JP2006102763A - ダイカストマシン射出機構のシール構造 - Google Patents
ダイカストマシン射出機構のシール構造 Download PDFInfo
- Publication number
- JP2006102763A JP2006102763A JP2004290849A JP2004290849A JP2006102763A JP 2006102763 A JP2006102763 A JP 2006102763A JP 2004290849 A JP2004290849 A JP 2004290849A JP 2004290849 A JP2004290849 A JP 2004290849A JP 2006102763 A JP2006102763 A JP 2006102763A
- Authority
- JP
- Japan
- Prior art keywords
- seal ring
- seal
- injection
- ring
- casting machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Sealing Devices (AREA)
Abstract
【課題】新規なシール構造により、金型のキャビティ内の真空度の改善と、シールリングの耐磨耗性の改善を図る。
【解決手段】射出スリーブ3と射出チップ1の間の隙間をシールするためのダイカストマシン射出機構のシール構造であって、前記射出チップ1の外周に取り付けられるシールリング2と、同じく前記射出チップ1の外周に取り付けられ、前記シールリング2の後方に配置されるバックアップリング4とを具備し、前記シールリング2は、前後方向における中央位置を結ぶ中心線C−Cを基準として線対称に構成されることとする。
【選択図】図1
【解決手段】射出スリーブ3と射出チップ1の間の隙間をシールするためのダイカストマシン射出機構のシール構造であって、前記射出チップ1の外周に取り付けられるシールリング2と、同じく前記射出チップ1の外周に取り付けられ、前記シールリング2の後方に配置されるバックアップリング4とを具備し、前記シールリング2は、前後方向における中央位置を結ぶ中心線C−Cを基準として線対称に構成されることとする。
【選択図】図1
Description
本発明は、ダイカストマシンの射出機構のシール構造に関するものである。
従来、ダイカストマシンの射出機構のシール構造については、様々な構造が公知となっており、具体的な構造について開示する文献も存在する(例えば、特許文献1〜4参照)。
これらの文献に開示されるシール構造の基本的な構成は、図6に示すごとく、射出チップ101の先端部にシールリング102を取り付けることにより、射出スリーブ103と射出チップ101の間の隙間をシールする構成とするものである。
これらの文献に開示されるシール構造の基本的な構成は、図6に示すごとく、射出チップ101の先端部にシールリング102を取り付けることにより、射出スリーブ103と射出チップ101の間の隙間をシールする構成とするものである。
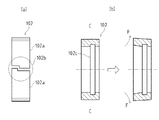
そして、前記シールリング102については、例えば、図7の(a)に示すごとく、分割型のシールリング102a・102aの接合部102bをクランク形状(段付き接合)として、シールリング102a・102aの接合部102bからの湯洩れを防止する構成とするものがある。
また、図7の(b)に示すごとく、シールリング102に内溝102cを加工し、該内溝102cを射出チップの環状凸部101a(図6参照)に係合させることで、シールリング102を射出チップ101にてホールドさせる構成とするものがある。また、この内溝102cは、摺動方向における中央位置を通過する中心線C−Cからずれた位置に設けられるものとしている(図において右側へずれている)。
特許第3300045号公報
特開平8−197218号公報
特開平8−303590号公報
実公昭47−16574号公報
また、図7の(b)に示すごとく、シールリング102に内溝102cを加工し、該内溝102cを射出チップの環状凸部101a(図6参照)に係合させることで、シールリング102を射出チップ101にてホールドさせる構成とするものがある。また、この内溝102cは、摺動方向における中央位置を通過する中心線C−Cからずれた位置に設けられるものとしている(図において右側へずれている)。
また、近年では、前記シールリング102については、操業中における交換性がよいことや、シール性能の向上により鋳造バリのなどの噛みこみを確実に防止できるようにするなど、より高度な性能が要求されるようになっている。
しかし、図7の(a)の構成では、接合部102bの加工精度確保が難しく、シール性能の低下や、加工コストが嵩むといった問題がある。
また、図7の(b)の構成では、前記内溝102cの加工精度確保が難しく、加工コストが嵩んでしまうといった問題がある。
また、図7の(b)の構成において、シールリング102は、前記中心線C−Cを基準とすると、図において左右対称の形状となっていないため、加工による残留応力が影響し(シールリングの製品の歪が大きい)、使用期間が経過するにつれ、シールリング102の前端部が、溶湯の圧力を受けて矢印Fの方向に開いて変形してしまう傾向があった。この場合、摺動時の面圧が不安定となって変摩耗が進行し、金型のキャビティ内の真空度を要求値に到達させることができなくなり、安定した操業が困難となるという問題があった。
そこで、本発明は、上記の問題点に鑑み、また、近年の高度の性能の要求に応えるべく、新規なシール構造について提案するものである。
また、図7の(b)の構成では、前記内溝102cの加工精度確保が難しく、加工コストが嵩んでしまうといった問題がある。
また、図7の(b)の構成において、シールリング102は、前記中心線C−Cを基準とすると、図において左右対称の形状となっていないため、加工による残留応力が影響し(シールリングの製品の歪が大きい)、使用期間が経過するにつれ、シールリング102の前端部が、溶湯の圧力を受けて矢印Fの方向に開いて変形してしまう傾向があった。この場合、摺動時の面圧が不安定となって変摩耗が進行し、金型のキャビティ内の真空度を要求値に到達させることができなくなり、安定した操業が困難となるという問題があった。
そこで、本発明は、上記の問題点に鑑み、また、近年の高度の性能の要求に応えるべく、新規なシール構造について提案するものである。
本発明の解決しようとする課題は以上のごとくであり、次にこの課題を解決するための手段を説明する。
即ち、請求項1に記載のごとく、射出スリーブと射出チップの間の隙間をシールするためのダイカストマシン射出機構のシール構造であって、前記射出チップの外周に取り付けられ、外周面をシール面とするシールリングと、同じく前記射出チップの外周に取り付けられ、前記シールリングの後方に配置されるバックアップリングとを具備し、前記シールリングは、前後方向における中央位置を結ぶ中心線を基準として線対称に構成されることとする。
また、請求項2に記載のごとく、前記シールリングの内周面には、係合凸部が半径方向内側へ突設され、該係合凸部が、射出チップの立面と、前記バックアップリングの立面の間に挟装される構成とするものである。
本発明の効果として、以下に示すような効果を奏する。
即ち、請求項1に記載の発明では、シールリングの加工において、残留応力を少なくすることができるようになり(シールリングの歪が小さい)、使用期間の経過によるシールリングの変形を防ぐことができる。また、摺動時の面圧の安定性が確保されるようになるため、金型のキャビティ内の真空度は、長期間にわたり要求値を実現できるようになり、安定した操業が可能となる。
また、請求項2に記載の発明では、射出チップに対するシールリングの係合部の構成に関し、従来の内溝加工のものと比較して、シールリング(係合凸部)の加工精度が確保しやすくなることから、シール性能の向上や、加工コストの低下を図ることができる。
以下、本発明の実施の形態を、図面に基づいて説明する。
尚、以下では、図1における紙面左右方向、即ち、射出チップ1の摺動方向を前後方向とし、溶湯が押し運ばれる方向となる紙面左側を前、紙面右側を後、として位置関係を定義するものとする。
図1に示すごとく、射出チップ1は射出スリーブ3内に摺動自在に設けられており、ピストンロッド6により、図において左右方向に移動される。
射出チップ1は、前側から順に、受圧部10、環状溝部11、大径部12の3つの部位より構成されている。また、前記受圧部10の前面10aにて溶湯が押圧される。
また、前記受圧部10、及び大径部12の径は、前記環状溝部11よりも大きく設定されており、これにより、環状溝部11が環状の溝形状に構成されている。
尚、以下では、図1における紙面左右方向、即ち、射出チップ1の摺動方向を前後方向とし、溶湯が押し運ばれる方向となる紙面左側を前、紙面右側を後、として位置関係を定義するものとする。
図1に示すごとく、射出チップ1は射出スリーブ3内に摺動自在に設けられており、ピストンロッド6により、図において左右方向に移動される。
射出チップ1は、前側から順に、受圧部10、環状溝部11、大径部12の3つの部位より構成されている。また、前記受圧部10の前面10aにて溶湯が押圧される。
また、前記受圧部10、及び大径部12の径は、前記環状溝部11よりも大きく設定されており、これにより、環状溝部11が環状の溝形状に構成されている。
また、受圧部10の外周面10bは、シールリング2にて囲まれている。
また、環状溝部11の外周面11bは、シールリング2及びバックアップリング4にて囲まれている。
また、シールリング2及びバックアップリング4は、図2に示すごとく、それぞれ複数の分割リング2A・2A、及び分割リング4A・4Aより構成されるており、これらの分割リング2A・2A、及び分割リング4A・4Aを周方向に配置することにより、射出チップ1の外周を覆うようにしている。
また、環状溝部11の外周面11bは、シールリング2及びバックアップリング4にて囲まれている。
また、シールリング2及びバックアップリング4は、図2に示すごとく、それぞれ複数の分割リング2A・2A、及び分割リング4A・4Aより構成されるており、これらの分割リング2A・2A、及び分割リング4A・4Aを周方向に配置することにより、射出チップ1の外周を覆うようにしている。
また、図1及び図3に示すごとく、前記シールリング2は、筒状のシール部2aと、該シール部2aより半径方向内側へ突設する環状の係合凸部2bとから構成されており、軸方向断面視において、略T字状の断面が形成されるようになっている。
また、シール部2aにおいて、係合凸部2bよりも前側の内周面2uは、前記受圧部10の外周面10bに当接される。また、前記係合凸部2bの内周面2vは、環状溝部11の外周に当接される。また、前記係合凸部2bの前端面2mは、前記受圧部10の後端面10cに当接される。
また、前記シール部2aの外周面は、シール面2xに構成され、射出スリーブ3の内周面3aに摺接される。
また、前記係合凸部2bの前後方向の中央位置は、シールリング2の前後方向の幅(前後幅)の中央に位置するとともに、前記係合凸部2bの両側に配される内周面2u・2wの前後方向の幅は、同一に構成されている。これにより、シールリング2は、前後方向における中央位置を結ぶ中心線C−Cを基準として線対称に構成される。
また、シール部2aにおいて、係合凸部2bよりも前側の内周面2uは、前記受圧部10の外周面10bに当接される。また、前記係合凸部2bの内周面2vは、環状溝部11の外周に当接される。また、前記係合凸部2bの前端面2mは、前記受圧部10の後端面10cに当接される。
また、前記シール部2aの外周面は、シール面2xに構成され、射出スリーブ3の内周面3aに摺接される。
また、前記係合凸部2bの前後方向の中央位置は、シールリング2の前後方向の幅(前後幅)の中央に位置するとともに、前記係合凸部2bの両側に配される内周面2u・2wの前後方向の幅は、同一に構成されている。これにより、シールリング2は、前後方向における中央位置を結ぶ中心線C−Cを基準として線対称に構成される。
また、図1及び図3に示すごとく、前記バックアップリング4は、前側の小径部4aと、該小径部4aよりも後ろ側の範囲であって、該小径部4aよりも径の大きいシール部4bとから構成されており、軸方向断面視において、略L字状の断面が形成されるようになっている。
また、バックアップリング4の外周面は、シール面4xに構成され、該シール面4xは、前記シールリング2のシール部2aと連続したシール面を形成する。
また、前記小径部4aにおいて、その前端面4mは、シールリング2の係合凸部2bの後端面2nに当接される。また、小径部4aの後端面4nは、射出チップ1の大径部12の前端面12aに当接される。
また、前記小径部4aの外周面4wは、シールリング2の係合凸部2bよりも後側の内周面2wに当接される。
また、バックアップリング4の内周面4vは、環状溝部11の外周面11bに当接される。
また、バックアップリング4の外周面は、シール面4xに構成され、該シール面4xは、前記シールリング2のシール部2aと連続したシール面を形成する。
また、前記小径部4aにおいて、その前端面4mは、シールリング2の係合凸部2bの後端面2nに当接される。また、小径部4aの後端面4nは、射出チップ1の大径部12の前端面12aに当接される。
また、前記小径部4aの外周面4wは、シールリング2の係合凸部2bよりも後側の内周面2wに当接される。
また、バックアップリング4の内周面4vは、環状溝部11の外周面11bに当接される。
以上のように、射出スリーブ3と射出チップ1の間の隙間をシールするためのダイカストマシン射出機構のシール構造であって、前記射出チップ1の外周に取り付けられ、外周面をシール面2xとするシールリング2と、同じく前記射出チップ1の外周に取り付けられ、前記シールリング2の後方に配置されるバックアップリング4とを具備し、前記シールリング2は、前後方向における中央位置を結ぶ中心線C−Cを基準として線対称に構成されることとしている。
この構成によれば、シールリング2の加工において、残留応力を少なくすることができるようになり(シールリング2の歪が小さい)、使用期間の経過によるシールリング2の変形を防ぐことができる。また、摺動時の面圧の安定性が確保されるようになるため、金型のキャビティ内の真空度は長期間にわたり要求値を実現できるようになり、安定した操業が可能となる。
この構成によれば、シールリング2の加工において、残留応力を少なくすることができるようになり(シールリング2の歪が小さい)、使用期間の経過によるシールリング2の変形を防ぐことができる。また、摺動時の面圧の安定性が確保されるようになるため、金型のキャビティ内の真空度は長期間にわたり要求値を実現できるようになり、安定した操業が可能となる。
また、前記シールリング2の内周面には、環状の係合凸部2bが半径方向内側へ突設され、該係合凸部2bが、射出チップ1の立面(受圧部10の後端面10c)と、前記バックアップリング4の立面(小径部4aの前端面4m)の間に挟装される構成となっている。
