JP2006054331A - 多層フレックスリジッド配線基板の製造方法 - Google Patents
多層フレックスリジッド配線基板の製造方法 Download PDFInfo
- Publication number
- JP2006054331A JP2006054331A JP2004235162A JP2004235162A JP2006054331A JP 2006054331 A JP2006054331 A JP 2006054331A JP 2004235162 A JP2004235162 A JP 2004235162A JP 2004235162 A JP2004235162 A JP 2004235162A JP 2006054331 A JP2006054331 A JP 2006054331A
- Authority
- JP
- Japan
- Prior art keywords
- rigid
- wiring board
- metal foil
- board
- flexible
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 239000000758 substrate Substances 0.000 claims abstract description 58
- 239000002184 metal Substances 0.000 claims abstract description 56
- 229910052751 metal Inorganic materials 0.000 claims abstract description 56
- 239000011888 foil Substances 0.000 claims abstract description 48
- 239000000853 adhesive Substances 0.000 claims abstract description 45
- 230000001070 adhesive effect Effects 0.000 claims abstract description 45
- 238000010030 laminating Methods 0.000 claims abstract description 7
- 238000003825 pressing Methods 0.000 claims abstract description 6
- 238000000034 method Methods 0.000 claims description 47
- 239000000463 material Substances 0.000 claims description 30
- 239000007943 implant Substances 0.000 claims description 9
- 238000000059 patterning Methods 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 15
- 238000007747 plating Methods 0.000 description 12
- 239000011295 pitch Substances 0.000 description 11
- 239000010949 copper Substances 0.000 description 9
- 239000011889 copper foil Substances 0.000 description 8
- 229910052802 copper Inorganic materials 0.000 description 7
- 238000001459 lithography Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920006259 thermoplastic polyimide Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4688—Composite multilayer circuits, i.e. comprising insulating layers having different properties
- H05K3/4691—Rigid-flexible multilayer circuits comprising rigid and flexible layers, e.g. having in the bending regions only flexible layers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10227—Other objects, e.g. metallic pieces
- H05K2201/10378—Interposers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/14—Related to the order of processing steps
- H05K2203/1461—Applying or finishing the circuit pattern after another process, e.g. after filling of vias with conductive paste, after making printed resistors
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/40—Forming printed elements for providing electric connections to or between printed circuits
- H05K3/4038—Through-connections; Vertical interconnect access [VIA] connections
- H05K3/4046—Through-connections; Vertical interconnect access [VIA] connections using auxiliary conductive elements, e.g. metallic spheres, eyelets, pieces of wire
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4611—Manufacturing multilayer circuits by laminating two or more circuit boards
- H05K3/4614—Manufacturing multilayer circuits by laminating two or more circuit boards the electrical connections between the circuit boards being made during lamination
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4644—Manufacturing multilayer circuits by building the multilayer layer by layer, i.e. build-up multilayer circuits
- H05K3/4652—Adding a circuit layer by laminating a metal foil or a preformed metal foil pattern
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
Abstract
【課題】ファインピッチ化への対応が可能で、かつ、ビアスタック構造によってビルドアップを行うことができ、しかもフレキシブル基板の部分の多層化も可能な多層フレックスリジッド配線基板を安価に提供する。
【解決手段】本発明の方法は、フレキシブル両面配線基板10と、絶縁性接着基材11に金属製の接続用ピン12がその両端が絶縁性接着基材11の表面から突出するように配置固定され、かつ、フレキシブル配線基板露出用の開口部11aを有するリジッド用基板13と、リジッド用基板13の開口部11aに対応する開口部14aを有する金属箔14とを積層押圧することにより、フレキシブル両面配線基板10の配線パターン42とリジッド用基板13の接続用ピン12とを電気的に接続するとともに金属箔14とリジッド用基板13の接続用ピン12とを電気的に接続し、その後、金属箔14をパターン処理する。
【選択図】 図1
Description
本発明は、フレキシブル基板とリジッド基板を一体化させた多層フレックスリジッド配線基板の製造方法に関する。
近年、この種のフレックスリジッド配線基板は、以下のような種々の方法によって作成されている。
例えば、貫通スルーホールフレックスリジッド基板においては、まず、フレキシブル銅張積層板に貫通孔を設けてスルーホールめっきを行い、所定の回路を形成した後、カバーレイを施して両面フレキシブル基板を作成する。
例えば、貫通スルーホールフレックスリジッド基板においては、まず、フレキシブル銅張積層板に貫通孔を設けてスルーホールめっきを行い、所定の回路を形成した後、カバーレイを施して両面フレキシブル基板を作成する。
そして、この両面フレキシブル基板の両面にリジッド基板を積層させた後、リジッド基板の部分を貫通するようにスルーホールを設けるとともに孔内壁のめっきを行ってリジッド基板の銅箔同士を接続し、更にこれら銅箔に対して所定の回路を形成して目的とする基板を得る。
また、ビルドアップ法の場合は、上述の両面フレキシブル基板上に積層させたリジッド基板に対しレーザ光によってビアホールを形成するとともにフィルドめっきを行って両面フレキシブル基板との接続を行い、更にリジッド基板の銅箔に対して所定の回路を形成して目的とする基板を得る。
さらに、いわゆるB2it法の場合は、銅箔上に形成した導電ペーストのバンプを、上述した両面フレキシブル基板上に設けたリジッド基材を貫通させて電気的接続を行い、さらにリジッド基材上の銅箔に対して所定の回路を形成して目的とする基板を得る。
しかし、上述した従来技術においては、種々の課題がある。
例えば、貫通スルーホールめっき法の場合は、スルーホール内壁のめっきの厚さが厚いためファインピッチ化への対応が困難であるとともに、フレキシブル基板の接続部分がスルーホールであるため、フレキシブル基板とリジッド基板との間でビアスタック構造を作成することができないという問題がある。
例えば、貫通スルーホールめっき法の場合は、スルーホール内壁のめっきの厚さが厚いためファインピッチ化への対応が困難であるとともに、フレキシブル基板の接続部分がスルーホールであるため、フレキシブル基板とリジッド基板との間でビアスタック構造を作成することができないという問題がある。
また、スルーホールによって各層を接続することから、任意の層の回路パターンに対して接続を行うことができないという問題もある。
さらに、内外層の双方にめっきが必要であるとともに孔形成の工程数が多く、コストアップを招くという問題もある。
一方、ビルドアップ法の場合は、レーザー光によるビアホールのピッチが大きくファインピッチ化への対応が困難であるとともに、フレキシブル基板とリジッド基板との間でビアスタック構造を作成するためには、フィルドビア構造とするために多くのめっきが必要となり、コストアップを招くという問題がある。
さらに、いわゆるB2it法の場合は、上記貫通スルーホールめっき法の場合と同様にファインピッチ化への対応が困難であるとともにフレキシブル基板とリジッド基板との間でビアスタック構造を作成することができないという問題があり、また導通に用いる導電ペーストはフレキシブル基板を貫通させることができないため、フレキシブル基板の部分において多層化することができないという課題がある。
本発明は、このような従来の技術の課題を解決するためになされたもので、その目的とするところは、ファインピッチ化への対応が可能で、かつ、ビアスタック構造によってビルドアップを行うことができ、しかもフレキシブル基板の部分の多層化も可能な多層フレックスリジッド配線基板を安価に提供することにある。
上記目的を達成するためになされた請求項1記載の発明は、シート状の絶縁性接着基材上に所定の配線パターンが形成されたフレキシブル配線基板と、リジッド基板用の絶縁性接着基材の所定の部位に金属製の接続用ピンがその両端が前記絶縁性接着基材の表面から突出するように配置固定され、かつ、前記フレキシブル配線基板を露出させるための開口部を有するリジッド用基板と、前記リジッド用基板の開口部に対応する開口部を有する金属箔とを用意し、前記フレキシブル配線基板と、前記リジッド用基板と、前記金属箔とを積層押圧することにより、前記フレキシブル配線基板の配線パターンと前記リジッド用基板の接続用ピンとを電気的に接続するとともに前記金属箔と前記リジッド用基板の接続用ピンとを電気的に接続し、前記金属箔をパターン処理する工程を有する多層フレックスリジッド配線基板の製造方法である。
請求項2記載の発明は、請求項1記載の発明において、前記フレキシブル配線基板として、絶縁性接着基材の両面に配線パターンが形成されたフレキシブル両面配線基板を用い、前記リジッド用基板と前記金属箔とを当該フレキシブル両面配線基板の両面側から順次押圧積層し、当該フレキシブル両面配線基板の配線パターンと当該リジッド用基板の接続用ピンとを電気的に接続するとともに当該金属箔と当該リジッド用基板の接続用ピンとを電気的に接続する工程と、前記金属箔をパターン処理する工程とを所定の回数行うものである。
請求項3記載の発明は、請求項2記載の発明において、前記フレキシブル両面配線基板として、絶縁性接着基材の所定の部位に所定の金属からなる接続用ピンをその両端が前記絶縁性接着基材の表面から突出するように貫通固定し、所定の金属箔を前記絶縁性接着基材の両面側から押圧積層して当該金属箔と当該接続用ピンとを電気的に接続し、前記金属箔をパターン処理して形成されたものを用いるものである。
請求項4記載の発明は、請求項1乃至3のいずれか1項記載の発明において、前記リジッド用基板における接続用ピンの配置固定と、前記フレキシブル配線基板を露出させるための開口部の形成を同一の工程で行うものである。
請求項5記載の発明は、請求項1乃至4のいずれか1項記載の発明において、前記リジッド用基板の接続用ピンをインプラント法によって当該絶縁性接着基材に貫通固定させるものである。
請求項6記載の発明は、請求項2乃至5のいずれか1項記載の発明において、前記フレキシブル両面配線基板の接続用ピンをインプラント法によって当該絶縁性接着基材に貫通固定させるものである。
請求項2記載の発明は、請求項1記載の発明において、前記フレキシブル配線基板として、絶縁性接着基材の両面に配線パターンが形成されたフレキシブル両面配線基板を用い、前記リジッド用基板と前記金属箔とを当該フレキシブル両面配線基板の両面側から順次押圧積層し、当該フレキシブル両面配線基板の配線パターンと当該リジッド用基板の接続用ピンとを電気的に接続するとともに当該金属箔と当該リジッド用基板の接続用ピンとを電気的に接続する工程と、前記金属箔をパターン処理する工程とを所定の回数行うものである。
請求項3記載の発明は、請求項2記載の発明において、前記フレキシブル両面配線基板として、絶縁性接着基材の所定の部位に所定の金属からなる接続用ピンをその両端が前記絶縁性接着基材の表面から突出するように貫通固定し、所定の金属箔を前記絶縁性接着基材の両面側から押圧積層して当該金属箔と当該接続用ピンとを電気的に接続し、前記金属箔をパターン処理して形成されたものを用いるものである。
請求項4記載の発明は、請求項1乃至3のいずれか1項記載の発明において、前記リジッド用基板における接続用ピンの配置固定と、前記フレキシブル配線基板を露出させるための開口部の形成を同一の工程で行うものである。
請求項5記載の発明は、請求項1乃至4のいずれか1項記載の発明において、前記リジッド用基板の接続用ピンをインプラント法によって当該絶縁性接着基材に貫通固定させるものである。
請求項6記載の発明は、請求項2乃至5のいずれか1項記載の発明において、前記フレキシブル両面配線基板の接続用ピンをインプラント法によって当該絶縁性接着基材に貫通固定させるものである。
本発明の場合、例えば内層に位置するフレキシブル基板の部分にスルーホールめっき工程が必要ないため、従来困難であったファインピッチ化への対応が容易になる。
さらに、例えば外層に位置するリジッド部分についてもめっき工程が必要なく、その結果、全くめっき工程が必要なくなるので、製造コストを低く抑えることができる。
また、内外層部分の孔形成工程が不要であるため、従来困難であったビアスタック構造によってビルドアップを行うことができるとともに、製造コストを低く抑えることができる。
さらにまた、本発明によれば、金属製の接続用ピンを用いて層間の電気的接続を行うことから、フレキシブル基板の部分についても多層化を行うことができる。
一方、本発明において、フレキシブル配線基板として、絶縁性接着基材の両面に配線パターンが形成されたフレキシブル両面配線基板を用い、前記リジッド用基板と前記金属箔とを当該フレキシブル両面配線基板の両面側から順次押圧積層し、当該フレキシブル両面配線基板の配線パターンと当該リジッド用基板の接続用ピンとを電気的に接続するとともに当該金属箔と当該リジッド用基板の接続用ピンとを電気的に接続する工程と、前記金属箔をパターン処理する工程とを所定の回数行うようにすれば、フレキシブル基板をコアとしてその両面側にリジッド基板が配置された多層フレックスリジッド用基板を容易に製造することができる。
この場合、フレキシブル両面配線基板として、絶縁性接着基材の所定の部位に所定の金属からなる接続用ピンをその両端が前記絶縁性接着基材の表面から突出するように貫通固定し、所定の金属箔を前記絶縁性接着基材の両面側から押圧積層して当該金属箔と当該接続用ピンとを電気的に接続し、前記金属箔をパターン処理して形成されたものを用いれば、バンプの径やビアホールのピッチ等に起因せず容易にファインピッチ化へ対応できるとともに、接続用ピンによって電気的接続を行うので、導通抵抗が小さく、また熱伝導率を大きくすることができる。
また、本発明において、リジッド用基板における接続用ピンの配置固定と、フレキシブル配線基板を露出させるための開口部の形成を同一の工程で行うようにすれば、工程数を削減して製造時間の短縮化及び製造コストの低減を図ることが可能になる。
さらに、本発明において、リジッド用基板(又はフレキシブル両面配線基板)の接続用ピンをインプラント法によって絶縁性接着基材に貫通固定させるようにすれば、精度良く確実に絶縁性接着基材の所定の部位に配置することができ、高精度の多層フレックスリジッド配線基板を提供することが可能になる。
本発明によれば、ファインピッチ化への対応が可能で、かつ、ビアスタック構造によってビルドアップを行うことができ、しかもフレキシブル基板の部分の多層化も可能な多層フレックスリジッド配線基板を安価に提供することができる。
以下、本発明に係る多層フレックスリジッド配線基板の製造方法の実施形態を図面を参照して詳細に説明する。
本実施の形態においては、4層の配線パターンを有する多層フレックスリジッド配線基板を製造する場合を例にとって説明する。
図1(a)〜(f)は、本実施の形態に用いるフレキシブル両面配線基板を作成する工程を示す断面図である。
ここでは、まず、図1(a)に示すように、シート状の絶縁性接着基材1を用意する。
本発明の場合、絶縁性接着基材1としては、未硬化又は接着剤付き樹脂基板のいずれも使用することができ、例えば、熱可塑性ポリイミド、熱可塑性液晶ポリエステル等からなるものを好適に使用することができる。
本発明の場合、絶縁性接着基材1の厚さは特に限定されることはないが、10〜5μmのものを用いることが好ましい。
次いで、図1(b)に示すように、絶縁性接着基材1の所定の部位に金属製の接続用ピン2を配置固定して接続部材3を作成する。
この場合、公知のインプラント法(例えば、特開2003−197692号公報参照)によって、円柱状の接続用ピン2を絶縁性接着基材1の厚さ方向に貫通させ、接続用ピン2の両端が絶縁性接着基材1の表面から突出するようにする。
本発明の場合、接続用ピン2の材料は特に限定されることはないが、導通信頼性確保の観点からは、後述する電解銅箔より軟らかい材料を用いることが好ましく、特に好ましい材料は、無酸素圧延銅(圧延によって加工した無酸素銅)からなるものである。
本明細書において、「無酸素銅」とは、JIS C1011、JIS C1020に規定するもの(OFC、化学成分→Cu:99.995wt% O2:0.0003wt%)のほか、JIS C1100に規定するタフピッチ銅(TPC、化学成分→Cu:99.95wt% O2:0.035wt%)も含まれるものとする。
この場合、導通信頼性を向上させる観点からは、JIS C1011、JIS C1020に規定するものを使用することが好ましい。
また、接続用ピン2の両端が絶縁性接着基材1の表面から突出する高さについては特に限定されることはないが、導通信頼性確保の観点からは、後述する金属箔4の厚さより小さいことが好ましく、具体的には、3〜10μmとすることが好ましい。
そして、図1(c)(d)に示すように、金属箔4を接続部材3の絶縁性接着基材1の両面側から位置決めして積層し、所定の圧力及び温度で熱圧着を行うことによって、対向する金属箔4と接続用ピン2をそれぞれ電気的に接続する。
本発明の場合、金属箔4の種類は特に限定されることはないが、導通信頼性確保の観点からは、上述した無酸素銅以外の材料、例えば電解銅箔を用いることが好ましい。
また、金属箔4の厚さは特に限定されることはないが、導通信頼性確保の観点からは、8〜70μmのものを用いることが好ましい。
