JP2005297021A - ダイクッション装置 - Google Patents
ダイクッション装置 Download PDFInfo
- Publication number
- JP2005297021A JP2005297021A JP2004118133A JP2004118133A JP2005297021A JP 2005297021 A JP2005297021 A JP 2005297021A JP 2004118133 A JP2004118133 A JP 2004118133A JP 2004118133 A JP2004118133 A JP 2004118133A JP 2005297021 A JP2005297021 A JP 2005297021A
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- die cushion
- set pressure
- relief valve
- cushion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Presses And Accessory Devices Thereof (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【課題】
プレス機械に用いられるダイクッション装置(特にクッションピン均圧化装置が備えられているもの)において、1次ピーク圧を一定レベル以下に制限することにより、プレス成形品の加工精度を向上させる。
【解決手段】
リリーフ弁10の圧力調整用ネジ10bが所定の回動量(締め込み量)に調整されることにより、あるいは遠隔操作で同様な調整が行われることにより、リリーフ弁10の設定圧Prが、安定圧PDよりも高く、かつ複数の油圧シリンダ58の各油室58aで発生する1次ピーク圧Pmaxよりも低い圧に調整される。
【選択図】 図1
プレス機械に用いられるダイクッション装置(特にクッションピン均圧化装置が備えられているもの)において、1次ピーク圧を一定レベル以下に制限することにより、プレス成形品の加工精度を向上させる。
【解決手段】
リリーフ弁10の圧力調整用ネジ10bが所定の回動量(締め込み量)に調整されることにより、あるいは遠隔操作で同様な調整が行われることにより、リリーフ弁10の設定圧Prが、安定圧PDよりも高く、かつ複数の油圧シリンダ58の各油室58aで発生する1次ピーク圧Pmaxよりも低い圧に調整される。
【選択図】 図1
Description
本発明は、プレス機械に用いられるダイクッション装置に関する。
ダイクッションを用いてプレス成形加工(特に、深絞り成形)を行うときには、ブランクホルダの精度不良(傾き)、クッションピンの長さのばらつき、クッションピンを保持するダイクッションパッドの平行度誤差、プレス機械のスライドの撓みや傾き等を吸収して、ワークのしわ押え力(クッション圧)を一定にする必要がある。このため従来からクッションピン均圧化装置が用いられている。このようなクッションピン均圧化装置としては、例えば下記特許文献1に記載されたものが知られている。
図2は従来のクッションピン均圧化装置を使用したプレス機械の断面図であり、下記特許文献1に記載されたクッションピン均圧装置の一例を示している。以下、図2を参照して従来技術を説明する。
図2において、プレス機械のスライド52には、上型51が固定され、ボルスタ54上には下型53が固定されている。ボルスタ54はキャリヤ55で支持されている。下型53内には、ブランクホルダ56が配設されている。ブランクホルダ56は複数のクッションピン57、57…の上端で支持されている。各クッションピン57の下端は、油圧シリンダ58、58…を介してそれぞれダイクッションパッド69によって支持されている。
ダイクッション59は、ダイクッションパッド69を支持するクッションシリンダ61を備えており、このクッションシリンダ61にはエア圧源62からエアレギュレータ63で定まる所定のエア圧がエアタンク64を通じて供給される。 各油圧シリンダ58の油室58aは共通の配管(若しくはきり穴)65およびフレキシブルチューブ66を介して圧油供給部67に接続されている。この圧油供給部67に設けられた図示しない油圧源から各油圧シリンダ58に圧油が供給される。
上記構成によると、ブランクホルダ56上にワーク(ブランク)Wを載置してスライド52を下降させると、上型51がワークWに衝突し、そのときに発生する荷重が、ブランクホルダ56、クッションピン57、油圧シリンダ58を介してダイクッションパッド69に伝達される。ダイクッションパッド69に伝達された荷重は、さらにダイクッション59に伝達される。このためダイクッション59のクッションシリンダ61が縮退し、圧縮されたエアによって発生するエア圧が、ダイクッションパッド69、油圧シリンダ58、クッションピン57を介してブランクホルダ56に、上向きの反力として加えられ、深絞り成形が良好に行われる。
このとき複数の油圧シリンダ58の各油室58aでは、クッション圧、つまり、しわ押え力が発生する。複数の油圧シリンダ58の各油室58a内で発生する油圧(クッション圧)は、各油室58aが連通していることから、ダイクッションパッド69の各部で均一なものとなる。この均圧化によりダイクッションパッド69の各部、つまり複数のクッションピン57間でのクッション圧のアンバランスが吸収され、しわ押え精度が高められる。
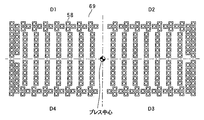
更に高い成形精度を得るために、同一ワークであってもその形状に応じて場所毎にしわ押え力を異ならせる必要が生じる場合がある。この場合には通常、例えば図3に示すように金型中心の回りを4分割したダイクッションパッド69のエリアD1〜D4が設けられ、各エリアD1〜D4毎にクッション圧を異ならせた4つのダイクッション59及び各ダイクッション59に対応するクッションピン均圧化装置(クッションピン57、油圧シリンダ58、配管(若しくはきり穴)65)が備えられる。
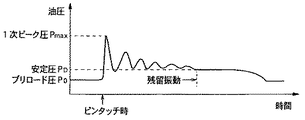
また、上述した構成のプレス機械でスライド52を上死点から下降させて、図6に示すように、上型51がワークWに当接し、加圧するとき(以下、ピンタッチ時という)、クッションピン57に荷重がかかるため、油圧シリンダ58の油室58a内の油圧は一時的に大きく上昇する。これは1次ピーク圧(圧力Pmax)と呼ばれている。同図6に示すように、1次ピーク圧発生後には、2次、3次等のピーク油圧の残留振動が発生し、やがて安定油圧PDに静定する。なお、下死点を通過して、スライド52が上昇に転ずると、クッションピン57にかかっていた荷重がなくなるため、油圧シリンダ58の油室58a内の油圧は、プリロード圧P0に戻る。
上述した1次ピーク圧は、ピンタッチ時のプレス速度(以下、ピンタッチ時プレス速度)に応じて異なる。ピンタッチ時プレス速度が大きくなれば、これに応じて1次ピーク圧が大きくなる。
下記特許文献2には、ピンタッチ時プレス速度に基づいて1次ピーク圧を算出する算出方法が記載されている。
また、下記特許文献3、4には、油圧シリンダ58の油室58a内の油圧の圧力振動によるポンピング現象を抑制することを目的として、油室58a内の圧油を一時的にタンクに排出する弁を設けるという発明が記載されている。
実公平5−27215号公報
特開平4−371324号公報
特開平5−285556号公報
特開平6−154900号公報
プレス機械のユーザは、生産効率を上げるためにプレス速度を上げることがある。しかし、上述したようにプレス速度の上昇に応じて1次ピーク圧Pmaxが大きくなることから、これに応じて図6で説明した残留振動の期間が長くなり、これに応じてワークWの滑り込み不具合が生じやすくなり、深絞り成形の精度が低下する傾向にあることが、本発明者によって、明らかになった。
本発明は、こうした実状に鑑みてなされたものであり、1次ピーク圧を一定レベル以下に制限することにより、プレス成形品の加工精度を向上させることを、解決課題とするものである。
第1発明は、
金型(51)がワーク(W)に当接し、加圧するときの荷重が複数のクッションピン(57)を介してダイクッションパッド(69)に伝達されるダイクッション装置において、
クッションピン(57)毎に設けられ、クッションピン(57)とダイクッションパッド(69)との間に介在された複数の油圧シリンダ(58)と、
複数の油圧シリンダ(58)の各油室(58a)を連通する油路(70)と、
前記油路(70)内の圧力を設定圧以下に制限する圧力制限手段(10)と、
前記圧力制限手段(10)で設定される設定圧の大きさを調整する設定圧調整手段(10b、21)と
を備えたこと
を特徴とする。
金型(51)がワーク(W)に当接し、加圧するときの荷重が複数のクッションピン(57)を介してダイクッションパッド(69)に伝達されるダイクッション装置において、
クッションピン(57)毎に設けられ、クッションピン(57)とダイクッションパッド(69)との間に介在された複数の油圧シリンダ(58)と、
複数の油圧シリンダ(58)の各油室(58a)を連通する油路(70)と、
前記油路(70)内の圧力を設定圧以下に制限する圧力制限手段(10)と、
前記圧力制限手段(10)で設定される設定圧の大きさを調整する設定圧調整手段(10b、21)と
を備えたこと
を特徴とする。
第2発明は、第1発明において、
前記設定圧を、安定圧よりも高く、かつ1次ピーク圧よりも低い大きさに調整するものであること
ことを特徴とする。
前記設定圧を、安定圧よりも高く、かつ1次ピーク圧よりも低い大きさに調整するものであること
ことを特徴とする。
第3発明は、第1発明または第2発明において、
前記設定圧調整手段(10b、21)は、金型(51)に応じた設定圧に調整するものであること
を特徴とする。
前記設定圧調整手段(10b、21)は、金型(51)に応じた設定圧に調整するものであること
を特徴とする。
第4発明は、第1発明、第2発明または第3発明において、
前記設定圧調整手段(21)は、前記圧力制限手段(10)から離れた場所に設けられ、前記設定圧が遠隔操作で調整されること
を特徴とする。
前記設定圧調整手段(21)は、前記圧力制限手段(10)から離れた場所に設けられ、前記設定圧が遠隔操作で調整されること
を特徴とする。
第5発明は、第1発明、第2発明、第3発明または第4発明において、
前記圧力制限手段(10)は、入口ポート(10P)が前記油路(70)に連通するリリーフ弁(10)であり、前記設定圧調整手段(21)は、入口ポート(21P)が前記リリーフ弁(10)のベントポート(10V)に接続されるリモートコントロール弁(21)であること
を特徴とする。
前記圧力制限手段(10)は、入口ポート(10P)が前記油路(70)に連通するリリーフ弁(10)であり、前記設定圧調整手段(21)は、入口ポート(21P)が前記リリーフ弁(10)のベントポート(10V)に接続されるリモートコントロール弁(21)であること
を特徴とする。
第1発明、第2発明によれば、たとえば図1、図7(a)に示すように、圧力調整用ネジ10bを所定の回動量(締め込み量)に調整することにより、リリーフ弁10の設定圧Prが、安定圧PDよりも高く、かつ複数の油圧シリンダ58の各油室58aで発生する1次ピーク圧Pmaxよりも低い圧に調整される。リリーフ弁10の設定圧Prは、プレス機械のユーザが設定し得る最大のピンタッチ時プレス速度を想定し、その最大のピンタッチ時プレス速度で発生する1次ピーク圧を制限できるような圧力に調整することが望ましい。
このようにリリーフ弁10の設定圧Prが、安定圧PDよりも高く、かつ1次ピーク圧Pmaxよりも低い圧に調整されると、ピンタッチ時に、複数の油圧シリンダ58の各油室58a内の油圧が上昇しても、設定圧Prに達した時点で、各油室58a内の圧油は、配管(若しくはきり穴)65、油路11、リリーフ弁10、油路12を介してタンク13に排出されるため、設定圧Prを超えることはなく、1次ピーク圧Pmaxよりも低い圧力に制限される。これにより、図7(a)に示す残留振動の期間が一定レベル以下に短くなり(圧力変動が抑制され)、深絞り成形の精度が一定レベル以上となり、プレス成形品の加工精度が向上する。
ところで、加圧時に、複数の油圧シリンダ58の各油室58a内で発生する油圧は、金型(上型51、下型53)に応じて異なる。これは、金型が異なれば、使用されるクッションピン57の本数が異なり、これに応じて、クッションピン57に対応して設けられた本数の油圧シリンダ58の各油室58a内の油圧が異なるからである。
そこで、第3発明では、リリーフ弁10の設定圧が、金型に応じて調整される。
たとえば、図7(a)に示すように、1次ピーク圧Pmaxが高くなる金型の場合には、それに応じてリリーフ弁10の設定圧Prは、1次ピーク圧Pmaxを制限できる高い圧力に設定され、図7(b)に示すように、1次ピーク圧P′maxが低くなる金型の場合には、それに応じてリリーフ弁10の設定圧P′rは、1次ピーク圧P′maxを制限できる低い圧力に設定される。
第4発明では、図4に示すように、リリーフ弁10から離れた場所に、設定圧調整部20が設けられ、設定圧Prが遠隔操作で調整される。
第5発明では、図4に示すように、リモートコントロール弁21に設けられた圧力調整用ネジ21bを調整することで、パイロット油路13内の圧力がリモートコントロール弁21の設定圧以下に調整され、これによりリリーフ弁10の設定圧が調整される。
第4発明、第5発明によれば、設定圧調整部20(リモートコントロール弁21)によって遠隔操作でリリーフ弁10の設定圧が調整されるため、ダイクッションパッド69(プレス機械)のところまで出向いて、調整作業を行う必要がない。このため、設定圧の調整作業が容易になるという効果が得られる。また、金型が交換される毎にプレス機械の場所まで出向きプレス機械を長時間停止させて調整作業を行う必要がなくなるため、作業の時間短縮が図られ、生産効率が向上する。
以下、本発明の実施の形態を図面を参照して説明する。
(第1実施例)
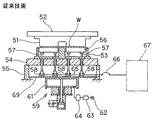
図1は、第1実施例の構成を示し、本発明に係るダイクッション装置が設けられたプレス機械の断面図である。
図1に示すように、実施形態の装置では、金型(上型51)がワーク(ブランク)Wに当接し、加圧するときの荷重が複数のクッションピン57、57…を介してダイクッションパッド69に伝達される。
図1は、第1実施例の構成を示し、本発明に係るダイクッション装置が設けられたプレス機械の断面図である。
図1に示すように、実施形態の装置では、金型(上型51)がワーク(ブランク)Wに当接し、加圧するときの荷重が複数のクッションピン57、57…を介してダイクッションパッド69に伝達される。
すなわち、プレス機械のスライド52には、上型51が固定され、ボルスタ54上には下型53が固定されている。ボルスタ54はキャリヤ55で支持されている。下型53内には、ブランクホルダ56が配設されている。ブランクホルダ56は、複数のクッションピン57、57…の上端で支持されている。
クッションピン57とダイクッションパッド69との間には、複数の油圧シリンダ58、58…が介在されている。油圧シリンダ58は、クッションピン57毎に設けられている。各クッションピン57の下端は、油圧シリンダ58、58…を介してそれぞれダイクッションパッド69によって支持されている。
ダイクッション59は、ダイクッションパッド69を支持するクッションシリンダ61を備えている。このクッションシリンダ61には、エア圧源62からエアレギュレータ63で定まる所定のエア圧がエアタンク64を通じて供給される。
複数の油圧シリンダ58、58…の各油室58a、58a…は、共通の油路70(配管(若しくはきり穴)65、フレキシブルチューブ66)によって連通されている。これら共通の配管(若しくはきり穴)65およびフレキシブルチューブ66は、圧油供給部67に接続されている。この圧油供給部67の図示しない油圧源から各油圧シリンダ58に圧油が供給される。なお、図1では図示していないが、後述する図4に示すのと同様の逆止弁30およびリターン側の電磁弁等が設けられている。
本実施例では、油路70内の圧力を設定圧以下に制限する圧力制限手段として、リリーフ弁10が設けられている。
すなわち、配管(若しくはきり穴)65には、油路11が連通しており、この油路11は、リリーフ弁10の入口ポート10Pに連通している。リリーフ弁10の出口ポート10Rは、油路12に連通しており、この油路12は、タンク13に連通している。
リリーフ弁10には、設定圧調整手段としての圧力調整用ネジ10bが設けられている。この圧力調整用ネジ10bの回動量(締め込み量)に応じて、リリーフ弁10の圧力設定用バネ10aバネ力が変化し、リリーフ弁10の設定圧の大きさが調整される。
上記構成によると、ブランクホルダ56上にワーク(ブランク)Wを載置してスライド52を下降させると、上型51がワークWに当接し、そのとき発生した荷重が、ブランクホルダ56、クッションピン57、油圧シリンダ58を介してダイクッションパッド69に伝達される。ダイクッションパッド69に伝達された荷重は、さらにダイクッション59に伝達される。このためダイクッション59のクッションシリンダ61が縮退し、圧縮されたエアによって発生するエア圧が、ダイクッションパッド69、油圧シリンダ58、クッションピン57を介してブランクホルダ56に、上向きの反力として加えられ、深絞り成形が良好に行われる。
このとき複数の油圧シリンダ58の各油室58aでは、クッション圧、つまり、しわ押え力が発生する。複数の油圧シリンダ58の各油室58a内で発生する油圧(クッション圧)は、各油室58aが連通していることから、ダイクッションパッド69の各部で均一なものとなる。この均圧化によりダイクッションパッド69の各部、つまり複数のクッションピン57間でのクッション圧のアンバランスが吸収され、しわ押え精度が高められる。
更に高い成形精度を得るために、同一ワークであってもその形状に応じて場所毎にしわ押え力を異ならせる必要が生じる場合がある。この場合には通常、例えば図3に示すように金型中心の回りを4分割したダイクッションパッド69のエリアD1〜D4が設けられ、各エリアD1〜D4毎にクッション圧を異ならせた4つのダイクッション59及び各ダイクッション59に対応するクッションピン均圧装置(クッションピン57、油圧シリンダ58、配管(若しくはきり穴)65)が備えられる。
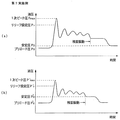
図7は、図6に対応させて、時間と複数の油圧シリンダ58の各油室58a内の油圧との関係(圧力変動)を示している。
ピンタッチ時には、油圧シリンダ58の油室58a内の油圧に1次ピーク圧Pmaxが発生し、その後の残留振動を経て、やがて安定油圧PDに静定する。なお、下死点を通過して、スライド52が上昇に転ずると、クッションピン57にかかっていた荷重がなくなるため、油圧シリンダ58の油室58a内の油圧は、プリロード圧P0に戻る。
本実施例では、同図7(a)に示すように、圧力調整用ネジ10bを所定の回動量(締め込み量)に調整することにより、リリーフ弁10の設定圧Prが、安定圧PDよりも高く、かつ複数の油圧シリンダ58の各油室58aで発生する1次ピーク圧Pmaxよりも低い圧に調整される。リリーフ弁10の設定圧Prは、プレス機械のユーザが設定し得る最大のピンタッチ時プレス速度を想定し、その最大のピンタッチ時プレス速度で発生する1次ピーク圧を制限できるような圧力に調整することが望ましい。
このようにリリーフ弁10の設定圧Prが、安定圧PDよりも高く、かつ1次ピーク圧Pmaxよりも低い圧に調整されると、ピンタッチ時に、複数の油圧シリンダ58の各油室58a内の油圧が上昇しても、設定圧Prに達した時点で、各油室58a内の圧油は、配管(若しくはきり穴)65、油路11、リリーフ弁10、油路12を介してタンク13に排出されるため、設定圧Prを超えることはなく、1次ピーク圧Pmaxよりも低い圧力に制限される。これにより、図7(a)に示す残留振動の期間が一定レベル以下に短くなり(圧力変動が抑制され)、深絞り成形の精度が一定レベル以上となり、プレス成形品の加工精度が向上する。
また、複数のプレス機械に、同様のリリーフ弁10をそれぞれ設け、同じ設定圧Prに調整すれば、各プレス機械間の機差の影響を受けることなく、均一の深絞り成形の精度が得られる。すなわち、各プレス機械間では、ダイクッションの仕様および「くせ」が異なり、残留振動の減衰係数が機械毎に異なる。加えて、各プレス機械間では、ピンタッチ時プレス速度の大きさなどの成形条件も異なる。このため各プレス機械間で、図7(a)に示す残留振動の期間が異なり、プレス成形品の精度がばらつくことがある。そこで、複数のプレス機械に、同様のリリーフ弁10をそれぞれ設け、同じ設定圧Prに調整すれば、各プレス機械で、図7(a)に示す残留振動の期間が同じ期間となり、プレス成形品の加工精度が均一なレベルとなり、機差の影響を受けることがなくなる。
(第2実施例)
ところで、複数の油圧シリンダ58の各油室58a内で発生する油圧は、金型(上型51、下型53)に応じて異なる。これは、金型が異なれば、使用されるクッションピン57の本数が異なり、これに応じて、クッションピン57に対応して設けられた本数の油圧シリンダ58の各油室58a内の油圧が異なるからである。
ところで、複数の油圧シリンダ58の各油室58a内で発生する油圧は、金型(上型51、下型53)に応じて異なる。これは、金型が異なれば、使用されるクッションピン57の本数が異なり、これに応じて、クッションピン57に対応して設けられた本数の油圧シリンダ58の各油室58a内の油圧が異なるからである。
そこで、リリーフ弁10の設定圧を、金型に応じて調整することも可能である。
図7(a)、(b)はそれぞれ異なる金型を使用したときの圧力変動を示している。図7(a)は、使用されるクッションピン57の本数が少なく、それに応じて1次ピーク圧Pmaxが高い場合の油圧変動を示し、図7(b)は、使用されるクッションピン57の本数が多く、それに応じて1次ピーク圧P′maxが低い場合の圧力変動を示している。なお、図7(b)では、異なる圧力であることを示すために符号にダッシュを付与して、図7(a)の圧力と区別している。
図7(a)に示すように、1次ピーク圧Pmaxが高くなる金型の場合には、それに応じてリリーフ弁10の設定圧Prは、1次ピーク圧Pmaxを制限できる高い圧力(安定圧PDよりも高い圧力)に設定され、図7(b)に示すように、1次ピーク圧P′maxが低くなる金型の場合には、それに応じてリリーフ弁10の設定圧P′rは、1次ピーク圧P′maxを制限できる低い圧力(安定圧P′Dよりも高い圧力)に設定される。
(第3実施例)
上述した実施例では、リリーフ弁10の設定圧Prの調整は、リリーフ弁10に設けられた圧力調整用ネジ10bを調整することで行うようにしているが、リリーフ弁10から離れた場所に、設定圧調整手段を設け、設定圧Prを遠隔操作で調整する実施も可能である。
上述した実施例では、リリーフ弁10の設定圧Prの調整は、リリーフ弁10に設けられた圧力調整用ネジ10bを調整することで行うようにしているが、リリーフ弁10から離れた場所に、設定圧調整手段を設け、設定圧Prを遠隔操作で調整する実施も可能である。
図4は第3実施例の油圧回路を示している。
図4の前提となる構成は、図1の第1実施例と同じであり、同じ構成要素についての説明は適宜、省略する。第1実施例で省略されたか、第3実施例で付加した構成要素については、新たな符号を付与している。
また、図5は、前述した図3に対応する図であり、ダイクッションパッド69上に配置された各油圧シリンダ58、リリーフ弁10、ダイクッションパッド69とは異なる場所に設けられた後述する設定圧調整部20を示している。
すなわち、圧油供給部67に設けられた油圧源としての油圧ポンプ40の吐出口は、油路70(フレキシブルチューブ66、配管(若しくはきり穴)65)に連通している。配管(若しくはきり穴)65は、接続箇所66Pで、ポンプ側のフレキシブルチューブ66に接続しており、このポンプ側のフレキシブルチューブ66は、油圧ポンプ40の吐出口に連通している。
油路70上(配管65上)には、油圧ポンプ40の吐出口への逆流を阻止し油圧シリンダ58の油室58a内への圧油の供給のみを許容する逆止弁30が設けられている。
逆止弁30は、油圧シリンダ58の油室58a内の油圧が、設定プリロード圧P0よりも高圧になっても、圧油が、油圧ポンプ40側に逆流することを阻止するために設けられている。
配管(若しくはきり穴)65は、接続箇所66Rで、リターン側のフレキシブルチューブ66′に接続しており、このリターン側のフレキシブルチューブ66′は、タンク120に連通している。
リリーフ弁10は、ダイクッションパッド69上に設けられている。
そして、リリーフ弁10(ダイクッションパッド69上)から離れた場所には、設定圧調整手段としての後述する設定圧調整部20が設けられている。
なお、ポンピング現象を抑制する等のために制御弁等の各油圧機器が図示されているが、これらは本発明の趣旨とは関係がないので、これらについての説明は省略する。
設定圧調整部20には、リリーフ弁として機能するリモートコントロール弁21が設けられている。
リリーフ弁10のベントポート10Vは、パイロット油路13に連通し、このパイロット油路13は、リモートコントロール弁21の入口ポート21Pに連通している。リモートコントロール弁21の出口ポート21Rはパイロット油路14に連通し、このパイロット油路14はタンク22に連通している。
リリーフ弁10のベントポート10Vは、パイロット油路13に連通し、このパイロット油路13は、リモートコントロール弁21の入口ポート21Pに連通している。リモートコントロール弁21の出口ポート21Rはパイロット油路14に連通し、このパイロット油路14はタンク22に連通している。
リリーフ弁10のパイロット圧は、パイロット油路13に取り出されているため、リリーフ弁10の設定圧は、バネ10aの設定バネ力と、パイロット油路13内の圧によって定まる。
パイロット油路13内の圧力は、リモートコントロール弁21の設定圧によって制限される。そしてリモートコントロール弁21の設定圧は、リモートコントロール弁21に設けられたバネ21aのバネ力に応じて変化する。バネ21aのバネ力は、圧力調整用ネジ21bによって調整される。
したがって、リモートコントロール弁21に設けられた圧力調整用ネジ21bを調整することで、パイロット油路13内の圧力がリモートコントロール弁21の設定圧以下に調整され、これによりリリーフ弁10の設定圧が調整される。
リリーフ弁10の設定圧の大きさは、第1実施例、第2実施例で説明したように、1次ピーク圧Prよりも低い圧力(安定圧PDよりも高い圧力)、金型に応じた圧力に調整される。
たとえば、各金型毎に、1次ピーク圧Pmaxを制限(安定圧PDよりも高い圧力)できるリリーフ弁10の設定圧Pr(リモートコントロール弁21の設定圧)がメモリに予め記憶される。そして、プレス機械で金型が取り替えられた際に、その金型に対応する設定圧Pr(リモートコントロール弁21の設定圧)のデータが上記メモリから読み出され、読み出されたデータに基づいて、リモートコントロール弁21の設定圧が調整され、遠隔操作でリリーフ弁10の設定圧が調整される。
このように本実施例によれば、リモートコントロール弁21によって遠隔操作でリリーフ弁10の設定圧が調整されるため、ダイクッションパッド69(プレス機械)のところまで出向いて、調整作業を行う必要がない。このため、設定圧の調整作業が容易になるという効果が得られる。
また、金型が交換される毎にプレス機械の場所まで出向きプレス機械を長時間停止させて調整作業を行う必要がなくなるため、作業の時間短縮が図られ、生産効率が向上する。
なお、上述した説明では、リリーフ弁10がダイクッションパッド69上に設けられた場合を想定して説明したが、リリーフ弁10の配設場所は、その入口ポート10Pが油路70に連通できる場所であれば任意である。ただし、油室58aからリリーフ弁10の入口ポート10Pまでの油路長が長かったり、フレキシブルチューブを介在してリリーフ弁10に連通されていると、チューブの膨脹等によって油量が増大し、設定圧の設定精度が低下するおそれがあるため、これを避けるように配置することが望ましい。
また、上述した実施例では、油圧シリンダ58の油室58a内で発生する圧力を制限するためにリリーフ弁10を設けているが、圧力を制限できる手段であれば、リリーフ弁に限定されることなく、他の油圧機器を用いて構成する実施も可能である。
また、上述した実施例では、油圧シリンダ58の油室58a内で発生する圧力を制限するためにリリーフ弁10を設けているが、圧力を制限できる手段であれば、リリーフ弁に限定されることなく、他の油圧機器を用いて構成する実施も可能である。
また、リリーフ弁10を用いる場合には、プレス機械で発生する高圧に適したバランスピストン形リリーフ弁を使用することが望ましいが、もちろん直動形、ディファレンシャル形を使用する実施も可能である。
本発明は、あらゆる形式のプレス機械に使用することができる。
10 リリーフ弁 20 設定圧調整部 21 リモートコントロール弁 57 クッションピン 58 油圧シリンダ 58a 油室 69 ダイクッションパッド 70 油路
Claims (5)
- 金型(51)がワーク(W)に当接し、加圧するときの荷重が複数のクッションピン(57)を介してダイクッションパッド(69)に伝達されるダイクッション装置において、
クッションピン(57)毎に設けられ、クッションピン(57)とダイクッションパッド(69)との間に介在された複数の油圧シリンダ(58)と、
複数の油圧シリンダ(58)の各油室(58a)を連通する油路(70)と、
前記油路(70)内の圧力を設定圧以下に制限する圧力制限手段(10)と、
前記圧力制限手段(10)で設定される設定圧の大きさを調整する設定圧調整手段(10b、21)と
を備えたこと
を特徴とするダイクッション装置。 - 前記設定圧調整手段(10b、21)は、前記設定圧を、安定圧よりも高く、かつ1次ピーク圧よりも低い大きさに調整するものであること
ことを特徴とする請求項1記載のダイクッション装置。 - 前記設定圧調整手段(10b、21)は、金型(51)に応じた設定圧に調整するものであること
を特徴とする請求項1または2記載のダイクッション装置。 - 前記設定圧調整手段(21)は、前記圧力制限手段(10)から離れた場所に設けられ、前記設定圧が遠隔操作で調整されること
を特徴とする請求項1、2または3記載のダイクッション装置。 - 前記圧力制限手段(10)は、入口ポート(10P)が前記油路(70)に連通するリリーフ弁(10)であり、前記設定圧調整手段(21)は、入口ポート(21P)が前記リリーフ弁(10)のベントポート(10V)に接続されるリモートコントロール弁(21)であること
を特徴とする請求項1、2、3または4記載のダイクッション装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118133A JP2005297021A (ja) | 2004-04-13 | 2004-04-13 | ダイクッション装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118133A JP2005297021A (ja) | 2004-04-13 | 2004-04-13 | ダイクッション装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297021A true JP2005297021A (ja) | 2005-10-27 |
Family
ID=35329198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004118133A Pending JP2005297021A (ja) | 2004-04-13 | 2004-04-13 | ダイクッション装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297021A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010221288A (ja) * | 2009-03-25 | 2010-10-07 | Pascal Engineering Corp | 油圧クッションのサージ圧防止装置 |
| JP2015149257A (ja) * | 2014-02-10 | 2015-08-20 | 新日鐵住金株式会社 | 通電加熱用電極及びこれを用いた鋼板の通電加熱方法 |
| JP2017192976A (ja) * | 2016-04-22 | 2017-10-26 | アイダエンジニアリング株式会社 | ダイクッション装置のシム調整装置及び方法 |
| JP2017196658A (ja) * | 2016-04-25 | 2017-11-02 | 一正 小森 | ダイクッション装置の加圧力の均等化装置 |
| CN108656599A (zh) * | 2018-07-12 | 2018-10-16 | 金丰(中国)机械工业有限公司 | 一种冲床上模垫的自适应气密装置 |
| CN114669645A (zh) * | 2022-03-31 | 2022-06-28 | 南通通惠风机有限公司 | 一种数控冲床用夹具底座 |
-
2004
- 2004-04-13 JP JP2004118133A patent/JP2005297021A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010221288A (ja) * | 2009-03-25 | 2010-10-07 | Pascal Engineering Corp | 油圧クッションのサージ圧防止装置 |
| JP2015149257A (ja) * | 2014-02-10 | 2015-08-20 | 新日鐵住金株式会社 | 通電加熱用電極及びこれを用いた鋼板の通電加熱方法 |
| JP2017192976A (ja) * | 2016-04-22 | 2017-10-26 | アイダエンジニアリング株式会社 | ダイクッション装置のシム調整装置及び方法 |
| JP2017196658A (ja) * | 2016-04-25 | 2017-11-02 | 一正 小森 | ダイクッション装置の加圧力の均等化装置 |
| CN108656599A (zh) * | 2018-07-12 | 2018-10-16 | 金丰(中国)机械工业有限公司 | 一种冲床上模垫的自适应气密装置 |
| CN108656599B (zh) * | 2018-07-12 | 2024-05-17 | 金丰(中国)机械工业有限公司 | 一种冲床上模垫的自适应气密装置 |
| CN114669645A (zh) * | 2022-03-31 | 2022-06-28 | 南通通惠风机有限公司 | 一种数控冲床用夹具底座 |
| CN114669645B (zh) * | 2022-03-31 | 2023-09-22 | 重庆利建工业有限公司 | 一种数控冲床用夹具底座 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102725135A (zh) | 机械压力机 | |
| EP3100799B1 (en) | Die cushion device of press machine | |
| JPH0824960A (ja) | プレス装置 | |
| CN106807842B (zh) | 压力机的滑动缓冲装置 | |
| US20170182539A1 (en) | Die cushion device and method of controlling the die cushion device | |
| EP0168364A1 (en) | Hydraulic accumulator | |
| JP2005297021A (ja) | ダイクッション装置 | |
| US7197910B2 (en) | Die cushion apparatus of a press machine and surge pressure reduction method for a die cushion apparatus | |
| US4311086A (en) | System for damping abrupt movement of a punch press ram | |
| US2217172A (en) | Drawing press and process | |
| US7243521B2 (en) | Cushion pin, wear plate, load supporting device, die cushion, press machine and pressing method | |
| EP0744230A1 (en) | Pressing method and system wherein cushion plate is lowered by shock absorbers arranged between the die and the cushion plate before holding of the blank between the die and the pressure ring | |
| CN212360625U (zh) | 桌面式隔振光学平台 | |
| CN114682706A (zh) | 冲模缓冲装置 | |
| CN104826914B (zh) | 拉深压力机的液压拉深垫以及操作液压拉深垫的方法 | |
| US5960665A (en) | Drawing device for drawing presses | |
| JP4136617B2 (ja) | クッションピン | |
| JP6710405B2 (ja) | ダイクッション装置の加圧力の均等化装置 | |
| JP5695371B2 (ja) | ダイクッション装置 | |
| JP2723882B2 (ja) | 油圧過負荷防止装置 | |
| JP5267842B2 (ja) | プレス機械とその調節方法 | |
| JP2004330289A (ja) | ウェアプレート、荷重支持装置、ダイクッション及びプレス機械 | |
| JP4820322B2 (ja) | リリーフバルブ | |
| JPH0238000A (ja) | ダイクッション装置 | |
| CN212303037U (zh) | 用于吉他指板的压合设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090408 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090414 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090804 |