この構成によれば、射出チップ1に対するシールリング2の係合部の構成に関し、従来の内溝加工のものと比較して、シールリング2(係合凸部2b)の加工精度が確保しやすくなることから、シール性能の向上や、加工コストの低下を図ることができる。
この構成によれば、射出チップ1に対するシールリング2の係合部の構成に関し、従来の内溝加工のものと比較して、シールリング2(係合凸部2b)の加工精度が確保しやすくなることから、シール性能の向上や、加工コストの低下を図ることができる。
また、圧送行程においては、バックアップリング4の小径部4aは、シールリング2の係合凸部2bを支持し、同様に、バックアップリング4のシール部4bは、シールリング2のシール部2aを支持することとなる。そして、このように、バックアップリング4によりシールリング2を支持することによれば、バックアップリング4がいわゆるクッションとして機能することになり、このことによって、シールリング2の変形を防止することができる。
また、シールリング2の材質としては、SKD61相当材にタフトライドなどの窒化処理を施したものが好適である。
また、バックアップリング4の材質としては、シールリング2と同様の材料及び表面処理を基本とするが、普通鋳鉄であっても優れた性能を得ることができる。
また、これらシールリング2及びバックアップリング4の潤滑材としては、ダイカストで使用される一般的な油性オイルが使用される。ただし、潤滑材の滴下位置は、溶湯への品質と摺動性の関係から、バックアップリング4の周囲に滴下するのが好適である。
また、射出チップ1については、熱伝導性を向上させる場合は、銅合金の使用が好適である。これ以外は、SKD材が使用されることとなる。尚、銅合金の場合、従来技術ではシールリング2の内溝の精度を高くしないとクリアランスの問題から、シールリング2から受ける前後応力によって銅合金側が破損する恐れがあったが、本発明では、バックアップリング4が配置されているので、この問題の心配もない。
また、バックアップリング4の材質としては、シールリング2と同様の材料及び表面処理を基本とするが、普通鋳鉄であっても優れた性能を得ることができる。
また、これらシールリング2及びバックアップリング4の潤滑材としては、ダイカストで使用される一般的な油性オイルが使用される。ただし、潤滑材の滴下位置は、溶湯への品質と摺動性の関係から、バックアップリング4の周囲に滴下するのが好適である。
また、射出チップ1については、熱伝導性を向上させる場合は、銅合金の使用が好適である。これ以外は、SKD材が使用されることとなる。尚、銅合金の場合、従来技術ではシールリング2の内溝の精度を高くしないとクリアランスの問題から、シールリング2から受ける前後応力によって銅合金側が破損する恐れがあったが、本発明では、バックアップリング4が配置されているので、この問題の心配もない。
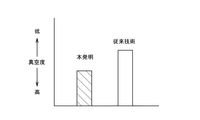
そして、以上の構成において、金型のキャビティ内の真空度と、耐磨耗性の観点から、本発明による構成と、従来技術によるものを比較したところ、図4及び図5に示されるごとくの結果を得ることができた。
図4は、金型のキャビティ内の真空度について比較した結果を示すものであり、本発明の構成により、金型のキャビティ内の真空度が向上されることが確認された。これは、シールリング2の歪が抑えられ、シールリング2のシール面2xの全体が、射出スリーブ3の内周面3aに均等に摺接しているものと考えられる。
図5は、ショット数に対するシールリング2の外径の磨耗量を測定した結果を示すものであり、本発明の構成では、従来技術のものと比較して摩耗量を極めて低く抑えられる、つまりは、初期値の値を長期間にわたって維持できることが確認された。
図4は、金型のキャビティ内の真空度について比較した結果を示すものであり、本発明の構成により、金型のキャビティ内の真空度が向上されることが確認された。これは、シールリング2の歪が抑えられ、シールリング2のシール面2xの全体が、射出スリーブ3の内周面3aに均等に摺接しているものと考えられる。
図5は、ショット数に対するシールリング2の外径の磨耗量を測定した結果を示すものであり、本発明の構成では、従来技術のものと比較して摩耗量を極めて低く抑えられる、つまりは、初期値の値を長期間にわたって維持できることが確認された。
1 射出チップ
2 シールリング
2a シール部
2b 環状凸部
3 射出スリーブ
4 バックアップリング
6 ピストンロッド
2 シールリング
2a シール部
2b 環状凸部
3 射出スリーブ
4 バックアップリング
6 ピストンロッド
Claims (2)
- 射出スリーブと射出チップの間の隙間をシールするためのダイカストマシン射出機構のシール構造であって、
前記射出チップの外周に取り付けられ、外周面をシール面とするシールリングと、
前記射出チップの外周に取り付けられ、前記シールリングの後方に配置されるバックアップリングとを具備し、
前記シールリングは、前後方向における中央位置を結ぶ中心線を基準として線対称に構成される、ダイカストマシン射出機構のシール構造。 - 前記シールリングの内周面には、係合凸部が半径方向内側へ突設され、該係合凸部が、射出チップの立面と、前記バックアップリングの立面の間に挟装される構成とすることを特徴とする、請求項1に記載のダイカストマシン射出機構のシール構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004290849A JP2006102763A (ja) | 2004-10-01 | 2004-10-01 | ダイカストマシン射出機構のシール構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004290849A JP2006102763A (ja) | 2004-10-01 | 2004-10-01 | ダイカストマシン射出機構のシール構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006102763A true JP2006102763A (ja) | 2006-04-20 |
Family
ID=36373055
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004290849A Pending JP2006102763A (ja) | 2004-10-01 | 2004-10-01 | ダイカストマシン射出機構のシール構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006102763A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012515655A (ja) * | 2009-01-21 | 2012-07-12 | ブロンドリン エス ピー エー | ダイカスト用のピストンおよびリングの組立体 |
-
2004
- 2004-10-01 JP JP2004290849A patent/JP2006102763A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012515655A (ja) * | 2009-01-21 | 2012-07-12 | ブロンドリン エス ピー エー | ダイカスト用のピストンおよびリングの組立体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101892379B1 (ko) | 확관기 | |
| JP4490025B2 (ja) | 燃焼機関 | |
| CN103398133A (zh) | 结合体、缓冲器及缓冲器的制造方法 | |
| JP2006102763A (ja) | ダイカストマシン射出機構のシール構造 | |
| US20050284602A1 (en) | Plunger tip for die casting machines | |
| JP4243303B1 (ja) | 鋳造金型装置 | |
| JP2006052848A (ja) | 低衝撃気体ばね | |
| CN106061653A (zh) | 用于压铸活塞的磨损环、包括该磨损环的压铸活塞以及形成该磨损环的方法 | |
| WO2016131211A1 (zh) | 带内冷油腔结构的内燃机活塞及内燃机 | |
| JP2006007260A (ja) | 筒状部材又は有底筒状部材の製造方法 | |
| JP2007331020A (ja) | 熱間押出用工具ダイス | |
| JP2019000884A (ja) | 鋳包み用部材及びシリンダブロック | |
| JP2002059251A (ja) | ダイカストマシン用湯口ブッシュ | |
| CN204267122U (zh) | 用于凸轮轴的端件 | |
| CN104302902A (zh) | 内燃机的活塞 | |
| US10864575B2 (en) | Radially acting aftercooler for horizontal continuous casting | |
| CN108884935A (zh) | 内燃机的活塞 | |
| CN205967321U (zh) | 一种压铸机压料装置 | |
| JP2021084129A (ja) | ダイカスト装置 | |
| JP4506211B2 (ja) | 摺動機構 | |
| JP2002143979A (ja) | ラック付き管状部材の製造方法 | |
| KR20180138088A (ko) | 다이캐스팅 플런저 팁 | |
| CN214661200U (zh) | 一种带有新型导套和活塞的油缸 | |
| CN112371943B (zh) | 一种弹簧内撑式环冲头 | |
| JP4441130B2 (ja) | 双ドラム式連続鋳造用ドラム |