JP2005339929A - 電池モジュールの製造方法 - Google Patents
電池モジュールの製造方法 Download PDFInfo
- Publication number
- JP2005339929A JP2005339929A JP2004155592A JP2004155592A JP2005339929A JP 2005339929 A JP2005339929 A JP 2005339929A JP 2004155592 A JP2004155592 A JP 2004155592A JP 2004155592 A JP2004155592 A JP 2004155592A JP 2005339929 A JP2005339929 A JP 2005339929A
- Authority
- JP
- Japan
- Prior art keywords
- load
- battery module
- battery
- manufacturing
- laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Battery Mounting, Suspending (AREA)
- Filling, Topping-Up Batteries (AREA)
Abstract
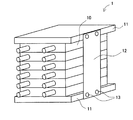
【解決手段】本発明の電池モジュール1の製造方法は,平板状の二次電池10をエンドプレート11で挟んでなる電池モジュール1の製造方法であって,二次電池10とエンドプレート11とを積層し,その積層体に対して厚さ方向に反復的に荷重を掛け,その後その積層体を拘束する。さらに,積層体の拘束を,積層体に荷重を掛けて行うとともに,反復荷重時には,拘束時の荷重より小さい荷重と大きい荷重との間で積層体への荷重を変化させる。
【選択図】 図1
Description
このようにすれば,拘束時の荷重より大きい荷重によって塑性変形要素の変形が急速に進行し,小さい荷重に変化させることによって内部の均一化が進行する。従って,短時間で効率的に,安定した性能の電池モジュールを製造することができる。
例えば,繰り返し荷重の大きさ,繰り返し回数,および拘束荷重等は上記の数値に限らず,各電池モジュール1の大きさや構成等に応じて適切なものを選択すればよい。
また,例えば,上記の形態で示した電池モジュール1の構成は1つの例であり,使用する単体の二次電池10のサイズおよびケースの材料や,電池モジュール1に組み込まれる二次電池10の個数等はこれに限るものではない。また,缶構造でなくラミネート構造の二次電池を使用した電池モジュールの場合は,冷却板はなくてもよい。
また,上記の形態では,その製造段階で缶ケースの内部に電極体が圧入された二次電池10を使用している。このため,電極体はケースに実装されるだけで缶ケースから多少の荷重を受けているが,このような二次電池10に限るものではない。
10 二次電池(平板状電池)
11 エンドプレート
Claims (3)
- 平板状電池をエンドプレートで挟んでなる電池モジュールの製造方法において,
平板状電池とエンドプレートとを積層し,
その積層体に対して厚さ方向に反復的に荷重を掛け,
その後その積層体を拘束することを特徴とする電池モジュールの製造方法。 - 平板状電池を積み重ねてなる電池モジュールの製造方法において,
複数の平板状電池を積層し,
その積層体に対して厚さ方向に反復的に荷重を掛け,
その後その積層体を拘束することを特徴とする電池モジュールの製造方法。 - 請求項1または請求項2に記載の電池モジュールの製造方法において,
積層体の拘束を,積層体に荷重を掛けて行うとともに,
反復荷重時には,拘束時の荷重より小さい荷重と大きい荷重との間で積層体への荷重を変化させることを特徴とする電池モジュールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004155592A JP4581481B2 (ja) | 2004-05-26 | 2004-05-26 | 電池モジュールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004155592A JP4581481B2 (ja) | 2004-05-26 | 2004-05-26 | 電池モジュールの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005339929A true JP2005339929A (ja) | 2005-12-08 |
| JP4581481B2 JP4581481B2 (ja) | 2010-11-17 |
Family
ID=35493260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004155592A Expired - Fee Related JP4581481B2 (ja) | 2004-05-26 | 2004-05-26 | 電池モジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4581481B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012190620A (ja) * | 2011-03-09 | 2012-10-04 | Toyota Motor Corp | 電池拘束装置 |
| JP2013251060A (ja) * | 2012-05-30 | 2013-12-12 | Toyota Motor Corp | 電池システム |
| CN109565085A (zh) * | 2017-01-24 | 2019-04-02 | 株式会社Lg化学 | 用于预测电池模块的变形的装置 |
| US10892514B2 (en) | 2016-12-15 | 2021-01-12 | Toyota Jidosha Kabushiki Kaisha | Method of manufacturing secondary battery stack |
| JP2021039915A (ja) * | 2019-09-05 | 2021-03-11 | トヨタ自動車株式会社 | 電池パック |
| US11764393B2 (en) | 2019-02-08 | 2023-09-19 | Toyota Jidosha Kabushiki Kaisha | Pack case, battery pack, and method for manufacturing pack case |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000156211A (ja) * | 1998-11-19 | 2000-06-06 | Japan Storage Battery Co Ltd | 電池および電池パック |
| JP2004047161A (ja) * | 2002-07-09 | 2004-02-12 | Nissan Motor Co Ltd | 二次電池及びそれを用いた組電池 |
| JP2004055346A (ja) * | 2002-07-19 | 2004-02-19 | Nissan Motor Co Ltd | 組電池、複合組電池およびそれを搭載した車両 |
| JP2004055169A (ja) * | 2002-07-16 | 2004-02-19 | Nissan Motor Co Ltd | 積層型電池を用いた組電池 |
| JP2005339925A (ja) * | 2004-05-26 | 2005-12-08 | Toyota Motor Corp | 単電池の検査方法と組電池の組立方法 |
-
2004
- 2004-05-26 JP JP2004155592A patent/JP4581481B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000156211A (ja) * | 1998-11-19 | 2000-06-06 | Japan Storage Battery Co Ltd | 電池および電池パック |
| JP2004047161A (ja) * | 2002-07-09 | 2004-02-12 | Nissan Motor Co Ltd | 二次電池及びそれを用いた組電池 |
| JP2004055169A (ja) * | 2002-07-16 | 2004-02-19 | Nissan Motor Co Ltd | 積層型電池を用いた組電池 |
| JP2004055346A (ja) * | 2002-07-19 | 2004-02-19 | Nissan Motor Co Ltd | 組電池、複合組電池およびそれを搭載した車両 |
| JP2005339925A (ja) * | 2004-05-26 | 2005-12-08 | Toyota Motor Corp | 単電池の検査方法と組電池の組立方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012190620A (ja) * | 2011-03-09 | 2012-10-04 | Toyota Motor Corp | 電池拘束装置 |
| JP2013251060A (ja) * | 2012-05-30 | 2013-12-12 | Toyota Motor Corp | 電池システム |
| US10892514B2 (en) | 2016-12-15 | 2021-01-12 | Toyota Jidosha Kabushiki Kaisha | Method of manufacturing secondary battery stack |
| CN109565085A (zh) * | 2017-01-24 | 2019-04-02 | 株式会社Lg化学 | 用于预测电池模块的变形的装置 |
| CN109565085B (zh) * | 2017-01-24 | 2022-06-03 | 株式会社Lg新能源 | 用于预测电池模块的变形的装置 |
| US11561152B2 (en) | 2017-01-24 | 2023-01-24 | Lg Energy Solution, Ltd. | Apparatus for predicting deformation of battery module |
| US11764393B2 (en) | 2019-02-08 | 2023-09-19 | Toyota Jidosha Kabushiki Kaisha | Pack case, battery pack, and method for manufacturing pack case |
| US11817544B2 (en) | 2019-02-08 | 2023-11-14 | Toyota Jidosha Kabushiki Kaisha | Pack case, battery pack, and method for manufacturing pack case |
| JP2021039915A (ja) * | 2019-09-05 | 2021-03-11 | トヨタ自動車株式会社 | 電池パック |
| JP7172921B2 (ja) | 2019-09-05 | 2022-11-16 | トヨタ自動車株式会社 | 電池パック |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4581481B2 (ja) | 2010-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4580620B2 (ja) | 電池に用いる渦巻状電極群の製造方法 | |
| JP2019128979A (ja) | 電池モジュール | |
| EP1766704B1 (en) | Retaining apparatus for electrochemical generator | |
| CN103811796B (zh) | 电池组的制造方法 | |
| CN105074955B (zh) | 电池模块 | |
| KR20160051647A (ko) | 이차 전지의 제조 방법 및 이차 전지 | |
| JP2009099383A (ja) | 積層体の加圧構造 | |
| US9437898B2 (en) | Secondary battery including plurality of electrode assemblies | |
| US10797272B2 (en) | Electrode stack restraint | |
| US9876249B2 (en) | Fuel cell stacks with increased natural frequency | |
| WO2011158313A1 (ja) | 蓄電装置 | |
| JP2021503706A (ja) | 最外郭電極の構造及び集電体の材質により使用安全性が向上した電極組立体並びに前記電極組立体を有するリチウムイオン二次電池 | |
| JP4581481B2 (ja) | 電池モジュールの製造方法 | |
| JP2020177747A (ja) | 電池モジュール | |
| KR102265219B1 (ko) | 분리막 잉여부를 접합시키는 전지셀 제조방법 | |
| JP7159965B2 (ja) | 二次電池モジュール及び二次電池モジュールの製造方法 | |
| CN104871339B (zh) | 电池模块 | |
| JP7261911B2 (ja) | 蓄電セル | |
| KR102389694B1 (ko) | 프레임에 형성된 비드를 포함하는 전지모듈 제조방법 및 이에 의해 제조된 전지모듈 | |
| JP2015056257A (ja) | 二次電池 | |
| US20190259988A1 (en) | Battery pack and method of manufacturing battery pack | |
| JP5173223B2 (ja) | 加圧ホルダー付き組電池 | |
| JP2014011066A (ja) | 電池の初期充電方法、充電装置及び電池 | |
| JP7359023B2 (ja) | 蓄電モジュール | |
| JP2619624B2 (ja) | 角形アルカリ電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100803 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100816 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4581481 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130910 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |