JP2005292063A - 円筒状構造物の除染および解体方法 - Google Patents
円筒状構造物の除染および解体方法 Download PDFInfo
- Publication number
- JP2005292063A JP2005292063A JP2004110636A JP2004110636A JP2005292063A JP 2005292063 A JP2005292063 A JP 2005292063A JP 2004110636 A JP2004110636 A JP 2004110636A JP 2004110636 A JP2004110636 A JP 2004110636A JP 2005292063 A JP2005292063 A JP 2005292063A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- peripheral surface
- main body
- cylindrical structure
- inner peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 40
- 238000005520 cutting process Methods 0.000 claims abstract description 247
- 230000002093 peripheral effect Effects 0.000 claims description 130
- 238000005202 decontamination Methods 0.000 claims description 46
- 230000003588 decontaminative effect Effects 0.000 claims description 43
- 238000004043 dyeing Methods 0.000 claims description 2
- 238000000605 extraction Methods 0.000 claims description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 28
- 239000002699 waste material Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 238000005422 blasting Methods 0.000 description 2
- 238000009390 chemical decontamination Methods 0.000 description 2
- 239000012857 radioactive material Substances 0.000 description 2
- 239000000941 radioactive substance Substances 0.000 description 2
- 239000002901 radioactive waste Substances 0.000 description 2
- 230000032683 aging Effects 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
Images








Landscapes
- Turning (AREA)
Abstract
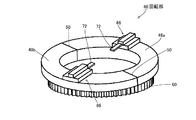
【解決手段】内周面が放射能汚染された給水加熱器本体胴14の外周面14aを取り囲むように切削加工機44を本体胴14に装着する。切削加工機44の回転部46に内周面切削用刃物台74を装着し、内周面切削用刃物台74を本体胴14の開口端部14cから本体胴14内に差し入れる。回転部46を回転させながら内周面切削用刃物台74を軸方向に送り、内周面切削用刃物台74に保持されたバイト84で本体胴14の内周面14bを切削して、内周面14bの除染を行う。刃物台を外周面切削用刃物台66に交換し、回転部46を回転させながら外周面切削用刃物台66を径方向に送り、外周面切削用刃物台66に保持されたバイト72で本体胴14の外周面14aの切断予定箇所を切削して、本体胴を切断し解体する。
【選択図】 図1
Description
Claims (6)
- 内周面が放射能汚染された円筒状構造物の外周面を取り囲むように該外周面に装着される固定部と、該固定部に回転自在に支持されて動力により前記円筒状構造物の外周面の回りを回転する回転部と、該回転部に装着された刃物台と、該刃物台に装着された切削刃物とを具備する切削加工機を使用し、
前記円筒状構造物の開口端部から切削刃物を差し入れて該切削刃物を該円筒状構造物の内周面に対面させ、前記回転部を回転させるとともに該切削刃物を該円筒状構造物の軸方向に送ることにより該切削刃物で該円筒状構造物の内周面を切削して該内周面の除染を行い、
前記円筒状構造物の外周面に切削刃物を対面させ、前記回転部を回転させるとともに該切削刃物を該円筒状構造物の径方向内方向に送ることにより該切削刃物で該円筒状構造物を外側から切削し切断して該円筒状構造物の解体を行う円筒状構造物の除染および解体方法。 - 前記内周面の除染を行うときは、前記刃物台として、前記円筒状構造物の開口端部から切削刃物を差し入れて該切削刃物を該円筒状構造物の内周面に対面させかつ該切削刃物を該円筒状構造物の軸方向に送ることができる内周面切削用刃物台を使用し、
前記解体を行うときは、前記刃物台として、前記円筒状構造物の外周面に切削刃物を対面させかつ該切削刃物を該円筒状構造物の径方向内方向に送ることができる外周面切削用刃物台を使用する請求項1記載の円筒状構造物の除染および解体方法。 - 前記円筒状構造物の内周面について該円筒状構造物の開口端部から軸方向奥方向の所定幅にわたり前記除染を行い、
該除染後、該円筒状構造物の外周面に対する前記切削加工機の固定部の装着位置を、内周面の除染が済んでいる位置に設定される切断予定位置よりも軸方向奥側に移動して、該切断予定位置で前記切断を行い、
該切断後、前記切削加工機の固定部の装着位置はそのままで、該円筒状構造物の内周面について該円筒状構造物の新たな開口端部から軸方向奥方向の所定幅にわたり前記除染を行う請求項1または2記載の円筒状構造物の除染および解体方法。 - 前記除染工程、固定部の移動工程、切断工程のサイクルを適宜回数繰り返す請求項3記載の円筒状構造物の除染および解体方法。
- 円筒状本体胴の内部が放射能汚染された熱交換器を除染し解体する方法であって、
前記本体胴の外周面を取り囲むように該外周面に装着される固定部と、該固定部に回転自在に支持されて動力により前記本体胴の外周面の回りを回転する回転部と、該回転部に装着された刃物台と、該刃物台に装着された切削刃物とを具備する切削加工機を使用し、
該切削加工機の固定部を前記本体胴の、管板よりも奥側の、伝熱管束が配置されている側の位置に装着し、
