JP2005297083A - Icタグ付き切削工具 - Google Patents
Icタグ付き切削工具 Download PDFInfo
- Publication number
- JP2005297083A JP2005297083A JP2004112628A JP2004112628A JP2005297083A JP 2005297083 A JP2005297083 A JP 2005297083A JP 2004112628 A JP2004112628 A JP 2004112628A JP 2004112628 A JP2004112628 A JP 2004112628A JP 2005297083 A JP2005297083 A JP 2005297083A
- Authority
- JP
- Japan
- Prior art keywords
- tool
- tag
- cutting
- cutting tool
- kinds
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 63
- 239000000463 material Substances 0.000 claims abstract description 17
- 238000004519 manufacturing process Methods 0.000 abstract description 5
- 239000000853 adhesive Substances 0.000 abstract description 4
- 230000001070 adhesive effect Effects 0.000 abstract description 4
- 238000007726 management method Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000011195 cermet Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000010730 cutting oil Substances 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images
Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Milling Processes (AREA)
- Drilling Tools (AREA)
Abstract
【課題】多品種少量生産の増加や、高能率加工の要求などに伴い、切削工具の工具材種、工具形状の種類が増加し、その組み合わせは膨大なものになってきた。そこで、工具材種、工具形状、推奨切削条件などの情報を備えた切削工具を提供する。
【解決手段】スローアウェイチップ2のボス面に設けられた凹部に接着剤によってICタグ1を取り付ける。または、ドリルのシャンク部の末端部に設けられた凹部に接着剤によってICタグを取り付ける
【選択図】図1
【解決手段】スローアウェイチップ2のボス面に設けられた凹部に接着剤によってICタグ1を取り付ける。または、ドリルのシャンク部の末端部に設けられた凹部に接着剤によってICタグを取り付ける
【選択図】図1
Description
切削加工に用いられる切削チップ、ドリル、エンドミルなどの切削工具に関する。
IDチップを利用して工具を管理する従来技術として、ツールマガジンにセットされる工具に工具ナンバー、図面番号、オフセット量の情報をIDチップに記録して管理する工具管理方法がある(例えば、特許文献1参照。)。
近年、多品種少量生産の増加や、高能率加工の要求などに伴い、切削工具の工具材種、工具形状の種類が増加し、その組み合わせも含めると切削工具の種類は膨大なものになる。例えば、切削工具の工具材種として、超硬合金、サーメット、コーティング、cBN、ダイヤモンドなどに大別できるが、それぞれの工具材種ごとでさらに細分化されている。こうした工具材種の違いは外観で判断できない。例えば、同一の外観色でも膜構成が異なるコーティング材種もある。また、工具形状は、用途別に鋼用、鋳鉄用、アルミニウム用などと細かく設定され、その寸法も細かく設定されている。例えば、直径が0.1mmづつ異なるドリルが市販されている。しかしながら、一般的に0.1mmの違いを目視では判別できない。
従来、切削工具の工具材種や工具形状については、切削工具の表面に刻印された文字やケースに貼られたラベルで判別してきた。しかしながら切削工具の表面に刻印された文字は小さいため照明の暗い環境では読みにくい上、切削油などによって刻印が消えることがあった。また、ケースに貼られたラベルを読む方法ではケースから取り出すと、判別不可能になるという問題があった。
近年、多品種少量生産が増加しているため加工物交換に伴い切削条件を変更する頻度が増加している。しかしながら、推奨切削条件を分厚いカタログから見つけなければならないという煩雑さがあった。
ツールマガジンにセットされる工具に設けられたIDチップに工具ナンバー、組立図等の図面番号、オフセット量の情報を記録させる方法は、ツールマガジンの管理を目的としており、ツールマガジンにセットされる工具から切削工具を外した後、切削工具の工具材種、工具形状の判別が困難になるという問題があった。
そこで、本発明は、工具材種、工具形状、推奨切削条件などの情報を記憶できる切削工具の提供を目的とする。
従来、切削工具に大型のICタグを貼り付けることは困難であったが、近年のICタグの小型化に伴い切削工具に直接ICタグを取り付けることが可能になった。そこで、切削工具にICタグを取り付けてICタグに切削工具に関する情報を記憶させることができれば、上述のような問題を解消でき、切削工具の選別にかかる時間を削減できるため作業効率が向上すると考えられた。すなわち、本発明の切削工具は、ICタグを備えることを特徴とする。
本発明において切削工具とは、スローアウェイチップなどの切削チップ、ドリル、電子回路基板用小径ドリル、エンドミル、リーマ、フライス工具などを示す。これらの切削工具は、工具形状、工具材種の種類が非常に多く、その組み合わせは膨大になる。そのため、これらの切削工具にICタグを取り付けて切削工具に関する情報を記憶させることは、切削工具の判別において非常に有効となる。
本発明においてICタグは切削工具の表面または内部に備えられる。ICタグには、切削工具に関する情報を記憶させることができる。切削工具に関する情報の中でも、工具材種に関する情報をICタグに記憶させると刻印が読みにくい場合やケースから取り出した場合でも工具材種を判別できるため好ましい。
また、工具形状に関する情報をICタグに記憶させると、工具形状が不明になった時もノギスやマイクロメーターを使用して工具形状を確認することなく、工具形状を判別できるため好ましい。
また、切削工具の推奨切削条件をICタグに記憶させると、分厚いカタログを調べて推奨切削条件を調べる手間を省略できるため好ましい。
ICタグに記憶させた情報は、ICタグ読み取り装置によって取り出すことが可能である。ICタグ読み取り装置は、他の装置と組み合わせても好ましく、その中でも、ICタグ読み取り装置と工作機械と組み合わせると、作業効率が高くなるため、さらに好ましい。具体的には、スローアウェイチップを取り付けるバイトやドリルなどを取り付けるホルダーにICタグ読み取り装置を取り付け、ICタグに記憶させた工具材種、工具形状および/または推奨切削条件を工作機械の表示モニターに表示できるようにすると、切削工具の取り付けミスを防止でき、最適な切削条件を選択することができる。
また、ICタグ付き切削工具は、切削工具を製造する工程における生産管理に有効である。また、ICタグ付き切削工具は多種類存在する切削工具の在庫管理に非常に有効である。
本発明のICタグ付き切削工具は、切削工具に関する情報をICタグに記憶させることができる。その結果として作業効率を向上させることができる。具体的には、本発明のICタグ付き切削工具に工具材種、工具形状および/または推奨切削条件などの情報を記憶させることで、切削工具の判別を容易にし、分厚いカタログを調べる手間を減らすことができる。
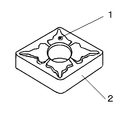
スローアウェイチップ2にICタグ1を取り付けたICタグ付き切削工具の実施の一形態を図1に示す。スローアウェイチップ2のボス面に設けられた凹部に接着剤によってICタグ1を取り付ける。ICタグ1は熱に弱いため切削加工するコーナーから離れた所に取り付けられると好ましい。
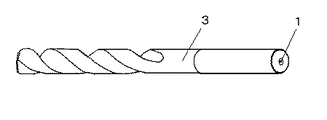
ドリル3にICタグ1を取り付けたICタグ付き切削工具の実施の一形態を図2に示す。ドリル3のシャンク部の末端部に設けられた凹部に接着剤によってICタグ1を取り付ける。ICタグ1は熱に弱いため切削加工する切れ刃から離れたシャンク部に取り付けられると好ましい。
1 ICタグ
2 スローアウェイチップ
3 ドリル
2 スローアウェイチップ
3 ドリル
Claims (4)
- ICタグを備えたICタグ付き切削工具。
- ICタグは、工具材種に関する情報を記憶した請求項1に記載のICタグ付き切削工具。
- ICタグは、工具形状に関する情報を記憶した請求項1または2に記載のICタグ付き切削工具。
- ICタグは、推奨切削条件に関する情報を記憶した請求項1〜3のいずれか1項に記載のICタグ付き切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112628A JP2005297083A (ja) | 2004-04-07 | 2004-04-07 | Icタグ付き切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112628A JP2005297083A (ja) | 2004-04-07 | 2004-04-07 | Icタグ付き切削工具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297083A true JP2005297083A (ja) | 2005-10-27 |
Family
ID=35329254
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004112628A Pending JP2005297083A (ja) | 2004-04-07 | 2004-04-07 | Icタグ付き切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297083A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111045384A (zh) * | 2019-12-31 | 2020-04-21 | 西北工业大学 | 数控加工方法、加工装置与数控机床 |
| JP2021502907A (ja) * | 2017-11-15 | 2021-02-04 | セラティチット オーストリア ゲゼルシャフト ミット ベシュレンクテル ハフツング | 収容され配送準備ができた切削工具 |
-
2004
- 2004-04-07 JP JP2004112628A patent/JP2005297083A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021502907A (ja) * | 2017-11-15 | 2021-02-04 | セラティチット オーストリア ゲゼルシャフト ミット ベシュレンクテル ハフツング | 収容され配送準備ができた切削工具 |
| CN111045384A (zh) * | 2019-12-31 | 2020-04-21 | 西北工业大学 | 数控加工方法、加工装置与数控机床 |
| CN111045384B (zh) * | 2019-12-31 | 2022-06-17 | 西北工业大学 | 数控加工方法、加工装置与数控机床 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101652214B (zh) | 切削刀片、切削刀具及加工方法 | |
| US20100186239A1 (en) | Tip holder for manual cutter, and manual cutter having the tip holder | |
| CN1142839C (zh) | 带通用标志的切削镶嵌刀片 | |
| JPS60213453A (ja) | データ担持部を有する工具ホルダ | |
| CN107666978B (zh) | 具有可移除的信息装置的刀具 | |
| JP2003242469A (ja) | 情報保持体 | |
| EP1793954A1 (en) | Tool for chip removing machining having a male part of the tool with a threading and a transition portion | |
| US8231314B2 (en) | Cutting insert, cutting tool, and method of machining | |
| JP2905142B2 (ja) | ドリル | |
| JP2005297083A (ja) | Icタグ付き切削工具 | |
| US20150363710A1 (en) | Methods and systems for tracking inventory | |
| JP6460662B2 (ja) | 工具アセンブリを選択するためのシステム及び方法 | |
| JP5193187B2 (ja) | 切削工具およびそれを用いた切削方法 | |
| EP2532461A1 (en) | Cutting insert having a plurality of cutting elements thereon and cutting tool therefor | |
| JP4702902B2 (ja) | 立て削り用工具および立て削り加工方法 | |
| CN107116254A (zh) | 加工设备及其刀具组件、复合加工刀具 | |
| JP2008542046A (ja) | カッティングインサート | |
| EP4116020A1 (en) | A processing tool and a processing tool assembly | |
| US20240307980A1 (en) | Processing tool and a processing tool assembly | |
| EP4343109A1 (en) | Raise boring tool with a digital identification tag | |
| JP3083015U (ja) | 刃 物 | |
| JP4910648B2 (ja) | 穴加工工具及び穴加工工具の製造方法 | |
| JP4235039B2 (ja) | スローアウェイチップ | |
| CN212138016U (zh) | Pcb板加工系统 | |
| JP4996037B2 (ja) | パンチング用金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070227 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090316 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A977 | Report on retrieval |
Effective date: 20090319 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090714 |