JP2005272014A - 包装機にタバコのグループを形成する方法 - Google Patents
包装機にタバコのグループを形成する方法 Download PDFInfo
- Publication number
- JP2005272014A JP2005272014A JP2005077524A JP2005077524A JP2005272014A JP 2005272014 A JP2005272014 A JP 2005272014A JP 2005077524 A JP2005077524 A JP 2005077524A JP 2005077524 A JP2005077524 A JP 2005077524A JP 2005272014 A JP2005272014 A JP 2005272014A
- Authority
- JP
- Japan
- Prior art keywords
- group
- pusher
- sequence
- station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 27
- 241000208125 Nicotiana Species 0.000 title claims abstract description 12
- 235000002637 Nicotiana tabacum Nutrition 0.000 title claims abstract description 12
- 238000012856 packing Methods 0.000 title abstract description 3
- 230000007547 defect Effects 0.000 claims abstract description 6
- 230000015572 biosynthetic process Effects 0.000 claims abstract description 5
- 230000000737 periodic effect Effects 0.000 claims abstract 6
- 235000019504 cigarettes Nutrition 0.000 claims description 19
- 238000004806 packaging method and process Methods 0.000 claims description 18
- 230000002950 deficient Effects 0.000 claims description 11
- 230000000149 penetrating effect Effects 0.000 abstract 1
- 230000001419 dependent effect Effects 0.000 description 2
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/04—Arranging, feeding, or orientating the cigarettes
- B65B19/10—Arranging cigarettes in layers each comprising a predetermined number
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/28—Control devices for cigarette or cigar packaging machines
- B65B19/32—Control devices for cigarette or cigar packaging machines responsive to incorrect grouping of articles or to incorrect filling of packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0226—Cigarettes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
Abstract
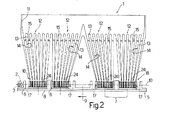
【解決手段】 コンベア(5)は、複数のグループ形成ステーション(17)の次の工程で、連続したポケット(6)を送り、ポケット(6)は独立したプッシャー(21)によってそのポケット(6)へ軸方向に供給されるタバコ(3)の各グループ(2)を受け、独立したプッシャー(21)は、各グループ形成ステーション(17)を貫通して選択的に作動させるために、通常の周期的な操作シーケンス(S2)で操作され、各ポケット(6)に欠陥を有するグループにより未供給が生じる時、通常の周期的な操作シーケンス(S2)を、十分に使用可能なステーション17のみから全てのポケット6を満載できる別の周期的なシーケンス(S3)に置き換える。
【選択図】 図1
Description
コンベアは、一定の連続したステップで積載経路に沿って動いており、コンベアに沿って前記ステップの一つと等しい間隔をあけた、各タバコのグループを受ける複数のポケットを有する。
ホッパーはn個の放出口を有している。各放出口は、積載経路に沿って配置され、同時に各グループを受ける各グループ形成ステーションに、連続したタバコのグループを供給する。前記ステーションは、少なくとも二つの前記ステップと等しい距離だけ間隔をおいたk個の第1グループ(kは1からnまでの範囲で変化する)に分割されており、各第1グループ内の前記ステーションは積載経路に沿って前記ステップの一つと等しい間隔をあけている。
n個の独立したプッシャーはk個の第2グループに分割されおり、各プッシャーは、各タバコのグループを各ポケットに移すため各ステーションを貫通して動かされる。
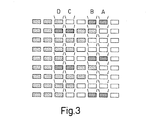
各ダッシュ“−”はステップ7を示し、二つの角括弧の間の各ダッシュはシーケンスS2である。
又は、
3)[AC−−−BD−][AC−−−BD−][AC−−−BD−][......
包装機4の操作の間、センサー15は、対応するチャネル14に沿って、例えばチャネル14の入口の目詰まりやチャネル14内のタバコ3の誤った配置によって発生した欠陥タバコ及び/又は空間を検出する。上記事例のどちらも結果として、対応するステーション17で欠陥を有するグループを構成する。この場合、中央制御ユニット16は、欠陥を有するグループが対応するポケット6に供給されないように、対応するステーション17を何らかの方法で無効とすることにより防止し、シーケンスS2をシーケンスS3に置き換える。シーケンスS3は、積載経路10に沿った無効とされたステーション17の位置に依存し、充分に使用可能なステーション17のみから全てのポケット6を満載する。
また、後者は、以下のように概略的に示すことができる。
上記に関しては、無効とされたステーション17は一つのみしか考慮に入れていないが、シーケンスS3はまた、二つ同時に無効とされたステーション17の場合にも、コンベア5の全てのポケット6が満載されることを確実にするのに使用することができる。しかしながらこの場合には、包装機4の出力速度は、包装機4の停止及び標準操作条件への戻りを免れない程度まで落ちる可能性が高い。
Claims (9)
- 包装機(4)にタバコ(3)のグループ(2)を形成する方法であって、
移動ステップ(7)の第1の一定シーケンス(S1)で、複数のグループ形成ステーション(17)の先にて、連続したポケット(6)を送る工程と、
前記グループ(2)を、それに対応する前記グループ形成用ステーション(17)で、独立したプッシャー(21)により各ポケット(6)に軸方向に送る工程であって、前記プッシャー(21)は、前記ポケット(6)が前記グループ形成ステーション(17)の前を送られるにつれ、全ての前記ポケット(6)を満載にするために、前記各グループ形成ステーション(17)を貫通して選択的に動作するよう第2の周期的な操作シーケンスで(S2)で操作される前記工程と、を含み、
前記対応するグループ形成ステーション(17)を無効とすることによって、欠陥を有するグループを対応するポケット(6)へ供給することを防止する工程と、
前記第2の周期的な操作シーケンス(S2)を、前記充分に使用可能なグループ形成ステーション(17)のみから全てのポケット(6)を満載する第3の周期的なシーケンス(S3)に置き換えることにより、前記欠陥を有するグループの未供給によって生ずる空間の形成を防止する工程と、
をさらに備えることを特徴とする前記方法。 - グループ形成ステーション(17)は、前記欠陥を有するグループを受ける前にそのグループ形成ステーション(17)をロックすることにより無効とされる請求項1に記載の方法。
- 前記グループ形成ステーション(17)は、前記グループ形成ステーション(17)内で前記対応するプッシャー(21)をロックすることによりロックされる請求項2に記載の方法。
- グループ形成ステーション(17)は、前記対応するポケット(6)の手前で前記対応するグループ(2)を排除することにより無効とされる請求項1に記載の方法。
- 積載経路(10)に沿って、移動ステップ(7)の第1の一定シーケンス(S1)で移動するコンベア(5)であって、該コンベア(5)に沿って前記移動ステップ(7)の一つと等しい間隔をおき、タバコ(3)の各グループ(2)を受ける複数のポケット(6)を有する前記コンベア(5)と、
前記積載経路(10)に沿って配置された各グループ形成ステーション(17)に、連続したタバコ(3)のグループ(2)を供給し、一度に一つの各グループ(2)を受けるためのn個の放出口(12)を有するホッパー(11)であって、前記ステーション(17)は、少なくとも二つの前記移動ステップ(7)と等しい距離だけ間隔をおいたk個の第1グループ(18)に分割され、各第1グループ(18)の前記ステーション(17)は前記積載経路(10)に沿って前記移動ステップ(7)の一つと等しい間隔をおいている前記ホッパー(11)と、
タバコ(3)の各グループ(2)を各ポケット(6)に移動させるために各ステーション(17)を貫通して動かすことができるk個の第2グループ(22)に分割されたn個の独立したプッシャー(21)と、
を備える、タバコを包装するための包装機(4)において、
タバコ(3)のグループ(2)を形成する方法であって、
前記積載経路(10)に沿って送られる際、連続したサイクルで前記プッシャー(21)が操作されることにより、前記ポケット(6)を満載する工程であって、前記サイクルの間、第2のシーケンス(S2)で前記各プッシャー(21)が操作され、前記第2のシーケンス(S2)では、各プッシャー(21)と次に続くプッシャー(21)との操作間の時間の経過が、複数の前記移動ステップ(7)を実行するのにかかる時間と等しい前記工程と、
前記方法は、請求項1〜4のいずれかに記載された方法であって
前記対応するステーション(17)への欠陥を有するグループの供給を検出するため前記排出口(12)を制御する工程と、
前記対応するポケット(6)への前記欠陥を有するグループの供給を防止する工程と、
前記第2シーケンス(S2)を第3シーケンス(S3)に置き換えることにより前記欠陥を有するグループの非供給を補う工程と、を含む前記方法。 - 各第2グループ(22)の前記プッシャー(21)は、1サイクルにつき一度のみ操作される請求項5に記載の方法。
- 各サイクルで、各プッシャー(21)と前記次の連続したプッシャー(21)との操作の間の時間の経過は、0以外の複数の前記移動ステップ(7)を実行するのにかかる時間と等しい請求項5又は6に記載の方法。
- 各サイクルで、各プッシャー(21)と前記次の連続したプッシャー(21)との操作の間の時間の経過は、0の前記移動ステップ(7)を実行するのにかかる時間と等しい請求項5又は6に記載の方法。
- 前記第3のシーケンス(S3)は、前記積載経路(10)に沿った、前記欠陥を有するグループを形成する前記ステーション(17)の位置の関数である請求項5から8のいずれか1項に記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000166A ITBO20040166A1 (it) | 2004-03-22 | 2004-03-22 | Metodo per la formazione di gruppi di sigarette in una macchina impacchettatrice |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005272014A true JP2005272014A (ja) | 2005-10-06 |
Family
ID=34856888
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005077524A Pending JP2005272014A (ja) | 2004-03-22 | 2005-03-17 | 包装機にタバコのグループを形成する方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7171796B2 (ja) |
| EP (1) | EP1580129B1 (ja) |
| JP (1) | JP2005272014A (ja) |
| CN (1) | CN100443377C (ja) |
