以下に、本発明の実施の形態を図、実施例等を使用して説明する。これらの図、実施例等および説明は本発明を例示するものであり、本発明の範囲を制限するものではない。本発明の趣旨に合致する限り他の実施の形態も本発明の範疇に属し得ることは言うまでもない。なお、同一の符号は同一の要素を表すものとする。
有機EL表示素子の多層構造は、たとえば、基板上にカラーフィルタを設け、その上に平坦化の目的のためにオーバーコート層を設け、その上に水または有機物の層間方向への通過を妨げる無機質固体層を設け、その上に透明な第1の電極を設け、その上(第1の電極の非基板面側)に第2の電極を設け、第1の電極と第2の電極との層間に、開口部を備えた絶縁材層と発光層とを設ける多層構造となっている。
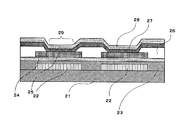
この様子を、図13により例示的に説明する。図13は有機EL表示素子の構成を模式的に示す断面図である。基板21の上に赤、青、緑等のカラーフィルタ22を設ける。これを被覆して平坦面を作るようにオーバーコート層23を設け、その上に無機質固体層24を設け、その上にパターン化された第1の電極25を設け、その上に、開口部29を備えた絶縁材層26と発光層27と第2の電極28とを設ける。このようにして、有機EL表示素子の多層構造が構成されている。第1の電極が陽極、第2の電極が陰極であることが一般的である。なお、上述の構成において、各層や電極の上とは、その層等の上に直接設けられている場合に限らず、その層等との間に別の層等が配置されている構成を含むものとする。従って、各層間あるいは各層と電極との間に別の層が形成されていてもよい。
有機EL表示素子は、通常、透明な第1の電極を信号電極とし、第2の電極を走査電極としてパッシブマトリックス駆動を行うようにする。素子形成上、この構成のものが製造しやすいからである。また、逆に、透明な第1の電極を走査電極とし、第2の電極を信号電極として形成することもできる。さらに、第1の電極と第2の電極をTFTの走査電極または信号電極とすることもできる。
このカラーフィルタやオーバーコート層は有機質からなる層(有機質層)であり、水や有機溶媒等の有機物を保有しやすく、スパッタリング等による第1の電極作製時に、これらの有機質層から発生する水や有機物により、第1の電極の良好な膜形成が阻害される場合がある。また、その後においても、第1の電極の上に設けられた発光層に水や有機物が拡散して、発光を妨げることも知られている。
そこで、第1の電極の下に、水や有機物の拡散を防止するための、酸化ケイ素等からなる無機質固体層を設け、この上に、第1の電極を作製することが行われている。有機質層の上に直接第1の電極を設けると、有機質層と第1の電極との間に十分な接着力が得られない場合が多いが、無機質固体層を設けると、この問題も解消できる。
しかしながら、無機質固体層はピンホールを生じやすく、そのような場合には、有機質層に含まれていた水や有機物がこのピンホールを伝って発光層の発光を阻害する。第1の電極は、複数の、通常はストライプ状のパターンからなっている。無機質固体層のピンホールがこのパターンが置かれている領域にある場合には、第1の電極により、水や有機物の移動が阻止されるが、このパターンが置かれていない領域にある場合には、水や有機物の移動を阻止できないからである。
また、無機質固体層を形成する前に有機質層を乾燥し、水や有機物を徹底的に除去できたとしても、有機EL表示素子の製造中に、使用された水や有機物が、この無機質固体層のピンホールを伝って、図4の矢印に示すようにカラーフィルタやオーバーコート層に侵入する。このような機会は、第1の電極のパターン化等の際のエッチングの洗浄やフォトリソ処理におけるレジストの剥離、絶縁材層の現像やその洗浄等の際に生じる。
そして、いったんカラーフィルタやオーバーコート層に侵入した水や有機物はこのピンホール以外に逃げ道がないため、その後、乾燥処理を施しても十分除去しきれず、有機EL表示素子の完成後、このピンホールを通って、図5の矢印に示すように発光層へと侵入し、その発光を抑えて非発光部分を生じさせる。
上記の経時的な表示欠陥はこのようなメカニズムによって発生しているものと考えられる。なお、図4は第1の電極の非基板面側に他の層が形成されていない時点での断面構造を示している。しかし、第1の電極の非基板面側に他の層が形成された後の構造についても同様の問題が生じる。
すなわち、基板上に、透明な第1の電極が備えられ、第1の電極の非基板面側に第2の電極が備えられ、第1の電極と第2の電極の層間に発光層が備えられ、第1の電極と基板との層間に有機質層が備えられ、第1の電極と有機質層との層間に、水または有機物の層間方向への通過を妨げる無機質固体層が備えられた有機EL表示素子は、無機質固体層にピンホールが存在すると、経時的に、図12に示すようなシミ状の非発光部が生じ、表示欠陥をもたらす。対策として、無機質固体層を厚くすることが考えられるが、それでもピンホールを完全に除去することは困難であり、製造コストの上昇等の問題も生じる。
この問題は、第1の電極と有機質層との層間であって、かつ、第1の電極のパターンが置かれていない領域の少なくとも一部に、無機質固体層を例えば、0〜5nmの層厚で有するようにすることで解決でき、経時的な表示欠陥が生じないまたは生じ難い有機EL表示素子を実現することができる。
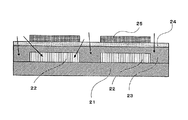
この様子を、図3により説明する。同図は本発明に係る有機EL表示素子の模式的側断面図である。基板21の上に赤、青、緑等のカラーフィルタ22を設け、これを被覆して平坦面を作るようにオーバーコート層23を設け、その上に無機質固体層24を設け、その上にパターン化された第1の電極25を設け、その上に、開口部29を備えた絶縁材層26と発光層27と第2の電極28とを設ける。このようにして、有機EL表示素子の多層構造が構成されているが、第1の電極の一様な層を形成後第1の電極をパターン化する際に、第1の電極とその下の無機質固体層とさらにその下のオーバーコート層の一部とをエッチングにより除去したため、第1の電極のパターンが置かれていない領域(以下、「パターンが置かれていない領域」を単に「パターン間」あるいは「第1の電極間」と言う場合がある。)の無機質固体層の層厚が0nmになっている場合を例示している。本発明において、「無機質固体層が0nmの層厚で備えられてなる」場合には、このように、パターンが置かれていない領域の全部に、無機質固体層が存在していない場合も含まれる。
このようにすれば、第1の電極の作製時には、無機質固体層24により、カラーフィルタ22、オーバーコート層23中から、水や有機物が無機質固体層24上に拡散することを防止でき、第1の電極25と無機質固体層24との間の接着力を確保できる。
また、第1の電極作成後の各層の作製時に使用した水や有機物は、第1の電極のパターン間の無機質固体層が除去されたため、図6の矢印に示すように、カラーフィルタ22、オーバーコート層23中に拡散しやすくなるが、その後の乾燥等により、図7の矢印に示すように、容易に除去することが可能となる。なお、図6は、図4と同様、第1の電極の非基板面側に他の層が形成されていない時点での断面構造を示しているが、第1の電極の非基板面側に他の層が形成された後の構造についても同様に考えられる。
従って、有機EL表示素子の内部を最終的にシールする際に内部の水や有機物を十分除去しておけば、経時的な表示欠陥の発生を防止できる。なお、図7は発光層27と第2の電極28とを設けた図になっているが、水や有機物の除去の時期としては、このような時期に限定されるものではなく、好ましくは第2の電極形成前までに行う。第2の電極形成後では第2の電極がバリアとなり水や有機物の除去の効率が悪い場合が多いからである。より好ましくは発光素子層の有機膜の形成前までに行う。有機膜形成後では、加熱による乾燥を行いにくい場合が多いからである。具体的には、実際の有機EL表示素子の作製工程に応じて定めることができる。
第1の電極のパターン間の無機質固体層は、必ずしも0nmである必要はなく、0〜5nmの範囲の層厚があればよい。たとえ0nmでなくても、無機質固体層が十分に薄いと、水や有機物の除去が可能となるからである。たとえば、2nm程度以下になると均一に成膜することが難しく、部分的に無機質固体層が存在しない領域が出てくる。ここでいう無機質固体層の層厚は平均値である。
第1の電極のパターン間の無機質固体層の層厚が0.5〜5nmであることが好ましい場合が多い。水や有機物の侵入を防止できると共に、無機質固体層を通して水や有機物の除去が可能となるからである。
ただし、無機質固体層が表面に露出する部分の、酸、アルカリ、有機溶剤、プラズマやブラシ等への耐プロセス性を考慮すると、無機質固体層の層厚は透水性を維持する範囲で厚いほうが好ましい。無機質固体層の成膜条件、素子蒸着前の乾燥条件との関係で無機質固体層の層は、5〜10nmであることが好ましい場合もある。
例えば、無機質固体層としてSiO2膜をスパッタ成膜により形成する場合は、基板温度200〜230℃で成膜した場合、10nm程度の厚さでも透水性が十分高い。上記のとおり耐プロセス性の観点では、無機質固体層の層厚は厚い方が好ましい。この場合、無機質固体層の層は、5〜10nmとして、素子蒸着前の乾燥を200〜250℃で加熱乾燥の工程を用いたところ良好な結果を得た。
同様に、無機質固体層として、基板温度100℃以下でスパッタ成膜したSiO2膜を用いる場合は、厚さ10nmでは透水性が足りないことがわかっている。この場合は、無機質固体層の層は、1〜5nmとすればよい。
本発明においては、第1の電極の配置前に、水や有機物が有機質層に侵入するのを防止するため、第1の電極の基板面側に、無機質固体層が、0〜20nmの層厚で配置されることが好ましい。この無機質固体層は、パターン間の無機質固体層と同一の層として作製されたものでも、別々の層として作製されたものでもよい。同一面に存在しなくてもよいが、水や有機物が有機質層に侵入するのを防止するため、有機質層と第1の電極との層間に配置される。同一の層として作製されたものである場合は、第1の電極のパターン間の無機質固体層の層厚が0〜5nm、第1の電極のパターンが置かれている領域(以下パターン下という場合もある)の無機質固体層の層厚が0〜20nmということになる。
第1の電極のパターンが置かれている領域の無機質固体層の層厚も0〜5nmであってもよい。
第1の電極のパターン下の無機質固体層に0〜5nmの範囲の薄い層厚がない場合としては、図8Aに示すように、無機質固体層24をいったん5nmを超える厚さに形成し、その後、図8Bに示すように、第1の電極のパターン間の無機質固体層を0〜5nmの範囲にまでエッチングする例を挙げることができる。あるいは、第1の電極を形成後、基板の表面を研磨して、第1の電極のパターン間の領域の無機質固体層を除去することも可能である。この場合、第1の電極の表面も研磨されるため、全体的に厚みが減少する。図8Bは、当面電極パターン間の無機質固体層をすべて除去した例であるが、0〜5nmの範囲の層厚を残す場合や、図3のようにオーバーコート層を含めて除去する場合も本発明の範疇に属することはいうまでもない。
第1の電極のパターン下の無機質固体層に5nm以下の層厚がある場合としては、図13の無機質固体層24を最初から5nm以下の層厚で形成する例を挙げることができる。この場合には、第1の電極のパターン間の無機質固体層もすでに0〜5nmの範囲に入っているのでさらにエッチングする必要はないが、水や有機物の除去を容易にするためさらにエッチングすることもできる。
なお、第1の電極のパターン間の無機質固体層に0〜5nmの層厚があるという本発明の要件は、上記の例によって限定されるわけではない。第1の電極のパターン下の無機質固体層の一部が0〜5nmの範囲の層厚を有する場合や、第1の電極のパターン間の無機質固体層の一部が0〜5nmの範囲の層厚を有する場合も含まれる。具体的にどの程度の層厚が好ましいか、どの程度の部分を0〜5nmの範囲の層厚にすることが好ましいかは、それぞれのパラメータを変化させた組み合わせを想定し、それぞれの場合について試作し、試験等を行い、経時的な表示欠陥の発生を防止できるかどうかを検討することで容易に定めることができる。
さらに、上記の効果は、第1の電極のパターン間の無機質固体層の層厚が、第1の電極のパターン下の無機質固体層の層厚より小さいことによる効果であると考えることもできる。すなわち、いったん形成した無機質固体層について、第1の電極のパターン間の無機質固体層の層厚が、第1の電極のパターン下の無機質固体層の層厚より小さいようにする工程を加えることにより、第1の電極の作製時の不都合を防止し、その後の水や有機物の除去を容易にすることができる。この場合の層厚は平均値で判断することができる。
より厳密に言えば、第1の電極のパターン下の無機質固体層のうちでも、本発明に係る有機EL表示素子を基板主面に垂直な方向から見た場合に、第2の電極との交差部をなす部分の層厚よりも、第1の電極間の無機質固体層の層厚が薄ければよい。
このような構成は、第1の電極と第2の電極の交差部の少なくとも一部に、無機質固体層をあらかじめ形成し、第1の電極のパターンを形成した後に、第1の電極のパターンを置かない領域に対応する前記無機質固体層をエッチング処理することで得ることができる。あるいは基板の表面を研磨することにより第1の電極のパターンを置かない領域に対応する前記無機質固体層を除去することができる。
第1の電極のパターン間の無機質固体層を0〜5nmの層厚になす方法としては、公知のどのような方法でもよいが、第1の電極のパターニング後、パターンを置かない領域に対応する無機質固体層をエッチング処理する方法がもっとも合理的である。エッチングはドライエッチングとウエットエッチングのいずれでも、またその両方を採用してもよい。
このとき、第1の電極のパターンの下にある無機質固体層が一部エッチングされてアンダーカットを生じる場合もあるが、絶縁材層等で充填できる限り、特に問題はない。
あるいは、第1の電極を形成後、基板の表面を研磨して、第1の電極間の領域の無機質固体層を除去することも可能である。研磨することにより、第1の電極間の領域の無機質固体層に加えて、第1の電極の表面も除去されるため、第1の電極の表面の凹凸を小さくすることができる。この場合、第1の電極の厚みも減少する点を考慮して、第1の電極を厚めに成膜しておく。
さらに水分等の乾燥除去に対して好適な第1の電極間の無機質固体層の層厚は、上述の値に限られるものではない。例えば、無機質固体層及び第1の電極の成膜条件に応じて無機質固体層の膜質が変化するため、乾燥除去に好適な層厚が変化する。具体的には、無機質固体層及び第1の電極の成膜温度が高い場合、層厚が5nmよりも厚くても水分の乾燥除去に適している。一方、無機質固体層及び第1の電極の成膜温度が低い場合、層厚が5nmよりも薄くても水分の乾燥除去に適している傾向にある。なお、無機質固体層と第1の電極は、通常、同じスパッタ装置にて成膜されるため、略同じ温度で形成される。
例えば、成膜温度が200℃程度と高温の場合、第1の電極間の無機質固体層の層厚は0〜20nmであることが好ましい。なお、例えば、第1の電極にITOを用いた場合、200℃以上で成膜すると多結晶のITOが形成される。一方、成膜温度が100℃以下と低温の場合、層厚は5nmより薄いことが好ましい。100℃以下で成膜するとが非晶質のITOが形成される。また、後工程における耐久性の観点から、無機質固体層の層厚を1nm以上とすることが望ましい。このように形成した無機質固体層に有機質層中の水分又は有機物の乾燥除去に好適である。もちろん、無機質固体層は上記の層厚になるように成膜してもよいし、一度上記の膜厚よりも厚く成膜した後で、その一部をエッチング等により除去しても良い。
乾燥除去に好適な無機質固体層には乾燥工程において有機質層中の水又は有機物が有機質層からその上層に透過するための透水経路が形成されている。ここで透水経路とは、カラーフィルタ22及びオーバーコート層23に含まれている水分又は有機物が乾燥工程において無機質固体層を透過する経路である。すなわち、乾燥工程において、水分等は透水経路において層間を移動可能であるため、無機質固体層に形成された透水経路を介して有機質層の水分等が除去される。第1の電極を形成した後に乾燥工程を行う場合、第1の電極間に形成された透水経路を通って水分等が除去される。
この透水経路は無機質固体層において表示領域全体にわたって均一に形成されていることが望ましい。また、第1の電極を形成後に乾燥工程を行う場合は、第1の電極のパターン間に均一に形成されていることが望ましい。透水経路がある一定の密度以上で均一に形成されていない場合、有機質層の水分等を十分除去することができないため、図12に示すように透水経路がない部分にシミ状の非発光部が観察される。
無機質固体層において、電極間に形成された有機発光層に対応する画素の全てに対応して透水経路が形成されていることが望ましい。すなわち、図12に示すようなマトリクス状の画素がある場合、全ての画素の周辺領域(1つの画素と隣り合う画素との間の領域)には少なくとも1つの透水経路が形成されていることが望ましい。さらに全ての画素において画素と画素との間の領域に透水経路が少なくとも1つ以上形成されていることが望ましい。これにより、有機質層の水分等が十分に除去されるため、全ての画素に対して経時的な表示欠陥の発生を防ぐことができる。
乾燥工程における水分等の除去に好適な透水経路が無機質固体層に形成されている否かを判別するためには、例えば、真空チャンバー内に基板を載置して基板を加熱する。透水経路が十分に形成されている場合は、透水経路を介して水分等が抜け出てくるため。チャンバー内の圧力上昇が確認される。すなわち、チャンバー内の圧力が上昇した場合、透水経路が十分形成されており、無機質固体層の透水経路が乾燥除去に適していることが確認される。一方、チャンバー内の圧力が上昇しない場合、透水経路が不十分であり、水分等を十分に除去することができないため、無機質固体層の透水経路が乾燥除去に適していないことが確認される。このようにして、透水経路が乾燥除去に好適に設けられているか否かを判別することができる。
上述のように厚みが数nmの極薄の無機質固体層は成膜パワーを低くすることあるいは成膜時間を短くすることにより形成される。例えば、移動成膜をするインライン式のスパッタ装置において、成膜時間を短くするため、基板の搬送速度を速くすることにより極薄の無機質固体層を形成することができる。例えば、正確に測定することができる膜厚と実際に成膜する極薄層の膜厚の比に基づいて、搬送速度を変えて成膜する。これにより、成膜時間を短くすることができ、極薄の無機質固体層を均一に形成することができる。
また以下の方法で形成した極薄の無機質固体層の膜厚を触針式段差計で測定することもできる。有機質層、無機質固体層、透明電極パターンが積層されている状態の試料を用いる。透明電極パターンをマスクとして無機質固体層をエッチングする。透明電極がITO膜、無機質固体層がSiO2膜のとき希フッ酸をエッチング液に用いれば、SiO2膜のみがエッチングによって除去され、下層の有機質膜はエッチングされない。
この後、ITO膜をエッチングで除去する。このようにすることにより、有機質膜上にSiO2膜のパターンが残る。これを触針式段差計で測定する。通常、触針式段差計で1〜10nmの段差を精度よく測定することは困難である。しかし、透明電極パターンとして有機EL表示素子のマトリクス素子用パターンを用いれば、高密度に段差が形成されるため、触針式段差計で周期的に複数の段差を測定できる。
そのため、ノイズと段差の区別がしやすく、測定精度を向上させることができる。こうして3nm程度以上の段差は再現性よく測定することができる。
本発明に係る無機質固体層としては、水や有機物の拡散を防止できる機能を有する材料を用いる。好ましくは第1の電極との接着性が良好なものであれば、どのようなものでも使用することができる。酸化ケイ素(SiO2)、酸化ジルコニウム(ZrO2)、窒化ケイ素(SiNx)、酸窒化ケイ素(SiOxNy)、酸化タンタル(TaOx)、酸化アルミニウム(AlOx)等の無機化合物を好ましいものとして含むことができる。酸化ケイ素膜が特に好ましい。無機質固体層はスパッタ法などの公知の方法で形成することができる。異種材料からなる多層であってもよい。多層の場合には酸化ケイ素膜を含むことが好ましい。さらに、多層構造の場合、酸化ケイ素膜の上に酸化ジルコニウム膜を形成することが望ましい。これにより、無機質固体層の上に形成される第1の電極の表面の凹凸を小さくすることができる。酸化ジルコニウム層はジルコニウムのターゲットで酸素ガスを用いたスパッタで形成することができる。
本発明における基板は有機EL表示素子の支持体であり、ガラス、プラスチックフィルム等の透明な基板が一般的には使用される。より具体的には、アルカリバリアー付きのソーダライムガラス基板または無アルカリガラス基板を用いる場合が多い。また、防湿コートを施したプラスチック基板を用いることもできる。プラスチックの場合には、ポリカーボネート、ポリメタアクリレート、ポリスルホンなどを例示できる。
第1の電極としては、インジウム錫酸化物(ITO)薄膜、錫酸化物の膜を使用することができる。また、仕事関数の大きい銀、金等の金属、ヨウ化銅などの無機導電性物質、ポリ(3−メチルチオフェン)、ポリピロール、ポリアニリン等の導電性高分子により構成してもよい。第1の電極の層厚は、必要とする透明性に依存するが、可視光の透過率が60%以上、好ましくは80%以上であり、この場合の層厚は一般的には5〜1000nm、好ましくは10〜500nmである。金属電極としてはAl,Cr等が使用できる。
第2の電極には公知の有機EL用の電極材料を含め、種々のものが使用できる。たとえば、マグネシウム−アルミニウム合金、マグネシウム−銀合金、マグネシウム−インジウム合金、アルミニウム−リチウム合金、アルミニウム等を挙げることができる。
発光層に用いる物質としては、蛍光量子収率が高く、第2の電極からの電子注入効率が高く、さらに電子移動度が高い化合物が有効である。公知の有機発光性物質、たとえば、8−オキシキノリン系錯体、テトラフェニルブタジエン、スチリル系色素、オキサジアゾール系色素などを使用することができる。
このような発光層の層厚は、通常10〜200nmであり、好ましくは、20〜80nmである。なお、発光層には、正孔輸送層、界面層、電子注入層、電子輸送層等が付随することがあるが、そのような層が存在する場合には、本発明における発光層はそれらも含んだ層を意味する。
本発明に係る有機質層としては、有機成分を含むどのような層も含めることができる。
要すれば、水や有機物を含有し得る物質よりなる層である。カラーフィルタ、色変換層、干渉制御用透明膜、オーバーコート層、ブラックマトリックスを例示することができる。
本発明は、有機質層としてカラーフィルタとオーバーコート層とを含む場合に、実用上特に好ましい。
本発明に係る有機EL表示素子は、表示用の画素を確定するため、第1の電極と第2の電極との交差部分に対応せしめられた開口部を有する絶縁層がさらに備えられてなることが好ましい。
オーバーコート層や絶縁材層を形成する材料としては、ポリイミド樹脂などの高分子材料がよく用いられるが、特に制限はなく、十分な絶縁性を有する公知の材料を用いることができる。ただし、オーバーコート層は発光部が外部から見えるように、透明性を有することが必要である。オーバーコート層や絶縁材層の形成方法としては、公知の方法を採用できる。
本発明に係る有機EL表示素子の製造方法によれば、基板上に、透明な第1の電極を配置し、第1の電極の非基板面側に第2の電極を形成し、発光層を第1の電極と第2の電極の層間に位置するように形成し、第1の電極と基板との間に有機質層を形成し、第1の電極と有機質層との層間であって、かつ、第1の電極のパターンを形成しない領域の少なくとも一部に、水または有機物の層間方向への通過を妨げる無機質固体層を0〜5nmの層厚で配置し、その後水や有機物の除去を行う。ここで除去とは、含有されている水又は有機物の質量を低減することを意味し、必ずしも、物質として存在しない状態にする、ということではない。
水や有機物の除去は、既述のごとく、画素の集合よりなる表示部をシール封止して有機EL表示素子の内部を最終的にシールするまでの任意の段階で1回以上行うことができる。好ましくは第2の電極形成前までに行う。第2の電極形成後では第2の電極がバリアとなり水や有機物の除去の効率が悪い場合が多いからである。より好ましくは発光素子層の有機膜の形成前までに行う。有機膜形成後では、加熱による乾燥を行いにくい場合が多いからである。具体的には、実際の有機EL表示素子の作製工程に応じて定めることができる。
水や有機物の除去には乾燥処理が好ましい。乾燥処理の方法は、加熱、乾燥ガスの流通、減圧等、どのようなものでもよい。それらを組み合わせてもよい。
より具体的には、乾燥ガスの流通による乾燥ガス雰囲気下や減圧下で加熱乾燥処理することが乾燥の効率が高く、好ましい。この場合に減圧の程度は適宜選択することができる。減圧前に乾燥ガスで雰囲気を置換しておく方法も有用である。この乾燥ガスとしては、乾燥空気、窒素、アルゴン等を使用することができる。
一方、製造装置コストの観点からは水や有機物の除去の方法として、常圧大気下加熱処理が簡便で処理の均一性、再現性も良好で好ましい。ただしこの場合は加熱処理後、発光層形成のために真空装置に入れるまでの間に大気中を通過し水分を再吸着する危険性がある。この影響を除くためには、第1には水分再吸着を抑制すること、第2には真空装置内で真空乾燥を行い再吸着した水分を除去すること、のいずれか、または両方を組み合わせて適用すればよい。
水分再吸着を抑制する方法として、以下のものがあげられる。第1に、加熱処理から真空装置に入れるまでの時間を短くする方法、第2に、真空装置に入れるまでの間基板温度を100℃程度以上の高温で維持する方法、第3に、加熱処理から真空装置に入れるまでの基板通過部分の雰囲気の湿度を低くする方法、等があげられる。なかでも、加熱処理を完了してから真空装置に入れるまでの時間を短くすることにより、真空装置に入れるまでの基板温度を高温状態で維持する方法が簡便でかつ効果が大きい。またはこれらのいくつかを組み合わせて適用してもよい。これにより、水分又は有機物が除去された後、有機質層に水分又は有機物が再吸着することを防ぐことができる。
また乾燥が不十分の場合あるいは上記再吸着水分の除去が不十分の場合、発光領域の第1の電極の端部側から発光の暗いあるいは非発光の領域が形成され、発光面積が減少する。さらにこのような素子は高温で保管することにより発光面積の減少が進行する。
乾燥処理等による水や有機物の除去後、表示部をシール封止するまでの間、常圧状態または減圧状態の乾燥ガス雰囲気下で必要な処理を行うことが好ましい。乾燥ガスとしては、乾燥空気、窒素、アルゴン等を使用することができる。
また、表示部をシール封止して本発明に係る有機EL表示素子を完成するに当たっては、外気の侵入による経時的劣化を防止するため、乾燥ガス雰囲気で封止することが好ましい。この乾燥ガスとしては、窒素、アルゴン等の使用した材料に対し不活性なガスを使用することが好ましい。
次に上述の構成を有する有機EL表示素子の製造方法について図1及び図2を用いて説明する。図1は本発明にかかる有機EL表示素子の有機発光層形成装置の一例を示す模式図である。図2は本発明にかかる有機EL表示素子の製造工程の一例を示すフローチャートである。
図1において、60は有機EL表示素子の製造装置の一つである有機発光層形成装置であり、70は加熱炉である。有機発光層形成装置60は受入室61と搬送室62と前処理室63と有機蒸着室64と真空保管室65と電極蒸着室66と、窒素置換室68と封止室69とを備えている。有機発光層形成装置60は真空ポンプ等を有しており、外部から隔てられた真空チャンバーを排気することができる。すなわち、有機発光層形成装置60はこの真空チャンバー内において、基板に所定の処理を行う真空装置である。有機発光層形成装置60では有機発光層の形成のみならず、第2の電極の形成及び基板の封止までが行われる。加熱炉70では常圧大気下あるいは乾燥ガス雰囲気下で基板を加熱して、乾燥処理を行う。後述するように、この加熱炉70から有機発光層形成装置60に基板が搬送される。
まず、基板上にカラーフィルタを形成する(ステップS101)。カラーフィルタは通常R、G、Bの三色からなるため、3回パターニングを繰り返す。次にカラーフィルタの上にオーバーコート層を形成する(ステップS102)。そして、オーバーコート層の上に無機質固体層を形成する(ステップS103)。無機質固体層は上述のように透水経路が均一に形成される条件で成膜される。無機質固体層の上には第1の電極を形成する(ステップS104)。第1の電極は上述のように透明導電膜により形成され、例えばストライプ状にパターニングされる。なお、無機質固体層の上には、陽極や陰極の補助配線を形成しても良い。
第1の電極の上に絶縁材層を形成する(ステップS105)。絶縁材層は上述のとおり、画素に対応する領域に開口部を有するようパターニングされる。絶縁材層の上には隔壁(陰極セパレータ)が形成される(ステップS106)。隔壁は逆テーパー形状をしており、第1の電極と直交する方向に設けられ。この隔壁により、後の工程で形成される第2の電極が分離される。
隔壁を形成した後、加熱炉70において基板を加熱することにより有機質層に含まれる水分又は有機物を除去する(ステップS107)。加熱炉70は1枚又は複数の基板を加熱する。有機質層に含まれている水分又は有機物は無機質固体層に設けられている透水経路を介して除去される。この時、乾燥ガス雰囲気下で加熱処理を行い、透水経路を介して有機質層に含まれる水又は有機物を除去することが好ましい。乾燥ガスとしては、乾燥空気、窒素、アルゴン等を使用することができる。例えば、基板を100℃以上に加熱処理して、水分又は有機物を除去することが可能である。また、乾燥工程では常圧大気下で加熱処理を行う加熱炉70を用いることが製造装置コスト上好ましい。ただし、この場合、乾燥工程後基板が大気に曝露され、大気中の水分等が再付着するのを防ぐ必要がある。
乾燥工程により、有機質層に含まれる水分又は有機物が除去された基板を、乾燥ガス雰囲気下で加熱炉70から有機発光層を形成する有機発光層形成装置60まで搬送することが好ましい(ステップS108)。このとき、基板を搬送する搬送経路に乾燥ガスを流通させながら、基板を搬送することができる。例えば、基板の搬送経路は周囲の環境と分離するようにする。搬送経路を通過する基板を、周囲よりも相対的に低湿度の常圧ガス雰囲気下において、搬送することもできる。このとき、水分等の再吸着を防ぐため、基板を乾燥ガス雰囲気下で搬送することが特に好ましい。
しかし、乾燥に用いる加熱炉が常圧大気雰囲気で用いられる場合、基板の搬送経路を水分等の再吸着を完全に防げるほど十分な乾燥状態に保つことは困難である。そこで、乾燥時間をさらに短くし、基板温度を例えば100℃以上の高温に保ったまま有機発光層形成装置60に搬入することが好ましい。例えば、炉内が230℃の加熱炉70から1分間かけて搬送した場合、基板温度100℃程度の状態で有機発光層形成装置60内に移動させることができる。そして、有機発光層形成装置60内では乾燥ガス雰囲気下から真空状態として有機発光層を形成する。あるいは乾燥ガス雰囲気下で保持したまま、有機発光層60を形成するようにしてもよい。
このように、加熱処理後、乾燥ガス雰囲気下で有機膜形成装置装置60まで搬送する。ここで、乾燥ガス雰囲気は常圧状態又は減圧状態のいずれでもよい。通常、有機発光層は、蒸着により形成されるため、有機発光層を形成する有機発光層形成装置60は真空装置となる。すなわち、有機発光層形成装置は真空蒸着装置となる。真空蒸着装置では通常、蒸着源を加熱することにより、蒸着を行う。
乾燥ガス雰囲気下での搬送が完了したら、高温状態となっている基板は受入室61に搬入される。そして、受入室61を排気して真空状態とする。これにより、外部から遮断され、水分等が基板に再吸着するのを抑制することができる。真空状態となった受入室61を搬送室62と連通させることにより、搬送室62に設けられている基板搬送ロボットで基板を各処理室に搬送させることが可能になる。
有機発光層形成装置60の受入室61内に搬入が完了したら、搬送室62を介して真空保管室65まで基板を移動させ、真空保管を行う(S109)。ここで搬送室62並びに搬送室62と連通可能な、前処理室63、有機蒸着室64、真空保管室65、電極蒸着室66及び窒素置換室68にはそれぞれ真空ポンプが設けられており、真空状態となっている。そして、真空下で基板を受入室61から真空保管室65に搬送室62を介して移動させる。これにより、有機発光層形成装置内に基板を搬入してから、真空下のままの状態で基板を真空保管することができる。真空保管室65には処理時間に合わせて、1枚あるいは複数の基板を保管可能に設けられている。これにより、搬送工程で再付着した水分等を除去することができる。なお、基板を100℃以上で搬送させた場合、真空装置に保管するまで基板を100℃以上で保持することが好ましい。有機発光層形成用の真空装置内で、有機発光層の蒸着前に真空保管することにより、基板を有機発光層形成装置60まで搬送する搬送工程で基板に再付着した水分等を除去することができる。
真空保管室65内での保管が終了した、搬送室62を介して有機蒸着室64まで基板を移動させ、基板に有機発光層を形成する(ステップS110)。このときも、同様に搬送室62及び有機蒸着室64は真空状態とし、真空下において、搬送室62を介して基板を真空保管室65から有機蒸着室64まで搬送する。有機蒸着室64には有機発光層を蒸着するための蒸着源やマスクが設けられている。この蒸着源を加熱等することにより有機発光層が蒸着される。また、上述のように有機発光層は多層構造で形成されていてもよい。この場合、有機蒸着室64を蒸着する材料の種類に合わせて、複数設けることが好ましい。なお、有機発光層を形成する前に、所定の温度まで基板を冷却するようにしてもよい。この場合、真空保管室65に冷却機構を設けることが好ましい。そして、真空保管室65において、上述のように100℃以上の高温状態で維持されていた基板を冷却する。これにより、真空保管と冷却を同時に行うことができ、生産性を向上することができる。
有機発光層が形成された基板を電極蒸着室66まで搬送して、第2の電極を形成する(ステップS111)。このときも、同様に搬送室62及び電極蒸着室66は真空状態とし、真空下において、搬送室62を介して基板を有機蒸着室64から電極蒸着室66まで搬送する。電極蒸着室66には電極となる金属材料の蒸着源及びマスクが設けられている。この蒸着源を加熱等することにより第2の電極が蒸着される。ここで同一の真空装置で有機発光層と第2の電極を形成することにより、真空状態を保持したまま、有機発光層と第2の電極を形成することができる。例えば、1台の真空蒸着装置の異なるチャンバーで有機発光層と第2の電極とをそれぞれ形成することにより、真空状態を保持することができる。これにより、基板が大気に曝され、水分等が再吸着するのを防ぐことができる。
また、有機発光層を形成する前、あるいは真空保管前に基板を前処理室63に移動させ、前処理を行ってもよい。前処理室63では、例えば、プラズマ照射あるいは紫外線照射により基板を洗浄する工程を行う。基板に水分等が再吸着するのを防ぐため、この前処理室63も同様に真空排気して、真空下において基板を搬送するようにする。
この時、ステップS109で真空中での保管を開始してから、第2の電極を形成するまでの間の時間を60分以上とすることが好ましい。具体的には基板を受入室61に搬入して、受入室が真空状態となった後、第2の電極を形成する前の時間が60分以上とする。第2の電極を形成する前の時間を長くすることにより、有機質層に含まれる水分等を除去することができる。また、第2の電極形成後では第2の電極がバリアとなって、水分等の除去を妨げるおそれがあるからである。なお、真空保管は有機発光層形成後に保管してもよい。さらには、有機発光層形成後及び有機発光層形成前の両方で真空保管を行っても良い。真空保管開始から第2の電極を形成する前のトータルの時間が60分以上になればよい。真空装置には基板を待機させる専用のチャンバーを設けることが好ましく、このチャンバーを真空保管室65として、真空保管室65で冷却を行うようにすれば、生産性を向上することができる。
蒸着所要時間が60分以上かかる場合はその時間を真空保管時間と考えて、特に保管というステップを設けなくてもよい場合もある。しかし、一般的に量産工程においては、30分程度以内で蒸着を完了する。そのため、真空装置内に基板を保管するための真空保管室65を設け、追加の保管時間を設けることが好ましい。基板が真空装置に入ってから、第2の電極を形成するまでの蒸着時間と保管時間の合計時間が60分以上になることが好ましい。必要な真空保管時間は、搬送工程の装置の仕様に依存した水分付着量と、必要とされる素子性能との兼ね合いで決定すればよい。製造装置のコストや製造工程の管理の都合から60〜180分の範囲が現実的と考えられる。
そして、電極が蒸着された基板を窒素置換室68に搬送室62を介して移動させる。基板搬送前、窒素置換室68は真空状態となっている。そして、窒素置換室68に基板が搬送されたら、窒素置換室68に乾燥窒素ガスを供給する。所定量の窒素ガスを供給し、周辺雰囲気を乾燥窒素雰囲気としたら、基板を封止室69に搬送する。封止室69は予め窒素ガス雰囲気となっている。
次に封止室69において、第2の電極が形成された基板を封止する(ステップS112)。例えば、乾燥窒素等の乾燥ガス雰囲気下で第2の電極までの積層構造が形成された基板と捕水材が設けられた対向基板を対向配置して、シール材によりシール封止する。これにより、図10に示すように複数の画素を備える表示部が封止される。この時、第2の電極を形成した後、シール封止するまでの間、基板を乾燥ガス雰囲気下で保持することが好ましい。無機質固体層の透水経路を介して有機質層の水等を除去した後、封止するまでの間、乾燥ガス雰囲気下で保持することが好ましく、さらに常圧状態の乾燥ガス雰囲気下又は減圧状態の乾燥ガス雰囲気下のいずれかの状態下とすることが好ましい。
なお、ここで減圧状態とは、有機発光層形成装置内における真空状態を含むものとする。すなわち、水又は有機物を除去する工程(ステップS107)の後、封止工程(S112)までの間、基板を常圧状態又は減圧状態の乾燥ガス雰囲気下あるいは真空下で保持することが好ましい。有機発光層及び第2の電極を蒸着により形成する場合、これらの蒸着工程は真空装置内において真空状態で行われる。従って、水又は有機物を除去する工程(ステップS107)から真空保管までの工程(ステップS109)及び第2の電極を形成する工程(ステップS111)から封止工程(S112)までの工程を乾燥ガス雰囲気下で必要な処理、搬送を行うことが好ましい。例えば、外部とは遮断された乾燥ガス雰囲気下で製造装置間(加熱炉70と有機発光層形成装置60)における基板搬送を行うようにする。
すなわち、水又は有機物を除去する工程(ステップS107)から、封止工程(S112)までの全期間において、基板が乾燥ガス雰囲気下又は真空下のいずれかの状態下とする。これにより、水分等の再付着を防止することができる。もちろん、この期間において、基板は乾燥ガス雰囲気下から真空下に遷移してもよく、真空下から乾燥ガス雰囲気下に遷移してもよい。
具体的には、水又は有機物を除去する工程(ステップS107)の後、乾燥ガス雰囲気下で有機発光層及び第2の電極を形成する真空蒸着装置(有機発光層形成装置60)まで基板を搬送する。さらに第2の電極を形成した後、封止を行う封止装置まで乾燥ガス雰囲気下で基板を搬送する。そして、封止工程についても乾燥ガス雰囲気下で実施する。これにより、水分等の再吸着を防ぐことができ、表示特性の経時的な劣化が低減された有機EL表示素子を製造することができる。なお、水又は有機物を除去する工程(ステップS107)を常圧大気下で加熱処理により実行する場合、加熱炉から乾燥ガス雰囲気下で基板を取り出して、乾燥ガス雰囲気下で保持したまま搬送するようにする。
上述のように十分に有機質層の水分又は有機物を除去し、また水分又は有機物の再吸着を防ぐか再吸着分の除去を十分に行うことによって、発光面積減少を抑制することができる。このとき、1画素における非発光部の幅すなわち発光部の減少の幅を全てに画素において10μm以下とすることができた。すなわち、例えば、図12に示す形状の画素がある場合において、発光部の減少の幅dを10μm以下とすることができた。なお、発光部の減少の幅dは絶縁材層の開口部の端部からの幅を示している。すなわち、ここで発光部の減少の幅dは、絶縁材層の開口部における非発光部の幅すなわち、絶縁材層の開口部の端部から発光が始まる位置までの距離を示している。画素の端部からdの距離を隔てた位置から発光が開始する。発光部の減少の幅dは第1の電極と第2の電極の間に有機発光層が挟まれた領域における非発光部の幅となる。なお、図12では、横方向に第1の電極が形成されており、発光部は第1の電極間から減少していく。ここで、絶縁材層の開口部、すなわち1画素は210μm×60μmであった。
シール封止が行われた後、基板は有機発光層形成装置60から取り出される。この基板は切断分離され、駆動回路が実装される。これにより、有機EL表示装置が完成する。また、シール封止後、加熱処理してもよい(ステップS113)。このように透水経路を介してカラーフィルタやオーバーコート層等の有機質層に含まれる水分等が除去される。この透水経路を有する無機固体層は、乾燥工程で例えば基板を加熱すると、透水経路を通じて水分等が透過することができる。一方、乾燥工程以外では、無機固体質層が有機質層と第1の電極の付着性を向上させ、また洗浄プロセス等での有機質層へのダメージを防止する。これにより、透水経路を有する無機質固体層は乾燥工程とプロセス耐性を両立する、有機EL素子に好適なバリア層となる。
このようにして、本発明に係る有機EL表示素子は、経時的な表示欠陥が生じないまたは生じ難い電子デバイスとなる。言い換えれば、初期の表示特性をほぼ維持することができるものである。
なお、上記は、主に、第1の電極のパターン下の無機質固体層が存在する場合について説明したが、本発明の効果は、第1の電極のパターン間に、水や有機物が拡散することを妨げる無機質固体層が存在しない場合には、第1の電極のパターン下に無機質固体層があるか否か拘わらず成立する。従って、基板上に、透明な第1の電極が備えられ、第1の電極の非基板面側に第2の電極が備えられ、第1の電極と第2の電極の層間に発光層が備えられ、第1の電極と基板との層間に有機質層が備えられた有機EL表示素子であって、第1の電極と有機質層との層間に、水または有機物の層間方向への通過を妨げる無機質固体層が、パターン下もパターン間にも存在しない有機EL表示素子も、本発明に係る有機EL表示素子の範疇に属する。
[実施例]
発明者は、様々なテストを行い、経時的な表示欠陥が生じないまたは生じ難い有機EL表示素子を製造した。次に本発明者が実施した実施例の中の一部および比較例を詳述する。例1,2,3,6,7,8,9,10,13,14が実施例、例4,5,11,12が比較例である。
[例1]
ガラス製の基板上に、1.5μm厚のカラーフイルタをフォトリソグラフィにより形成し、その上に、ガラス基板ベースで2μm厚のアクリル樹脂よりなるオーバーコート層をフォトリソグラフィにより形成し、その上に20nm厚のSiO2無機質固体層をスパッタリング法により形成し、その上に第1の電極膜としてITOを150nmスパッタリング法により形成した。SiO2無機質固体層は、基板温度220℃、ターゲットとしてSiO2を、スパッタガスとしてアルゴンを用い、ガス圧0.7パスカルの条件でRFスパッタにより成膜した。ITO膜は、基板温度220℃、スパッタガスとして酸素0.8%添加アルゴンを用い、ガス圧0.7パスカルの条件でDCスパッタにより成膜した。
ついで、ITOよりなる第1の電極(陽極)のパターンを塩酸+塩化第二鉄水溶液でウエットエッチングして作製した。この操作により、第1の電極パターン間のSiO2無機質固体層が露出した。第1の電極パターンの幅は320μm、パターン間のSiO2無機質固体層が露出した部分の幅は30μmとした。
ついで、この露出した第1の電極パターン間のSiO2無機質固体層を希フッ酸でウエットエッチングした。オーバーコート層は希フッ酸でウエットエッチングされないため、エッチングはSiO2無機質固体層にとどまった。この操作により、第1の電極パターン間のオーバーコート層部分が露出し、図8Bに示すように、第1の電極のパターン間の無機質固体層が実質的に存在しない構造が得られた。
この構造の上に、フォトリソ法により開口部を有する、感光性ポリイミドよりなる絶縁材層を設け、その上層にクレゾール樹脂よりなる隔壁(陰極セパレータ)を形成した。絶縁材層開口部の第1の電極パターンの幅方向の開口幅は300μmとした。更に、銅フタロシアニンを10nm厚、α−NPD(4,4'−ビス[N−(1−ナフチル)−N−フェニルアミノ]ビフェニル)を100nm厚、ルブレンをドーピングしたAlq3(トリス(8−キノリノラト)アルミニウム)を60nm蒸着して発光素子層を形成し、その上に0.5nm厚のLiFと80nm厚のAl電極とを蒸着法により成膜し、電子注入層および陰極とした。
図9に示すように、基板21,カラーフィルタ22、オーバーコート層23,無機質固体層24,第1の電極25,絶縁材層26,発光層27,第2の電極28よりなる積層体について、スリーボンド社製の封止材91と、サエスゲッターズ社製の乾燥剤94を貼付したガラス製の対向基板92とを配し、空間93に乾燥窒素を封入してから表示部をシール封止し、有機EL表示素子を完成した。なお、図9中、カラーフィルタ、絶縁材層、無機質固体層のなかで、パターン化された部分等の表現を省略してある。
乾燥は隔壁形成後に真空中200℃で1時間行い、また、発光素子層を蒸着する直前に露点が−80℃前後の乾燥窒素雰囲気で200℃、10分間乾燥し、大気に触れさせることなく、発光素子層の真空蒸着を行った。封止は、乾燥窒素の雰囲気下に第2の電極と封止材とを設置し、乾燥窒素で行った。
上記有機EL表示素子に対して105℃で24時間保管した後、有機EL表示素子発光層の開口部を観察したところ、図10に示すように、シミ状の非発光部は観察されなかった。
[例2]
20nm厚のSiO2無機質固体層に代えて同一成膜条件で膜厚だけ異なる5nm厚のSiO2無機質固体層を使用し、SiO2無機質固体層の希フッ酸によるエッチングを行わず、乾燥時間を変更した以外は例1と同様にした。
乾燥時間については、オーバーコート層の全面がSiO2無機質固体層で覆われており、SiO2無機質固体層が存在しない部分がないため、例1に比べ長くする必要があると考えられたので、最初の乾燥について真空中200℃で2時間実施したが、その後の乾燥、封止処理は例1と同様にした。
例1と同様の評価の結果、シミ状の非発光部は観察されなかった。
[例3]
20nm厚のSiO2無機質固体層に代えて、20nm厚のSiO2層上に5nm厚のZrO2層を積層した無機質固体層を使用し、希フッ酸によるエッチングに代えて、CF4とO2との混合ガスによるドライエッチング法により、SiO2とZrO2との積層部分を一括してエッチングした以外は例1と同様にした。
図6に示すように、オーバーコート層も1μmほどエッチングされたが、その間隙は絶縁材層により充填されるので、その上の層形成には支障はなかった。
なお、乾燥時間については、ドライエッチングを採用したことやオーバーコート層のエッチングにより、例1に比べ短くできると考えられたが、例1と同様の乾燥、封止処理を行った。
例1と同様の評価の結果、シミ状の非発光部は観察されなかった。
[例4]
SiO2無機質固体層の希フッ酸によるエッチングを行わなかったことと、乾燥、封止処理を例2と同様にしたこと以外は例1と同様にした。
例1と同様の評価の結果、図12に示すようなシミ状の非発光部が観察された。
[例5]
20nm厚のSiO2無機質固体層に代えて、20nm厚のSiO2層上に200nm厚のSiN層を積層した無機質固体層を使用し、SiO2無機質固体層の希フッ酸によるエッチングを行わなかったことと、乾燥、封止処理を例2と同様にしたこと以外は例1と同様にした。
例1と同様の評価の結果、例4の半分ほどの数のシミ状の非発光部が観察された。
[例6]
ITOよりなる第1の電極(陽極)のパターンを塩酸と塩化第二鉄水溶液との混合液でウエットエッチングして作製、第1の電極パターン間のSiO2無機質固体層を露出させるところまで例1と同様にし、ついで研磨処理によりITO膜の表面を平坦化する。この際ITO膜の膜厚は約15nm減少すればよい。
ITOパターン間に露出するSiO2無機質固体層の膜厚も同様に約15nm減少し、約5nmとなる。これ以降の工程は例1と同様にし、蒸着前の乾燥、封止処理も例1と同様にすればよい。
[例7]
20nm厚のSiO2無機質固体層に代えて同一成膜条件で膜厚だけ異なる2.5nm厚のSiO2層上に2.5nm厚のZrO2層を積層した無機質固体層を使用し、SiO2無機質固体層の希フッ酸によるエッチングを行わずに、乾燥時間を変更した以外は例1と同様にした。
例1と同様の評価の結果、シミ状の非発光部は観察されなかった。
[例8]
カラーフィルタ厚を1.2μm、オーバーコート層を1.2μm厚とし、第1の電極のパターン幅は70μm、パターン間のSiO2無機質固体層が露出した部分の幅は20μm、絶縁材層の開口幅を60μmとし、発光素子層を合計膜厚140nmの白色発光素子層に変更した以外は例2と同様にした。
例1と同様の評価の結果、シミ状の非発光部は観察されなかった。
[例9]
隔壁形成、水洗後に露点が−80℃前後の乾燥窒素雰囲気で200℃・60分間乾燥し、大気に触れさせることなく、発光素子層の蒸着を行った以外は例8と同様にした。
例1と同様の評価の結果、シミ状の非発光部は観察されなかった。
[例10]
隔壁形成、水洗後に露点が−50℃前後の乾燥空気雰囲気で200℃・60分間と変更した以外は例9と同様にした。
例1と同様の評価の結果、シミ状の非発光部は観察されなかった。
[例11]
隔壁形成、水洗後に大気下230℃で15分間加熱乾燥を行い、大気中で冷却したのち発光素子層の真空蒸着を行った以外は例8と同様にした。このときの大気は気温23℃、湿度約25%RHであり、大気中滞在時間は約8分、真空装置に搬入されたときの基板温度はほぼ室温であった。
室温で24時間放置した後、顕微鏡で発光の様子を観察すると、各画素均一の第1の電極端部に近い側に約15μm幅の発光しない部分が形成されていた。顕微鏡で見ると画素の発光している部分がかなり細っているように見えたが、画面全体を肉眼で見てもムラ、しみ等は視認されなかった。画素の縮小が画面全体に均一に起こっているためと考えられる。
例1,2,3,6,7,8,9,10については、顕微鏡で発光の様子を観察したが、各画素端部まで発光しており、非発光部は観察されなかった。
[例12]
大気中滞在時間を約4分とした以外は例11と同様にした。真空装置に搬入されたときの基板温度はほぼ室温であった。
例11と同様の評価の結果、各画素均一に第1の電極端部に近い側に約11μm幅の発光しない部分が形成されていた。大気中滞在時間を短くしたため、例11と比べて非発光の領域が小さくなったと考えられる。
[例13]
大気下230℃で15分間加熱乾燥を行った後、大気中で冷却時間をおかずに大気中滞在時間を約10秒、40秒とした以外は例11と同様にした。真空装置に搬入されたときの基板温度はそれぞれ約180℃、約140℃であった。
例11と同様の評価の結果、各画素端部まで発光しており、非発光部は観察されなかった。大気中を通過する際、基板温度が高かったため水分が基板に吸着することがなく、非発光の領域の発生が起こらなかったと考えられる。
[例14]
真空装置に搬入までは例12と同様にし、発光層等の蒸着前に真空装置内で0分、60分、90分、120分、180分待機させたのち、発光層等の蒸着を行った。第2の電極のアルミ膜の蒸着前までの発光層等の成膜に約30分かかったので、第2の電極のアルミ膜の蒸着前までに真空中に滞在した時間はそれぞれ30分、90分、120分、150分、210分となった。これらの素子を110℃中2時間保管した後、例11と同様の評価を行い各画素の第1の電極端部に近い側の発光しない部分の幅を図11に示す。真空中滞在時間が長いほど非発光領域の幅が小さいことがわかる。概ね60分以上真空保管することにより非発光領域の幅を10μm以下とすることができる。