さらに、図1(e)に示すように、公知のリソグラフィ法によって各金属箔4のパターン処理を行い、本実施の形態における内層部分に対応する配線(回路)パターン42、43を形成する。
その後、図1(f)に示すように、所定のプロセスによってカバーレイ5を形成する。これにより目的とするフレキシブル両面配線基板10を得る。
図2(a)〜(c)及び図3(a)(b)は、本実施の形態に用いるリジッド配線基板を作成する工程を示す断面図である。
図2(a)に示すように、本実施の形態においては、まず、リジッド基板用のシート状の絶縁性接着基材11を用意する。
本発明の場合、絶縁性接着基材11としては、例えば樹脂流れの少ないタイプのプリプレグ等を用いることが好ましい。
また、絶縁性接着基材11の厚さは特に限定されることはないが、10μm〜5mmのものを用いることが好ましい。
そして、図2(b)に示すように、上述のインプラント法によって、絶縁性接着基材11の所定の部位に金属製の接続用ピン12を配置固定する。
本発明の場合、接続用ピン12の両端が絶縁性基材1の表面から突出する高さについては特に限定されることはないが、導通信頼性を確保する観点からは、3〜10μmとすることが好ましい。
本発明の場合、金属箔4の種類は特に限定されることはないが、導通信頼性確保の観点からは、上述した無酸素銅以外の材料、例えば電解銅箔を用いることが好ましい。
さらに、図2(c)に示すように、絶縁性接着基材11の例えば接続用ピン12の間の部分を部分的又は全面的に切り抜いて切り欠き部又は開口部(以下「切り欠き部」という)11aを形成し、これにより目的とするリジッド用基板13を得る。
一方、図3(a)(b)に示すように、所定の金属箔14を用意し、この金属箔14を部分的に切り抜き、上述した絶縁性接着基材11の切り欠き部11aに対応する切り欠き部又は開口部(以下「切り欠き部」という)14aを形成する。
本発明の場合、金属箔14の種類は特に限定されることはないが、導通信頼性確保の観点からは、上述した無酸素銅以外の材料、例えば電解銅箔を用いることが好ましい。
また、金属箔14の厚さは特に限定されることはないが、導通信頼性確保の観点からは、8〜70μmのものを用いることが好ましい。
図4(a)(b)は、本実施の形態の最終工程を示す断面図である。
図4(a)に示すように、本実施の形態においては、上記図1(a)〜(g)に示す方法によって得られたフレキシブル両面配線基板10と、上記図2(a)〜(c)に示す方法によって得られたリジッド用基板20と、上記図3(a)(b)によって得られた金属箔14とを用意する。
図4(a)に示すように、本実施の形態においては、上記図1(a)〜(g)に示す方法によって得られたフレキシブル両面配線基板10と、上記図2(a)〜(c)に示す方法によって得られたリジッド用基板20と、上記図3(a)(b)によって得られた金属箔14とを用意する。
そして、図4(b)に示すように、フレキシブル両面配線基板10の両面側から、リジッド用基板13と金属箔14を位置決めして順次それぞれ積層し、所定の圧力及び温度で熱圧着を行うことによって、一方のフレキシブル両面配線基板10の配線パターン42と金属箔14を接続用ピン12を介して電気的に接続するとともに、他方のフレキシブル両面配線基板10の配線パターン43と金属箔14を接続用ピン12を介して電気的に接続する。
さらに、図4(b)に示すように、公知のリソグラフィ法によって上部及び下部の金属箔4のパターン処理を行い、本実施の形態の外層部分に対応する配線パターン41、44を形成する。これにより両面フレキシブル配線基板10を内層として外層部分にリジッド配線基板15を有する4層のフレックスリジッド配線基板20を得る。
一方、さらに多層化を行う場合には、図2(a)〜(c)、図3(a)(b)及び図4(a)(b)に示す工程を所定の回数繰り返す。
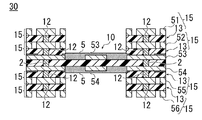
これにより、例えば、図5に示すように、リジッド配線基板15の部分が更に多層化されたフレックスリジッド配線基板30を得る。
以上述べたように本実施の形態によれば、内層に位置するフレキシブル両面配線基板10についてスルーホールめっき工程が必要ないため、従来困難であったファインピッチ化への対応が容易になるとともに、外層に位置するリジッド基板15についてもめっき工程が必要なく、その結果、全くめっき工程が必要なくなるので、製造コストを低く抑えることができる。
また、内外層部分の孔形成工程が不要であるため、従来困難であったビアスタック構造によってビルドアップを行うことができるとともに、製造コストを低く抑えることができる。
特に、本実施の形態では、リジッド配線基板15の接続用ピン12の配置固定と開口部11aの形成を同一の工程で行うことから、少ない工程数で迅速にリジッド基板15の絶縁性接着基材11の加工を行うことができ、その結果、効率良く低コストで多層フレックスリジッド配線基板を製造することができる。
さらに、本実施の形態においては、リジッド配線基板15の接続用ピン12及びフレキシブル両面配線基板10の接続用ピン2をそれぞれインプラント法によって絶縁性接着基材11、1に貫通固定させることから、精度良く確実に絶縁性接着基材11、1の所定の部位に配置することができ、これにより高精度の多層フレックスリジッド配線基板を提供することができる。
なお、本発明は上述の実施の形態に限られることなく、種々の変更を行うことができる。
例えば、上述の実施の形態においてはフレキシブル両面配線基板を内層としてその両側にリジッド配線基板を積層するようにしたが、本発明はこれに限られず、フレキシブル配線基板の片面側にリジッド配線基板を積層することも可能である。
例えば、上述の実施の形態においてはフレキシブル両面配線基板を内層としてその両側にリジッド配線基板を積層するようにしたが、本発明はこれに限られず、フレキシブル配線基板の片面側にリジッド配線基板を積層することも可能である。
また、上述したインプラント法による両面配線基板の代わりに、通常のプロセスによる両面配線基板を用いることも可能である。
さらに、上述の実施の形態では、一つの両面フレキシブル配線基板を用いて多層フレックスリジッド配線基板を製造する場合を例にとって説明したが、本発明はこれに限られず、複数のフレキシブル配線基板とリジッド配線基板を組み合わせることも可能である。
1…絶縁性接着基材 2…接続用ピン 3…接続部材 4…金属箔 10…フレキシブル両面配線基板 11…絶縁性接着基材 11a…開口部 12…接続用ピン 13…リジッド用基板 15…リジッド配線基板 20、30…フレックスリジッド配線基板 41、42、43、44…配線パターン
Claims (6)
- シート状の絶縁性接着基材上に所定の配線パターンが形成されたフレキシブル配線基板と、
リジッド基板用の絶縁性接着基材の所定の部位に金属製の接続用ピンがその両端が前記絶縁性接着基材の表面から突出するように配置固定され、かつ、前記フレキシブル配線基板を露出させるための開口部を有するリジッド用基板と、
前記リジッド用基板の開口部に対応する開口部を有する金属箔とを用意し、
前記フレキシブル配線基板と、前記リジッド用基板と、前記金属箔とを積層押圧することにより、前記フレキシブル配線基板の配線パターンと前記リジッド用基板の接続用ピンとを電気的に接続するとともに前記金属箔と前記リジッド用基板の接続用ピンとを電気的に接続し、
前記金属箔をパターン処理する工程を有する多層フレックスリジッド配線基板の製造方法。 - 前記フレキシブル配線基板として、絶縁性接着基材の両面に配線パターンが形成されたフレキシブル両面配線基板を用い、前記リジッド用基板と前記金属箔とを当該フレキシブル両面配線基板の両面側から順次押圧積層し、当該フレキシブル両面配線基板の配線パターンと当該リジッド用基板の接続用ピンとを電気的に接続するとともに当該金属箔と当該リジッド用基板の接続用ピンとを電気的に接続する工程と、
前記金属箔をパターン処理する工程とを所定の回数行う請求項1記載の多層フレックスリジッド配線基板の製造方法。 - 前記フレキシブル両面配線基板として、絶縁性接着基材の所定の部位に所定の金属からなる接続用ピンをその両端が前記絶縁性接着基材の表面から突出するように貫通固定し、所定の金属箔を前記絶縁性接着基材の両面側から押圧積層して当該金属箔と当該接続用ピンとを電気的に接続し、前記金属箔をパターン処理して形成されたものを用いる請求項2記載の多層フレックスリジッド配線基板の製造方法。
- 前記リジッド用基板における接続用ピンの配置固定と、前記フレキシブル配線基板を露出させるための開口部の形成を同一の工程で行う請求項1乃至3のいずれか1項記載の多層フレックスリジッド配線基板の製造方法。
- 前記リジッド用基板の接続用ピンをインプラント法によって当該絶縁性接着基材に貫通固定させる請求項1乃至4のいずれか1項記載の多層フレックスリジッド配線基板の製造方法。
- 前記フレキシブル両面配線基板の接続用ピンをインプラント法によって当該絶縁性接着基材に貫通固定させる請求項2乃至5のいずれか1項記載の多層フレックスリジッド配線基板の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004235162A JP2006054331A (ja) | 2004-08-12 | 2004-08-12 | 多層フレックスリジッド配線基板の製造方法 |
| PCT/JP2005/013563 WO2006016474A1 (ja) | 2004-08-12 | 2005-07-25 | 多層フレックスリジッド配線基板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004235162A JP2006054331A (ja) | 2004-08-12 | 2004-08-12 | 多層フレックスリジッド配線基板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006054331A true JP2006054331A (ja) | 2006-02-23 |
Family
ID=35839247
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004235162A Pending JP2006054331A (ja) | 2004-08-12 | 2004-08-12 | 多層フレックスリジッド配線基板の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2006054331A (ja) |
| WO (1) | WO2006016474A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009135398A (ja) * | 2007-11-29 | 2009-06-18 | Ibiden Co Ltd | 組合せ基板 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102458055B (zh) * | 2010-10-20 | 2014-06-25 | 富葵精密组件(深圳)有限公司 | 软硬结合电路板的制作方法 |
| CN103313529B (zh) * | 2012-03-07 | 2015-12-16 | 宏恒胜电子科技(淮安)有限公司 | 软硬结合电路板的制作方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3879158B2 (ja) * | 1997-01-08 | 2007-02-07 | 松下電器産業株式会社 | 多層プリント配線板とその製造方法 |
| JP4635331B2 (ja) * | 2000-12-08 | 2011-02-23 | イビデン株式会社 | プリント配線板 |
| JP3554552B2 (ja) * | 2001-12-28 | 2004-08-18 | 株式会社鈴木 | 電子部品実装用フィルムキャリアテープのインプラント装置およびインプラント方法ならびに電子部品実装用フィルムキャリアテープの製造方法 |
-
2004
- 2004-08-12 JP JP2004235162A patent/JP2006054331A/ja active Pending
-
2005
- 2005-07-25 WO PCT/JP2005/013563 patent/WO2006016474A1/ja not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009135398A (ja) * | 2007-11-29 | 2009-06-18 | Ibiden Co Ltd | 組合せ基板 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2006016474A1 (ja) | 2006-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8354596B2 (en) | Multilayer wiring board and method for manufacturing the same | |
| JP2000101245A (ja) | 積層樹脂配線基板及びその製造方法 | |
| US10064292B2 (en) | Recessed cavity in printed circuit board protected by LPI | |
| TW200412205A (en) | Double-sided printed circuit board without via holes and method of fabricating the same | |
| CN101959376B (zh) | 多层柔性印刷布线板的制造方法 | |
| US20120080401A1 (en) | Method of fabricating multilayer printed circuit board | |
| US10772220B2 (en) | Dummy core restrict resin process and structure | |
| KR101023372B1 (ko) | 다중 층구성 인쇄회로기판의 제조방법 및 이에 의한 인쇄회로기판 | |
| WO2004017689A1 (ja) | 多層プリント配線板及びその製造方法 | |
| JP2005268378A (ja) | 部品内蔵基板の製造方法 | |
| JP2004022713A (ja) | 多層配線基板 | |
| KR101557225B1 (ko) | 리지드 플렉시블 회로기판 제조방법 | |
| JP2008016520A (ja) | 貫通孔形成方法および配線回路基板の製造方法 | |
| JP2006054331A (ja) | 多層フレックスリジッド配線基板の製造方法 | |
| JP4482613B2 (ja) | 多層配線基板の製造方法 | |
| US6492007B1 (en) | Multi-layer printed circuit bare board enabling higher density wiring and a method of manufacturing the same | |
| JP4657870B2 (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法 | |
| JP2005260012A (ja) | 両面配線基板及び多層配線基板の製造方法 | |
| JP4351939B2 (ja) | 多層配線基板及びその製造方法 | |
| JP2005109299A (ja) | 多層配線板およびその製造方法 | |
| KR100658437B1 (ko) | 범프기판를 이용한 인쇄회로기판 및 제조방법 | |
| JP5223893B2 (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法 | |
| JPH0818228A (ja) | 多層プリント配線板の製造方法 | |
| JP2005353841A (ja) | 回路基板およびその製造方法 | |
| JP4335075B2 (ja) | 多層プリント配線基板およびその製造方法 |