前記刃物台として前記本体胴の外周面に切削刃物を対面させかつ該切削刃物を該本体胴の径方向内方向に送ることができる外周面切削用刃物台を使用し、前記固定部の装着位置と前記管板の位置との間の位置で、該本体胴の外周面に切削刃物を対面させ、前記回転部を回転させるとともに該切削刃物を該本体胴の径方向内方向に送ることにより該切削刃物で該本体胴を外側から切削して切断し、
該切断後、前記伝熱管束を前記管板ごと前記本体胴から抜き出し、
該抜き出し後、前記固定部の装着位置はそのままで、前記刃物台として前記本体胴の切断で形成された開口端部から切削刃物を差し入れて該切削刃物を該本体胴の内周面に対面させかつ該切削刃物を該本体胴の軸方向に送ることができる内周面切削用刃物台を使用し、該本体胴の前記開口端部から切削刃物を差し入れて該切削刃物を該本体胴の内周面に対面させ、前記回転部を回転させるとともに該切削刃物を該本体胴の軸方向に送ることにより、該切削刃物で該本体胴の内周面を切削して該内周面の除染を前記開口端部から軸方向奥方向の所定幅にわたって行い、
該除染後、該本体胴の外周面に対する前記切削加工機の固定部の装着位置を、内周面の除染が済んでいる位置に設定される次の切断予定位置よりも軸方向奥側に移動し、前記外周面切削用刃物台を使用し、該切断予定位置で該本体胴の外周面に切削刃物を対面させ、前記回転部を回転させるとともに該切削刃物を該本体胴の径方向内方向に送ることにより該切削刃物で該本体胴を外側から切削して切断し、
該切断後、前記固定部の装着位置はそのままで、前記内周面切削用刃物台を使用し、前記本体胴の新たな開口端部から切削刃物を差し入れて該切削刃物を該本体胴の内周面に対面させ、前記回転部を回転させるとともに該切削刃物を該本体胴の軸方向に送ることにより、該切削刃物で該本体胴の内周面を切削して該内周面の除染を該新たな開口端部から軸方向奥方向の所定幅にわたって行い、
以後、前記固定部の移動工程、切断工程、除染工程のサイクルを適宜回数繰り返す円筒状構造物の除染および解体方法。 - 前記抜き出された伝熱管束を切断して個々の伝熱管に分離し、該伝熱管ごとに外周面および内周面の除染を行う請求項5記載の円筒状構造物の除染および解体方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110636A JP4234631B2 (ja) | 2004-04-05 | 2004-04-05 | 円筒状構造物の除染および解体方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110636A JP4234631B2 (ja) | 2004-04-05 | 2004-04-05 | 円筒状構造物の除染および解体方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005292063A true JP2005292063A (ja) | 2005-10-20 |
| JP2005292063A5 JP2005292063A5 (ja) | 2007-05-31 |
| JP4234631B2 JP4234631B2 (ja) | 2009-03-04 |
Family
ID=35325140
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004110636A Expired - Fee Related JP4234631B2 (ja) | 2004-04-05 | 2004-04-05 | 円筒状構造物の除染および解体方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4234631B2 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007232483A (ja) * | 2006-02-28 | 2007-09-13 | Shimizu Corp | フィン付熱交換器の除染方法およびフィン付熱交換器の除染システム |
| JP2008229815A (ja) * | 2007-03-23 | 2008-10-02 | Rex Industries Co Ltd | 被覆管の被覆層剥離装置 |
| JP2008256434A (ja) * | 2007-04-03 | 2008-10-23 | Japan Atomic Energy Agency | 放射性ガスを含む密封容器の開封装置 |
| JP2009204487A (ja) * | 2008-02-28 | 2009-09-10 | Tokyo Electric Power Co Inc:The | 中性子源ホルダーの切断方法 |
| ES2387169A1 (es) * | 2009-10-02 | 2012-09-17 | Xlg Garpey Ingenieria, S.L. | Intercambiador de calor de superficie rascada |
| JP2014059149A (ja) * | 2012-09-14 | 2014-04-03 | Mitsubishi Heavy Ind Ltd | 熱交換器の解体方法 |
| JP2015059765A (ja) * | 2013-09-17 | 2015-03-30 | 三菱重工業株式会社 | 排気塔の解体方法 |
| CN108447580A (zh) * | 2017-09-19 | 2018-08-24 | 中国核动力研究设计院 | 一种高放射性管状辐照装置处理系统及其处理方法 |
| AT520938A4 (de) * | 2018-04-12 | 2019-09-15 | Braun Maschf Gmbh | Fass-Zerlegeanlage |
| JP2021060274A (ja) * | 2019-10-07 | 2021-04-15 | 三菱重工業株式会社 | 天井クレーンの解体方法 |
| CN116222296A (zh) * | 2023-01-29 | 2023-06-06 | 安徽海华科技集团有限公司 | 一种u型管式换热器酸洗处理用旋转清洁系统 |
-
2004
- 2004-04-05 JP JP2004110636A patent/JP4234631B2/ja not_active Expired - Fee Related
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007232483A (ja) * | 2006-02-28 | 2007-09-13 | Shimizu Corp | フィン付熱交換器の除染方法およびフィン付熱交換器の除染システム |
| JP2008229815A (ja) * | 2007-03-23 | 2008-10-02 | Rex Industries Co Ltd | 被覆管の被覆層剥離装置 |
| JP2008256434A (ja) * | 2007-04-03 | 2008-10-23 | Japan Atomic Energy Agency | 放射性ガスを含む密封容器の開封装置 |
| JP2009204487A (ja) * | 2008-02-28 | 2009-09-10 | Tokyo Electric Power Co Inc:The | 中性子源ホルダーの切断方法 |
| ES2387169A1 (es) * | 2009-10-02 | 2012-09-17 | Xlg Garpey Ingenieria, S.L. | Intercambiador de calor de superficie rascada |
| JP2014059149A (ja) * | 2012-09-14 | 2014-04-03 | Mitsubishi Heavy Ind Ltd | 熱交換器の解体方法 |
| JP2015059765A (ja) * | 2013-09-17 | 2015-03-30 | 三菱重工業株式会社 | 排気塔の解体方法 |
| CN108447580A (zh) * | 2017-09-19 | 2018-08-24 | 中国核动力研究设计院 | 一种高放射性管状辐照装置处理系统及其处理方法 |
| AT520938A4 (de) * | 2018-04-12 | 2019-09-15 | Braun Maschf Gmbh | Fass-Zerlegeanlage |
| AT520938B1 (de) * | 2018-04-12 | 2019-09-15 | Braun Maschf Gmbh | Fass-Zerlegeanlage |
| JP2021060274A (ja) * | 2019-10-07 | 2021-04-15 | 三菱重工業株式会社 | 天井クレーンの解体方法 |
| JP7308121B2 (ja) | 2019-10-07 | 2023-07-13 | 三菱重工業株式会社 | 天井クレーンの解体方法 |
| CN116222296A (zh) * | 2023-01-29 | 2023-06-06 | 安徽海华科技集团有限公司 | 一种u型管式换热器酸洗处理用旋转清洁系统 |
| CN116222296B (zh) * | 2023-01-29 | 2023-11-24 | 安徽海华科技集团有限公司 | 一种u型管式换热器酸洗处理用旋转清洁系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4234631B2 (ja) | 2009-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4234631B2 (ja) | 円筒状構造物の除染および解体方法 | |
| JP5299215B2 (ja) | 軸継手のボルト孔修復方法及び修復装置 | |
| US4620823A (en) | Portable tube milling tool | |
| US9899109B2 (en) | Treatment apparatus and method for waste steam generator, and installation method of treatment apparatus for waste steam generator | |
| US20170100789A1 (en) | Tube cutting device having conical fitting member to cut tube of waste steam generator | |
| SE513276C2 (sv) | Förfarande och anordning för att demontera eventuellt kontaminerade rör i ett rörknippe | |
| JP2005292063A5 (ja) | ||
| JPH075922Y2 (ja) | 既設配管用の面取装置 | |
| JP6286771B2 (ja) | 回転工具システム、伝熱チューブの取り外し方法、及び伝熱チューブの交換方法 | |
| JP4771143B2 (ja) | パイプ半割り切断装置 | |
| JP3342284B2 (ja) | 円周開先加工装置 | |
| RU2082057C1 (ru) | Устройство и способ для отделения трубы по внутреннему периметру | |
| JP7395519B2 (ja) | 穴及びトレパンカッティング装置 | |
| KR102179485B1 (ko) | 원자력발전소의 주 기기용 노즐 정비를 위한 그루브 가공팁 및 이 가공팁을 구비한 그루브 가공장치 | |
| JPH08229799A (ja) | 管端研削装置 | |
| CN121199332B (zh) | 一种去除管件摩擦焊焊缝的装置 | |
| RU2028882C1 (ru) | Трубоотрезной станок | |
| RU218721U1 (ru) | Устройство для обработки торцов трубы | |
| CN221088203U (zh) | 一种圆盘型金属加工装置 | |
| US5193257A (en) | Boiler tube repair apparatus | |
| RU2392721C2 (ru) | Способ ремонта вала ротора турбины по месту ее эксплуатации | |
| JP3504787B2 (ja) | 管体切断装置 | |
| CN214816765U (zh) | 一种花键轴加工车床 | |
| CN218746424U (zh) | 一种双向插拔动力头 | |
| CN216176649U (zh) | 一种电动车管件倒角装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070404 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070404 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081125 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081211 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111219 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4234631 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121219 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121219 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131219 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |