JP2005332940A - 複合体及び複合体の製造方法並びに、複合シート、積層体、積層部品の製造方法 - Google Patents
複合体及び複合体の製造方法並びに、複合シート、積層体、積層部品の製造方法 Download PDFInfo
- Publication number
- JP2005332940A JP2005332940A JP2004149286A JP2004149286A JP2005332940A JP 2005332940 A JP2005332940 A JP 2005332940A JP 2004149286 A JP2004149286 A JP 2004149286A JP 2004149286 A JP2004149286 A JP 2004149286A JP 2005332940 A JP2005332940 A JP 2005332940A
- Authority
- JP
- Japan
- Prior art keywords
- conductor
- hydrophilic
- hydrophobic
- support plate
- main surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
【解決手段】少なくとも一方の主面に親水部23aと疎水部23bとを形成した支持板25を準備し、少なくとも金属粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなる導体スラリー28aを前記支持板25の主面に塗布することで、導体29を形成することを特徴とする。
【選択図】図2
Description
少なくとも一方の主面に親水部と疎水部とを形成した第2の支持板を準備する工程と、少なくとも無機粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなるセラミックスラリーを前記支持板の主面に塗布、乾燥させて、前記親水部又は前記疎水部のうちいずれか一方の表面のみにセラミックスラリーからセラミック体を形成する工程と、
前記第一の支持板の導体を形成した側と、前記第二の支持板のセラミック体を形成した側とを当接、積層する工程と、を具備してなることを特徴とする。
主面に親水部と疎水部とを形成した第2の支持板を準備する工程と、少なくとも無機粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなるセラミックスラリーを前記支持板の主面に塗布、乾燥させて、前記親水部又は前記疎水部のうちいずれか一方の表面のみにセラミックスラリーからセラミック体を形成する工程と、
第3の支持板の主面に、前記導体と、前記セラミック体とを転写する工程と、を具備してなることを特徴とする。
少なくとも一方の主面に親水部と疎水部とを形成した第2の支持板を準備する工程と、少なくとも無機粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなるセラミックスラリーを前記支持板の主面に塗布、乾燥させて、前記親水部又は前記疎水部のうちいずれか一方の表面のみにセラミックスラリーからセラミック体を形成する工程と、
前記第一の支持板の導体を形成した側と、前記第二の支持板のセラミック体を形成した側とを当接、積層する工程と、を設けることでビア導体を形成するための貫通孔の形成工程がなくなるため、工程が簡略化し、低コストな製造方法となる。また、従来のような孔加工が不要となるため、薄層のグリーンシートを用いた場合でもグリーンシートの伸び、変形、破れの発生を抑制することができる。しかも、高精細な導体を迅速に容易に形成することができる。
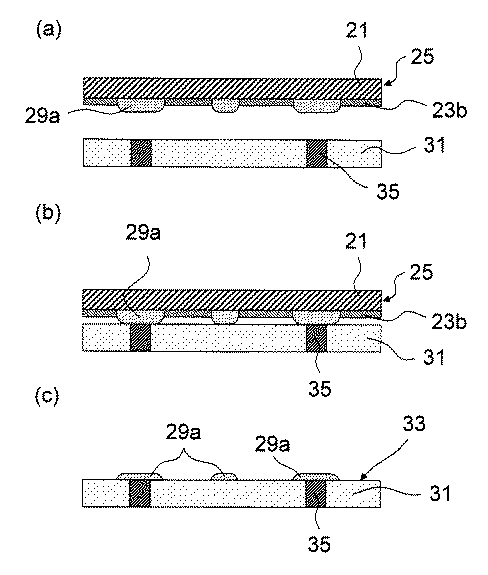
23a・・・親水部
23b・・・疎水部
21・・・第三の支持板、アルミニウム板、樹脂フィルム、PETフィルム
25・・・支持板、PS版、第一の支持板、第二の支持板
28・・・導体スラリー
29・・・導体
31・・・セラミックグリーンシート
33・・・複合シート
37・・・セラミック体
41・・・積層体
Claims (12)
- 少なくとも一方の主面に親水部と疎水部とが形成された支持板の前記主面において、前記親水部又は前記疎水部のいずれか一方の表面に、少なくとも金属粉末を含有する導体が形成されてなることを特徴とする複合体。
- 少なくとも一方の主面に親水部と疎水部とが形成された支持板の前記主面において、前記親水部又は前記疎水部のいずれか一方の表面に、少なくとも無機粉末を含有するセラミック体が形成されてなることを特徴とする複合体。
- 少なくとも一方の主面に親水部と疎水部とを形成した支持板を準備し、少なくとも金属粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなる導体スラリーを前記支持板の主面に塗布することで、導体を形成することを特徴とする複合体の製造方法。
- 少なくとも一方の主面に親水部と疎水部を形成した支持板を準備し、少なくとも無機粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなるセラミックスラリーを前記支持板の主面に塗布することで、セラミック体を形成することを特徴とする複合体の製造方法。
- 少なくとも一方の主面に親水部と疎水部とを形成した支持板を準備する工程と、少なくとも金属粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなる導体スラリーを前記支持板の主面に塗布、乾燥させて、前記親水部又は前記疎水部のうちいずれか一方の表面のみに導体スラリーから導体を形成する工程と、前記導体をセラミックグリーンシートの一方の主面に転写することを特徴とする複合シートの製造方法。
- 少なくとも一方の主面に親水部と疎水部とを形成した支持板を準備する工程と、少なくとも無機粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなるセラミックスラリーを前記支持板の主面に塗布、乾燥させて、前記親水部又は前記疎水部のうちいずれか一方の表面のみにセラミックスラリーからセラミック体を形成する工程と、前記セラミック体をセラミックグリーンシートの一方の主面に転写することを特徴とする複合シートの製造方法。
- 少なくとも一方の主面に親水部と疎水部とを形成した第1の支持板を準備する工程と、少なくとも金属粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなる導体スラリーを前記支持板の主面に塗布、乾燥させて、前記親水部又は前記疎水部のうちいずれか一方の表面のみに導体スラリーから導体を形成する工程と、
少なくとも一方の主面に親水部と疎水部とを形成した第2の支持板を準備する工程と、少なくとも無機粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなるセラミックスラリーを前記支持板の主面に塗布、乾燥させて、前記親水部又は前記疎水部のうちいずれか一方の表面のみにセラミックスラリーからセラミック体を形成する工程と、
前記第一の支持板の導体を形成した側と、前記第二の支持板のセラミック体を形成した側とを当接、積層する工程と、を具備してなることを特徴とする複合シートの製造方法。 - 前記導体と前記セラミック体の厚みが略同一であることを特徴とする請求項7に記載の複合シートの製造方法。
- 少なくとも一方の主面に親水部と疎水部とを形成した第1の支持板を準備する工程と、少なくとも金属粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなる導体スラリーを前記支持板の主面に塗布、乾燥させて、前記親水部又は前記疎水部のうちいずれか一方の表面のみに導体スラリーから導体を形成する工程と、
主面に親水部と疎水部とを形成した第2の支持板を準備する工程と、少なくとも無機粉末と親水性溶剤又は疎水性溶剤のうちいずれか一方の溶剤とを含有してなるセラミックスラリーを前記支持板の主面に塗布、乾燥させて、前記親水部又は前記疎水部のうちいずれか一方の表面のみにセラミックスラリーからセラミック体を形成する工程と、
第3の支持板の主面に、前記導体と、前記セラミック体とを転写する工程と、を具備してなることを特徴とする複合シートの製造方法。 - 前記導体と前記セラミック体の厚みが略同一であることを特徴とする請求項9に記載の複合シートの製造方法。
- 請求項5乃至10のうちいずれかに記載の複合シートの製造方法により製造された複合シートを複数積層する工程を具備することを特徴とする積層体の製造方法。
- 請求項11に記載の積層体を焼成する工程を具備することを特徴とする積層部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004149286A JP4711641B2 (ja) | 2004-05-19 | 2004-05-19 | 複合シートの製造方法、積層体の製造方法および積層部品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004149286A JP4711641B2 (ja) | 2004-05-19 | 2004-05-19 | 複合シートの製造方法、積層体の製造方法および積層部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005332940A true JP2005332940A (ja) | 2005-12-02 |
| JP4711641B2 JP4711641B2 (ja) | 2011-06-29 |
Family
ID=35487383
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004149286A Expired - Fee Related JP4711641B2 (ja) | 2004-05-19 | 2004-05-19 | 複合シートの製造方法、積層体の製造方法および積層部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4711641B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012094855A (ja) * | 2010-10-22 | 2012-05-17 | Korea Advanced Inst Of Sci Technol | パターン転写方法及びパターン転写装置、これを適用したフレキシブルディスプレイパネル、フレキシブル太陽電池、電子本、薄膜トランジスター、電磁波遮蔽シート、フレキシブル印刷回路基板 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04188791A (ja) * | 1990-11-21 | 1992-07-07 | Fujitsu Ltd | 薄膜多層基板の製造方法 |
| JP2002180289A (ja) * | 2000-12-12 | 2002-06-26 | Fuji Photo Film Co Ltd | 平版印刷版用支持体の製造方法 |
| JP2002333719A (ja) * | 2001-05-08 | 2002-11-22 | Murata Mfg Co Ltd | パターン形成用支持体、ペースト組成物、及びそれを用いたパターン形成方法 |
| JP2003058077A (ja) * | 2001-08-08 | 2003-02-28 | Fuji Photo Film Co Ltd | ミクロファブリケーション用基板、その製造方法および像状薄膜形成方法 |
| JP2003234561A (ja) * | 2002-02-08 | 2003-08-22 | Fuji Photo Film Co Ltd | 導電性パターン材料 |
| JP2003309344A (ja) * | 2002-04-18 | 2003-10-31 | Dainippon Printing Co Ltd | 導電性パターン基材の製造方法 |
| JP2004095896A (ja) * | 2002-08-30 | 2004-03-25 | Sharp Corp | パターン形成基材およびパターン形成方法 |
-
2004
- 2004-05-19 JP JP2004149286A patent/JP4711641B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04188791A (ja) * | 1990-11-21 | 1992-07-07 | Fujitsu Ltd | 薄膜多層基板の製造方法 |
| JP2002180289A (ja) * | 2000-12-12 | 2002-06-26 | Fuji Photo Film Co Ltd | 平版印刷版用支持体の製造方法 |
| JP2002333719A (ja) * | 2001-05-08 | 2002-11-22 | Murata Mfg Co Ltd | パターン形成用支持体、ペースト組成物、及びそれを用いたパターン形成方法 |
| JP2003058077A (ja) * | 2001-08-08 | 2003-02-28 | Fuji Photo Film Co Ltd | ミクロファブリケーション用基板、その製造方法および像状薄膜形成方法 |
| JP2003234561A (ja) * | 2002-02-08 | 2003-08-22 | Fuji Photo Film Co Ltd | 導電性パターン材料 |
| JP2003309344A (ja) * | 2002-04-18 | 2003-10-31 | Dainippon Printing Co Ltd | 導電性パターン基材の製造方法 |
| JP2004095896A (ja) * | 2002-08-30 | 2004-03-25 | Sharp Corp | パターン形成基材およびパターン形成方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012094855A (ja) * | 2010-10-22 | 2012-05-17 | Korea Advanced Inst Of Sci Technol | パターン転写方法及びパターン転写装置、これを適用したフレキシブルディスプレイパネル、フレキシブル太陽電池、電子本、薄膜トランジスター、電磁波遮蔽シート、フレキシブル印刷回路基板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4711641B2 (ja) | 2011-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3351043B2 (ja) | 多層セラミック基板の製造方法 | |
| JP4789443B2 (ja) | 複合シートの製造方法、積層体の製造方法および積層部品の製造方法 | |
| JP4666950B2 (ja) | 複合体及び複合体の製造方法並びに積層部品の製造方法 | |
| JP4044830B2 (ja) | 複合シートの製造方法、並びに積層部品の製造方法 | |
| JP4711641B2 (ja) | 複合シートの製造方法、積層体の製造方法および積層部品の製造方法 | |
| JP4061188B2 (ja) | 複合シートの製造方法および積層体の製造方法 | |
| JP2003031948A (ja) | セラミック多層基板の製造方法 | |
| JP3886791B2 (ja) | 多層配線基板の製造方法 | |
| JP4737958B2 (ja) | セラミック回路基板の製造方法 | |
| JP4072046B2 (ja) | 複合シートの製造方法および積層部品の製造方法 | |
| JP4922616B2 (ja) | 配線基板とその製造方法 | |
| JP4550560B2 (ja) | 感光性材料、感光性シート、およびそれを用いた多層回路基板の製造方法 | |
| JP2005217051A (ja) | 複合シート及び積層部品並びにその製造方法 | |
| JP4693284B2 (ja) | 多層配線基板およびその製造方法 | |
| JP2005044925A (ja) | 複合シートの製造方法、並びに積層部品の製造方法 | |
| JP2005136007A (ja) | 複合シート、並びに積層部品の製造方法 | |
| JP2005072500A (ja) | 複合シート、積層体およびそれらの製造方法、ならびに積層部品 | |
| JPH08134388A (ja) | 導電性インキ | |
| JP2004119547A (ja) | セラミック配線基板およびその製造方法 | |
| JP2005183828A (ja) | 多層基板及びその製造方法 | |
| JP2004056148A (ja) | 銅ペースト及びそれを用いた配線基板 | |
| JP2006140400A (ja) | セラミック多層基板及びその製造方法 | |
| JP3197147B2 (ja) | 多層セラミック基板の製造方法 | |
| JP2005340305A (ja) | 複合体及び複合体の製造方法並びに積層部品の製造方法 | |
| JP2007287974A (ja) | 回路基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070320 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090825 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100216 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100819 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101007 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110222 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110322 |
|
| LAPS | Cancellation because of no payment of annual fees |