| AT (1) | ATE372928T1 (ja) |
| DE (1) | DE602005002387T2 (ja) |
| IT (1) | ITBO20040166A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20022565A1 (it) * | 2002-12-04 | 2004-06-05 | Amut Spa | Macchina per la disposizione ordinata di articoli impilabili |
| AU2005271064A1 (en) * | 2004-08-11 | 2006-02-16 | Philip Morris Products S.A. | Apparatus and method for producing customised containers of cigarettes |
| DE102005011743B4 (de) * | 2005-03-11 | 2008-06-19 | Grünenthal GmbH | Verteileinrichtung für Objekte, Verpackungsvorrichtung sowie Verfahren zur Verteilung von Objekten |
| ITBO20060645A1 (it) * | 2006-09-20 | 2006-12-20 | Gd Spa | Macchina per l'incarto di articoli cilindrici. |
| DE102007007068A1 (de) * | 2007-02-08 | 2008-08-21 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Befüllen von Behältern mit stabförmigen Produkten |
| DE102007023511A1 (de) | 2007-05-18 | 2008-11-20 | Focke & Co.(Gmbh & Co. Kg) | Verfahren und Vorrichtung zur Bildung von Portionen aus faserigem Gut und zum Abtransport derselben |
| DE102007030049B4 (de) * | 2007-06-26 | 2009-10-08 | Hauni Maschinenbau Ag | Verfahren zum Regeln eines aus Artikeln der Tabak verarbeitenden Industrie gebildeten Förderstroms zwischen einem Schragenentleerer und einer Sendeeinrichtung mit mehreren Sendemodulen |
| PL216616B1 (pl) * | 2010-06-30 | 2014-04-30 | Int Tobacco Machinery Poland | Sposób weryfikowania i poprawy usytuowania elementów prętopodobnych w kasetach lub magazynach pośrednich oraz urządzenie umożliwiające weryfikację prawidłowego usytuowania elementów prętopodobnych i liniowanie ich czołowej powierzchni w kasetach lub magazynach pośrednich |
| UA114631C2 (uk) * | 2012-07-27 | 2017-07-10 | Філіп Морріс Продактс С.А. | Пристрій та спосіб для формування упорядкованих груп стрижнеподібних виробів |
| GB201419197D0 (en) * | 2014-10-29 | 2014-12-10 | British American Tobacco Co | A rod article distribution apparatus |
| MX2018008937A (es) * | 2016-01-29 | 2018-11-09 | Philip Morris Products Sa | Aparato y metodo de alimentacion para articulos en forma de varilla. |
| CN105644831B (zh) * | 2016-03-22 | 2018-04-20 | 上海市勤昌织带厂 | 一种烟盒包装机模盒 |
| ITUA20162281A1 (it) * | 2016-04-04 | 2017-10-04 | Gima Tt S P A | Dispositivo di trasferimento di gruppi organizzati di articoli da fumo, apparato e metodo per l'alimentazione e la formazione di gruppi organizzati di articoli da fumo comprendente detto dispositivo di trasferimento |
| IT201700048348A1 (it) * | 2017-05-04 | 2018-11-04 | Logomat S R L | Macchina confezionatrice, e metodo di controllo della stessa. |
| DE102017120281A1 (de) * | 2017-09-04 | 2019-03-07 | Krones Ag | Vorrichtung und Verfahren zum Kontrollieren von bedruckten Behältnissen |
| CN108583955A (zh) * | 2018-02-26 | 2018-09-28 | 福州幻科机电科技有限公司 | 一种香烟活性炭滤嘴生产中的装盒斗阵列结构 |
| CN108438333B (zh) * | 2018-03-30 | 2024-05-03 | 漳州杰安塑料有限公司 | 一种半自动吸管装盒机 |
| CN109878787A (zh) * | 2019-02-26 | 2019-06-14 | 成都慧晶机械设备有限公司 | 一种半自动装烟机 |
| IT201900019912A1 (it) * | 2019-10-29 | 2021-04-29 | Marchesini Group Spa | Metodo per trasferire confezioni stickpack dall’uscita di una macchina confezionatrice ad un organo trasportatore azionato in continuo di alimentazione di una macchina astucciatrice e stazione di trasferimento di confezioni stickpack |
| EP4507974A1 (en) | 2022-04-11 | 2025-02-19 | Philip Morris Products S.A. | Aerosol-generating article collation forming with increased number of hoppers |
| CN114655495A (zh) * | 2022-04-29 | 2022-06-24 | 河南中烟工业有限责任公司 | 一种盒烟包装用的自动装料机 |
| DE102023126975A1 (de) | 2023-10-04 | 2025-04-10 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zur Zuführung von Gruppen von Produkten der Zigarettenindustrie zu Taschen eines Förderers |
| CN119305797B (zh) * | 2024-11-19 | 2025-10-24 | 上海烟草机械有限责任公司 | 一种烟支供料装置及其控制方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3106282A (en) * | 1960-04-15 | 1963-10-08 | Schmermund Alfred | Machines for handling cigarettes |
| JPS58209973A (ja) * | 1982-05-28 | 1983-12-07 | ジ・デイ・ソチエタ・ペル・アチオ−ニ | 巻きタバコ包装機械における複数群の巻きタバコを形成する装置 |
| JP2000203522A (ja) * | 1999-01-15 | 2000-07-25 | G D Spa | タバコ集成体を形成する方法 |
| JP2001206315A (ja) * | 1999-12-15 | 2001-07-31 | Topack Verpackungstechnik Gmbh | シガレットのブロックを形成しかつ多作業路様式の包装機に引渡すための方法および装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3426503A (en) * | 1965-08-23 | 1969-02-11 | Reynolds Tobacco Co R | Cigarette packaging apparatus |
| US3771279A (en) * | 1968-04-15 | 1973-11-13 | G D Soc Accomandite Semplice | Feed rate control device of cigarette packaging machine |
| US3735767A (en) * | 1970-10-20 | 1973-05-29 | Hauni Werke Koerber & Co Kg | Method and machine for the making of cigarette packs or the like |
| DE2126031C2 (de) | 1970-12-30 | 1985-06-13 | G.D S.P.A., Bologna | Vorrichtung zum Überwachen des Beschickungsflusses in einer Zigarettenverpackungsmaschine |
| US4134502A (en) * | 1977-03-22 | 1979-01-16 | G.D. Societa Per Azioni | Apparatus for forming groups made up by a plurality of side-by-side positioned piles of parallelepipedon shaped articles |
| IT1108245B (it) * | 1978-06-01 | 1985-12-02 | Gd Spa | Dispositivo di alimentazione e controllo di strati di sigarette in macchine condizionatrici di sigarette in pacchetti |
| DE2938613A1 (de) * | 1979-09-25 | 1981-04-09 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zur bildung von blockfoermigen zigarettengruppen fuer zigarettenpackungen aus uebereinanderliegenden zigarettenschichten |
| IT1240709B (it) * | 1990-08-17 | 1993-12-17 | Cavanna Spa | Procedimento per regolare l'avanzamento di articoli in un sistema di convogliamento, particolarmente un sistema automatico di confezionamento, e relativo sistema. |
| ITGE940080A1 (it) * | 1994-06-16 | 1995-12-16 | Sasib Spa | Macchina impacchettatrice di prodotti astiformi delicati,in particolare di sigarette. |
| IT1292882B1 (it) * | 1997-04-28 | 1999-02-11 | Gd Spa | Metodo per bilanciare la produzione di due linee di un impianto di impacchettamento. |
| IT1321283B1 (it) * | 2000-05-30 | 2004-01-08 | Gd Spa | Dispositivo formatore di gruppi di sigarette. |
-
2004
- 2004-03-22 IT IT000166A patent/ITBO20040166A1/it unknown
-
2005
- 2005-03-17 US US11/083,045 patent/US7171796B2/en not_active Expired - Fee Related
- 2005-03-17 JP JP2005077524A patent/JP2005272014A/ja active Pending
- 2005-03-18 DE DE602005002387T patent/DE602005002387T2/de not_active Expired - Fee Related
- 2005-03-18 AT AT05102198T patent/ATE372928T1/de not_active IP Right Cessation
- 2005-03-18 EP EP05102198A patent/EP1580129B1/en not_active Expired - Lifetime
- 2005-03-22 CN CNB2005100559736A patent/CN100443377C/zh not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3106282A (en) * | 1960-04-15 | 1963-10-08 | Schmermund Alfred | Machines for handling cigarettes |
| JPS58209973A (ja) * | 1982-05-28 | 1983-12-07 | ジ・デイ・ソチエタ・ペル・アチオ−ニ | 巻きタバコ包装機械における複数群の巻きタバコを形成する装置 |
| JP2000203522A (ja) * | 1999-01-15 | 2000-07-25 | G D Spa | タバコ集成体を形成する方法 |
| JP2001206315A (ja) * | 1999-12-15 | 2001-07-31 | Topack Verpackungstechnik Gmbh | シガレットのブロックを形成しかつ多作業路様式の包装機に引渡すための方法および装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1580129A1 (en) | 2005-09-28 |
| CN1736802A (zh) | 2006-02-22 |
| ITBO20040166A1 (it) | 2004-06-22 |
| DE602005002387D1 (de) | 2007-10-25 |
| US7171796B2 (en) | 2007-02-06 |
| CN100443377C (zh) | 2008-12-17 |
| DE602005002387T2 (de) | 2008-06-19 |
| US20050204706A1 (en) | 2005-09-22 |
| ATE372928T1 (de) | 2007-09-15 |
| EP1580129B1 (en) | 2007-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005272014A (ja) | 包装機にタバコのグループを形成する方法 | |
| CN106562472B (zh) | 用于输送并储存加工业的棒形的和/或方形的产品的装置和方法 | |
| KR102142935B1 (ko) | 로드 형상의 물품의 조합을 형성하기 위한 장치 및 방법 | |
| JP2001206315A (ja) | シガレットのブロックを形成しかつ多作業路様式の包装機に引渡すための方法および装置 | |
| KR102553460B1 (ko) | 흡연 물품의 정리된 그룹을 이송하고 형성하는 장치 및 방법 | |
| US5630309A (en) | Method of and apparatus for supplying blanks to packing machines | |
| US6347709B1 (en) | Method and apparatus for transferring packing units | |
| CN104703884B (zh) | 用于卫生产品的生产和包装设备及其运行方法 | |
| JP5346370B2 (ja) | タバコ産業の製造装置でロッド状エレメントを輸送するためのデバイスでできたシステム | |
| US6311827B1 (en) | Device for supplying cigarettes on a conditioning machine with two packing lines | |
| ITBO20080225A1 (it) | Metodo per il trasferimento di articoli da una prima macchina ad una seconda macchina che confeziona tali articoli in relativi contenitori | |
| US7284578B2 (en) | Apparatus for placing products into blisters of a blister band | |
| CN101249898B (zh) | 用于香烟包装机的香烟组形成装置 | |
| US4078647A (en) | Apparatus for transporting cigarettes or the like | |
| JP2007022798A (ja) | 包装機における分包品集積方法と装置 | |
| IT202000013987A1 (it) | Macchina per il confezionamento di gruppi di prodotti tissue e metodo di controllo di conformità di strati di gruppi di prodotti tissue | |
| EP3050440B1 (en) | A filling system for a machine for filling trays and a method for filling trays | |
| JP2008265878A (ja) | スティック形状、棒形状または流動可能な製品の複数の部分を組み合わせるとともに部分を同期して包装装置に搬送するための装置および方法 | |
| US2574628A (en) | Apparatus for supplying cigarettes to packing machines | |
| GB2120526A (en) | Testing cigarettes prior to packaging | |
| IT202000009643A1 (it) | Apparato e processo per formare e alimentare gruppi di articoli da fumo di due tipologie distinte, in una linea di confezionamento di articoli da fumo. | |
| CN118716679A (zh) | 用于生产和/或处理和/或加工烟草加工业的棒状物品或其中间产品的设备和方法 | |
| JP2025031674A (ja) | ロッド状の物品を取り扱う装置及びこのような装置を初期充填する方法 | |
| JP2008285169A (ja) | 箱詰め装置 | |
| JPH0369405A (ja) | 薬品包装システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20050707 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050707 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101012 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110405 |