JP2005307334A - 銅合金およびその製造方法 - Google Patents
銅合金およびその製造方法 Download PDFInfo
- Publication number
- JP2005307334A JP2005307334A JP2004234891A JP2004234891A JP2005307334A JP 2005307334 A JP2005307334 A JP 2005307334A JP 2004234891 A JP2004234891 A JP 2004234891A JP 2004234891 A JP2004234891 A JP 2004234891A JP 2005307334 A JP2005307334 A JP 2005307334A
- Authority
- JP
- Japan
- Prior art keywords
- precipitates
- inclusions
- particle size
- alloy
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Conductive Materials (AREA)
Abstract
【課題】導電率、引張強度および高温強度の各種性能が良好で、安価に製造できる銅合金およびその製造方法の提供。
【解決手段】0.1〜5%のBeおよびその他の合金成分を含み、粒径が1μm以上の析出物および介在物の合計個数が下記(1)式で示される関係を満足する銅合金。この銅合金は、溶製、鋳造後、少なくとも鋳造直後の鋳片温度から450℃までの温度域において0.5℃/s以上の冷却速度で冷却することにより得られる。この冷却後、600℃以下の温度域で加工した後、150〜750℃の温度域で30秒以上保持する熱処理に供することが望ましく、この加工および熱処理を複数回行うことが更に望ましい。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)である。
【選択図】なし
【解決手段】0.1〜5%のBeおよびその他の合金成分を含み、粒径が1μm以上の析出物および介在物の合計個数が下記(1)式で示される関係を満足する銅合金。この銅合金は、溶製、鋳造後、少なくとも鋳造直後の鋳片温度から450℃までの温度域において0.5℃/s以上の冷却速度で冷却することにより得られる。この冷却後、600℃以下の温度域で加工した後、150〜750℃の温度域で30秒以上保持する熱処理に供することが望ましく、この加工および熱処理を複数回行うことが更に望ましい。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)である。
【選択図】なし
Description
本発明は、溶体化処理を必要とせずに安価に製造でき、しかも機械的性質と電気伝導度が共に優れた銅合金およびその製造方法に関する。この銅合金の用途としては、電気電子部品、安全工具などが挙げられる。
電気電子部品としては、例えば下記のものがある。エレクトロニクス分野ではパソコン用コネクタ、半導体ソケット、光ピックアップ、同軸コネクタ、ICチェッカーピンなどが挙げられる。コミュニケーション分野では携帯電話部品(コネクタ、バッテリー端子、アンテナ部品)、海底中継器筐体、交換機用コネクタなどが挙げられる。自動車分野ではリレー、各種スイッチ、マイクロモータ、ダイヤフラム、各種端子類などの種々の電装部品が挙げられる。航空・宇宙分野では航空機用ランディングギアなどが挙げられる。医療・分析機器分野では医療用コネクタ、産業用コネクタなどが挙げられる。家電分野ではエアコン等家電製品用リレー、ゲーム機用光ピックアップ、カードメディアコネクタなどが挙げられる。
安全工具としては、例えば、弾薬庫や炭坑等、火花から引火して爆発する危険性がある場所で用いられる掘削棒やスパナ、チェーンブロック、ハンマー、ドライバー、ペンチ、ニッパなどの工具がある。
従来、上記の電気電子部品に用いられる銅合金としては、Beの時効析出による強化を狙ったCu−Be合金が知られている。この合金は、引張強度と導電率の双方が優れるので、ばね用材料などとして広く使用されている。しかしながら、Cu−Be合金の製造には、熱間加工と溶体化処理が必須であり、そのために製造コストが嵩むという欠点がある。
また、Beは環境に有害な物質であるから、上記の熱間加工や溶体化処理時の加熱工程においては、Be酸化物の処理工程を設ける必要があり、これもCu−Be合金の製造コストを上昇させる。従って、使用するBeを極力少なくすることが、コストおよび環境汚染防止の点から望ましい。
特許文献1には、コルソン系と呼ばれるNi2Siを析出させた銅合金が提案されている。このコルソン系合金は、その引張強度が750〜820MPaで導電率が40%程度であり、比較的、引張強度と導電率とのバランスがよいものである。
しかしながら、この合金は、その高強度化および高導電率化のいずれにも限界があり、以下に示すように製品バリエーションの点で問題が残る。この合金は、Ni2Siの析出による時効硬化性を持つものである。そして、NiおよびSiの含有量を低減して導電率を高めると、引張強度が著しく低下する。一方、Ni2Siの析出量を増すためにNiおよびSiを増量しても、引張強度の上昇に限界があり、しかも導電率が著しく低下する。このため、コルソン系合金は、引張強度が高い領域および導電率が高い領域での引張強度と導電率のバランスが悪くなり、ひいては製品バリエーションが狭くなる。これは、下記の理由による。
合金の電気抵抗(または、その逆数である導電率)は、電子散乱によって決定されるものであり、合金中に固溶した元素の種類によって大きく変動する。合金中に固溶したNiは、電気抵抗値を著しく上昇させる(導電率を著しく低下させる)ので、上記のコルソン系合金では、Niを増量すると導電率が低下する。一方、銅合金の引張強度は、時効硬化作用により得られるものである。引張強度は、析出物の量が多いほど、また、析出物が微細に分散するほど、向上する。コルソン系合金の場合、析出粒子はNi2Siのみであるため、析出量の面でも、分散状態の面でも、高強度化に限界がある。
特許文献2にはCr、Zr等の元素を含み、表面硬さおよび表面粗さを規定したワイヤーボンディング性の良好な銅合金が開示されている。その実施例に記載されるように、この銅合金は、熱間圧延および溶体化処理を前提として製造されるものである。
しかし、熱間圧延を行うには、熱間割れ防止やスケール除去のために表面手入れの必要があり、歩留が低下する。また、大気中で加熱されることが多いので、Si、Mg、Al等の活性な添加元素が酸化しやすい。このため、生成した粗大な内部酸化物が最終製品の特性劣化を招くなど、問題が多い。さらに、熱間圧延や溶体化処理には、膨大なエネルギーを必要とする。このように、引用文献2に記載の銅合金では、熱間加工および溶体化処理を前提とするので、製造コストの低減および省エネルギー化等の観点からの問題があるとともに、粗大な酸化物の生成等に起因する製品特性(引張強度および導電率のほか、曲げ加工性や疲労特性など)が劣化するという問題を招来する。
一方、前記の安全工具用材料としては、工具鋼に匹敵する機械的性質、例えば強度や耐摩耗性が要求されるとともに、爆発の原因となる火花が出ないこと、すなわち耐火花発生性に優れることが要求される。このため、安全工具用材料にも、熱伝導性の高い銅合金、特にBeの時効析出による強化を狙ったCu−Be合金が多用されてきた。前述のように、Cu−Be合金は環境上の問題が多い材料であるが、それにもかかわらず、Cu−Be合金が安全工具用材料として多用されてきたのは次の理由による。
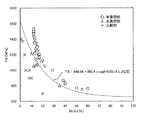
図1は、銅合金の導電率〔IACS(%)〕と熱伝導度〔TC(W/m・K)〕との関係を示す図である。図1に示すように、両者はほぼ1:1の関係にあり、導電率〔IACS(%)〕を高めることは熱伝導度〔TC(W/m・K)〕を高めること、言い換えれば耐火花発生性を高めることに他ならない。工具の使用時に打撃等による急激な力が加わると、火花が発生するのは、衝撃等により発生する熱によって合金中の特定の成分が燃焼するためである。非特許文献1に記載のとおり、鋼は、その熱伝導度が銅のそれの1/5以下と低いため、局所的な温度上昇が発生しやすい。鋼は、Cを含有するので、「C+O2→CO2」の反応を起こして火花を発生させるのである。事実、Cを含有しない純鉄では火花が発生しないことが知られている。他の金属で火花を発生しやすいのは、TiまたはTi合金である。これは、Tiの熱伝導度が銅のそれの1/20と極めて低く、しかも、「Ti+O2→TiO2」の反応が起こるためである。なお、図1は、非特許文献2に示されるデータを整理したものである。
しかし、前述のように導電率〔IACS(%)〕と引張強さ〔TS(MPa)〕とはトレードオフの関係にあり、両者を同時に高めることは極めて困難で、従来にあっては工具鋼並みの高い引張強度を有しながら十分に高い熱伝導度TCを具備する銅合金としては、上記のCu−Be合金以外になかったためである。
本発明の第1の目的は、Beを含む銅合金でありながら、熱間加工および溶体化処理をいずれも必要とせず、しかも、機械的性質および導電性に優れ、製品バリエーションが豊富であり、延性および加工性にも優れる合金を提供することにある。また、安全工具用材料に要求される性能、即ち、熱伝導度、耐摩耗性および耐火花発生性にも優れる銅合金を提供することにある。本発明の第2の目的は、上記の銅合金の製造方法を提供することにある。
「製品バリエーションが豊富である」とは、添加量および/または製造条件を微調整することにより、導電率および引張強度のバランスを既存のCu−Be合金と同程度またはそれ以上の高いレベルから、従来知られている銅合金と同程度の低いレベルまで調整することができることを意味する。
なお、「導電率および引張強度のバランスがCu−Be合金と同程度またはそれ以上の高いレベルである」とは、具体的には下記の(a)式を満足するような状態を意味する。以下、この状態を「引張強度と導電率のバランスが極めて良好な状態」と呼ぶこととする。
TS≧648.06+985.48×exp(−0.0513×IACS) ・・・ (a)
但し、(a)式中のTSは引張強度(MPa)を意味し、IACSは導電率(%)を意味する。
TS≧648.06+985.48×exp(−0.0513×IACS) ・・・ (a)
但し、(a)式中のTSは引張強度(MPa)を意味し、IACSは導電率(%)を意味する。
曲げ加工性についても既存のCu−Be系合金等と同等のレベル以上であることが望ましい。具体的には、試験片に様々な曲率半径で90°曲げ試験を実施し、割れが発生しない最小の曲率半径Rを測定し、これと板厚tとの比B(=R/t)により曲げ加工性を評価できる。曲げ加工性の良好な範囲は、引張強度TSが800MPa以下の板材ではB≦2.0を満たすもの、引張強度TSが800MPaを超える板材では下記の(b)式を満たすものとする。
B≦41.2686−39.4583×exp[−{(TS−615.675)/2358.08}2] ・・・ (b)
B≦41.2686−39.4583×exp[−{(TS−615.675)/2358.08}2] ・・・ (b)
安全工具としての銅合金には、上記のような引張強度TSおよび導電率IACSの特性のほか、耐摩耗性も要求される。従って、安全工具用銅合金の場合、耐摩耗性としても工具鋼と同等のレベルであることが必要である。具体的には、室温下における硬さがビッカース硬さで250以上であることを耐摩耗性が優れることとする。
本発明は、下記の(A)〜(C)に示す銅合金および下記の(D)〜(F)に示す銅合金の製造方法を要旨とする。
(A) 0.1〜5質量%のBeならびに下記の第イ群から第ハ群までの少なくとも1群から選んだ少なくとも1種を含み、残部が銅および不純物からなり、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足することを特徴とする銅合金。
第イ群:それぞれ0.1〜5質量%のCr、Fe、Co、Nb、Ta、V、Ni、Mn、SnおよびAg
(但し、2種以上の場合は合計で0.1〜5質量%)
第ロ群:でそれぞれ0.01〜5質量%のAl、Si、Mo、WおよびGe
(但し、2種以上の場合は合計で0.01〜5質量%)
第ハ群:それぞれ0.01〜3質量%のZn、Te、SeおよびCd
(但し、または2種以上の場合は合計で0.01〜3質量%)
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。
第イ群:それぞれ0.1〜5質量%のCr、Fe、Co、Nb、Ta、V、Ni、Mn、SnおよびAg
(但し、2種以上の場合は合計で0.1〜5質量%)
第ロ群:でそれぞれ0.01〜5質量%のAl、Si、Mo、WおよびGe
(但し、2種以上の場合は合計で0.01〜5質量%)
第ハ群:それぞれ0.01〜3質量%のZn、Te、SeおよびCd
(但し、または2種以上の場合は合計で0.01〜3質量%)
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。
(B) 0.1〜5質量%のBe、それぞれ0.01〜3質量%のTi、ZrおよびHfの1種以上(但し、2種以上場合は合計で0.01〜3質量%)ならびに下記の第イ群から第ハ群までの少なくとも1群から選んだ少なくとも1種を含み、残部が銅および不純物からなり、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが前記(1)式で示される関係を満足することを特徴とする銅合金。
第イ群:それぞれ0.1〜5質量%のCr、Fe、Co、Nb、Ta、V、Ni、Mn、SnおよびAg
(但し、2種以上の場合は合計で0.1〜5質量%)
第ロ群:でそれぞれ0.01〜5質量%のAl、Si、Mo、WおよびGe
(但し、2種以上の場合は合計で0.01〜5質量%)
第ハ群:それぞれ0.01〜3質量%のZn、Te、SeおよびCd
(但し、または2種以上の場合は合計で0.01〜3質量%)
第イ群:それぞれ0.1〜5質量%のCr、Fe、Co、Nb、Ta、V、Ni、Mn、SnおよびAg
(但し、2種以上の場合は合計で0.1〜5質量%)
第ロ群:でそれぞれ0.01〜5質量%のAl、Si、Mo、WおよびGe
(但し、2種以上の場合は合計で0.01〜5質量%)
第ハ群:それぞれ0.01〜3質量%のZn、Te、SeおよびCd
(但し、または2種以上の場合は合計で0.01〜3質量%)
(C)上記の(A)または(B)に記載の成分に加えて更に下記の第ニ群、第ホ群および第ヘ群の少なくとも1群から選んだ少なくとも1種を含み、残部が銅および不純物からなり、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが前記(1)式で示される関係を満足することを特徴とする銅合金。
第ニ群:質量%でそれぞれ0.001〜0.5%のP、B、S、PdおよびAs。
第ホ群:質量%でそれぞれ0.001〜1%のBi、Pb、Tl、Rb、Cs、Sr、Ba、Tc、Re、Os、Rh、In、Pd、Po、Sb、AuおよびGa。但し、2種以上の場合は合計で0.001〜1%とする。
第へ群:質量%でそれぞれ0.001〜2%のMg、Li、Caおよび希土類元素。但し、2種以上の場合は合計で0.001〜2%とする。
第ニ群:質量%でそれぞれ0.001〜0.5%のP、B、S、PdおよびAs。
第ホ群:質量%でそれぞれ0.001〜1%のBi、Pb、Tl、Rb、Cs、Sr、Ba、Tc、Re、Os、Rh、In、Pd、Po、Sb、AuおよびGa。但し、2種以上の場合は合計で0.001〜1%とする。
第へ群:質量%でそれぞれ0.001〜2%のMg、Li、Caおよび希土類元素。但し、2種以上の場合は合計で0.001〜2%とする。
これらの銅合金は、少なくとも1種の合金元素の微小領域における平均含有量の最大値と平均含有量の最小値との比が1.5以上であることが望ましい。また、その結晶粒径が0.01〜35μmであることが望ましい。
(D) 上記(A)から(C)までのいずれかに記載の化学組成を有する銅合金を溶製し、鋳造して得た鋳片を、少なくとも鋳造直後の鋳片温度から450℃までの温度域において0.5℃/s以上の冷却速度で冷却することを特徴とする、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが前記(1)式で示される関係を満足する銅合金の製造方法。
(E) 上記(A)から(C)までのいずれかに記載の化学組成を有する銅合金を溶製し、鋳造して得た鋳片を、少なくとも鋳造直後の鋳片温度から450℃までの温度域において0.5℃/s以上の冷却速度で冷却し、600℃以下の温度域で加工することを特徴とする、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが前記(1)式で示される関係を満足する銅合金の製造方法。
(F) 上記(A)から(C)までのいずれかに記載の化学組成を有する銅合金を溶製し、鋳造して得た鋳片を、少なくとも鋳造直後の鋳片温度から450℃までの温度域において0.5℃/s以上の冷却速度で冷却し、600℃以下の温度域で加工した後、150〜750℃の温度域で30秒以上保持する熱処理に供することを特徴とする、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが前記(1)式で示される関係を満足する銅合金の製造方法。
上記(F)の製造方法においては、600℃以下の温度域での加工および150〜750℃の温度域で30秒以上保持する熱処理を複数回行ってもよい。また、最後の熱処理の後に、600℃以下の温度域での加工を行ってもよい。
本発明の銅合金における「析出物」とは金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等であり、例えば、Ti添加材ではCu4Ti、Zr添加材ではCu9Zr2、また、Cr添加剤では金属Crがそれぞれ析出する。また、「介在物」とは金属酸化物、金属炭化物、金属窒化物等である。
以下、本発明の実施の形態について説明する。なお、以下の説明において、各元素の含有量についての「%」は「質量%」を意味する。
1.本発明の銅合金について
(a) 化学組成について
本発明の銅合金の一つは、前記(A)の合金であり、これは、0.1〜5%のBe、ならびに前記の第イ群から第ハ群までの少なくとも1群から選んだ少なくとも1種を含み残部が銅および不純物からなる。
(a) 化学組成について
本発明の銅合金の一つは、前記(A)の合金であり、これは、0.1〜5%のBe、ならびに前記の第イ群から第ハ群までの少なくとも1群から選んだ少なくとも1種を含み残部が銅および不純物からなる。
まず、Beは、導電率を大きく損ねずに合金の析出強化に寄与する元素である。その含有量が0.1%未満ではこの効果が得られない。一方、5%を超えると、導電率が低下するばかりか、延性が低下して圧延や曲げ加工等における加工性が劣化する。従って、Beの適正含有量は0.1〜5%である。
イ群、ロ群およびハ群の元素は、いずれも本発明合金の強度と導電率のバランスを従来のCu−Be合金と同等に維持しながら耐食性および耐熱性の改善に寄与する。ただし、適正含有量は、それぞれの群によって異なる。
第イ群の元素、即ち、Cr、Fe、Co、Nb、Ta、V、Ni、Mn、SnおよびAgは、それぞれ、または合計含有量で0.1%以上のときに上記の効果が顕著になる。一方、それぞれ、または合計含有量で、5%を超えると、導電率の低下を招く。従って、これらの元素は、1種または2種以上の合計含有量で0.1〜5%の範囲とする必要がある。特にAgおよびSnは微細析出により高強度化に寄与するので、積極的に利用するのが好ましい。
第ロ群の元素、即ち、Al、Si、Mo、WおよびGeは、0.01%以上のときに上記の効果が現れ、それぞれ、または合計含有量で、5%を超えると、導電率の低下を招く。
第ハ群の元素、即ち、Zn、Te、SeおよびCdは、それぞれ、または合計含有量で、0.01%以上のときに上記の効果が現れ、それぞれ、または合計含有量で、3%を超えると、導電率の低下を招く。
本発明の合金の他の一つ(前記(B)の合金)は、質量%でそれぞれ0.01〜3%のTi、ZrおよびHfを含む。これらは、いずれも引張強度を向上させるのに有効な元素であるため、これらの元素のいずれか1種を本発明の銅合金に含有させてもよい。強度向上の効果は、これらの元素の含有量が0.01%以上の場合に顕著となる。しかし、その含有量が3%を超えると、強度は上昇するものの導電性が劣化する。さらに、鋳造時にTi、ZrまたはHfの偏析を招いて均質な鋳片が得られにくくなり、その後の加工時に割れや欠けが発生しやすくなる。従って、Ti、ZrおよびHfのいずれか1種を含有させる場合の含有量はいずれも0.01〜3%とするのが望ましい。引張強度と導電率のバランスが極めて良好な状態を得るためには、これらの元素を0.1%以上含有させるのがより望ましい。
上記の本発明合金は、前記ニ群およびホ群のいずれか一方または両方から選んだ少なくとも1種を含んでもよい。これらの群の元素は、合金の鋳込み時の液相線と固相線の幅(ΔT)を拡げる効果を有する。このΔTが大きいと、鋳込み後から凝固するまでに一定時間を確保できるので、鋳込みが容易になる。
第ニ群の元素、即ち、P、B、S、PdおよびAsは、それぞれ0.001〜0.5%とするのがよい。第ホ群の元素、即ち、Bi、Tl、Rb、Cs、Sr、Ba、Tc、Re、Os、Rh、In、Pd、Po、Sb、AuおよびGaは、それぞれ0.001〜1%(但し2種以上併用する場合は、合計で0.001〜1%)とするのがよい。なお、ΔTは、急冷凝固の場合には、いわゆる過冷現象により大きくなるが、ここでは、目安として熱平衡状態でのΔTについて考える。
上記のように、これらの元素には固相線を低下させてΔTを大きくする効果があるが、ΔTが広すぎると、低温域での耐力が低下し、凝固末期に割れが生じる、いわゆるハンダ脆性が生じる。このため、ΔTは50〜200℃の範囲とするのが好ましい。上記のそれぞれの含有量は、この50〜200℃を得るのに適当な含有量である。
本発明合金はまた、前記の第ヘ群の元素、即ち、それぞれ0.001〜2%のMg、Li、Caおよび希土類元素の1種以上を含んでもよい。但し、2種以上の場合は合計で0.001〜2%とする。
Mg、Li、Caおよび希土類元素は、銅マトリックス中の酸素原子と結びついて微細な酸化物を生成して高温強度を上げる元素である。その効果は、これらの元素の合計含有量が0.001%以上のときに顕著となる。しかし、その含有量がそれぞれ、または合計で、2%を超えると、上記の効果が飽和し、しかも導電率を低下させ、曲げ加工性を劣化させる等の問題がある。従って、Mg、Li、Caおよび希土類元素の中から選ばれた1種または2種以上を含有させる場合の合計含有量は0.001〜2%が望ましい。なお、希土類元素は、Sc、Yおよびランタノイドを意味し、それぞれの元素の単体を添加してもよく、また、ミッシュメタルを添加してもよい。
C、NおよびOは通常不純物として含まれる元素である。これらの元素は合金中の金属元素と炭化物、窒化物および酸化物を形成する。これらの析出物または介在物が微細であれば、後述する金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の析出物と同様に合金の強化、特に高温強度を上げる作用があるので、積極的に添加してもよい。例えば、Oは酸化物を形成して高温強度を上げる効果を有する。この効果は、Mg、Li、Caおよび希土類元素、Al、Si等の酸化物を作りやすい元素を含有する合金において得られやすい。ただし、その場合も固溶Oが残らないような条件を選定する必要がある。残留固溶酸素は、水素雰囲気下での熱処理時にH2Oガスとなって水蒸気爆発を起こす、いわゆる水素病を発生し、ブリスター等が生成して製品の品質を劣化させることがあるので、注意を要する。
これらの元素がそれぞれ1%を超えると粗大析出物または介在物となり、延性を低下させる。よって、それぞれ1%以下に制限することが好ましい。更に好ましいのは、0.1%以下である。また、Hは、合金中に不純物として含まれると、H2ガスが合金中に残り、圧延疵等の原因となるので、その含有量はできるだけ少ないことが望ましい。
(b)析出物および介在物の合計個数について
本発明の銅合金においては、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足することが必要である。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。(1)式には、析出物および介在物の粒径の測定値が1.0μm以上1.5μm未満の場合、X=1を代入し、「α−0.5」μm以上「α+0.5」μm未満の場合、X=α(αは2以上の整数)を代入すればよい。
本発明の銅合金においては、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足することが必要である。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。(1)式には、析出物および介在物の粒径の測定値が1.0μm以上1.5μm未満の場合、X=1を代入し、「α−0.5」μm以上「α+0.5」μm未満の場合、X=α(αは2以上の整数)を代入すればよい。
本発明の銅合金では、金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の析出物を微細に析出させることによって、導電率を低下させることなく強度を向上させることができる。これらは、析出硬化により強度を高める。固溶したCr、TiおよびZrは、Cuまたは/および他の合金元素との金属間化合物や金属析出物として析出し、導電性に有害な固溶元素を減少させ、導電性を純銅のそれに近づける作用を持つ。
しかし、これらの析出物および金属酸化物、金属炭化物、金属窒化物等の介在物の粒径が20μm以上と粗大に析出すると、延性が低下して例えばコネクタへの加工時の曲げ加工や打ち抜き時に割れや欠けが発生し易くなる。また、使用時に疲労特性や耐衝撃特性に悪影響を及ぼすことがある。特に、凝固後の冷却時に粗大なTi−Cr化合物が生成すると、その後の加工工程で割れや欠けが生じやすくなる。また、時効処理工程で硬さが増加しすぎるので、これらの析出物等の微細析出を阻害し、銅合金の高強度化ができなくなる。このような問題は、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数と上記(1)式で示される関係を満たさない場合に顕著となる。
このため、本発明では、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数と上記(1)式で示される関係を満足することを必須要件として規定した。望ましい析出物および介在物の合計個数は、下記(2)式で示される関係を満たす場合であり、更に望ましいのは、下記(3)式で示される関係を満たす場合である。なお、これらの粒径と、析出物および介在物の合計個数とは、実施例に示す方法により求められる。
logN≦0.4742+7.9749×exp(−0.1133×X) ・・・ (2)
logN≦0.4742+6.3579×exp(−0.1133×X) ・・・ (3)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。
logN≦0.4742+7.9749×exp(−0.1133×X) ・・・ (2)
logN≦0.4742+6.3579×exp(−0.1133×X) ・・・ (3)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。
(c) 少なくとも1種の合金元素の微小領域における平均含有量の最大値と含有量の最小値との比について
銅合金中に合金元素の濃度が異なる領域が微細に混在した組織、すなわち周期的な濃度変化が生じると、各元素のミクロ拡散を抑制し、粒界移動を抑制するので、微細結晶粒組織が得やすいという効果がある。その結果、いわゆるホールペッチ則に従い、銅合金の強度・延性が向上する。微小領域とは、0.1〜1μm径からなる領域をいい、実質的にはX線分析したときの照射面積と対応する領域を言う。
銅合金中に合金元素の濃度が異なる領域が微細に混在した組織、すなわち周期的な濃度変化が生じると、各元素のミクロ拡散を抑制し、粒界移動を抑制するので、微細結晶粒組織が得やすいという効果がある。その結果、いわゆるホールペッチ則に従い、銅合金の強度・延性が向上する。微小領域とは、0.1〜1μm径からなる領域をいい、実質的にはX線分析したときの照射面積と対応する領域を言う。
なお、本発明における合金元素濃度が異なる領域とは、以下の2種類である。
(1)基本的にCuと同じfcc構造を持つが、合金元素濃度の異なる状態。合金元素濃度が異なるので、同じfcc構造でありながら一般には格子定数が異なり、加工硬化の程度も当然異なる。
(2)fcc母相中に微細な析出物が分散する状態。合金元素濃度が異なるので、加工・熱処理を経た後の析出物の分散状況も当然異なる。
(1)基本的にCuと同じfcc構造を持つが、合金元素濃度の異なる状態。合金元素濃度が異なるので、同じfcc構造でありながら一般には格子定数が異なり、加工硬化の程度も当然異なる。
(2)fcc母相中に微細な析出物が分散する状態。合金元素濃度が異なるので、加工・熱処理を経た後の析出物の分散状況も当然異なる。
微小領域における平均含有量とは、X線分析において一定の1μm以下のビーム径に絞ったときの分析面積での値、すなわち該領域における平均値を意味する。X線分析であれば、フィールドエミッションタイプの電子銃を有する分析装置が望ましい。分析手段については、濃度周期の1/5以下の分解能を持った分析手法が望ましく、更に望ましくは1/10である。この理由は、濃度周期に対して分析領域が大きすぎると全体が平均化されて濃度差が現れにくくなるためである。一般的にはプローブ径が1μm程度のX線分析法で測定できる。
材料特性を決定するのは母相中における合金元素濃度と微細析出物であり、本発明では微細析出物を含めた微小領域の濃度差を問題にする。したがって、1μm以上の粗大析出物や粗大介在物からのシグナルは外乱要因となる。しかし、工業材料から粗大析出物あるいは粗大介在物を完全に除去するのは困難であり、分析時には上記の粗大析出物・介在物からの外乱要因を除去する必要がある。そのためには以下のようにする。
すなわち、まず、材料にもよるが、プローブ径が1μm径程度のX線分析装置で線分析を行って濃度の周期構造を把握する。上述のようにプローブ径が濃度周期の1/5程度以下になるように分析方法を決定する。次いで周期が3回程度以上現れる十分な長さの線分析長さを決定する。この条件でm回(10回以上が望ましい)の線分析を行い、それぞれの線分析結果について濃度の最大値と最小値を決定する。
最大値と最小値の数はmとなるが、それぞれについて値の大きい方から2割をカットして平均化する。以上によって、上述の粗大析出物・介在物からのシグナルは外乱要因を除去できる。
前述した外乱要因を除去した最大値および最小値の比によって、濃度比を求める。なお、濃度比は、1μm程度以上の周期的な濃度変化を有する合金元素について求めればよく、スピノーダル分解や微細析出物のような10nm程度以下の原子レベルの濃度変化は考慮しない。
合金元素が微細に分布することによって延性が向上する理由についてやや詳細に説明する。合金元素の濃度変化が生じると、高濃度部分と低濃度部分とで材料の固溶硬化の程度、あるいは上述のように析出物の分散状況が異なるので、両部分で機械的性質が異なってくる。このような材料の変形中には、まず、相対的に軟らかい低濃度部分が加工硬化し、次いで相対的に硬い高濃度部分の変形が始まる。言い換えると、材料全体では複数回の加工硬化が起こるので、例えば引張変形の場合には高い伸びを示すことになり、別の延性向上効果が現れる。かくして、合金元素の周期的な濃度変化が生じた合金では、導電率および引張強度のバランスを保ちながら、曲げ加工時等に有利な高延性を発揮できる。
なお、電気抵抗(導電率の逆数)は、主として電子移動が固溶元素の散乱に起因して低下する現象に対応しており、結晶粒界のようなマクロな欠陥にはほとんど影響されないので、上記の細粒組織によって導電率が低下することはない。
これらの効果は、母相中における少なくとも1種の合金元素の微小領域における平均含有量の最大値と平均含有量の最小値の比(以下、単に「濃度比」という。)が1.5以上である場合に顕著となる。濃度比は、上限を特に定めないが、濃度比が大き過ぎると、Cu合金の持つfcc構造が保てなく恐れがある他、電気化学特性の差が大きくなりすぎて局部腐食を起こしやすくなるなどの弊害が出る可能性がある。従って、濃度比は、好ましくは20以下、さらに好ましくは10以下とするのがよい。
(d) 結晶粒径について
銅合金の結晶粒径を細かくすると、高強度化に有利であるとともに、延性も向上して曲げ加工性などが向上する。しかし、結晶粒径が0.01μmを下回ると高温強度が低下しやすくなり、35μmを超えると延性が低下する。従って、結晶粒径は0.01〜35μmであるのが望ましい。
銅合金の結晶粒径を細かくすると、高強度化に有利であるとともに、延性も向上して曲げ加工性などが向上する。しかし、結晶粒径が0.01μmを下回ると高温強度が低下しやすくなり、35μmを超えると延性が低下する。従って、結晶粒径は0.01〜35μmであるのが望ましい。
2.本発明の銅合金の製造方法について
本発明の銅合金においては、金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の微細析出を妨げる金属酸化物、金属炭化物、金属窒化物等の介在物が鋳片の凝固直後の時点で生成しやすい。このような介在物は、仮に、鋳造後に溶体化処理を施し、この溶体化温度を上げても固溶化させるのは困難である。高温での溶体化処理は、介在物の凝集、粗大化を招くだけである。
本発明の銅合金においては、金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の微細析出を妨げる金属酸化物、金属炭化物、金属窒化物等の介在物が鋳片の凝固直後の時点で生成しやすい。このような介在物は、仮に、鋳造後に溶体化処理を施し、この溶体化温度を上げても固溶化させるのは困難である。高温での溶体化処理は、介在物の凝集、粗大化を招くだけである。
そこで、本発明の銅合金の製造方法においては、上記の化学組成を有する銅合金を溶製し、鋳造して得た鋳片を、少なくとも鋳造直後の鋳片温度から450℃までの温度域において、0.5℃/s以上の冷却速度で冷却することによって、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足させることとした。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。
この冷却後には、600℃以下の温度域での加工、または更に、150〜750℃の温度域で30秒以上保持する熱処理を施すことが望ましい。600℃以下の温度域での加工および150〜750℃の温度域で30秒以上保持する熱処理は、複数回実施してもよい。また、最後の熱処理の後に、600℃以下の温度域での加工を実施してもよい。
(a)少なくとも鋳造直後の鋳片温度から450℃までの温度域における冷却速度:0.5℃/s以上
金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の析出物は280℃以上の温度域で生成する。特に、鋳造直後の鋳片温度から450℃までの温度域における冷却速度が遅いと、金属酸化物、金属炭化物、金属窒化物等の介在物が粗大に生成し、その粒径が20μm以上、更には数百μmに達することがある。また、上記の析出物も20μm以上に粗大化する。このような粗大な析出物および介在物が生成した状態では、その後の加工時に割れや折れが発生する恐れがあるだけでなく、時効工程での上記の析出物の析出硬化作用が損なわれ、合金を高強度化できなくなる。従って、少なくともこの温度域においては、0.5℃/s以上の冷却速度で鋳片を冷却する必要がある。冷却速度は大きい程よく、好ましい冷却速度は、2℃/s以上であり、さらに好ましいのは10℃/s以上である。
金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の析出物は280℃以上の温度域で生成する。特に、鋳造直後の鋳片温度から450℃までの温度域における冷却速度が遅いと、金属酸化物、金属炭化物、金属窒化物等の介在物が粗大に生成し、その粒径が20μm以上、更には数百μmに達することがある。また、上記の析出物も20μm以上に粗大化する。このような粗大な析出物および介在物が生成した状態では、その後の加工時に割れや折れが発生する恐れがあるだけでなく、時効工程での上記の析出物の析出硬化作用が損なわれ、合金を高強度化できなくなる。従って、少なくともこの温度域においては、0.5℃/s以上の冷却速度で鋳片を冷却する必要がある。冷却速度は大きい程よく、好ましい冷却速度は、2℃/s以上であり、さらに好ましいのは10℃/s以上である。
(b)冷却後の加工温度:600℃以下の温度域
本発明の銅合金の製造方法においては、鋳造して得た鋳片は、所定の条件で冷却された後、熱間圧延や溶体化処理等の熱間プロセスを経ることなく、加工と時効熱処理の組み合わせのみによって最終製品に至る。
本発明の銅合金の製造方法においては、鋳造して得た鋳片は、所定の条件で冷却された後、熱間圧延や溶体化処理等の熱間プロセスを経ることなく、加工と時効熱処理の組み合わせのみによって最終製品に至る。
圧延、線引き等の加工は、600℃以下であればよい。例えば、連続鋳造を採用する場合には、凝固後の冷却過程でこれらの加工を行ってもよい。600℃を超える温度域で加工を行うと、加工時に金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の析出物が粗大に析出し、最終製品の延性、耐衝撃性、疲労特性を低下させる。また、これらの析出物は、加工時に粗大に析出すると、時効処理において微細に析出することができなくなり、銅合金の高強度化が不十分となる。
加工温度は、低いほど加工時の転位密度が上昇するので、引き続いて行う時効処理で金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の析出物をより微細に析出させることができる。このため、より高い強度を銅合金に与えることができる。従って、好ましい加工温度は450℃以下であり、より好ましいのは250℃以下である。最も好ましいのは200℃以下である。25℃以下でもよい。
なお、上記の温度域での加工は、その加工率(断面減少率)を20%以上として行うことが望ましい。より好ましいのは50%以上である。このような加工率での加工を行えば、それによって導入された転位が時効処理時に析出核となるので、析出物の微細化をもたらし、また、析出に要する時間を短縮させ、導電性に有害な固溶元素の低減を早期に実現できる。
(c) 時効処理条件:150〜750℃の温度域で30秒以上保持する
時効処理は、金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の析出物を析出させて銅合金を高強度化し、あわせて導電性に害を及ぼす固溶元素(Cr、Ti等)を低減して導電率を向上させるのに有効である。しかし、その処理温度が150℃未満の場合、析出元素の拡散に長時間を要し、生産性を低下させる。一方、処理温度が750℃を超えると、析出物が粗大になりすぎて、析出硬化作用による高強度化ができないばかりか、延性、耐衝撃性および疲労特性が低下する。このため、時効処理を150〜750℃の温度域で行うことが望ましい。望ましい時効処理温度は200〜700℃であり、更に望ましいのは、250〜650℃である。最も望ましいのは、280〜550℃である。
時効処理は、金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の析出物を析出させて銅合金を高強度化し、あわせて導電性に害を及ぼす固溶元素(Cr、Ti等)を低減して導電率を向上させるのに有効である。しかし、その処理温度が150℃未満の場合、析出元素の拡散に長時間を要し、生産性を低下させる。一方、処理温度が750℃を超えると、析出物が粗大になりすぎて、析出硬化作用による高強度化ができないばかりか、延性、耐衝撃性および疲労特性が低下する。このため、時効処理を150〜750℃の温度域で行うことが望ましい。望ましい時効処理温度は200〜700℃であり、更に望ましいのは、250〜650℃である。最も望ましいのは、280〜550℃である。
時効処理時間が30秒未満の場合、時効処理温度を高く設定しても所望の析出量を確保できず、72時間を超えると処理費用がかさむ。従って、150〜750℃の温度域で時効処理を30秒以上行うのが望ましい。この処理時間は5分以上が望ましく、更には10分以上が望ましい。最も望ましいのは15分以上である。処理時間の上限は特に定めないが、処理費用の観点から72時間以下とするのが望ましい。なお、時効処理温度が高い場合には、時効処理時間を短くすることができる。
なお、時効処理は、表面の酸化によるスケールの発生を防ぐために、還元性雰囲気中、不活性ガス雰囲気中または20Pa以下の真空中で行うのがよい。このような雰囲気下での処理によって優れたメッキ性も確保される。
上記の加工と時効処理は、必要に応じて、繰り返して行ってもよい。繰り返し行えば、1回の処理(加工および時効処理)で行うよりも、短い時間で所望の析出量を得ることができ、金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の析出物をより微細に析出させることができる。このとき、例えば、処理を2回繰り返して行う場合には、1回目の時効処理温度よりも2回目の時効処理温度を若干低くする(20〜70℃低くする)のがよい。このような熱処理を行うのは、2回目の時効処理温度の方が高い場合、1回目の時効処理の際に生成した析出物が粗大化するからである。3回目以降の時効処理においても、上記と同様に、その前に行った時効処理温度より低くするのが望ましい。また、最後の熱処理の後に、600℃以下の温度域での加工を実施してもよい。
(d) その他
本発明の銅合金の製造方法において、上記の製造条件以外の条件、例えば溶解、鋳造等の条件については特に限定はないが、例えば、下記のように行えばよい。
溶解は、非酸化性または還元性の雰囲気下で行うのがよい。これは、溶銅中の固溶酸素が多くなると後工程で、水蒸気が生成してブリスターが発生する、いわゆる水素病などが起こるからである。また、酸化しやすい固溶元素、例えば、Ti、Cr等の粗大酸化物が生成し、これが最終製品まで残存すると、延性や疲労特性を著しく低下させる。
本発明の銅合金の製造方法において、上記の製造条件以外の条件、例えば溶解、鋳造等の条件については特に限定はないが、例えば、下記のように行えばよい。
溶解は、非酸化性または還元性の雰囲気下で行うのがよい。これは、溶銅中の固溶酸素が多くなると後工程で、水蒸気が生成してブリスターが発生する、いわゆる水素病などが起こるからである。また、酸化しやすい固溶元素、例えば、Ti、Cr等の粗大酸化物が生成し、これが最終製品まで残存すると、延性や疲労特性を著しく低下させる。
鋳片を得る方法は、生産性や凝固速度の点で連続鋳造が好ましいが、上述の条件を満たす方法であれば、他の方法、例えばインゴット法でも構わない。また、好ましい鋳込温度は、1250℃以上である。さらに好ましいのは1350℃以上である。この温度であれば、Cr、TiおよびZrを十分溶解させることができ、また金属酸化物、金属炭化物、金属窒化物等の介在物、金属もしくは銅と添加元素との化合物、または添加元素同士の化合物等の析出物を生成させないからである。
連続鋳造により鋳片を得る場合には、銅合金で通常行われる黒鉛モールドを用いる方法が潤滑性の観点から推奨される。モールド材質としては主要な合金元素であるTi、CrまたはZrと反応しにくい耐火物、例えばジルコニアを用いてもよい。
表1および表2に示す化学組成を有するCu合金を高周波溶解炉にて真空溶製し、ジルコニア製の鋳型に鋳込み、厚さ12mmの鋳片を得た。希土類元素は、各元素の単体またはミッシュメタルを添加した。得られた鋳片を、鋳造直後の温度(鋳型から取り出した直後の温度)である950℃から450℃までの温度域において噴霧冷却により所定の冷却速度で冷却した。鋳型に埋め込んだ熱電対によって所定の場所の鋳型の温度変化を計測し、鋳片が鋳型を出た後の表面温度を接触式温度計で数点計測した。これらの結果と伝熱解析との併用によって450℃までの鋳片表面の平均冷却速度を算出した。凝固開始点は、それぞれの成分における溶湯を0.2g用意し、所定の速度での連続冷却中の熱分析によって求めた。得られた鋳片から、切断と切削により厚さ10mm×幅80mm×長さ150mmの圧延素材を作製した。
比較のために一部の圧延素材については、950℃で溶体化熱処理を行った。これらの圧延素材に室温にて圧下率80%の圧延(1回目圧延)を施して厚さ2mmの板材とし、所定の条件で時効処理(1回目時効)を施して供試材を作製した。一部の供試材については、更に、室温にて圧下率95%の圧延(2回目圧延)を行って厚さ0.1mmとし、所定の条件で時効処理(2回目時効)を施した。これらの製造条件を表3および表4に示す。
このように作製した供試材について、下記の手法により、析出物および介在物の粒径および単位面積当たりの合計個数、引張強度、導電率および曲げ加工性を求めた。これらの結果を表3および表4に併記する。
1.析出物および介在物の合計個数
各供試材の圧延面に垂直で、かつ圧延方向と平行な断面を鏡面研磨し、そのままの状態で、またはアンモニア水溶液でエッチングした後、光学顕微鏡により100倍の倍率で1mm×1mmの視野を観察した。その後、析出物および介在物の長径(途中で粒界に接しない条件で粒内に最も長く引ける直線の長さ)を測定して得た値を粒径と定義する。
各供試材の圧延面に垂直で、かつ圧延方向と平行な断面を鏡面研磨し、そのままの状態で、またはアンモニア水溶液でエッチングした後、光学顕微鏡により100倍の倍率で1mm×1mmの視野を観察した。その後、析出物および介在物の長径(途中で粒界に接しない条件で粒内に最も長く引ける直線の長さ)を測定して得た値を粒径と定義する。
前記の(1)式には、析出物および介在物の粒径の測定値が1.0μm以上1.5μm未満の場合はX=1を代入し、「α−0.5」μm以上で「α+0.5」μm未満の場合はX=α(αは2以上の整数)を代入すればよい。更に、粒径毎に1mm×1mmの視野の枠線を交差するものを1/2個、枠線内にあるものを1個として合計個数n1算出し、任意に選んだ10視野における個数N(=n1+n2+・・・+n10)の平均値(N/10)をその試料のそれぞれの粒径についての析出物および介在物の合計個数と定義する。
2.濃度比
合金の断面を研磨して0.5μmのビーム径で、2000倍の視野で50μm長さをX線分析によって無作為に10回線分析し、それぞれの線分析における各合金元素の含有量の最大値および最小値を求めた。最大値と最小値それぞれについて値の大きい2ヶを除去した残りの8回分について最大値と最小値の平均値を求め、その比を濃度比として算出した。
合金の断面を研磨して0.5μmのビーム径で、2000倍の視野で50μm長さをX線分析によって無作為に10回線分析し、それぞれの線分析における各合金元素の含有量の最大値および最小値を求めた。最大値と最小値それぞれについて値の大きい2ヶを除去した残りの8回分について最大値と最小値の平均値を求め、その比を濃度比として算出した。
3.引張強度
上記の供試材から引張方向と圧延方向が平行になるようにJIS Z 2201に規定される13B号試験片を採取し、JIS Z 2241に規定される方法に従い、室温(25℃)での引張強度〔TS(MPa)〕を求めた。
上記の供試材から引張方向と圧延方向が平行になるようにJIS Z 2201に規定される13B号試験片を採取し、JIS Z 2241に規定される方法に従い、室温(25℃)での引張強度〔TS(MPa)〕を求めた。
4.導電率
上記の供試材から長手方向と圧延方向が平行になるように幅10mm×長さ60mmの試験片を採取し、試験片の長手方向に電流を流して試験片の両端の電位差を測定し、4端子法により電気抵抗を求めた。続いてマイクロメータで計測した試験片の体積から、単位体積当たりの電気抵抗(抵抗率)を算出し、多結晶純銅を焼鈍した標準試料の抵抗率1.72μΩ・cmとの比から導電率〔IACS(%)〕を求めた。
上記の供試材から長手方向と圧延方向が平行になるように幅10mm×長さ60mmの試験片を採取し、試験片の長手方向に電流を流して試験片の両端の電位差を測定し、4端子法により電気抵抗を求めた。続いてマイクロメータで計測した試験片の体積から、単位体積当たりの電気抵抗(抵抗率)を算出し、多結晶純銅を焼鈍した標準試料の抵抗率1.72μΩ・cmとの比から導電率〔IACS(%)〕を求めた。
5.曲げ加工性
上記の供試材から長手方向と圧延方向が平行になるように、幅10mm×長さ60mmの試験片を複数採取し、曲げ部の曲率半径(内径)を変えて、90°曲げ試験を実施した。光学顕微鏡を用いて、試験後の試験片の曲げ部を外径側から観察した。そして、割れが発生しない最小の曲率半径をRとし、試験片の厚さtとの比B(=R/t)を求めた。曲げ加工性の欄の「評価」は、引張強度TSが800MPa以下の板材ではB≦2.0を満たすもの、引張強度TSが800MPaを超える板材では下記の(b)式を満たす場合を「○」とし、これらを満たさない場合を「×」とした。
B≦41.2686−39.4583×exp[−{(TS−615.675)/2358.08}2] ・・・ (b)
上記の供試材から長手方向と圧延方向が平行になるように、幅10mm×長さ60mmの試験片を複数採取し、曲げ部の曲率半径(内径)を変えて、90°曲げ試験を実施した。光学顕微鏡を用いて、試験後の試験片の曲げ部を外径側から観察した。そして、割れが発生しない最小の曲率半径をRとし、試験片の厚さtとの比B(=R/t)を求めた。曲げ加工性の欄の「評価」は、引張強度TSが800MPa以下の板材ではB≦2.0を満たすもの、引張強度TSが800MPaを超える板材では下記の(b)式を満たす場合を「○」とし、これらを満たさない場合を「×」とした。
B≦41.2686−39.4583×exp[−{(TS−615.675)/2358.08}2] ・・・ (b)

図2は、各実施例の引張強度(TS)と導電率(IACS)との関係を示す図である。表3と表4および図2に示すように、本発明例1〜45では、化学組成、ならびに析出物および介在物の合計個数が本発明で規定される範囲にあるので、引張強度および導電率が前述の(a)式を満たしていた。従って、これらの合金は、導電率および引張強度のバランスが、従来のBe添加Cu合金と同程度かまたはそれ以上の高いレベルにあるといえる。即ち、本発明のCu合金は、引張強度および導電率のバリエーションが豊富であることが分かる。
本発明例1、10、14、16および40は、同一成分系で添加量および/または製造条件を微調整した例である。これらの合金は、図2中の「△」で示すような引張強度と導電率との関係を有し、従来知られているCu合金の特性を持ったCu合金であるといえる。曲げ特性も良好であった。
一方、比較例5、6、8〜10、12および13は、合金成分のいずれかの含有量が本発明で規定される範囲を外れ、曲げ加工性に劣り、導電率が低い。比較例3、4、7および11は、2回目の圧延で耳割れがひどく試料採取が不可能であったため特性評価に到らなかった。また、950℃での溶体化処理を実施した比較例1および2は、引張強度が劣り、曲げ加工性も悪かった。
安全工具への適応性を評価すべく、以下の方法で試料を作製し、摩耗性(ビッカース硬度)および耐火花発生性を評価した。
表5に示す化学組成を有する合金を大気中、高周波炉にて溶解し、ダービル法によって金型鋳造した。即ち、図3の(a)に示すような状態で金型1を保持し、木炭粉末で還元雰囲気を確保しながら約1300℃の溶湯を金型1に注湯した後、これを図3の(b)に示す様に傾転して図3の(c)の状態で凝固させて鋳片を作製した。
金型1は厚さが50mmの鋳鉄製とし、その内部に冷却用穴を開けて空気冷却できるように配管した。鋳片は注湯が容易になるように楔形とし、下断面が30×300mm、上断面が50×400mm、高さが700mmとした。
得られた鋳片の下端から300mmまでの部分を採取して表面研削後、250℃に加熱して30mmから10mmに圧延、続いて熱処理(375℃×16時間)を施し、厚さ10mmの板を得た。これらの板を用い、上記の方法により析出物および介在物の合計個数、引張強度、導電率および曲げ加工性を調査し、更に、下記の方法により耐摩耗性、熱伝導度および耐火花発生性を調査した。これらの結果を表5に示す。
1.耐摩耗性
供試材からそれぞれ幅10mm×長さ10mmの試験片を採取し、圧延面に垂直で、かつ圧延方向と平行な断面を鏡面研磨し、JIS Z 2244に規定される方法により、25℃、荷重9.8Nでのビッカース硬さを測定した。
供試材からそれぞれ幅10mm×長さ10mmの試験片を採取し、圧延面に垂直で、かつ圧延方向と平行な断面を鏡面研磨し、JIS Z 2244に規定される方法により、25℃、荷重9.8Nでのビッカース硬さを測定した。
2.熱伝導度
熱伝導度〔TC(W/m・K)〕は、上記の導電率〔IACS(%)〕を、図1中に記載の式「TC=14.804+3.8172×IACS」から求めた。
熱伝導度〔TC(W/m・K)〕は、上記の導電率〔IACS(%)〕を、図1中に記載の式「TC=14.804+3.8172×IACS」から求めた。
3.耐火花発生性
回転数が12000rpmの卓上グラインダーを使用しJIS G 0566に規定される方法に準じた火花試験を行い、目視により火花発生の有無を確認した。なお、下断面から100mm位置の鋳型内壁面下5mmの位置に熱電対を挿入して測温し、伝熱計算から得た液相線に基づいて求めた450℃までの平均冷却速度は、10℃/sであった。
回転数が12000rpmの卓上グラインダーを使用しJIS G 0566に規定される方法に準じた火花試験を行い、目視により火花発生の有無を確認した。なお、下断面から100mm位置の鋳型内壁面下5mmの位置に熱電対を挿入して測温し、伝熱計算から得た液相線に基づいて求めた450℃までの平均冷却速度は、10℃/sであった。
表5に示すように、本発明例A〜Cでは、耐摩耗性が良好で、熱伝導度も大きく、火花が観察されることはなかった。一方、比較例のAおよびBは、いずれも本発明で規定される化学組成および(1)式で規定される関係を満たさないため、熱伝導度が小さく、火花が観察された。
本発明の銅合金は、高温強度および加工性にも優れ、更に、安全工具用材料に要求される性能、即ち、熱伝導度、耐摩耗性および耐火花発生性にも優れる銅合金である。この合金は、熱間加工および溶体化処理という工程を経ずに上記の特性を有するに到るので、安価に製造できる。
1.金型
Claims (12)
- 0.1〜5質量%のBeならびに下記の第イ群から第ハ群までの少なくとも1群から選んだ少なくとも1種を含み、残部が銅および不純物からなり、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足することを特徴とする銅合金。
第イ群:それぞれ0.1〜5質量%のCr、Fe、Co、Nb、Ta、V、Ni、Mn、SnおよびAg
(但し、2種以上の場合は合計で0.1〜5質量%)
第ロ群:でそれぞれ0.01〜5質量%のAl、Si、Mo、WおよびGe
(但し、2種以上の場合は合計で0.01〜5質量%)
第ハ群:それぞれ0.01〜3質量%のZn、Te、SeおよびCd
(但し、または2種以上の場合は合計で0.01〜3質量%)
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。 - 0.1〜5質量%のBe、それぞれ0.01〜3質量%のTi、ZrおよびHfの1種以上(但し、2種以上の場合は合計で0.01〜3質量%)ならびに下記の第イ群から第ハ群までの少なくとも1群から選んだ少なくとも1種を含み、残部が銅および不純物からなり、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足することを特徴とする銅合金。
第イ群:それぞれ0.1〜5質量%のCr、Fe、Co、Nb、Ta、V、Ni、Mn、SnおよびAg
(但し、2種以上の場合は合計で0.1〜5質量%)
第ロ群:でそれぞれ0.01〜5質量%のAl、Si、Mo、WおよびGe
(但し、2種以上の場合は合計で0.01〜5質量%)
第ハ群:それぞれ0.01〜3質量%のZn、Te、SeおよびCd
(但し、または2種以上の場合は合計で0.01〜3質量%)
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。 - 請求項1または2に記載の合金成分に加えて、更に下記の第ニ群および第ホ群のうちの少なくとも1群から選んだ少なくとも1種を含有し、残部が銅および不純物からなり、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足することを特徴とする銅合金。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。
第ニ群:質量%でそれぞれ0.001〜0.5%のP、B、S、PdおよびAs
第ホ群:質量%でそれぞれ0.001〜1%のBi、Pb、Tl、Rb、Cs、Sr、Ba、Tc、Re、Os、Rh、In、Pd、Po、Sb、AuおよびGa。但し、2種以上の場合は合計で0.001〜1%とする。 - 請求項1または2に記載の合金成分に加えて、更に下記の第へ群から選んだ少なくとも1種を含有し、残部が銅および不純物からなり、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足することを特徴とする銅合金。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。
第へ群:質量%でそれぞれ0.001〜2%のMg、Li、Caおよび希土類元素
但し、2種以上の場合は合計で0.001〜2%とする。 - 請求項1または2に記載の合金成分に加えて、更に下記の第ニ群および第ホ群のうちの少なくとも1群から選んだ少なくとも1種、ならびに下記の第へ群から選んだ少なくとも1種を含有し、残部が銅および不純物からなり、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足することを特徴とする銅合金。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。
第ニ群:質量%でそれぞれ0.001〜0.5%のP、B、S、PdおよびAs。
第ホ群:質量%でそれぞれ0.001〜1%のBi、Pb、Tl、Rb、Cs、Sr、Ba、Tc、Re、Os、Rh、In、Pd、Po、Sb、AuおよびGa。但し、2種以上の場合は合計で0.001〜1%とする。
第へ群:質量%でそれぞれ0.001〜2%のMg、Li、Caおよび希土類元素。但し、2種以上の場合は合計で0.001〜2%とする。 - 少なくとも1種の合金元素の微小領域における平均含有量の最大値と平均含有量の最小値との比が1.5以上であることを特徴とする請求項1から5までのいずれかに記載の銅合金。
- 結晶粒径が0.01〜35μmであることを特徴とする請求項1から請求項6までのいずれかに記載の銅合金。
- 請求項1から請求項5までのいずれかに記載の化学組成を有する銅合金を溶製し、鋳造して得た鋳片を、少なくとも鋳造直後の鋳片温度から450℃までの温度域において0.5℃/s以上の冷却速度で冷却することを特徴とする、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足する銅合金の製造方法。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。 - 請求項1から請求項5までのいずれかに記載の化学組成を有する銅合金を溶製し、鋳造して得た鋳片を、少なくとも鋳造直後の鋳片温度から450℃までの温度域において0.5℃/s以上の冷却速度で冷却し、600℃以下の温度域で加工することを特徴とする、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足する銅合金の製造方法。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。 - 請求項1から請求項5までのいずれかに記載の化学組成を有する銅合金を溶製し、鋳造して得た鋳片を、少なくとも鋳造直後の鋳片温度から450℃までの温度域において0.5℃/s以上の冷却速度で冷却し、600℃以下の温度域で加工した後、150〜750℃の温度域で30秒以上保持する熱処理に供することを特徴とする、合金中に存在する析出物および介在物のうち粒径が1μm以上のものの粒径と、析出物および介在物の合計個数とが下記(1)式で示される関係を満足する銅合金の製造方法。
logN≦0.4742+17.629×exp(−0.1133×X) ・・・ (1)
但し、Nは単位面積当たりの析出物および介在物の合計個数(個/mm2)、Xは析出物および介在物の粒径(μm)を意味する。 - 600℃以下の温度域での加工および150〜750℃の温度域で30秒以上保持する熱処理を複数回行うことを特徴とする請求項10に記載の銅合金の製造方法。
- 最後の熱処理の後に、600℃以下の温度域での加工を行うことを特徴とする請求項10または11に記載の銅合金の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004234891A JP2005307334A (ja) | 2004-03-26 | 2004-08-11 | 銅合金およびその製造方法 |
| PCT/JP2005/003502 WO2005087957A1 (ja) | 2004-03-12 | 2005-03-02 | 銅合金およびその製造方法 |
| KR1020067018569A KR20060120276A (ko) | 2004-03-12 | 2005-03-02 | 동 합금 및 그 제조방법 |
| EP05719817A EP1731624A4 (en) | 2004-03-12 | 2005-03-02 | Copper alloy and method for production thereof |
| CA002559103A CA2559103A1 (en) | 2004-03-12 | 2005-03-02 | Copper alloy and method for production thereof |
| TW094107552A TW200538562A (en) | 2004-03-12 | 2005-03-11 | Copper alloy and method for production thereof |
| US11/518,194 US20070062619A1 (en) | 2004-03-12 | 2006-09-11 | Copper alloy and process for producing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004093661 | 2004-03-26 | ||
| JP2004234891A JP2005307334A (ja) | 2004-03-26 | 2004-08-11 | 銅合金およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005307334A true JP2005307334A (ja) | 2005-11-04 |
Family
ID=35436427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004234891A Pending JP2005307334A (ja) | 2004-03-12 | 2004-08-11 | 銅合金およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005307334A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006109801A1 (ja) * | 2005-04-12 | 2006-10-19 | Sumitomo Metal Industries, Ltd. | 銅合金およびその製造方法 |
| WO2007060953A1 (ja) * | 2005-11-24 | 2007-05-31 | The Furukawa Electric Co., Ltd. | アルミ撚線用圧着端子および前記圧着端子が接続されたアルミ撚線の端末構造 |
| RU2378403C2 (ru) * | 2007-12-10 | 2010-01-10 | Сергей Алексеевич Костин | Способ получения слитка из дисперсионно-твердеющего низколегированного сплава на медной основе и способ производства из него металлопродукции |
| JP2012045600A (ja) * | 2010-08-27 | 2012-03-08 | Furukawa Electric Co Ltd:The | 銅合金の鋳塊及びその製造方法、それより得られる銅合金板材 |
| CN117448607A (zh) * | 2023-10-30 | 2024-01-26 | 杭州富通电线电缆有限公司 | 一种导电合金铜杆及其制备方法 |
| CN117512385A (zh) * | 2023-10-31 | 2024-02-06 | 江苏康耐特精密机械有限公司 | 一种多能场复合表面后处理的高精密结构件材料及其制备方法 |
-
2004
- 2004-08-11 JP JP2004234891A patent/JP2005307334A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006109801A1 (ja) * | 2005-04-12 | 2006-10-19 | Sumitomo Metal Industries, Ltd. | 銅合金およびその製造方法 |
| WO2007060953A1 (ja) * | 2005-11-24 | 2007-05-31 | The Furukawa Electric Co., Ltd. | アルミ撚線用圧着端子および前記圧着端子が接続されたアルミ撚線の端末構造 |
| JP2007173215A (ja) * | 2005-11-24 | 2007-07-05 | Furukawa Electric Co Ltd:The | アルミ撚線用圧着端子および前記圧着端子が接続されたアルミ撚線の端末構造 |
| US7544892B2 (en) | 2005-11-24 | 2009-06-09 | The Furukawa Electric Co., Ltd. | Crimp contact for an aluminum stranded wire, and cable end structure of an aluminum stranded wire having the crimp contact connected thereto |
| US7923637B2 (en) | 2005-11-24 | 2011-04-12 | The Furukawa Electric Co., Ltd. | Crimp contact for an aluminum stranded wire, and cable end structure of an aluminum stranded wire having the crimp contact connected thereto |
| RU2378403C2 (ru) * | 2007-12-10 | 2010-01-10 | Сергей Алексеевич Костин | Способ получения слитка из дисперсионно-твердеющего низколегированного сплава на медной основе и способ производства из него металлопродукции |
| JP2012045600A (ja) * | 2010-08-27 | 2012-03-08 | Furukawa Electric Co Ltd:The | 銅合金の鋳塊及びその製造方法、それより得られる銅合金板材 |
| CN117448607A (zh) * | 2023-10-30 | 2024-01-26 | 杭州富通电线电缆有限公司 | 一种导电合金铜杆及其制备方法 |
| CN117512385A (zh) * | 2023-10-31 | 2024-02-06 | 江苏康耐特精密机械有限公司 | 一种多能场复合表面后处理的高精密结构件材料及其制备方法 |
| CN117512385B (zh) * | 2023-10-31 | 2024-05-14 | 江苏康耐特精密机械有限公司 | 一种多能场复合表面后处理的高精密结构件材料及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3731600B2 (ja) | 銅合金およびその製造方法 | |
| JP4134279B1 (ja) | Cu合金材 | |
| WO2005087957A1 (ja) | 銅合金およびその製造方法 | |
| JP2005113259A (ja) | Cu合金およびその製造方法 | |
| EP2570505B1 (en) | Copper alloy and copper alloy rolled material for electronic device and method for producing this alloy | |
| US10294547B2 (en) | Copper alloy for electronic and electrical equipment, plastically worked copper alloy material for electronic and electrical equipment, and component and terminal for electronic and electrical equipment | |
| JP2005290543A (ja) | 銅合金およびその製造方法 | |
| KR101615830B1 (ko) | 전자 기기용 구리 합금, 전자 기기용 구리 합금의 제조 방법, 전자 기기용 구리 합금 소성 가공재 및 전자 기기용 부품 | |
| WO2006109801A1 (ja) | 銅合金およびその製造方法 | |
| JP2002180165A (ja) | プレス打ち抜き性に優れた銅基合金およびその製造方法 | |
| JP2014185370A (ja) | Cu−Ti系銅合金板材およびその製造方法並びに通電部品 | |
| JP4984108B2 (ja) | プレス打抜き性の良いCu−Ni−Sn−P系銅合金およびその製造法 | |
| JP5983589B2 (ja) | 電子・電気機器用銅合金圧延材、電子・電気機器用部品及び端子 | |
| JP2004307905A (ja) | Cu合金およびその製造方法 | |
| WO2006093140A1 (ja) | 銅合金 | |
| WO2006104152A1 (ja) | 銅合金およびその製造方法 | |
| JP2006265731A (ja) | 銅合金 | |
| EP4174200B1 (en) | Copper alloy, plastically worked copper alloy material, component for electronic/electrical equipment, terminal, heat dissipation substrate | |
| JP2017039959A (ja) | Cu−Ti系銅合金板材およびその製造方法並びに通電部品 | |
| JP2005307334A (ja) | 銅合金およびその製造方法 | |
| JP2007126739A (ja) | 電子材料用銅合金 | |
| JP4459067B2 (ja) | 高強度高導電性銅合金 | |
| JP3779830B2 (ja) | 半導体リードフレーム用銅合金 | |
| TWI918486B (zh) | 包含Ag-Pd-Cu系合金之探針用材料及探針 | |
| TW202548044A (zh) | 包含Ag-Pd-Cu系合金之探針用材料及探針 |