JP2005290021A - ポリプロピレン系樹脂成形体 - Google Patents
ポリプロピレン系樹脂成形体 Download PDFInfo
- Publication number
- JP2005290021A JP2005290021A JP2004102386A JP2004102386A JP2005290021A JP 2005290021 A JP2005290021 A JP 2005290021A JP 2004102386 A JP2004102386 A JP 2004102386A JP 2004102386 A JP2004102386 A JP 2004102386A JP 2005290021 A JP2005290021 A JP 2005290021A
- Authority
- JP
- Japan
- Prior art keywords
- fibers
- fiber
- polypropylene resin
- mass
- molded body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Compositions Of Macromolecular Compounds (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
【課題】
均一な導電性を有し、かつ表面外観に優れたポリプロピレン系樹脂成形体を提供すること。
【解決手段】
ゲルパーミエーションクロマトグラフィー法で求めたポリスチレン基準の分子量分布曲線において、分子量106以上の成分が10質量%以下であるポリプロピレン系樹脂90〜96質量%と、導電性繊維10〜4質量%からなる樹脂成形体であって、成形体の断面における、特定の式により算出された繊維配向角度αよりも大きな配向角度を有する繊維の割合が、前記成形体断面に存在する繊維総数の4〜60%であることを特徴とするポリプロピレン系樹脂成形体である。
【選択図】 なし
均一な導電性を有し、かつ表面外観に優れたポリプロピレン系樹脂成形体を提供すること。
【解決手段】
ゲルパーミエーションクロマトグラフィー法で求めたポリスチレン基準の分子量分布曲線において、分子量106以上の成分が10質量%以下であるポリプロピレン系樹脂90〜96質量%と、導電性繊維10〜4質量%からなる樹脂成形体であって、成形体の断面における、特定の式により算出された繊維配向角度αよりも大きな配向角度を有する繊維の割合が、前記成形体断面に存在する繊維総数の4〜60%であることを特徴とするポリプロピレン系樹脂成形体である。
【選択図】 なし
Description
本発明は、ポリプロピレン系樹脂成形体に関し、さらに詳しくは、均一な導電性を有し、かつ表面外観に優れたポリプロピレン系樹脂成形体に関する。
従来、導電性を付与した樹脂成形体としては、カーボンブラック、ケッチェンブラック、金属酸化物系導電性フィラーなどの導電性粉体を樹脂に配合した導電性樹脂成形体が知られている(例えば、特許文献1参照)。しかしながら、導電性粉体を用いて所定の導電性を得ようとすると、樹脂成形体内で導電性粉体を連続して存在させるために多量の導電性粉体を配合する必要がある。その結果、成形体の剛性が不十分となり、その補強のために、さらに多量の無機充填材の配合することが必要となっている。
また、導電性材料として、ポリアセタールと炭素繊維からなる組成物も公知である(例えば、特許文献2参照)。炭素繊維などの導電性繊維を用いる場合は、導電性粉体を用いる場合に比べて、機械的性質は損なわれにくいが、特許文献2では炭素繊維を大量に配合しているため、異方性が大きくなり、成形体が大型になるとソリが生じるという問題がある。
また、炭素繊維などの導電繊維と熱可塑性樹脂繊維とから形成された混合シートを用いて導電性熱可塑性樹脂成形体を製造する方法も提案されている(例えば、特許文献3参照)。
しかし、特許文献3の製造方法により得られた樹脂成形体は、導電性繊維を用いるので導電性は良いが、2種類の繊維を用いるため製造が煩雑であり、成形体の成形歪が未だに大きく、十分に満足できるものではなかった。
しかし、特許文献3の製造方法により得られた樹脂成形体は、導電性繊維を用いるので導電性は良いが、2種類の繊維を用いるため製造が煩雑であり、成形体の成形歪が未だに大きく、十分に満足できるものではなかった。
本発明は、このような状況下で、樹脂組成が簡単で、かつ均一な導電性を有し、しかも表面外観に優れたポリプロピレン系樹脂成形体を提供することを目的とするものである。
本発明者らは、前記目的を達成するために研究を重ねた結果、導電性繊維を配合して樹脂材料に所望の導電性を持たせる際に、特定の分子量分布を有するポリプロピレン系樹脂をマトリックス材として選定し、導電性繊維の配向を制御することにより、2成分からなる樹脂成形体でありながら、少量の導電性繊維の配合で、均一な導電性を有し、かつ表面外観に優れたポリプロピレン系樹脂成形体を提供できることを見出した。
すなわち、本発明は、
(1)ゲルパーミエーションクロマトグラフィー法で求めたポリスチレン基準の分子量分布曲線において、分子量106以上の成分が10質量%以下であるポリプロピレン系樹脂90〜96質量%と、導電性繊維10〜4質量%からなる樹脂成形体であって、成形体の断面における、式(1)により算出された繊維配向角度αよりも大きな配向角度を有する繊維の割合(R)が、前記成形体断面に存在する繊維総数の4〜60%であることを特徴とするポリプロピレン系樹脂成形体、
α=Sin-1((d−δ)/l) (1)
(式中、lは繊維の平均繊維長、dは配向した繊維の平均繊維間隔、δは配向した繊維の繊維間隔の標準偏差を示す。)
(2)前記導電性繊維が炭素繊維である前記(1)のポリプロピレン系樹脂成形体、
(3)前記炭素繊維が、繊維長10〜1000μm、繊維径3〜30μm、アスペクト比0.5〜20のものである前記(2)のポリプロピレン系樹脂成形体、及び
(4)前記(1)〜(3)のポリプロピレン系樹脂成形体用樹脂組成物、
を提供するものである。
すなわち、本発明は、
(1)ゲルパーミエーションクロマトグラフィー法で求めたポリスチレン基準の分子量分布曲線において、分子量106以上の成分が10質量%以下であるポリプロピレン系樹脂90〜96質量%と、導電性繊維10〜4質量%からなる樹脂成形体であって、成形体の断面における、式(1)により算出された繊維配向角度αよりも大きな配向角度を有する繊維の割合(R)が、前記成形体断面に存在する繊維総数の4〜60%であることを特徴とするポリプロピレン系樹脂成形体、
α=Sin-1((d−δ)/l) (1)
(式中、lは繊維の平均繊維長、dは配向した繊維の平均繊維間隔、δは配向した繊維の繊維間隔の標準偏差を示す。)
(2)前記導電性繊維が炭素繊維である前記(1)のポリプロピレン系樹脂成形体、
(3)前記炭素繊維が、繊維長10〜1000μm、繊維径3〜30μm、アスペクト比0.5〜20のものである前記(2)のポリプロピレン系樹脂成形体、及び
(4)前記(1)〜(3)のポリプロピレン系樹脂成形体用樹脂組成物、
を提供するものである。
本発明のポリプロピレン系樹脂成形体は、射出成形体などにおける体積抵抗率の場所依存性が極めて小さく、均一な導電性を持った成形体である。また、高価な導電性繊維の配合量が少ないため、成形体の表面外観を悪化させることがなく、コスト低減効果も優れている。さらに、2成分からなる簡単な組成であるため、工業的に有利に製造できる。このため、均一な導電性と成形加工性、表面外観を同時に必要とする各種の樹脂成形体として好適に用いられる。
本発明のポリプロピレン系樹脂成形体においては、(i)ゲルパーミエーションクロマトグラフィー(GPC)法で求めたポリスチレン基準の分子量分布曲線において、分子量106以上の成分が10質量%以下であるポリプロピレン系樹脂を用いること、(ii)導電性繊維を10〜4質量%という少量で用いること、(iii)成形体の断面において、特定の配向角度を有する繊維の割合が、該成形体断面に存在する繊維総数の4〜60%であることが特徴である。
射出成形品中での繊維の配向状態を制御するためには、マトリックス樹脂の分子量分布を適切に調整することが重要である。すなわち、マトリックス材となる樹脂の配向と、繊維の配向は密接に関係しており、例えば高分子量成分を多く含む材料ではマトリックス材の配向が強くなり、それに伴って繊維は樹脂の流れ方向(MD方向)又は樹脂の流れ方向に対して直交する方向(TD方向)により強く配向する。このことから、電気抵抗値が低く、かつ導電性能が均一な成形体を得るためには、なるべく高分子量成分を多く含まない材料を選択することが重要である。
一般にポリプロピレン系樹脂の分子量分布は、ゲルパーミエーションクロマトグラフィー(GPC)法を用いてポリスチレン基準の分子量分布が測定される。GPC法によるポリプロピレンの分子量分布において、分子量106以上の高分子量成分が多い樹脂では、配向緩和時間が長いために、射出成形で得られた成形体は樹脂の配向が強く残ることになる。
そこで、繊維強化樹脂の樹脂部の分子量分布、特に106以上の成分の含有量を特定の範囲に制御することによって、式(1)で示されるαを制御することができ、導電性繊維の量が少量であっても良好で均一な導電性が付与された成形体を得ることができる。
すなわち、GPC法で求めたポリスチレン基準の分子量分布曲線において、分子量106以上の成分が10質量%以下であると、導電性繊維の配向角度の制御が容易となり、抵抗率が低く、抵抗率の場所依存性が少ない、良好な導電特性を有する樹脂成形体の製造が容易となる。分子量106以上の成分は、好ましくは8質量%以下、特に好ましくは6質量%以下である。
そこで、繊維強化樹脂の樹脂部の分子量分布、特に106以上の成分の含有量を特定の範囲に制御することによって、式(1)で示されるαを制御することができ、導電性繊維の量が少量であっても良好で均一な導電性が付与された成形体を得ることができる。
すなわち、GPC法で求めたポリスチレン基準の分子量分布曲線において、分子量106以上の成分が10質量%以下であると、導電性繊維の配向角度の制御が容易となり、抵抗率が低く、抵抗率の場所依存性が少ない、良好な導電特性を有する樹脂成形体の製造が容易となる。分子量106以上の成分は、好ましくは8質量%以下、特に好ましくは6質量%以下である。
本発明に用いられるポリプロピレン系樹脂としては、GPC法で求めたポリスチレン基準の分子量分布曲線において、分子量106以上の成分が10質量%以下であるプロピレン単独重合体、プロピレン・エチレンランダム共重合体、プロピレン・エチレンブロック共重合体などのポリプロピレン系樹脂の中から適宜選択して、単独で又は2種以上を混合して使用することができる。
本発明に用いられるポリプロピレン系樹脂のMFR(JIS K 7210−1999に準拠し、温度230℃、荷重2.16kgの条件で測定したメルトフローレート)は、
実用的成形性の点から、1〜300g/10分、好ましくは5〜200g/10分、さらに好ましくは10〜100g/10分である。
本発明に用いられるポリプロピレン系樹脂のMFR(JIS K 7210−1999に準拠し、温度230℃、荷重2.16kgの条件で測定したメルトフローレート)は、
実用的成形性の点から、1〜300g/10分、好ましくは5〜200g/10分、さらに好ましくは10〜100g/10分である。
このようなポリプロピレン系樹脂の製造方法については、分子量106以上の成分の含有量が10質量%以下となる製造方法であれば良く、特に制限されない。例えば、特開平11−71431号公報、特開2002−249624号公報などに記載の公知の方法を採用することができる。より具体的には、アイソタクチックポリプロピレンを生成しうる重合触媒、例えば、(a)マグネシウム、チタン、ハロゲン原子及び電子供与体からなる固体触媒成分、及び必要に応じて用いられる(b)結晶性ポリオレフィンから構成される固体成分と、(c)有機アルミニウム化合物と、通常用いられる(d)電子供与性化合物とからなる重合触媒を用いてプロピレン等をバッチ重合又は連続重合することにより製造することができる。また、重合時のポリプロピレン系樹脂の分子量は、特開2002−226510号公報に記載のように導入する水素の量などで調整することができる。
重合は、段階的に、好ましくは2段以上で重合条件を調整することにより、ポリプロピレンの重合を行い、ポリプロピレン混合物を得れば良い。また必要に応じてこのポリプロピレン混合物の存在下でさらにプロピレンとエチレンを共重合させる方法などを用いることができる。ここで、段階的に重合条件を変える方法としては、回分式で行っても良く、連続式で行ってもよい。また、分子量の高い成分を初めに重合した後に、分子量の低い成分を重合し、ポリプロピレンの各成分が所定の割合になるように調製しても良く、初めに分子量の低い成分を重合した後に、分子量の高い成分を重合し、ポリプロピレンの各成分が所定の割合になるように調製してもよい。
重合形式については特に制限は無く、スラリー重合、気相重合、塊状重合、懸濁重合、溶液重合のいずれの方法も用いることができる。重合条件については、各段階とも重合温度は、通常0〜100℃、好ましくは30〜90℃の範囲で選ばれ、また重合圧力は、通常常圧〜45kg/cm2G、好ましくは1〜40kg/cm2Gの範囲で選ばれる。また、いずれの段階においても、重合体の分子量調節は、公知の手段、例えば重合器中の水素濃度を調節することにより行うことができる。
さらには、前述の方法などにより調整したポリプロピレンを複数組み合わせて、有機過酸化物の存在下、又は非存在下で溶融混練することで、分子量106以上の成分を所望の量に調整してもよい。有機系過酸化物 としては、公知の有機系過酸化物 を用いることができる。例えば、過酸化アルキル類、過酸化ジアシル類、過酸化エステル類および過酸化カーボネート類等が挙げられる。
さらには、前述の方法などにより調整したポリプロピレンを複数組み合わせて、有機過酸化物の存在下、又は非存在下で溶融混練することで、分子量106以上の成分を所望の量に調整してもよい。有機系過酸化物 としては、公知の有機系過酸化物 を用いることができる。例えば、過酸化アルキル類、過酸化ジアシル類、過酸化エステル類および過酸化カーボネート類等が挙げられる。
本発明に用いられる導電性繊維としては、例えば炭素繊維、シリコン・チタン・炭素繊維、ボロン繊維、鉄、チタンなどの金属繊維、金属もしくは金属化合物複合合成繊維、金属もしくは金属化合物被覆ガラス繊維、金属もしくは金属化合物被覆炭素繊維、カーボン複合合成繊維、カーボン被覆合成繊維等が挙げられる。これらは単独、又は2種以上を組み合わせて用いることもできる。これらの中では、炭素繊維が好ましい。
炭素繊維としてはPAN系、ピッチ系、レーヨン系、高分子合成繊維系、またはこれらの混合物が使用することができる。
炭素繊維などの導電性繊維の体積固有抵抗は、特に限定されないが、通常102Ω・cm以下、好ましくは10-5〜10-1Ω・cmである。
また、炭素繊維などの導電性繊維の形状は、初期繊維長(ポリプロピレン系樹脂に配合、混練する前の繊維長)が2〜8mm、繊維径が3〜30μm、好ましくは4〜20μm、初期アスペクト比が8以上、好ましくは10〜45のものを使用すると導電性が良好となる。
ポリプロピレン系樹脂と混練し、樹脂成形体とした後の炭素繊維は、繊維長が10〜1000μm、繊維径が3〜30μm、アスペクト比が0.5〜20であることが好ましい。
炭素繊維などの導電性繊維の体積固有抵抗は、特に限定されないが、通常102Ω・cm以下、好ましくは10-5〜10-1Ω・cmである。
また、炭素繊維などの導電性繊維の形状は、初期繊維長(ポリプロピレン系樹脂に配合、混練する前の繊維長)が2〜8mm、繊維径が3〜30μm、好ましくは4〜20μm、初期アスペクト比が8以上、好ましくは10〜45のものを使用すると導電性が良好となる。
ポリプロピレン系樹脂と混練し、樹脂成形体とした後の炭素繊維は、繊維長が10〜1000μm、繊維径が3〜30μm、アスペクト比が0.5〜20であることが好ましい。
ポリプロピレン系樹脂と導電性繊維の配合は、ポリプロピレン系樹脂が90〜96質量%、好ましくは92〜96質量%、更に好ましくは93〜96質量%と導電性繊維が10〜4質量%、好ましくは8〜4質量%、更に好ましくは7〜4質量%の範囲で選択する。導電性繊維の配合量が少なすぎると均一な導電性を発現せず、10質量%を超えると成形体の表面外観が悪くなるおそれがあり、また経済的でない。
本発明のポリプロピレン系樹脂成形体は、その成形体断面における測定される、式(1)により算出された繊維配向角度αよりも大きな配向角度を有する繊維の割合(R)が、観察された成形体断面全体に存在する繊維総数の4〜60%、好ましくは4.5〜55%であることを特徴とする。
α=Sin-1((d−δ)/l) (1)
(式中、lは繊維の平均繊維長、dは配向した繊維の平均繊維間隔、δは配向した繊維の繊維間隔の標準偏差を示す。)
式(1)は、樹脂成形体中の繊維の配向状態を表すものであり、その成形体の断面における繊維配向角度αよりも大きな配向角度を有する繊維の割合(R)が、前記成形体断面に存在する繊維総数の4〜60%の範囲であれば、体積抵抗率の場所依存性が極めて小さく、均一な導電性を持った成形体となる。
前記の繊維の割合(R)は、MD方向又はTD方向において前記の範囲であればよいが、MD方向及びTD方向の両方向において、前記の範囲であることが好ましい。
α=Sin-1((d−δ)/l) (1)
(式中、lは繊維の平均繊維長、dは配向した繊維の平均繊維間隔、δは配向した繊維の繊維間隔の標準偏差を示す。)
式(1)は、樹脂成形体中の繊維の配向状態を表すものであり、その成形体の断面における繊維配向角度αよりも大きな配向角度を有する繊維の割合(R)が、前記成形体断面に存在する繊維総数の4〜60%の範囲であれば、体積抵抗率の場所依存性が極めて小さく、均一な導電性を持った成形体となる。
前記の繊維の割合(R)は、MD方向又はTD方向において前記の範囲であればよいが、MD方向及びTD方向の両方向において、前記の範囲であることが好ましい。
ここで、図1は、成形体断面における導電性繊維同士の橋掛け状態を示す模式図である。図1において、左右方向はMD方向又はTD方向を示し、上下方向は成形品の厚み方向を示す。繊維配向角度αは、MD方向又はTD方向に配向した繊維同士を橋掛けするための橋掛け繊維の配向角度であって、成形体の断面を偏向顕微鏡を用いて写真撮影した後、橋掛け繊維の平均繊維長l、MD方向又はTD方向に配向した繊維の平均繊維間隔d、配向した繊維の繊維間隔の標準偏差δを測定し、式(1)により算出された値である。
例えば、強化繊維を含む樹脂材料を用いて射出成形体を得る場合、繊維は必然的にMD方向およびTD方向に配向しやすくなる。全ての繊維が同じ方向を向いている場合には、導電性を付与する為の導電パスを効率良く形成させることが困難であり、配合する繊維の量を増すか、極力長い繊維を用いるようにするしかない。しかしながら、MD又はTD方向を向いた繊維の間を橋掛けする繊維(繊維配向角度αの大きな繊維)を増やせば、繊維同士が接触する機会が高まり、導電パスを効率良く形成でき、結果的に体積抵抗率が下がり、成形体の場所による導電性能の差が少なくなり、均一な導電性能を持つ成形体を得ることができる。
式(1)を充足する本発明の樹脂成形体を製造する場合、適用する成形法により、繊維の配向を適宜制御することができる。例えば、射出成形法において、繊維配向角度α以上の繊維の割合(R)を調整する場合は、溶融樹脂温度を高めたり、金型の温度を高めることによって、マトリックス樹脂の配向が緩和されやすい成形条件を設定すれば、同じポリプロピレン系樹脂でも、繊維配向角度α以上の配向角を有する繊維の割合を増加し、より均一な導電性能を持つ樹脂成形体を製造することができる。
本発明に用いられる樹脂組成物には、成形体の目的、用途に応じて、各種の添加剤を配合することができる。添加剤としては、例えば、分散剤、相溶化剤、滑剤、可塑剤、粘着性付与剤(石油樹脂等)、電荷移動型ポリマー、難燃剤、酸化防止剤(フェノール系酸化防止剤、リン酸化防止剤、イオウ系酸化防止剤)、帯電防止剤、光安定剤、紫外線吸収剤、結晶化促進剤(増核剤)、発泡剤、架橋剤、抗菌剤等の改質用添加剤、顔料、染料等の着色剤、酸化チタン、ベンガラ、アゾ顔料、アントラキノン顔料、フタロシアニンなどの顔料、カーボンブラック、グラファイト粉末、タルク、炭酸カルシウム、マイカ、クレー等の粉末・粒子状の無機質充填剤、ワラストナイト、チタン酸カリウムウィスカーなどの短繊維状充填剤など公知の添加剤を用いることができる。
本発明の樹脂成形体を製造する場合は、前記の配向制御を行うことを前提として、各種の成形法により、所望の樹脂成形体を製造することができる。例えば、ポリプロピレン系樹脂、導電性繊維、添加剤などの各成分を所定の割合にて、ロールミル、バンバリーミキサー、ニーダーなどでよく混練分散させた後、一軸押出機、二軸押出機などで混練してペレット状の樹脂組成物を得た後、射出成形法、押出成形法、中空成形法、圧縮成形法、射出圧縮成形法、ガス注入射出成形、又は発泡射出成形などの各種の成形法により、効率よく所望の樹脂成形体とすることができる。
また、タンブラー式ブレンダー、ヘンシェルミキサー、リボンミキサーなどで、樹脂組成物と同じ希釈材と配合してドライブレンドした後、直接、射出成形機などに供給して、本発明の樹脂成形体を製造することもできる。ドライブレンド方式の場合の希釈材の配合比率は、樹脂組成物の導電性繊維の含有量と、最終成形品に求められる導電性繊維の含有量によるが、一般に20〜85質量%である。
本発明のポリプロピレン系樹脂成形体の成形法としては、特に射出成形法、圧縮成形法及び射出圧縮成形法が好適である。
また、タンブラー式ブレンダー、ヘンシェルミキサー、リボンミキサーなどで、樹脂組成物と同じ希釈材と配合してドライブレンドした後、直接、射出成形機などに供給して、本発明の樹脂成形体を製造することもできる。ドライブレンド方式の場合の希釈材の配合比率は、樹脂組成物の導電性繊維の含有量と、最終成形品に求められる導電性繊維の含有量によるが、一般に20〜85質量%である。
本発明のポリプロピレン系樹脂成形体の成形法としては、特に射出成形法、圧縮成形法及び射出圧縮成形法が好適である。
本発明のポリプロピレン系樹脂成形体は、射出成形時などにおける導電性繊維の配向が制御されているので、少量の導電性繊維の配合で所望の体積抵抗率を持った樹脂成形体となっている。また、均一な導電性と優れた表面外観を有するため、種々の樹脂成形体として利用することができ、高価な導電性繊維の配合量が少ないため、材料コストを低下できる。このため、例えば、アースを必要とする樹脂部品、電磁波シールド性能を必要とする樹脂部品、静電塗装用樹脂部品、熱伝導性を必要とする樹脂部品、均一な導電性と成形加工性、表面外観を同時に必要とする樹脂部品のような用途において、特に有用である。
より具体的には、自動車の車体、特にフェンダー、フード、トランクリッド、ピラー、ルーフ、バンパー、ドアアウターパネル、エンジンフード、ルーフアウターパネル、モーターサイクルのカウリング、自動車の内装材(インストルメンタルパネル、ドアトリム他の各種トリム材、クラスター、コンソール、ピラーカバーなど)、自動車の車体等にスタッドボルトを介して取り付けるための配管(燃料配管、ブレーキ配管、冷房配管、パワーステアリング配管、潤滑油配管、冷却水配管、後輪駆動用油圧配管等)取付けユニット、燃料フィルタハウジング、燃料ライン、燃料注入口チューブ、燃料タンク、自動車バッテリ用の誘電型充電装置のプラスチック接地、静電塗装材料(自動車用バンパー、ボディ、ドアサイドモール塗装用)、EMI材料、家電製品の内外装カバー、ICトレー、ICラック、ICコンテナー、液晶表示素子搬送用トレー、熱電素子用トレー、電子写真感光体用トレーとして好適に利用できる。
以下に実施例などにより本発明について具体的に説明するが、本発明は以下の例により何ら制限されるものではない。
<ポリプロピレン系樹脂の製造>
製造例1
プロピレンブロック共重合体1として、出光石油化学株式会社製、J783HVを用意した。プロピレンブロック共重合体1の性状を第1表に示す。
製造例2
プロピレンブロック共重合体1を100質量部と過酸化アルキル(1、3−ビス[t−ブチルパーオキシイソプロピル]ベンゼン、日本油脂株式会社製、パーブチル P−20)0.32部を二軸押出機(東芝機械株式会社製、TEM35B)で、バレル温度200℃、スクリュー回転数300rpm、総吐出量30kg/hで混練し、プロピレンブロック共重合体2を得た。プロピレンブロック共重合体2の性状を第1表に示す。
製造例3
プロピレン単独重合体(出光石油化学株式会社製、H400、MI=4g/10分)100質量部と過酸化アルキル0.32部(日本油脂株式会社製、パーブチル P−20)を二軸押出機(東芝機械株式会社製、TEM35B)で、バレル温度200℃、スクリュー回転数300rpm、総吐出量30kg/hで混練し、プロピレン単独重合体1を得た。プロピレン単独重合体1の性状を第1表に示す。
製造例4
製造例3において、過酸化アルキルを0.19部とした以外は製造例3と同様に行い、プロピレン単独重合体2を製造した。プロピレン単独重合体2の性状を第1表に示す。
製造例5
製造例3において、過酸化アルキルを0.25部とした以外は製造例3と同様に行い、プロピレン単独重合体3を製造した。プロピレン単独重合体3の性状を第1表に示す。
製造例6
単独重合体3を74質量%とプロピレン単独重合体(出光石油化学株式会社製、F300SV、MI=3g/10分)26質量%を混練して単独重合体4を製造した。プロピレン単独重合体4の性状を第1表に示す。
<ポリプロピレン系樹脂の製造>
製造例1
プロピレンブロック共重合体1として、出光石油化学株式会社製、J783HVを用意した。プロピレンブロック共重合体1の性状を第1表に示す。
製造例2
プロピレンブロック共重合体1を100質量部と過酸化アルキル(1、3−ビス[t−ブチルパーオキシイソプロピル]ベンゼン、日本油脂株式会社製、パーブチル P−20)0.32部を二軸押出機(東芝機械株式会社製、TEM35B)で、バレル温度200℃、スクリュー回転数300rpm、総吐出量30kg/hで混練し、プロピレンブロック共重合体2を得た。プロピレンブロック共重合体2の性状を第1表に示す。
製造例3
プロピレン単独重合体(出光石油化学株式会社製、H400、MI=4g/10分)100質量部と過酸化アルキル0.32部(日本油脂株式会社製、パーブチル P−20)を二軸押出機(東芝機械株式会社製、TEM35B)で、バレル温度200℃、スクリュー回転数300rpm、総吐出量30kg/hで混練し、プロピレン単独重合体1を得た。プロピレン単独重合体1の性状を第1表に示す。
製造例4
製造例3において、過酸化アルキルを0.19部とした以外は製造例3と同様に行い、プロピレン単独重合体2を製造した。プロピレン単独重合体2の性状を第1表に示す。
製造例5
製造例3において、過酸化アルキルを0.25部とした以外は製造例3と同様に行い、プロピレン単独重合体3を製造した。プロピレン単独重合体3の性状を第1表に示す。
製造例6
単独重合体3を74質量%とプロピレン単独重合体(出光石油化学株式会社製、F300SV、MI=3g/10分)26質量%を混練して単独重合体4を製造した。プロピレン単独重合体4の性状を第1表に示す。
なお、得られたポリプロピレン系樹脂の分子量106以上の成分の割合は、次のようにして測定した。
<分子量106以上の成分の割合>
ゲルパーミエーションクロマトグラフィー(GPC)法により、ポリプロピレン系樹脂22mgを、1,2,4−トリクロロベンゼン10mLに、145℃で完全に溶解したものを試料溶液として、ポリスチレン基準の分子量分布を測定し求めた。
検量線は単分散ポリスチレン(分子量1000万〜100の範囲)を用いて、Universal calibration法により、次の粘度式定数を用いて作成した。
Kps=1.21×10-4、αps=0.707、Kpp=1.34×10-4、αpp=0.750
GPC測定条件は次のとおりである。
カラム:Shodex UT−806M(長さ30cm)2本
溶媒:1,2,4−トリクロロベンゼン、温度:140℃
検出器:RI検出器(Waters 150c)
サンプル濃度:0.2%(w/v)、注入量:240μL、流速:1.0mL/分
<分子量106以上の成分の割合>
ゲルパーミエーションクロマトグラフィー(GPC)法により、ポリプロピレン系樹脂22mgを、1,2,4−トリクロロベンゼン10mLに、145℃で完全に溶解したものを試料溶液として、ポリスチレン基準の分子量分布を測定し求めた。
検量線は単分散ポリスチレン(分子量1000万〜100の範囲)を用いて、Universal calibration法により、次の粘度式定数を用いて作成した。
Kps=1.21×10-4、αps=0.707、Kpp=1.34×10-4、αpp=0.750
GPC測定条件は次のとおりである。
カラム:Shodex UT−806M(長さ30cm)2本
溶媒:1,2,4−トリクロロベンゼン、温度:140℃
検出器:RI検出器(Waters 150c)
サンプル濃度:0.2%(w/v)、注入量:240μL、流速:1.0mL/分
実施例1〜5及び比較例1
製造例1〜7で得られた各ポリプロピレン系樹脂95質量部、及び導電性繊維として、三菱レイヨン(株)製PAN系炭素繊維TR06U(繊維径7μm、初期長さ6mmのチョップドストランド)5質量部を用意し、東芝機械(株)製二軸押し出し機TEM-35Bを用いて、炭素繊維をサイドフィードし、バレル温度200℃フラット、スクリュー回転数300rpm、総吐出量30kg/hrの条件で溶融混練を行い、射出成形用ペレットを得た。このペレットを射出成形した成形体について、導電性などの試験を行った。結果を第2表に示す。
製造例1〜7で得られた各ポリプロピレン系樹脂95質量部、及び導電性繊維として、三菱レイヨン(株)製PAN系炭素繊維TR06U(繊維径7μm、初期長さ6mmのチョップドストランド)5質量部を用意し、東芝機械(株)製二軸押し出し機TEM-35Bを用いて、炭素繊維をサイドフィードし、バレル温度200℃フラット、スクリュー回転数300rpm、総吐出量30kg/hrの条件で溶融混練を行い、射出成形用ペレットを得た。このペレットを射出成形した成形体について、導電性などの試験を行った。結果を第2表に示す。
なお、実施例及び比較例で得られた試験片の繊維配向角度α、及び体積抵抗率は、次のようにして測定した。
<繊維配向角度αの測定方法>
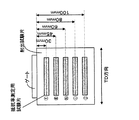
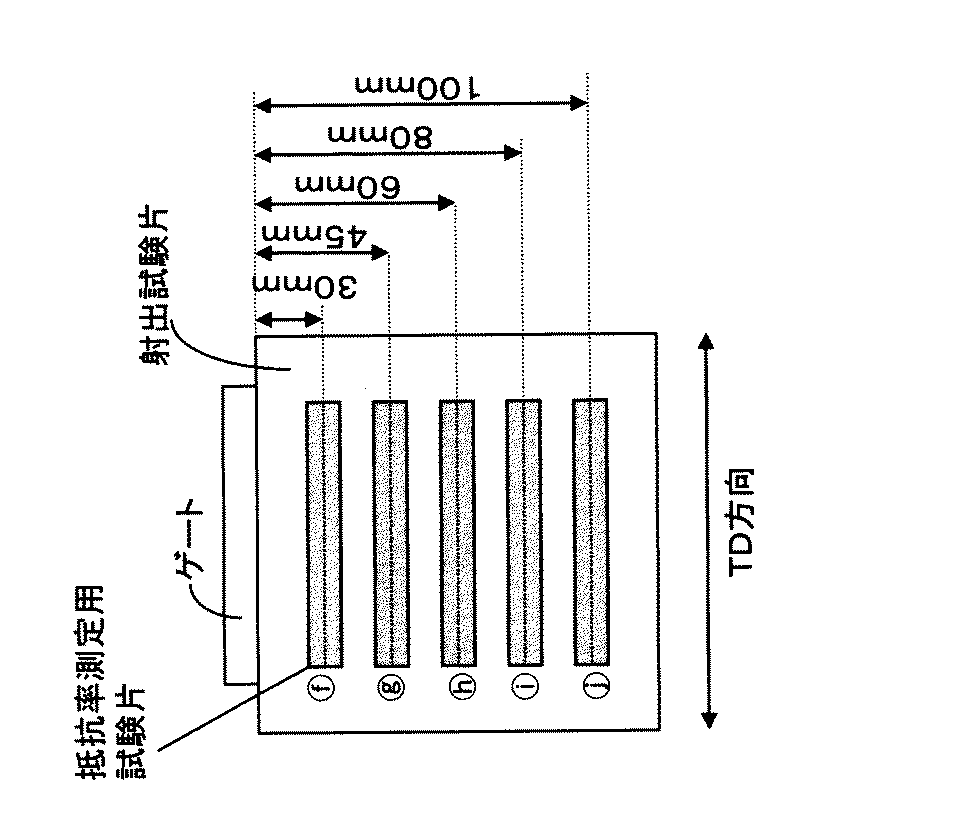
射出成形機を用いて120×120×2mmの平板状の射出試験片を作成し、その試験片から、図2及び3に示したように、80×10×2mmの棒状試験片を、MD方向に(a)〜(e)及びTD方向に(f)〜(j)を各5箇所切り出した。図2に示す試験片(c)の中心部を、MD方向およびTD方向に切削して、厚さ約50μmの薄片を作成した。得られた薄片の断面を偏向顕微鏡を用いて写真撮影した後、平板表面から厚み(中心部)方向に1mmの観察画像を抜き出し、画像解析ソフト(三谷商事製、WinRoof )を用いて炭素繊維の長さと配向角度を約500点測定した。また、同時に薄片サンプル中の配向した繊維間の距離を100点測定し、その配向した繊維の平均繊維間隔をd、配向した繊維の繊維間隔の標準偏差をδとした。
次に、画像解析によって得られた橋掛け繊維のそれぞれの繊維長l、配向した繊維の平均繊維間隔d、配向した繊維の繊維間隔の標準偏差δを用いて、式(1)により繊維配向角度αを算出した。
繊維配向角度αよりも大きな配向角度を有する繊維の割合(R)は、観察された全体の繊維本数に対する割合として算出した。なお、この解析方法において、偏向顕微鏡用のサンプル作成段階で折れた繊維が解析に影響を与えないように、予め明らかに折れている繊維100点の長さの平均値(33μm)を算出し、解析で得られた繊維データから、長さが33μm以下であるものを除外して数値を算出した。
<繊維配向角度αの測定方法>
射出成形機を用いて120×120×2mmの平板状の射出試験片を作成し、その試験片から、図2及び3に示したように、80×10×2mmの棒状試験片を、MD方向に(a)〜(e)及びTD方向に(f)〜(j)を各5箇所切り出した。図2に示す試験片(c)の中心部を、MD方向およびTD方向に切削して、厚さ約50μmの薄片を作成した。得られた薄片の断面を偏向顕微鏡を用いて写真撮影した後、平板表面から厚み(中心部)方向に1mmの観察画像を抜き出し、画像解析ソフト(三谷商事製、WinRoof )を用いて炭素繊維の長さと配向角度を約500点測定した。また、同時に薄片サンプル中の配向した繊維間の距離を100点測定し、その配向した繊維の平均繊維間隔をd、配向した繊維の繊維間隔の標準偏差をδとした。
