JP2005292230A - 透光表示体及びその製造方法並びに型内塗装成形用金型 - Google Patents
透光表示体及びその製造方法並びに型内塗装成形用金型 Download PDFInfo
- Publication number
- JP2005292230A JP2005292230A JP2004103530A JP2004103530A JP2005292230A JP 2005292230 A JP2005292230 A JP 2005292230A JP 2004103530 A JP2004103530 A JP 2004103530A JP 2004103530 A JP2004103530 A JP 2004103530A JP 2005292230 A JP2005292230 A JP 2005292230A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- light
- base material
- bridge
- shielding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Illuminated Signs And Luminous Advertising (AREA)
Abstract
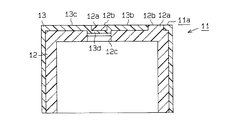
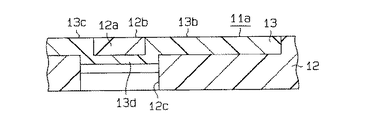
【解決手段】 押圧部材11は、光透過部12bと、外側遮光部13cと、光透過部12bの内側に囲まれた内側遮光部13bとを備えている。押圧部材11は、光透過性を有する樹脂よりなる基材12と、遮光性を有する塗料よりなる表面材13とより構成されている。光透過部12bは基材12より構成され、内側遮光部13b及び外側遮光部13cは表面材13より構成されている。内側遮光部13bと外側遮光部13cとは、基材12の裏面に形成された橋架部13dによって連結され、橋架部13dは基材12の裏面に凹設された橋架溝12cの内部に収容され、かつ該橋架溝12cを形作る基材12の裏面よりも意匠面11a側に位置している。
【選択図】 図2
Description
上記構成によれば、前記コア型の側面は、後退移動方向へ向かうにつれて幅狭となるテーパ形状をなしている。このため、前記橋架部を形成する際に、コア型を後退移動させても、コア型の側面と基材との間の密着性が高まり、これらの間から塗料が漏れるのを抑制することができる。したがって、透光表示体の塗料漏れによる成形不良の低減が容易となる。
請求項5に記載の発明は、請求項4に記載の発明において、前記第2キャビティ内での塗料の流入方向と前記橋架溝の延びる方向とを同じとしたことを要旨とする。
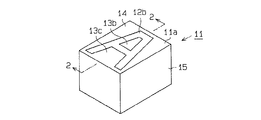
図1〜図3に示すように、この実施形態の透光表示体としての押圧部材11は、基材12と、該基材12の表面に、該表面を層状に覆うように形成された表面材13とを備えており、上壁14と側壁15とを有する有蓋四角筒形状をなしている。基材12は、光透過性を有する樹脂より有蓋四角筒形状に形成されている。基材12の上面には凸部12aが、所定の文字等(この実施形態では、アルファベットの「A」)を表すように形成されている。ここで、「光透過性を有する樹脂」は、有色あるいは無色、または、透明あるいは半透明にかかわらず光が透過することができる樹脂を全て含むものとし、好ましくは白色系の樹脂よりなる。この樹脂には、例えば、アクリル樹脂、ポリカーボネート樹脂、ウレタン樹脂等が挙げられる。
まず、前記押圧部材11を製造するための型内塗装成形用金型としての第1金型20及び第2金型21について説明する。
以上詳述した実施形態によれば次のような効果が発揮される。
・ 基材12の側面12eは、前記第1及び第3型22,25が型開きする方向と平行であるため、前記意匠面11aの断面がコの字状、すなわち、前記意匠面11aが直角に曲折していても容易に該意匠面11aに遮光部を形成することができる。よって、直角に曲折した意匠面を持つ車両内装用スイッチやオーディオカバー等を成形するのに都合がよい。さらに、前記第2型23と前記第3型25とを交換する成形方法では、基材12の側面12eの表面に形成される表面材13の厚みを、前記基材12の上面に形成された表面材13の厚みと同じにすることが容易である。
・ 液状熱硬化型塗料の粘度は、摂氏25度において3Pa・s以上100Pa・s以下であるため、極めて狭い第2キャビティ26(厚みが20μm以上300μm以下)であっても、該第2キャビティ26の隅々まで液状熱硬化型塗料が入り込むので、熱可塑性樹脂を用いる場合と比べて前記表面材13の肉厚を大幅に薄くすることが容易となる。このため、押圧部材11をコンパクトに形成することができる。
なお、前記実施形態は、次のように変更して具体化することも可能である。
・ 図7(a)、(b)に示すように、コア型42a先端部の突条42bの先端面42cを断面U字状に窪ませた構成とする。そして、図8(a)、(b)に示すように、コア型42aを、突条42bの先端面42cが橋架溝32cの開口よりも意匠面31a側に位置する範囲内で後退移動させる。その後、第2キャビティ46に液状熱硬化型塗料を充填し硬化させて基材32の表面に表面材33を成形する。このとき、連通路47内の塗料により橋架部33dが形成される。
・ 前記光透過部12bと前記遮光部とは、面一でなくてもよい。例えば、基材12の凸部12aの先端面が表面材13の表面より突出していてもよく、あるいは前記先端面が表面材13の表面より凹んでいてもよい。
・ 押圧部材11の意匠面11aに表示する所定の文字等は、アルファベットの「A」以外にも「B」や「D」、あるいは数字の「6」や「8」等の環状部分を有するものであればよい。
Claims (5)
- 意匠面に、光透過部と、該光透過部の内側に囲まれた内側遮光部と、該光透過部の外側に配置された外側遮光部とを備えた透光表示体であって、
光透過性を有する樹脂よりなる基材と、該基材の表面に形成された遮光性を有する塗料よりなる表面材とを備え、
前記光透過部は前記基材の表面に形成された凸部よりなり、前記内側遮光部及び外側遮光部は前記基材の表面を層状に覆う表面材よりなり、
前記内側遮光部と前記外側遮光部とは、前記基材の裏面に形成された橋架部によって連結されており、
前記橋架部は前記基材の裏面に凹設された橋架溝の内部に収容され、かつ該橋架溝を形作る基材の裏面よりも意匠面側に位置していることを特徴とする透光表示体。 - 光透過性を有する樹脂よりなる基材と、該基材の表面を層状に覆うように形成された遮光性を有する塗料よりなる表面材とを備え、意匠面は、光透過部と、該光透過部の内側に囲まれた内側遮光部と、該光透過部の外側に配置された外側遮光部とを有し、前記光透過部を前記基材の表面に形成された凸部より形成し、前記内側遮光部及び外側遮光部を前記表面材より形成するとともに、前記基材の裏面に橋架溝を凹設して該橋架溝内に橋架部を形成し、前記内側遮光部と前記外側遮光部とを前記橋架部によって、前記基材の裏面で連結した透光表示体の製造に用いる型内塗装成形用金型であって、
第1型、第2型及び第3型を備え、前記第1型及び第2型により前記基材を成形し、前記第1型及び第3型により前記基材の表面に前記表面材を成形するものであり、前記第1型のキャビティ面には、前記橋架溝を成形するためのコア型が突設されており、
前記コア型を前記第1型内に後退移動可能として前記橋架部を成形するように構成するとともに、後退移動した状態のコア型は、その側面が前記橋架溝の内側面に接触し、かつ先端面が前記橋架溝を形作る基材の裏面よりも意匠面側に位置していることを特徴とする型内塗装成形用金型。 - 前記コア型の側面は、後退移動方向へ向かうにつれて幅狭となるテーパ形状をなしていることを特徴とする請求項2に記載の型内塗装成形用金型。
- コア型を有する第1型と第2型とで形成される第1キャビティに光透過性を有する樹脂を充填して表面に環状の凸部を有する基材を成形し、
前記第1型と第3型とを型締めすることにより、前記凸部の先端面と第3型とを密着させて前記基材の表面と前記第3型との間に第2キャビティを形成するとともに、前記コア型を、その先端面が該コア型の側面に接触した基材の表面よりも意匠面側に位置する範囲内で後退移動させ、前記凸部の裏面に該凸部の外側と内側とを連通する橋架溝を形成した後、
第2キャビティに遮光性を有する塗料を流入させ、前記凸部の外側と内側とに充填して表面材を成形することを特徴とする透光表示体の製造方法。 - 前記第2キャビティ内での塗料の流入方向と前記橋架溝の延びる方向とを同じとしたことを特徴とする請求項4に記載の透光表示体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004103530A JP4498799B2 (ja) | 2004-03-31 | 2004-03-31 | 型内塗装成形用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004103530A JP4498799B2 (ja) | 2004-03-31 | 2004-03-31 | 型内塗装成形用金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005292230A true JP2005292230A (ja) | 2005-10-20 |
| JP4498799B2 JP4498799B2 (ja) | 2010-07-07 |
Family
ID=35325263
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004103530A Expired - Fee Related JP4498799B2 (ja) | 2004-03-31 | 2004-03-31 | 型内塗装成形用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4498799B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6420109A (en) * | 1987-07-16 | 1989-01-24 | Fujitsu Ltd | Two-color molding method |
| JPH06308894A (ja) * | 1993-04-27 | 1994-11-04 | Taiyo Kosakusho:Kk | 合成樹脂製透光表示体とその成形金型 |
-
2004
- 2004-03-31 JP JP2004103530A patent/JP4498799B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6420109A (en) * | 1987-07-16 | 1989-01-24 | Fujitsu Ltd | Two-color molding method |
| JPH06308894A (ja) * | 1993-04-27 | 1994-11-04 | Taiyo Kosakusho:Kk | 合成樹脂製透光表示体とその成形金型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4498799B2 (ja) | 2010-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH07118178B2 (ja) | 磁気テ−プカセツト製造方法 | |
| JP5530762B2 (ja) | 車両用灯具のレンズ | |
| JP2005161683A (ja) | 型内塗装成形品、その製造方法及び型内塗装成形用金型 | |
| JP4498799B2 (ja) | 型内塗装成形用金型 | |
| JP3972311B2 (ja) | 金属調合成樹脂リング及びその製造方法 | |
| US20090237939A1 (en) | Indication plate | |
| US20160363284A1 (en) | Outer lens for lighting device and process for the manufacture thereof | |
| JP4109613B2 (ja) | 透光表示体及びその製造方法 | |
| JP4949312B2 (ja) | 2色成形品の成形方法および筐体部品 | |
| JP5426328B2 (ja) | 表示体およびその製造方法 | |
| JP4576403B2 (ja) | 二色成形品の製造方法 | |
| JP2008100481A (ja) | 絞り一体型レンズ、及び、その製造方法 | |
| JP2011126121A (ja) | 射出成形方法及びパネル | |
| JP2010094869A (ja) | 操作ノブおよびその製造方法 | |
| JP2018086772A (ja) | インジケータパネル及びその2色射出成形方法 | |
| JP6688169B2 (ja) | 二色成形品 | |
| US20190344644A1 (en) | Vehicle tailgate | |
| JP3338104B2 (ja) | キートップの二色成形方法 | |
| JP5582377B2 (ja) | 摺動底蓋付き注出容器 | |
| JPH06308894A (ja) | 合成樹脂製透光表示体とその成形金型 | |
| JP2006096025A (ja) | 厚肉成形品の射出成形方法 | |
| JP3069280U (ja) | 照光式キ―トップ | |
| KR20210151550A (ko) | 엠블렘 구조체 | |
| JP2011067444A (ja) | カウンタ及びその製造方法 | |
| TWI698681B (zh) | 突顯圖文的遮光方法及以該方法製成的面板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061006 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20061002 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090609 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100406 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100414 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4498799 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140423 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |