JP2005302576A - バリアリブ形成用樹脂シート - Google Patents
バリアリブ形成用樹脂シート Download PDFInfo
- Publication number
- JP2005302576A JP2005302576A JP2004118146A JP2004118146A JP2005302576A JP 2005302576 A JP2005302576 A JP 2005302576A JP 2004118146 A JP2004118146 A JP 2004118146A JP 2004118146 A JP2004118146 A JP 2004118146A JP 2005302576 A JP2005302576 A JP 2005302576A
- Authority
- JP
- Japan
- Prior art keywords
- barrier rib
- resin sheet
- forming
- resin
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 230000004888 barrier function Effects 0.000 title claims abstract description 81
- 229920005989 resin Polymers 0.000 title claims abstract description 72
- 239000011347 resin Substances 0.000 title claims abstract description 72
- 230000015572 biosynthetic process Effects 0.000 title claims description 9
- 239000010410 layer Substances 0.000 claims abstract description 41
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims abstract description 18
- 230000001681 protective effect Effects 0.000 claims abstract description 13
- 239000012790 adhesive layer Substances 0.000 claims description 6
- 239000000758 substrate Substances 0.000 abstract description 38
- 239000000463 material Substances 0.000 description 20
- 239000011521 glass Substances 0.000 description 17
- 238000000034 method Methods 0.000 description 11
- 239000004743 Polypropylene Substances 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- -1 polypropylene Polymers 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 229920005672 polyolefin resin Polymers 0.000 description 3
- 238000005488 sandblasting Methods 0.000 description 3
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000000873 masking effect Effects 0.000 description 2
- 239000012044 organic layer Substances 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920005668 polycarbonate resin Polymers 0.000 description 2
- 239000004431 polycarbonate resin Substances 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 229920011301 perfluoro alkoxyl alkane Polymers 0.000 description 1
- 229920002120 photoresistant polymer Polymers 0.000 description 1
- 229920006380 polyphenylene oxide Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229920006346 thermoplastic polyester elastomer Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
Images




Landscapes
- Gas-Filled Discharge Tubes (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】簡便に基板上にバリアリブを形成することが可能なバリアリブ形成用樹脂シートを提供する。
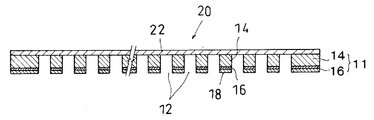
【解決手段】樹脂シート層14と粘着剤層16とを備え、1端から他端方向に複数の線状の切欠き12が平行に形成された作用シート層11と前記粘着剤層に積層された剥離シート層18とからなるバリアリブ形成用樹脂シート20とする。樹脂シート層14の粘着剤層16の反対面には、保護シート層22が積層されていることが好ましい。
【選択図】図2
【解決手段】樹脂シート層14と粘着剤層16とを備え、1端から他端方向に複数の線状の切欠き12が平行に形成された作用シート層11と前記粘着剤層に積層された剥離シート層18とからなるバリアリブ形成用樹脂シート20とする。樹脂シート層14の粘着剤層16の反対面には、保護シート層22が積層されていることが好ましい。
【選択図】図2
Description
本発明は、プラズマディスプレイパネル(PDP)用のガラス製背面基板にペーストを使用して形成するバリアリブ、受光素子と発光素子とが一体になった光センサーにおいて基板に形成されるバリアリブ(遮光板)、回路基板上に実装されたICベアチップを流動性の硬化性樹脂組成物により環境封止する際に流動性の封止用樹脂材料をせき止めるためのバリアリブ等を形成するためのバリアリブ形成用樹脂シートに関するものである。
PDP背面基板は、例えばストライプ型リブタイプのPDPにおいては、一般的には幅が15〜50μm、高さが80〜200μmのバリアリブが約150μmピッチにて平行に形成された背面ガラス基板を使用し、バリアリブによって形成された凹溝内部に電極と蛍光材料を配設した後にバリアリブ形成面を前面ガラス基板により被覆し、閉鎖空間となった凹溝を真空状態とすることによりプラズマを形成可能に構成されている。
係るバリアリブを有する背面ガラス基板の製造方法としては、ガラス基板に樹脂を薄く塗って乾燥する作業を十回ほど繰り返して、少しずつリブを形成するスクリーン印刷法、フォトレジストを用いてパターニング形成を行った後、金属粉を吹き付けてリブの形成を行うサンドブラスト法などが公知であるが、サンドブラスト法が最も一般的に使用されている。
しかるに、サンドブラスト法は、加工に時間がかかり、コスト低減の要請に十分な対応ができないため、樹脂型を使用して背面ガラス基板にバリアリブを形成する技術(特許文献1)や背面ガラス基板に蝋のような有機物層を形成し、該有機物層にレーザービームを照射して所定形状の溝を形成し、この溝にバリアリブ形成材料を充填して加熱し、蝋を揮散させると同時にバリアリブ形成材料を焼結させてバリアリブを形成する技術(特許文献2)が提案されている。
特許文献1に開示された技術は、射出成形により所望の微細パターンが形成された樹脂型を得る第1工程、樹脂型の微細パターン形成面に液状硬化材料を流し込んだのち、さらにその上にガラス板を重ねて置く第2工程、液状硬化材料を押圧しながら硬化させたのち、樹脂型を取り除く第3工程とを具備することを特徴とするディスプレイパネル用基板の製造方法である。
特開平11−54028号公報
特開平11−176322号公報
しかし、特許文献1に開示された技術によれば、樹脂型を製造するための金型が必要であり、PDP背面基板を製造する際には、一旦樹脂型を製造し、該樹脂型にバリアリブを構成する液状硬化材料を流し込んだ後にガラス基板を圧着することが必要であり、工程が複雑であり、また幅が50μm程度の微細な接着面を形成した液状硬化材料を多数、均一にガラス基板に圧着する際の接着精度の確保が困難である。
特許文献2に記載の技術のように、蝋を使用すると、形成した枠の強度が極めて弱くて傷つきやすく、しかも基板にワックス成分が残存し、洗浄が不可欠となり、好ましいものではない。
本発明は、簡便に基板上にバリアリブを形成することが可能なバリアリブ形成用樹脂シートを提供することを目的とする。
本発明のバリアリブ形成用樹脂シートは、樹脂シート層と粘着剤層とを備え、1端から他端方向に複数の線状の切欠きが平行に形成された作用シート層と前記粘着剤層に積層された剥離シート層とからなることを特徴とする。
係る構成のバリアリブ形成用樹脂シートは、簡便に基板上にバリアリブを形成することが可能なバリアリブ形成用樹脂シートである。即ち、本発明のバリアリブ形成用樹脂シートは、剥離シートを剥離し、粘着剤層により基板の所定位置に貼着するだけでバリアリブを形成するためのキャビティーが形成され、このキャビティーにバリアリブ形成材料を充填することにより、バリアリブを形成することができる。バリアリブ形成材料を乾燥ないし硬化させた後にバリアリブ形成用樹脂シートを剥離除去し、必要に応じて加熱焼結を行うことによりバリアリブの形成が完了する。
バリアリブの形状は、用途に応じて適宜設定されるが、高さが60μm〜1mm、幅(高さの中央部の幅)が15μm〜0.5mmであることが好ましい。従って作用シート層の切欠きも係る形状であることが好ましい。
上述のバリアリブ形成用樹脂シートは、さらに、粘着剤層の反対面に保護シート層が積層されたものであることが好ましい。
バリアリブ形成用樹脂シートが、可とう性を有するものではあるが剛性の高い樹脂材料で形成されている場合には、形状安定性が高く、バリアリブを形成する基材に貼着しても所定のキャビティーが安定して形成可能であるが、剛性が十分でないと多数の線状の切欠きを形成することによって形状安定性が低下し、基材への貼着精度の低下、即ち基材に貼着したときバリアリブを形成するためのキャビティーの形状安定性が低下する場合がある。粘着剤層の反対面に保護シート層を積層することにより、バリアリブ形成用樹脂シートの形状安定性が高くなり、基板に形成されるバリアリブの形状の安定性が確保される。保護シートは、剛性の高いシートであればバリアリブ形成用樹脂シートと同じ切欠きが形成されていてもよいが、切欠きや孔のない平坦なシートであることが好ましい。
保護シートは、粘着剤層を有するものであり、該粘着剤層により切欠きを形成した樹脂シート層に貼着することが好ましい。保護シートの粘着剤層を構成する粘着剤の粘着力は、バリアリブを形成する基材に貼着するための粘着剤層を構成する粘着剤よりも粘着力が低いものを使用する。
上述のバリアリブ形成用樹脂シートにおいては、前記バリアリブは、幅よりも高さが高いものであることが好ましい。即ち、作用シート層に形成された切欠きが、幅よりも深さが深いものであることが好ましい。
係る構成により、バリアリブの高さをh、幅をwとしたときに、h/w>1となるバリアリブを簡便に形成することができる。
本発明のバリアリブ形成用樹脂シートを構成する樹脂シートは、公知の樹脂シートを限定なく使用することができる。具体的には、ポリエチレン樹脂、ポリプロピレン樹脂等のポリオレフィン樹脂、PET,PBT等のポリエステル樹脂、ナイロン−6,6、ナイロン−6等のポリアミド樹脂、ポリカーボネート樹脂、PPO樹脂、PPS樹脂、PFAやETFE等のフッ素系樹脂、熱可塑性ポリウレタン樹脂や熱可塑性ポリエステルエラストマー等の熱可塑性エラストマー樹脂等が例示される。これらの樹脂は、用途に応じて適宜選択することができる。例えば、回路基板のように凹凸を有する基板に使用する場合には可とう性の高い熱可塑性エラストマーを使用することが好ましく、PDP背面基板のように平坦性の高い基板に使用する場合には、剛性の高い材料を使用してもよい。
粘着剤層を構成する材料は、公知のゴム系粘着剤、アクリル系樹脂粘着剤を限定なく使用することができる。
剥離シートとしては、粘着テープの剥離シートとして使用される材料が限定なく使用可能であり、離型処理したクラフト紙、ポリオレフィン樹脂フィルム、PETフィルム等が例示される。
必要に応じて使用する保護シートは、上記に樹脂シート構成材料として例示したポリエチレン樹脂、ポリプロピレン樹脂等のポリオレフィン樹脂、PET,PBT等のポリエステル樹脂、ナイロン−6,6、ナイロン−6等のポリアミド樹脂、ポリカーボネート樹脂、PPO樹脂、PPS樹脂、PFAやETFE等のフッ素系樹脂等から適宜選択される。
図1は、本発明のバリアリブ形成用樹脂シートの例を示した部分破断斜視図である。バリアリブ形成用樹脂シート10は、樹脂シート層14と粘着剤層16とからなり、一端側から他端側に切欠き12が複数形成されている。樹脂シート層14と粘着剤層16にてバリアリブを形成するためのキャビティーを形成する作用シート層11が構成される。この図においては、切欠き12は、直線状の例が示されているが、これに限定されるものではなく、例えば図5に例示したような形状であってもよく、用途に応じて適宜設定される。
図2は、別のバリアリブ形成用樹脂シートの例についての、図1のX−X断面に相当する断面図である。この図に示した例では、バリアリブ形成用樹脂シート20の樹脂層14の剥離シート18が積層された粘着剤層16の反対面には、切欠きを有しない保護シート22が積層されている。切欠き12の断面形状は、幅よりも深さの方が大きい。この図においては、断面形状は長方形であるが、台形のような形状であってもかまわない。
図3は、本発明のバリアリブ形成用樹脂シートを使用して基板上にバリアリブを形成する例を示した断面図である。図2に例示したバリアリブ形成用樹脂シート20は、剥離シート18を剥離除去した後に基板、例えばPDPの背面基板であるガラス基板24に貼着される。次いで保護シート22を除去すると、切欠き12によりバリアリブを形成するためのキャビティーが形成される。このキャビティーにバリアリブ形成材料30を充填し、加熱、紫外線などのエネルギー線照射等を行うことにより、バリアリブ30が形成される。
バリアリブ30の形成は、バリアリブ形成材料が硬化してバリアリブ形成用樹脂シートが剥離可能になった状態でこれを剥離除去し、その後バリアリブ形成材料を基板と共にさらに加熱などにより硬化反応を完結させて最終的なバリアリブとしてもよい。
図4に本発明のバリアリブ形成用樹脂シート使用して作製したストライプ型リブタイプのPDPの構成を概略図にて示した。PDP40は背面ガラス基板24と前面ガラス基板38とが積層された構成を有し、背面ガラス基板24にはバリアリブ30が等間隔で立設されており、バリアリブ30により形成された各凹部の底部にはバリアリブ30と平行にアドレス電極32が配設されている。また各凹部の凹面には蛍光材料層36が形成されている。
図5は、バリアリブ形成用樹脂シートの切欠きの別の例を示したものである。図5に示した切欠き12は、バリアリブにより形成される凹部(14相当部)が、縦方向に溝にて連続した六角形となるように形成されたものである。リブの形状を分かりやすくするためにハッチングで示した。
縦、横が100mm、厚さ0.75mmのポリプロピレン樹脂シートの片面に厚さが0.05mmの粘着剤シート9617LE(住友スリーエム)を、片面側の剥離シートを残して貼着した。この粘着剤層を有するポリプロピレン樹脂シートに、レーザー加工機CO2レーザーマーカーML−G9300(キーエンス)を使用して長さ75mm,幅0.4mmの切欠き溝を2mmピッチで40本形成し、さらに粘着剤層の反対面に保護シートとしてマスキングシート#300(住友スリーエム)を貼着積層してバリアリブ形成用樹脂シートを得た。
縦、横がいずれも150mm、厚さが1.5mmのガラス基板の上に、上記のバリアリブ形成用樹脂シートの剥離シートを剥離除去して貼着し、次いで保護シートであるマスキングテープを剥離除去し、切欠きによってキャビティーを形成した。このキャビティーに市販の2液硬化型エポキシ樹脂を充填し、室温で硬化させた。エポキシ樹脂の硬化後、バリアリブ形成用樹脂シートを剥離除去したところ、ガラス基板に幅0.4mm、高さ0.8mmのバリアリブが形成された。
20 バリアリブ形成用樹脂シート
11 作用シート層
12 切欠き
14 樹脂シート層
16 粘着剤層
18 剥離シート層
11 作用シート層
12 切欠き
14 樹脂シート層
16 粘着剤層
18 剥離シート層
Claims (3)
- 樹脂シート層と粘着剤層とを備え、1端から他端方向に複数の線状の切欠きが平行に形成された作用シート層と前記粘着剤層に積層された剥離シート層とからなるバリアリブ形成用樹脂シート。
- さらに、粘着剤層の反対面に保護シート層が積層された請求項1に記載のバリアリブ形成用樹脂シート。
- 前記バリアリブは、幅よりも高さが高いものである請求項1又は2に記載のバリアリブ形成用樹脂シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118146A JP2005302576A (ja) | 2004-04-13 | 2004-04-13 | バリアリブ形成用樹脂シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118146A JP2005302576A (ja) | 2004-04-13 | 2004-04-13 | バリアリブ形成用樹脂シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005302576A true JP2005302576A (ja) | 2005-10-27 |
Family
ID=35333802
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004118146A Withdrawn JP2005302576A (ja) | 2004-04-13 | 2004-04-13 | バリアリブ形成用樹脂シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005302576A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010511544A (ja) * | 2006-12-04 | 2010-04-15 | リクイディア・テクノロジーズ・インコーポレーテッド | 積層ナノモールドの製造方法および材料、ならびにそれによって得られたナノ粒子 |
-
2004
- 2004-04-13 JP JP2004118146A patent/JP2005302576A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010511544A (ja) * | 2006-12-04 | 2010-04-15 | リクイディア・テクノロジーズ・インコーポレーテッド | 積層ナノモールドの製造方法および材料、ならびにそれによって得られたナノ粒子 |
| JP2013060009A (ja) * | 2006-12-04 | 2013-04-04 | Liquidia Technologies Inc | 積層ナノモールドの製造方法および材料、ならびにそれによって得られたナノ粒子 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102250710B1 (ko) | 유기 발광 표시 장치 및 유기 발광 표시 장치 제조 방법 | |
| CN1514863A (zh) | 具有角锥体结构的胶粘剂层与可剥离衬里 | |
| JP2011233711A (ja) | 半導体装置の製造方法 | |
| JP2010508169A (ja) | 少なくとも1つの電子モジュールを備えるカードを製造する方法、本方法中に製作されるアセンブリ、及び中間生成物 | |
| US20040164678A1 (en) | Display panel and manufacturing method for the same including improved bonding agent application method | |
| CN101253045A (zh) | 层合粘附体的方法 | |
| KR101897721B1 (ko) | 회로 기판 구조 및 이를 제조하는 방법 | |
| JP2005302576A (ja) | バリアリブ形成用樹脂シート | |
| JP2005276873A5 (ja) | ||
| CN110164302B (zh) | 软性显示装置及其制造方法 | |
| JP4541061B2 (ja) | 材料転写方法、プラズマディスプレイ用基板の製造方法 | |
| JP5632795B2 (ja) | 電極接合構造体、および電極接合構造体の製造方法 | |
| CN1728319A (zh) | 成型材料转移方法和衬底结构 | |
| KR20130053002A (ko) | Uv 패턴 롤 제조방법 | |
| JP2007261070A5 (ja) | ||
| JP2004111175A5 (ja) | ||
| JP7010362B2 (ja) | 樹脂構造体の製造方法および樹脂構造体 | |
| JP2007073225A5 (ja) | ||
| JP2006013397A (ja) | 基板固定用治具 | |
| JP2005329712A (ja) | 転写型の製造方法、転写型製造装置及びプラズマディスプレイパネルの製造方法 | |
| US20020037473A1 (en) | Printed circuit substrate with controlled placement covercoat layer | |
| KR100383093B1 (ko) | 격벽제조용 플라스틱 필름 및 이를 이용한 플라즈마디스플레이 패널용 격벽 제조 방법 | |
| JP2007150279A5 (ja) | ||
| JP5189925B2 (ja) | レンズ部材の製造方法 | |
| TWI418236B (zh) | 封裝方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20070703 |