次に、画像解析によって得られた橋掛け繊維のそれぞれの繊維長l、配向した繊維の平均繊維間隔d、配向した繊維の繊維間隔の標準偏差δを用いて、式(1)により繊維配向角度αを算出した。
繊維配向角度αよりも大きな配向角度を有する繊維の割合(R)は、観察された全体の繊維本数に対する割合として算出した。なお、この解析方法において、偏向顕微鏡用のサンプル作成段階で折れた繊維が解析に影響を与えないように、予め明らかに折れている繊維100点の長さの平均値(33μm)を算出し、解析で得られた繊維データから、長さが33μm以下であるものを除外して数値を算出した。
<体積抵抗率の測定方法>
射出成形機を用いて120×120×2mmの平板状の射出試験片を作成し、その試験片から、図2及び3に示したように、80×10×2mmの棒状試験片を、MD方向に(a)〜(e)及びTD方向に(f)〜(j)を各5箇所切り出し、社団法人日本ゴム協会規格SRIS2301に定められた測定方法に従って、体積抵抗率を測定した。
射出成形機を用いて120×120×2mmの平板状の射出試験片を作成し、その試験片から、図2及び3に示したように、80×10×2mmの棒状試験片を、MD方向に(a)〜(e)及びTD方向に(f)〜(j)を各5箇所切り出し、社団法人日本ゴム協会規格SRIS2301に定められた測定方法に従って、体積抵抗率を測定した。
第2表から、実施例1〜5では、ポリプロピレン系樹脂のGPC法による分子量106以上の成分が10質量%以下に調製されており、MD又はTD方向のいずれかで繊維配向角度α以上の配向角度を有する繊維の割合が全体の本数の5〜55%に調整されているため、体積抵抗率の平均値がMD方向、TD方向ともに低く、また最大値と最小値の幅も小さくなる。すなわち均一な導電性能を有する射出成形体が得られている。
一方、比較例1は、ポリプロピレン系樹脂のGPC法による分子量106以上の成分が14.1質量%と大きいため、体積抵抗率のMD方向、TD方向ともに最大値と最小値の幅が大きくなり、機器の測定限界以上(109Ω以上)であり、実質的に導電性が無い部分が存在することを示している。すなわち不均一な導電性能を有する射出成形体となっている。
一方、比較例1は、ポリプロピレン系樹脂のGPC法による分子量106以上の成分が14.1質量%と大きいため、体積抵抗率のMD方向、TD方向ともに最大値と最小値の幅が大きくなり、機器の測定限界以上(109Ω以上)であり、実質的に導電性が無い部分が存在することを示している。すなわち不均一な導電性能を有する射出成形体となっている。
実施例6
製造例3で得られたプロピレン単独重合体1を95質量部、三菱レイヨン(株)製PAN系炭素繊維TR06U(繊維径7μm、初期長さ6mmのチョップドストランド)4質量部を用意し、実施例1と同様にして射出成形用ペレットを得た。このペレットを射出成形した成形体について、導電性などの試験を行った。結果を第3表に示す。
実施例7
実施例6において、プロピレン単独重合体1を93質量部、PAN系炭素繊維を7質量部とした以外は、実施例6と同様に行った。結果を第3表に示す。
比較例2
実施例6において、プロピレン単独重合体1を97質量部、PAN系炭素繊維を3質量部とした以外は、実施例6と同様に行った。結果を第3表に示す。
製造例3で得られたプロピレン単独重合体1を95質量部、三菱レイヨン(株)製PAN系炭素繊維TR06U(繊維径7μm、初期長さ6mmのチョップドストランド)4質量部を用意し、実施例1と同様にして射出成形用ペレットを得た。このペレットを射出成形した成形体について、導電性などの試験を行った。結果を第3表に示す。
実施例7
実施例6において、プロピレン単独重合体1を93質量部、PAN系炭素繊維を7質量部とした以外は、実施例6と同様に行った。結果を第3表に示す。
比較例2
実施例6において、プロピレン単独重合体1を97質量部、PAN系炭素繊維を3質量部とした以外は、実施例6と同様に行った。結果を第3表に示す。
Claims (4)
- ゲルパーミエーションクロマトグラフィー法で求めたポリスチレン基準の分子量分布曲線において、分子量106以上の成分が10質量%以下であるポリプロピレン系樹脂90〜96質量%と、導電性繊維10〜4質量%からなる樹脂成形体であって、成形体の断面における、式(1)により算出された繊維配向角度αよりも大きな配向角度を有する繊維の割合(R)が、前記成形体断面に存在する繊維総数の4〜60%であることを特徴とするポリプロピレン系樹脂成形体。
α=Sin-1((d−δ)/l) (1)
(式中、lは繊維の平均繊維長、dは配向した繊維の平均繊維間隔、δは配向した繊維の繊維間隔の標準偏差を示す。) - 前記導電性繊維が炭素繊維である請求項1に記載のポリプロピレン系樹脂成形体。
- 前記炭素繊維が、繊維長10〜1000μm、繊維径3〜30μm、アスペクト比0.5〜20のものである請求項2に記載のポリプロピレン系樹脂成形体。
- 請求項1〜3に記載のポリプロピレン系樹脂成形体用樹脂組成物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004102386A JP2005290021A (ja) | 2004-03-31 | 2004-03-31 | ポリプロピレン系樹脂成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004102386A JP2005290021A (ja) | 2004-03-31 | 2004-03-31 | ポリプロピレン系樹脂成形体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005290021A true JP2005290021A (ja) | 2005-10-20 |
Family
ID=35323332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004102386A Pending JP2005290021A (ja) | 2004-03-31 | 2004-03-31 | ポリプロピレン系樹脂成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005290021A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10752762B2 (en) | 2016-10-17 | 2020-08-25 | Borealis Ag | Fiber reinforced polypropylene composite |
-
2004
- 2004-03-31 JP JP2004102386A patent/JP2005290021A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10752762B2 (en) | 2016-10-17 | 2020-08-25 | Borealis Ag | Fiber reinforced polypropylene composite |
| US11674025B2 (en) | 2016-10-17 | 2023-06-13 | Borealis Ag | Fiber reinforced polypropylene composite |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103917595B (zh) | 纤维增强聚丙烯类树脂组合物及其成型体 | |
| KR100251785B1 (ko) | 폴리올레핀조성물및그의제조방법 | |
| CN104769033B (zh) | 用于发泡的矿物填充聚丙烯组合物 | |
| AU708576B2 (en) | Thermoplastic resin composition and injection molded article thereof | |
| EP0557807B1 (en) | Process for producing molded products of propylene resin compositions | |
| CN114206995A (zh) | 液晶聚酯树脂组合物和成型体 | |
| KR102637398B1 (ko) | 반결정성 폴리올레핀 및 설포닐-아지드를 포함하는 조성물, 생성된 발포체 및 이의 제조 방법 | |
| CN107793747A (zh) | 用于泡沫注射的长碳纤维增强的热塑性树脂组合物和使用该组合物制备的模制品 | |
| JP3634965B2 (ja) | プロピレン系樹脂組成物 | |
| JP2021028374A (ja) | 樹脂組成物及び成形体 | |
| CN107337841B (zh) | 具有优异的触感和尺寸稳定性的聚丙烯的组合物 | |
| US5656691A (en) | Reformed polypropylene resin composition and a method of preparing the same | |
| EP3209714A1 (en) | Thinwall moldable coductive compositions with improved physical properties and uses thereof | |
| CN113302237B (zh) | 丙烯聚合物组合物 | |
| JP4737848B2 (ja) | 自動車外装材用ポリプロピレン系樹脂組成物及びそれを成形してなる自動車用サイドモール | |
| TWI849192B (zh) | 液晶聚酯樹脂顆粒及液晶聚酯樹脂成形體 | |
| JP2005290021A (ja) | ポリプロピレン系樹脂成形体 | |
| CN111499967A (zh) | 树脂组合物和注射成型制品 | |
| CN102775683B (zh) | 一种汽车内饰件用耐划伤pp/hdpe塑料及其制备方法 | |
| JP4099354B2 (ja) | 自動車用プロピレン系樹脂組成物、その製造方法及びその成形体 | |
| KR100225672B1 (ko) | 자동차 내장 부품용 폴리올레핀계 복합수지 조성물 | |
| JP3538441B2 (ja) | ポリプロピレン系樹脂発泡体の製造方法 | |
| JP2003055529A (ja) | プロピレン系樹脂組成物 | |
| KR20160069047A (ko) | 발포 블로우 성형용 폴리올레핀 복합재 수지 조성물 | |
| JP2007092050A (ja) | プロピレン系樹脂組成物、その製造方法および射出成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20060303 |