JP2005291843A - 検査用照明光源ユニットとこの光源ユニットを用いた表面欠陥検査装置 - Google Patents
検査用照明光源ユニットとこの光源ユニットを用いた表面欠陥検査装置 Download PDFInfo
- Publication number
- JP2005291843A JP2005291843A JP2004105449A JP2004105449A JP2005291843A JP 2005291843 A JP2005291843 A JP 2005291843A JP 2004105449 A JP2004105449 A JP 2004105449A JP 2004105449 A JP2004105449 A JP 2004105449A JP 2005291843 A JP2005291843 A JP 2005291843A
- Authority
- JP
- Japan
- Prior art keywords
- light emitting
- light
- emitting element
- luminance
- defect
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 69
- 238000005286 illumination Methods 0.000 title claims abstract description 44
- 230000007547 defect Effects 0.000 claims description 113
- 238000003384 imaging method Methods 0.000 claims description 47
- 238000011156 evaluation Methods 0.000 claims description 14
- 238000004364 calculation method Methods 0.000 claims description 5
- 238000005259 measurement Methods 0.000 claims description 3
- 235000019557 luminance Nutrition 0.000 description 46
- 238000000034 method Methods 0.000 description 9
- 238000012545 processing Methods 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 238000000605 extraction Methods 0.000 description 6
- 238000001514 detection method Methods 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000003973 paint Substances 0.000 description 3
- 238000007781 pre-processing Methods 0.000 description 3
- 238000012795 verification Methods 0.000 description 3
- 230000004075 alteration Effects 0.000 description 2
- 238000004422 calculation algorithm Methods 0.000 description 2
- 239000000284 extract Substances 0.000 description 2
- 238000007591 painting process Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 241000951471 Citrus junos Species 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000003706 image smoothing Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 238000007619 statistical method Methods 0.000 description 1
Images


Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Image Input (AREA)
Abstract
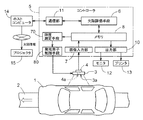
【解決手段】所定のレイアウトパターンで配置された複数の発光素子の照射光によって照明された被検査面から反射される発光素子の照射光の輝度を測定する輝度測定手段70と、輝度測定手段によって測定された発光素子の照射光の輝度が所定の値に追従するように前記発光素子の発光量を制御する発光素子制御手段80とからなる検査用照明光源ユニット。
【選択図】 図1
Description
上記実状に鑑み、本発明の課題は、被検査面に対して可能な限り一様な明暗パターンを作り出すことができる検査用照明光源ユニットとこの光源ユニットを用いた表面欠陥検査装置を提供することである。
本発明によるその他の特徴及び利点は、以下図面を用いた実施形態の説明により明らかになるだろう。
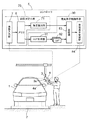
4:撮像カメラ
5:コントローラ
6:欠陥評価手段
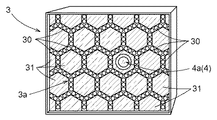
30:発光素子(LED素子)
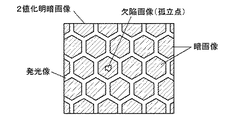
31:暗面
60A:前処理部
60B:欠陥決定部
70:輝度測定手段
71:輝度算出部
80:発光量制御手段
81:LUT生成部
82:LUT
83:比較部
84:発光素子制御部
Claims (6)
- 所定のレイアウトパターンで配置された複数の発光素子と、前記発光素子の照射光によって照明された被検査面から反射される前記発光素子の照射光の輝度を測定する輝度測定手段と、前記輝度測定手段によって測定された前記発光素子の照射光の輝度が所定の値に追従するように前記発光素子の発光量を制御する発光素子制御手段とからなる検査用照明光源ユニット。
- 前記レイアウトパターンが前記発光素子を内側に所定形状の暗面を残すように連続的に配置させたものであり、少なくとも1つの前記暗面に前記輝度測定手段を構成する撮像カメラが前記被検査面から反射される前記各発光素子の照射光を受光するように配置されていることを特徴とする請求項1に記載の検査用照明光源ユニット。
- 基準となる正常な被検査面から反射される前記発光素子の照射光の輝度を参照輝度としてテーブル化し、この参照輝度に前記輝度測定手段によって決定された前記各発光素子の照射光の輝度が追従するように前記発光素子の発光量が制御されることを特徴とする請求項1又は2に記載の検査用照明光源ユニット。
- 所定のレイアウトパターンで配置された複数の発光素子と、前記発光素子の照射光によって照明された被検査面を撮像する撮像カメラと、前記撮像カメラからの出力信号を評価して前記被検査面における欠陥を検知する欠陥評価手段と、前記撮像カメラからの出力信号を評価して前記発光素子の照射光によって照明された被検査面から反射される前記発光素子の照射光の輝度を検出する輝度算定部と、前記輝度算定部によって算定された前記各発光素子の照射光の輝度が所定の値に追従するように前記発光素子の発光量を制御する発光素子制御手段とからなる表面欠陥検査装置。
- 前記レイアウトパターンが前記発光素子を内側に所定形状の暗面を残すように連続的に配置させたものであり、少なくとも1つの前記暗面に前記撮像カメラが前記被検査面から反射される前記各発光素子の照射光を受光するように配置されていることを特徴とする請求項4に記載の表面欠陥検査装置。
- 基準となる正常な被検査面から反射される前記発光素子の照射光の輝度を参照輝度としてテーブル化し、この参照輝度に前記輝度算定部によって算定された前記発光素子の照射光の輝度が追従するように前記各発光素子の発光量が制御されることを特徴とする請求項4又は5に記載の表面欠陥検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105449A JP4371883B2 (ja) | 2004-03-31 | 2004-03-31 | 検査用照明光源ユニットとこの光源ユニットを用いた表面欠陥検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105449A JP4371883B2 (ja) | 2004-03-31 | 2004-03-31 | 検査用照明光源ユニットとこの光源ユニットを用いた表面欠陥検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005291843A true JP2005291843A (ja) | 2005-10-20 |
| JP4371883B2 JP4371883B2 (ja) | 2009-11-25 |
Family
ID=35324943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004105449A Expired - Fee Related JP4371883B2 (ja) | 2004-03-31 | 2004-03-31 | 検査用照明光源ユニットとこの光源ユニットを用いた表面欠陥検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4371883B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1843145A1 (en) | 2006-04-03 | 2007-10-10 | Chuo Electronic Measurement Co., Ltd | Illuminating method in paint defect detecting machine |
| WO2019112040A1 (ja) * | 2017-12-08 | 2019-06-13 | パナソニックIpマネジメント株式会社 | 検査システム、検査方法、プログラム、及び、記憶媒体 |
| KR102271592B1 (ko) * | 2020-03-17 | 2021-06-30 | 송영민 | 차량 외관 검사 장치 |
-
2004
- 2004-03-31 JP JP2004105449A patent/JP4371883B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1843145A1 (en) | 2006-04-03 | 2007-10-10 | Chuo Electronic Measurement Co., Ltd | Illuminating method in paint defect detecting machine |
| WO2019112040A1 (ja) * | 2017-12-08 | 2019-06-13 | パナソニックIpマネジメント株式会社 | 検査システム、検査方法、プログラム、及び、記憶媒体 |
| US11379968B2 (en) | 2017-12-08 | 2022-07-05 | Panasonic Intellectual Property Management Co., Ltd. | Inspection system, inspection method, program, and storage medium |
| US11727554B2 (en) | 2017-12-08 | 2023-08-15 | Panasonic Intellectual Property Management Co., Ltd. | Inspection system, inspection method, program, and storage medium |
| KR102271592B1 (ko) * | 2020-03-17 | 2021-06-30 | 송영민 | 차량 외관 검사 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4371883B2 (ja) | 2009-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10805552B2 (en) | Visual inspection device and illumination condition setting method of visual inspection device | |
| US7505149B2 (en) | Apparatus for surface inspection and method and apparatus for inspecting substrate | |
| KR100742003B1 (ko) | 표면 결함 검사 방법 및 장치 | |
| JP5239314B2 (ja) | 物体認識方法およびこの方法を用いた基板外観検査装置 | |
| JP6264132B2 (ja) | 車体塗装面の検査装置および検査方法 | |
| US20120229618A1 (en) | Defect inspection device and defect inspection method | |
| US7355692B2 (en) | System and method for inspecting electrical circuits utilizing reflective and fluorescent imagery | |
| KR101679205B1 (ko) | 디바이스 결함 검출장치 | |
| CN100520376C (zh) | 表面缺陷检查方法及装置 | |
| JP3690157B2 (ja) | 表面欠陥検査装置 | |
| JP4318579B2 (ja) | 表面欠陥検査装置 | |
| JP4322230B2 (ja) | 表面欠陥検査装置及び表面欠陥検査方法 | |
| JP2004109018A (ja) | 回路パターン検査方法および検査装置 | |
| JP4349960B2 (ja) | 表面欠陥検査装置 | |
| JP4371883B2 (ja) | 検査用照明光源ユニットとこの光源ユニットを用いた表面欠陥検査装置 | |
| JP2005214720A (ja) | 表面検査装置及び方法 | |
| JP2007316019A (ja) | 表面欠陥検査装置 | |
| JP4315899B2 (ja) | 表面検査方法及び表面検査装置 | |
| JP4017585B2 (ja) | 塗装面の検査装置 | |
| KR20260005988A (ko) | 표면 코팅을 위한 검사 장치 | |
| JP4389761B2 (ja) | はんだ検査方法およびその方法を用いた基板検査装置 | |
| JP4115378B2 (ja) | 欠陥検出方法 | |
| JP2005315841A (ja) | 表面欠陥検査装置 | |
| JP4364773B2 (ja) | 印刷物の検査方法 | |
| JP4967132B2 (ja) | 対象物表面の欠陥検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090820 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090901 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140911 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |