は、操作者が必要なリーフレットサイズの表示および制御ボックス290を「オンザフライ」で調整することを助ける。供給業者選択ボタン300および供給業者表示302が、システムパラメータ画面の左側に見られる。リセットカウンタ304により、操作者は、製造値表示298における「マーク済」値をゼロにすることができる。「必要な」リーフレットについての列中の値は、必要なリーフレットサイズの表示および制御ボックス290に入力された値にデフォルトになる。リセットカウンタ304を押すと、別個のポップアップウィンドウ(図示せず)により、このアクションを望んでいることについての確認が行われる。
図15のシステムパラメータ画面のボタンに向かって、測定された最後の嚢における3つのサイズ範囲に見られたリーフレットの数の表示306が設けられる。ナビゲーションボタン308および障害表示310は、本質的に図15について説明したものと同じである。
図16は、320に表示される画面のタイトルと共に、較正画面を示す。モードボタン322がここでも繰り返され、図14中の同じボタンについて説明した機能と同じ機能を有する。画面の左側および右側の双方において、一連の5個のボタン324、326、328、330、および332が、較正動作を選択するために設けられる。ここでも、2つのワークピースキャリッジ132に対応して、左右に2セットのボタンが設けられる。ラインアップボタン324は、マーキングヘッド114のセットアップを行う。個々の較正ボタン326は、すべてのセンサ160に対して個々の較正を行う。各センサの値は、表示ライン340に沿って表示される(例示的な値は、明確にするために省略される)。次の3個のボタン328、330、332は、センサ160に対して較正を行い、対応する値が、表示ライン342、344、および346それぞれに沿って表示される。これら較正動作はそれぞれ、センサ160のアレイを集合的に、較正バー188上の高度の異なる表面190に接触させる。具体的には、ボタン328がセンサ160を、高厚範囲の上端に対応する表面190に接触させ、ボタン330が、センサ160を、低厚範囲の下端に対応する表面190に接触させ、そしてボタン332が、センサ160を、較正バー188上のゼロ基準に対応する表面190に接触させる(代表的には、最初に行われる)。
較正ボタン334は、4つ全ての較正手順を順に自動的に行う。CAL MODEに対応するモードボタン322は、この動作のために始動されなければならない。INK CONFIRMボタン336を始動すると、マーキングヘッド114が一定の順序に配列され、マッピングのために染料が存在することを保証する。ここでも、ナビゲーションボタン348および障害表示350は、上述したものと同様である。
(全体的な利点)
本発明の特定の利点を以下に列挙する:
改良されたプロセスの制御−操作者による判断の低減;リーフレット切断箇所を位置付けるための、生体材料シート厚の一貫した識別;
系統的に自動化されたマッピング/マーキングプロセス:可能なすべてのリーフレット切断切片の包含が可能であり、リーフレットの製造に必要な中間工程(すなわち、小分け、組織分類)の数が低減される;
在庫制御−要求されるリーフレットサイズの選択性に対するより良好な制御;
生体材料シート内の複数の点を、プログラム可能なリニアアクチュエータのアレイおよび三軸コンピュータ制御配置システムにより、厚さについて測定し得る;
シート厚が、位置、速度、加速度、および力のプログラム可能な制御と共にリニアアクチュエータを使用して、自動「高さ」ゲージによって測定される;
厚さ測定後、生体材料シートが、生体適合性があり、かつ無毒の試薬を用いて高性能ディスペンサによりマークされる。
本発明の特定の利点を以下に列挙する:
改良されたプロセスの制御−操作者による判断の低減;リーフレット切断箇所を位置付けるための、生体材料シート厚の一貫した識別;
系統的に自動化されたマッピング/マーキングプロセス:可能なすべてのリーフレット切断切片の包含が可能であり、リーフレットの製造に必要な中間工程(すなわち、小分け、組織分類)の数が低減される;
在庫制御−要求されるリーフレットサイズの選択性に対するより良好な制御;
生体材料シート内の複数の点を、プログラム可能なリニアアクチュエータのアレイおよび三軸コンピュータ制御配置システムにより、厚さについて測定し得る;
シート厚が、位置、速度、加速度、および力のプログラム可能な制御と共にリニアアクチュエータを使用して、自動「高さ」ゲージによって測定される;
厚さ測定後、生体材料シートが、生体適合性があり、かつ無毒の試薬を用いて高性能ディスペンサによりマークされる。
上記は、本発明の好ましい実施形態の完全な説明であるが、種々の代替、改変、および均等物が使用され得る。他の特定の変更が、添付の特許請求の範囲内で実施され得ることが明らかである。
Claims (24)
- 移植片の使用のための生体材料の在庫管理の方法であって、該方法は、以下;
生体材料の在庫供給量を提供する工程;
該在庫供給量から生体材料の複数の平らに延ばした要素の複数の点の厚さを測定する工程;
該測定した厚さをコンピュータに入力する工程;
該移植片のための生体材料の平らな要素の好ましい厚さに関するデータを該コンピュータに提供する工程;および
該測定した厚さおよび好ましい厚さのデータに基づいて別個のゾーンへと生体材料の該平らに延ばした要素を切り分けて、該在庫供給量から切り取られた好ましい厚さの別個のゾーンの数を制御する工程
を包含する、方法。 - 請求項1に記載の方法であって、該方法は、以下:
前記コンピュータに、前記移植片のための生体材料の平らに延ばした要素の好ましい厚さの値を手動で供給し得る、ヒューマンマシンインターフェースを提供する工程;および
該コンピュータにロードされるソフトフェアを提供して、該測定された厚さ情報を分析し、そして、そし生体材料の平らに延ばした要素の同様の厚さの別個の領域を同定する工程であって、該ソフトウェアが同定された好ましい厚さの別個のゾーンの数を最大化するように配置される、工程
をさらに包含する、方法。 - 請求項1に記載の方法であって、ここで、前記生体材料の平らに延ばした要素が平面状である、方法。
- 請求項1に記載の方法であって、ここで、前記生体材料の平らに延ばした要素が非平面状である、方法。
- 請求項4に記載の方法であって、ここで、前記生体材料の平らに延ばした要素が、管状である、方法。
- 請求項1に記載の方法であって、ここで、前記厚さを測定する工程は、同時に、生体材料の平に延ばした各要素の複数の点を測定するシステムを使用して自動化されている、方法。
- 請求項6に記載の方法であって、
前記コンピュータを使用して生体材料の平らに延ばした各要素の上に組織分布マップを生成する工程
をさらに包含する、方法。 - 請求項1に記載に方法であって、
前記測定した厚さを使用して生体材料の平らに延ばした各要素の上に別個のゾーンを生成する工程
をさらに包含する、方法。 - 請求項8に記載の方法であって、ここで、前記厚さを測定する工程は、同時に、生体材料の平に延ばした各要素の複数の点を測定するシステムを使用して自動化されており、そして、前記別個のゾーンを生成する工程は、該厚さを測定するシステムと連動して機能する生成システムを使用して自動化される、方法。
- 請求項1に記載の方法であって、ここで、前記移植片が人工装具心臓弁であり、該データが、心臓弁のリーフレットの好ましい厚さに関係し、そして、別個のゾーンがそこから心臓弁リーフレットを切り出すような寸法にされる、方法。
- 請求項10に記載の方法であって、ここで、生体材料の平らに延ばされた要素が、ウシ心膜のシートである、方法。
- 請求項2に記載にの方法であって、前記ヒューマン−マシンインターフェースが、好ましい厚さデータが変更されることを可能にするインプット選択を含む、方法。
- 請求項2に記載の方法であって、ここで、前記ヒューマンマシンインターフェースが、タッチスクリーンモニタを備える、方法。
- 移植片における使用のための生体材料を測定する方法であって、該方法は、以下:
生体材料を提供する工程;
衛生参照表面上で該生体材料を平たく延ばす工程;
該平たく延ばした生体材料の複数の点における厚さを測定する工程;
コンピュータに対して該測定した厚さを入力する工程;および
該測定した厚さに基づいて、該移植片において使用するために該生体材料上に好ましい領域を同定するソフトウェアを該コンピュータ上で実行する工程;
を包含する、方法。 - 請求項14に記載の方法であって、該測定した厚さを使用して該生体材料上の好ましいものを生成する工程をさらに包含する、方法。
- 請求項14に記載の方法であって、該方法は、以下:
前記コンピュータに該移植片のために該生体材料の好ましい厚さの値を手動で供給し得るヒューマンマシンインターフェースを提供する工程であって、ここで、
該好ましい領域が、同様の厚さにあり、かつ、該ソフトウェアが、同定された好ましい領域の数を制御するように配置される、工程をさらに包含する、方法。 - 請求項16に記載の方法であって、該ヒューマンマシンインターフェースがタッチスクリーンモニタを備える、方法。
- 請求項14に記載の方法であって、該方法は、
前記測定した厚さおよび好ましい領域に基づいて、前記平らに延ばした生体材料を別個のゾーンに切り分けて、別個のゾーンの数を制御する工程
をさらに包含する、方法。 - 請求項14に記載の方法であって、複数の点における厚さを測定する工程は、同時に複数の点において測定するシステムを使用して自動化される、方法。
- 請求項19に記載の方法であって、該方法は、
前記コンピュータ上で実行するソフトウェアを使用して前記平らに延ばした生体材料の組織分布マップを生成する工程
をさらに包含する、方法。 - 請求項19に記載の方法であって、前記測定するシステムが、以下:
前記参照表面と比較して前記生体材料上の複数の点における厚さを同時に測定するように適合された測定ヘッド;ならびに
前記生体材料シート上に直接的に前記好ましい領域を生成するための生成ヘッドを
備える、方法。 - 請求項14に記載の方法であって、ここで、前記生体材料がウシ心膜でありそして、ここで、前記好ましい領域が、心臓弁リーフレットを切り分けるのに十分な大きさである同様の厚さのゾーンである、方法。
- 請求項22に記載の方法であって、以下:
前記好ましい厚さのゾーンの数を最大化する工程
をさらに包含する、方法。 - 図5に記載の装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/515,113 US6378221B1 (en) | 2000-02-29 | 2000-02-29 | Systems and methods for mapping and marking the thickness of bioprosthetic sheet |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001563038A Division JP4174210B2 (ja) | 2000-02-29 | 2001-02-16 | バイオプロテーゼシートの厚さをマッピングおよびマーキングするシステムおよび方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005253992A true JP2005253992A (ja) | 2005-09-22 |
Family
ID=24050024
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001563038A Expired - Lifetime JP4174210B2 (ja) | 2000-02-29 | 2001-02-16 | バイオプロテーゼシートの厚さをマッピングおよびマーキングするシステムおよび方法 |
| JP2005115149A Pending JP2005253992A (ja) | 2000-02-29 | 2005-04-12 | バイオプロテーゼシートの厚さをマッピングおよびマーキングするシステムおよび方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001563038A Expired - Lifetime JP4174210B2 (ja) | 2000-02-29 | 2001-02-16 | バイオプロテーゼシートの厚さをマッピングおよびマーキングするシステムおよび方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US6378221B1 (ja) |
| EP (1) | EP1259776B1 (ja) |
| JP (2) | JP4174210B2 (ja) |
| AT (1) | ATE297543T1 (ja) |
| AU (1) | AU779386B2 (ja) |
| CA (1) | CA2398513C (ja) |
| DE (1) | DE60111360T2 (ja) |
| WO (1) | WO2001064138A2 (ja) |
Families Citing this family (86)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6254627B1 (en) * | 1997-09-23 | 2001-07-03 | Diseno Y Desarrollo Medico S.A. De C.V. | Non-thrombogenic stent jacket |
| CN1179257C (zh) * | 1999-09-30 | 2004-12-08 | 松下电工株式会社 | 在与可编程逻辑控制器结合使用的监视单元上设计视觉信息的系统 |
| US6872226B2 (en) | 2001-01-29 | 2005-03-29 | 3F Therapeutics, Inc. | Method of cutting material for use in implantable medical device |
| US6378221B1 (en) * | 2000-02-29 | 2002-04-30 | Edwards Lifesciences Corporation | Systems and methods for mapping and marking the thickness of bioprosthetic sheet |
| US6454799B1 (en) | 2000-04-06 | 2002-09-24 | Edwards Lifesciences Corporation | Minimally-invasive heart valves and methods of use |
| US6893460B2 (en) | 2001-10-11 | 2005-05-17 | Percutaneous Valve Technologies Inc. | Implantable prosthetic valve |
| US8308797B2 (en) | 2002-01-04 | 2012-11-13 | Colibri Heart Valve, LLC | Percutaneously implantable replacement heart valve device and method of making same |
| US6821299B2 (en) * | 2002-07-24 | 2004-11-23 | Zimmer Technology, Inc. | Implantable prosthesis for measuring six force components |
| US20040024452A1 (en) * | 2002-08-02 | 2004-02-05 | Kruse Steven D. | Valved prostheses with preformed tissue leaflets |
| US20040153145A1 (en) * | 2002-11-26 | 2004-08-05 | Clemson University | Fixation method for bioprostheses |
| US7189259B2 (en) * | 2002-11-26 | 2007-03-13 | Clemson University | Tissue material and process for bioprosthesis |
| US6802214B2 (en) * | 2003-02-11 | 2004-10-12 | National Starch And Chemical Investment Holding Corporation | Envelope quality control apparatus |
| WO2004091419A2 (en) * | 2003-04-08 | 2004-10-28 | Wasielewski Ray C | Use of micro-and miniature position sensing devices for use in tka and tha |
| DE102004022212A1 (de) * | 2004-05-04 | 2005-12-01 | Heidelberger Druckmaschinen Ag | Faltsschachtelklebemaschine mit verbesserter Zugänglichkeit |
| US7097662B2 (en) * | 2004-08-25 | 2006-08-29 | Ut-Battelle, Llc | In-vivo orthopedic implant diagnostic device for sensing load, wear, and infection |
| DE102005003632A1 (de) | 2005-01-20 | 2006-08-17 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Katheter für die transvaskuläre Implantation von Herzklappenprothesen |
| AU2006214249B8 (en) | 2005-02-18 | 2011-11-17 | Komistek, Richard D | Smart joint implant sensors |
| US7410893B2 (en) * | 2005-04-08 | 2008-08-12 | Hewlett-Packard Development Company, L.P. | System and method for depositing a seed layer |
| WO2007038089A2 (en) | 2005-09-21 | 2007-04-05 | Medtronic, Inc. | Composite heart valve apparatus manufactured using techniques involving laser machining of tissue |
| US20070213813A1 (en) | 2005-12-22 | 2007-09-13 | Symetis Sa | Stent-valves for valve replacement and associated methods and systems for surgery |
| GB2440809B (en) * | 2006-07-28 | 2011-08-10 | Geoffrey Douglas Tansley | Improved heart valve prosthesis |
| US7896915B2 (en) | 2007-04-13 | 2011-03-01 | Jenavalve Technology, Inc. | Medical device for treating a heart valve insufficiency |
| US20110004076A1 (en) * | 2008-02-01 | 2011-01-06 | Smith & Nephew, Inc. | System and method for communicating with an implant |
| WO2011104269A1 (en) | 2008-02-26 | 2011-09-01 | Jenavalve Technology Inc. | Stent for the positioning and anchoring of a valvular prosthesis in an implantation site in the heart of a patient |
| US9044318B2 (en) | 2008-02-26 | 2015-06-02 | Jenavalve Technology Gmbh | Stent for the positioning and anchoring of a valvular prosthesis |
| US8029566B2 (en) * | 2008-06-02 | 2011-10-04 | Zimmer, Inc. | Implant sensors |
| US8197489B2 (en) | 2008-06-27 | 2012-06-12 | Depuy Products, Inc. | Knee ligament balancer |
| US8740817B2 (en) | 2009-03-31 | 2014-06-03 | Depuy (Ireland) | Device and method for determining forces of a patient's joint |
| US8721568B2 (en) * | 2009-03-31 | 2014-05-13 | Depuy (Ireland) | Method for performing an orthopaedic surgical procedure |
| US8551023B2 (en) * | 2009-03-31 | 2013-10-08 | Depuy (Ireland) | Device and method for determining force of a knee joint |
| US8597210B2 (en) | 2009-03-31 | 2013-12-03 | Depuy (Ireland) | System and method for displaying joint force data |
| US8556830B2 (en) | 2009-03-31 | 2013-10-15 | Depuy | Device and method for displaying joint force data |
| WO2011109450A2 (en) | 2010-03-01 | 2011-09-09 | Colibri Heart Valve Llc | Percutaneously deliverable heart valve and methods associated therewith |
| EP3636293A1 (en) | 2010-03-23 | 2020-04-15 | Edwards Lifesciences Corporation | Methods of conditioning sheet bioprosthetic tissue |
| US20110251523A1 (en) * | 2010-04-08 | 2011-10-13 | Elcos America, Inc. | Skin care apparatus and method of skin care using the same |
| US8579964B2 (en) | 2010-05-05 | 2013-11-12 | Neovasc Inc. | Transcatheter mitral valve prosthesis |
| US10856978B2 (en) | 2010-05-20 | 2020-12-08 | Jenavalve Technology, Inc. | Catheter system |
| CN103002833B (zh) | 2010-05-25 | 2016-05-11 | 耶拿阀门科技公司 | 人工心脏瓣及包括人工心脏瓣和支架的经导管输送的内假体 |
| US9119738B2 (en) | 2010-06-28 | 2015-09-01 | Colibri Heart Valve Llc | Method and apparatus for the endoluminal delivery of intravascular devices |
| SG191008A1 (en) | 2010-12-14 | 2013-07-31 | Colibri Heart Valve Llc | Percutaneously deliverable heart valve including folded membrane cusps with integral leaflets |
| CN102155906B (zh) * | 2011-03-25 | 2012-10-31 | 微创医疗器械(上海)有限公司 | 多点并动式测量人工生物瓣厚度的装置和方法 |
| US9308087B2 (en) | 2011-04-28 | 2016-04-12 | Neovasc Tiara Inc. | Sequentially deployed transcatheter mitral valve prosthesis |
| US9554897B2 (en) | 2011-04-28 | 2017-01-31 | Neovasc Tiara Inc. | Methods and apparatus for engaging a valve prosthesis with tissue |
| US9358107B2 (en) * | 2011-06-30 | 2016-06-07 | Edwards Lifesciences Corporation | Systems, dies, and methods for processing pericardial tissue |
| CA2841952C (en) | 2011-07-20 | 2018-07-03 | Boston Scientific Scimed, Inc. | Heart valve replacement |
| GB201115411D0 (en) | 2011-09-07 | 2011-10-19 | Depuy Ireland | Surgical instrument |
| US9381112B1 (en) | 2011-10-06 | 2016-07-05 | William Eric Sponsell | Bleb drainage device, ophthalmological product and methods |
| US8632489B1 (en) | 2011-12-22 | 2014-01-21 | A. Mateen Ahmed | Implantable medical assembly and methods |
| US9381011B2 (en) | 2012-03-29 | 2016-07-05 | Depuy (Ireland) | Orthopedic surgical instrument for knee surgery |
| US10070973B2 (en) | 2012-03-31 | 2018-09-11 | Depuy Ireland Unlimited Company | Orthopaedic sensor module and system for determining joint forces of a patient's knee joint |
| US9545459B2 (en) | 2012-03-31 | 2017-01-17 | Depuy Ireland Unlimited Company | Container for surgical instruments and system including same |
| US10206792B2 (en) | 2012-03-31 | 2019-02-19 | Depuy Ireland Unlimited Company | Orthopaedic surgical system for determining joint forces of a patients knee joint |
| US10098761B2 (en) | 2012-03-31 | 2018-10-16 | DePuy Synthes Products, Inc. | System and method for validating an orthopaedic surgical plan |
| JP2015035006A (ja) * | 2012-04-26 | 2015-02-19 | インターナショナル・ビジネス・マシーンズ・コーポレーションInternational Business Machines Corporation | 複数の要素の結合結果を識別する情報処理装置、プログラムおよび方法 |
| US9345573B2 (en) | 2012-05-30 | 2016-05-24 | Neovasc Tiara Inc. | Methods and apparatus for loading a prosthesis onto a delivery system |
| US20140005776A1 (en) | 2012-06-29 | 2014-01-02 | St. Jude Medical, Cardiology Division, Inc. | Leaflet attachment for function in various shapes and sizes |
| US9572665B2 (en) | 2013-04-04 | 2017-02-21 | Neovasc Tiara Inc. | Methods and apparatus for delivering a prosthetic valve to a beating heart |
| CN103363877A (zh) * | 2013-07-25 | 2013-10-23 | 天威新能源控股有限公司 | 孔标法电池片主栅线可焊性焊接面积尺寸标尺 |
| WO2015028209A1 (en) | 2013-08-30 | 2015-03-05 | Jenavalve Technology Gmbh | Radially collapsible frame for a prosthetic valve and method for manufacturing such a frame |
| RS59501B1 (sr) * | 2013-11-19 | 2019-12-31 | Vdeh Betr Gmbh | Postupak za evaluaciju postupka proizvodnje ili obrade u kome se na čeličnoj traci izvodi najmanje jedan korak obrade |
| CN103750922B (zh) * | 2013-12-31 | 2016-07-13 | 金仕生物科技(常熟)有限公司 | 制备人工心脏瓣膜瓣叶的方法 |
| BR112016022948B1 (pt) * | 2014-04-04 | 2022-02-22 | Bien Pltd. | Sistema para executar um método para marcar referências em um artigo plano |
| CN104613844B (zh) * | 2015-02-05 | 2019-03-12 | 合肥鑫晟光电科技有限公司 | 靶材厚度测量装置 |
| WO2016150806A1 (en) | 2015-03-20 | 2016-09-29 | Jenavalve Technology, Inc. | Heart valve prosthesis delivery system and method for delivery of heart valve prosthesis with introducer sheath |
| CN107530168B (zh) | 2015-05-01 | 2020-06-09 | 耶拿阀门科技股份有限公司 | 在心脏瓣膜替换中具有降低的起搏器比例的装置和方法 |
| US10631984B2 (en) | 2015-12-15 | 2020-04-28 | Neovasc Tiara Inc. | Transseptal delivery system |
| EP4183372A1 (en) | 2016-01-29 | 2023-05-24 | Neovasc Tiara Inc. | Prosthetic valve for avoiding obstruction of outflow |
| CN109475419B (zh) | 2016-05-13 | 2021-11-09 | 耶拿阀门科技股份有限公司 | 用于通过引导鞘和装载系统来递送心脏瓣膜假体的心脏瓣膜假体递送系统和方法 |
| DE102016119620A1 (de) * | 2016-10-14 | 2018-04-19 | Fehling Instruments Gmbh & Co. Kg | Lehre für die Rekonstruktion eines Segels einer Aortenklappe |
| EP3541462A4 (en) | 2016-11-21 | 2020-06-17 | Neovasc Tiara Inc. | METHODS AND SYSTEMS FOR THE QUICK RETURN OF A TRANSCATHETER HEART VALVE RELEASE SYSTEM |
| CN110392557A (zh) | 2017-01-27 | 2019-10-29 | 耶拿阀门科技股份有限公司 | 心脏瓣膜模拟 |
| CN111263622A (zh) | 2017-08-25 | 2020-06-09 | 内奥瓦斯克迪亚拉公司 | 顺序展开的经导管二尖瓣假体 |
| WO2019051476A1 (en) | 2017-09-11 | 2019-03-14 | Incubar, LLC | SEALING DEVICE FOR USE AS A VASCULAR DUCT IMPLANT FOR REDUCING ENDOFUCTION |
| CA3092153A1 (en) | 2018-03-05 | 2019-09-12 | Edwards Lifesciences Corporation | Optical tissue measurement |
| EP3876870B1 (en) | 2018-11-08 | 2023-12-20 | Neovasc Tiara Inc. | Ventricular deployment of a transcatheter mitral valve prosthesis |
| AU2020233892A1 (en) | 2019-03-08 | 2021-11-04 | Neovasc Tiara Inc. | Retrievable prosthesis delivery system |
| US11602429B2 (en) | 2019-04-01 | 2023-03-14 | Neovasc Tiara Inc. | Controllably deployable prosthetic valve |
| WO2020210652A1 (en) | 2019-04-10 | 2020-10-15 | Neovasc Tiara Inc. | Prosthetic valve with natural blood flow |
| US11779742B2 (en) | 2019-05-20 | 2023-10-10 | Neovasc Tiara Inc. | Introducer with hemostasis mechanism |
| US11311376B2 (en) | 2019-06-20 | 2022-04-26 | Neovase Tiara Inc. | Low profile prosthetic mitral valve |
| EP4135626A1 (en) * | 2020-04-16 | 2023-02-22 | St. Jude Medical, Cardiology Division, Inc. | Designed leaflet thickness via stretching techniques for improved valve durability |
| CN111982794B (zh) * | 2020-08-03 | 2023-09-26 | 鞍钢股份有限公司 | 一种盐雾试验腐蚀面积比的测量工具及方法 |
| CN113621738B (zh) * | 2021-08-23 | 2022-03-29 | 温州旭美科技有限公司 | 一种防护安全鞋生产设备 |
| CN120152682A (zh) | 2022-11-09 | 2025-06-13 | 耶拿阀门科技公司 | 用于顺序地部署可扩张植入物的导管系统 |
| CN116019608A (zh) * | 2022-12-15 | 2023-04-28 | 成都心拓生物科技有限公司 | 心包处理装置及人工瓣膜瓣叶的制造方法 |
| WO2025157413A1 (en) | 2024-01-25 | 2025-07-31 | Sensofar Medical, S.L. | Equipment and method for preparation of leaflets for bioprosthetic heart valves |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US365873A (en) * | 1887-07-05 | egbert stoerae | ||
| US1012372A (en) * | 1909-07-30 | 1911-12-19 | Emma M D Landenberger | Conformator. |
| US1688308A (en) | 1927-03-14 | 1928-10-16 | Harding Engineering Company | Electrical area-measuring device |
| US2122945A (en) | 1935-01-26 | 1938-07-05 | Kleinschmidt Hans Erich | Method of and machine for marking leather or the like |
| US2856582A (en) | 1955-05-24 | 1958-10-14 | Gen Electric | Method and apparatus for measuring thickness |
| US3110112A (en) * | 1960-03-02 | 1963-11-12 | John E Dalgleish | Method and apparatus for gauging articles |
| GB1506231A (en) | 1975-03-25 | 1978-04-05 | Forth Instr | Apparatus for measuring irregular areas and thicknesses |
| US4199255A (en) | 1977-08-23 | 1980-04-22 | Edward Wilson and Son Ltd. | Apparatus for use in grading hides, skins, pelts and the like |
| GB2055194B (en) | 1979-08-04 | 1983-07-27 | Wilson & Sons Ltd Edward | Skin categorising apparatus |
| US4388735A (en) | 1980-11-03 | 1983-06-21 | Shiley Inc. | Low profile prosthetic xenograft heart valve |
| IT1159433B (it) | 1983-07-25 | 1987-02-25 | Sorin Biomedica Spa | Procedimento ed apparecchiatura per la fabbricazione di lembi valvolari per protesi valvolari cardiache e protesi valvolare cardiaca provvista di tali lembi |
| GB8424582D0 (en) | 1984-09-28 | 1984-11-07 | Univ Glasgow | Heart valve prosthesis |
| US4725961A (en) | 1986-03-20 | 1988-02-16 | Gerber Garment Technology, Inc. | Method and apparatus for cutting parts from pieces of irregularly shaped and sized sheet material |
| US4876758A (en) * | 1987-03-31 | 1989-10-31 | Amfit Inc. | System and method for forming custom-made shoe inserts |
| US4972351A (en) | 1988-07-14 | 1990-11-20 | The Cleveland Clinic Foundation | Computer aided fabrication of wheelchair seats or other body supports |
| US5089971A (en) | 1990-04-09 | 1992-02-18 | Gerber Garment Technology, Inc. | Method and apparatus for cutting parts from hides or similar irregular pieces of sheet material |
| US5037434A (en) | 1990-04-11 | 1991-08-06 | Carbomedics, Inc. | Bioprosthetic heart valve with elastic commissures |
| US5546323A (en) * | 1990-10-10 | 1996-08-13 | Cell Analysis Systems, Inc. | Methods and apparatus for measuring tissue section thickness |
| CA2101557A1 (en) | 1991-02-14 | 1992-08-15 | Roger Tu | Pliable biological graft materials and their methods of manufacture |
| ATE265191T1 (de) | 1994-03-14 | 2004-05-15 | Cryolife Inc | Herstellungsverfahren von gewebe zur implantation |
| US5549666A (en) | 1994-09-02 | 1996-08-27 | Baxter International Inc. | Natural tissue valve prostheses having variably complaint leaflets |
| AU1282097A (en) | 1995-12-05 | 1997-06-27 | Sven Technologies, Inc. | Generating data about the surface of an object |
| US5718012A (en) | 1996-05-28 | 1998-02-17 | Organogenesis, Inc. | Method of strength enhancement of collagen constructs |
| US5961549A (en) * | 1997-04-03 | 1999-10-05 | Baxter International Inc. | Multi-leaflet bioprosthetic heart valve |
| FR2777441B1 (fr) * | 1998-04-21 | 2000-09-15 | Kreon Ind | Systeme de releve d'une forme tridimensionnelle, notamment d'une voute plantaire, et procede de realisation d'une chaussure ou d'une semelle orthopedique mettant en oeuvre le systeme |
| DE10084762T1 (de) | 1999-11-05 | 2003-01-16 | Sign On I Stockholm Ab Dandery | System und Verfahren zum automatischen Zugreifen und Übermitteln von Formularen |
| US6378221B1 (en) * | 2000-02-29 | 2002-04-30 | Edwards Lifesciences Corporation | Systems and methods for mapping and marking the thickness of bioprosthetic sheet |
-
2000
- 2000-02-29 US US09/515,113 patent/US6378221B1/en not_active Expired - Lifetime
-
2001
- 2001-02-16 AU AU43175/01A patent/AU779386B2/en not_active Expired
- 2001-02-16 WO PCT/US2001/005112 patent/WO2001064138A2/en not_active Ceased
- 2001-02-16 DE DE60111360T patent/DE60111360T2/de not_active Expired - Lifetime
- 2001-02-16 AT AT01916113T patent/ATE297543T1/de not_active IP Right Cessation
- 2001-02-16 JP JP2001563038A patent/JP4174210B2/ja not_active Expired - Lifetime
- 2001-02-16 CA CA002398513A patent/CA2398513C/en not_active Expired - Lifetime
- 2001-02-16 EP EP01916113A patent/EP1259776B1/en not_active Expired - Lifetime
-
2002
- 2002-04-30 US US10/135,717 patent/US6553681B2/en not_active Expired - Lifetime
-
2005
- 2005-04-12 JP JP2005115149A patent/JP2005253992A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2001064138A2 (en) | 2001-09-07 |
| EP1259776B1 (en) | 2005-06-08 |
| JP2003524788A (ja) | 2003-08-19 |
| US20020157271A1 (en) | 2002-10-31 |
| WO2001064138A3 (en) | 2002-03-21 |
| JP4174210B2 (ja) | 2008-10-29 |
| US6553681B2 (en) | 2003-04-29 |
| ATE297543T1 (de) | 2005-06-15 |
| US6378221B1 (en) | 2002-04-30 |
| EP1259776A2 (en) | 2002-11-27 |
| AU4317501A (en) | 2001-09-12 |
| CA2398513C (en) | 2007-12-04 |
| CA2398513A1 (en) | 2001-09-07 |
| DE60111360T2 (de) | 2006-05-11 |
| AU779386B2 (en) | 2005-01-20 |
| DE60111360D1 (de) | 2005-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4174210B2 (ja) | バイオプロテーゼシートの厚さをマッピングおよびマーキングするシステムおよび方法 | |
| US11517427B2 (en) | Systems for assessing and cutting bioprosthetic tissue | |
| KR102415549B1 (ko) | 속눈썹의 평가를 위한 방법 및 장치 | |
| CN100556370C (zh) | 用于对材料进行切除或加工处理的方法和器械系统 | |
| US6052653A (en) | Spreading resistance profiling system | |
| US11504819B2 (en) | Control device of machine tool | |
| CN106361431A (zh) | 基于生物3d打印技术的切割修复一体化手术机器人 | |
| CA2599083C (en) | Systems and methods for mapping and marking the thickness of bioprosthetic sheet | |
| JP2008281544A (ja) | 疲労試験機 | |
| WO1991011093A1 (en) | System for mounting components on circuit boards | |
| CN219184343U (zh) | 心包处理装置 | |
| DE112007001096T5 (de) | Auto-Einlern-System | |
| CN208255443U (zh) | 一种基于机器视觉的晶体耦合装配检测装置 | |
| CN111282848B (zh) | 一种生物组织的筛选方法及生物组织筛选装置 | |
| JP2010141269A (ja) | 測定装置 | |
| US20250137969A1 (en) | Product quality measuring apparatus | |
| Kucukdeger | Closed-loop Tool Path Planning for Non-planar Additive Manufacturing and Sensor-based Inspection on Stationary and Moving Freeform Objects | |
| TW457371B (en) | Testing device and method of touch-type tablet | |
| CN120628582A (zh) | 一种手术切割器械的使用寿命测试设备、方法及系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080605 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081031 |