JP2006103295A - インラインスクリュー式成形機の不良発生防止装置 - Google Patents
インラインスクリュー式成形機の不良発生防止装置 Download PDFInfo
- Publication number
- JP2006103295A JP2006103295A JP2004319850A JP2004319850A JP2006103295A JP 2006103295 A JP2006103295 A JP 2006103295A JP 2004319850 A JP2004319850 A JP 2004319850A JP 2004319850 A JP2004319850 A JP 2004319850A JP 2006103295 A JP2006103295 A JP 2006103295A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- hopper
- nitrogen gas
- screw
- molding machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 33
- 239000011347 resin Substances 0.000 claims abstract description 110
- 229920005989 resin Polymers 0.000 claims abstract description 110
- 238000010438 heat treatment Methods 0.000 claims abstract description 71
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims abstract description 64
- 229910001873 dinitrogen Inorganic materials 0.000 claims abstract description 62
- 239000007789 gas Substances 0.000 claims abstract description 26
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 24
- 239000000155 melt Substances 0.000 claims abstract description 20
- 230000006835 compression Effects 0.000 claims abstract description 16
- 238000007906 compression Methods 0.000 claims abstract description 16
- 238000007789 sealing Methods 0.000 claims description 47
- 230000002265 prevention Effects 0.000 claims description 25
- 230000007547 defect Effects 0.000 claims description 11
- 239000012535 impurity Substances 0.000 claims description 4
- 239000000463 material Substances 0.000 abstract description 22
- 230000000717 retained effect Effects 0.000 abstract 1
- 238000001746 injection moulding Methods 0.000 description 23
- 238000000034 method Methods 0.000 description 23
- 238000002347 injection Methods 0.000 description 7
- 239000007924 injection Substances 0.000 description 7
- 238000002844 melting Methods 0.000 description 7
- 230000008018 melting Effects 0.000 description 7
- 239000008188 pellet Substances 0.000 description 7
- 239000000843 powder Substances 0.000 description 6
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 238000010008 shearing Methods 0.000 description 4
- 230000000903 blocking effect Effects 0.000 description 3
- 239000008236 heating water Substances 0.000 description 3
- 239000002994 raw material Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images





Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
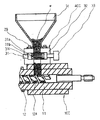
【解決手段】 先端からメルトゾーンzとコンプレッションゾーンyとフィードゾーンxを形成したスクリュー12を加熱筒11内に収納し、フィードゾーンxに樹脂wを送り込むことが出来るように加熱筒11の後部にホッパー14を配設したインラインスクリュー式成形機に於いて、スクリュー12に形成されたメルトゾーンzの何れかの位置に窒素ガスを注入することが出来るように加熱筒11に窒素ガス供給配管101を接続した。
【選択図】 図1
Description
ここで、図1は、本発明の全体図であり、図2は、本発明のシール装置の第一実施例を示した図であり、図3は、本発明のシール装置の第二実施例を示した図であり、図4は、本発明のシール装置の第三実施例を示した図であり、図5は、本発明のシール装置の第四実施例を示した図である。
図2は、本発明のシール装置の第一実施例を示した図で、40Aはシール装置であり、ホッパー14内の樹脂wを保持したり落下させる為に回転中心軸44を中心に回動することが出来るダンパー41と、ダンパー41とロッドが移動軸42bを介して移動軸42bそのものがダンパー41と共に回動可能に接続している中でロッドを構成し自身も回動するシリンダー42と、回転中心軸44を固定している第二ホッパー43より構成されていて、シリンダー42のロットを縮めることでダンパー41を開いてペレットや粉末の樹脂wを落下させ、シリンダー42のロッドを伸ばすことでダンパー41を閉じるようになっている。
図3は、本発明のシール装置の第二実施例を示した図で、40Bはシール装置であり、ホッパー14内の樹脂wを保持したり落下させる為に、揺動モータ48に接続したボールバルブ46をバルブ取付部47の内部に収納したものであり、揺動モータ48の回転でボールバルブ46を開閉し、それによってホッパー14内の樹脂wを落下させたり保持するように構成しているのである。 尚、射出成形機10Bは、シール装置40Bを構成したものである。
図4は、本発明のシール装置の第三実施例を示した図で、40Cはシール装置であり、ホッパー14内の樹脂wを保持したり落下させる為に、フィードモータ33に接続した平行歯型フィーダー31をフィードシリンダー32の内部に収納したものであり、平行歯型フィーダー31には、フィードモータ33の回転中心と平行に溝31aと山31bを形成していて、山31bによってホッパー14との間を断続的に遮断する構成しているのである。 また、平行歯型フィーダー31の両端には、樹脂wが平行歯型フィーダー31よりはみ出さないように溝31aを形成しないシール部31cを形成している。 尚、射出成形機10Cは、シール装置40Cを構成したものである。
図5は、本発明のシール装置の第四実施例を示した図で、40Dはシール装置であり、ホッパー14内の樹脂wを保持したり落下させる為に、フィードモータ38に接続したスクリュー型フィーダー36をフィードシリンダー37の内部に収納したものであり、スクリュー型フィーダー36には、螺旋状の溝36a及び螺旋状とフィードモータ38の回転中心と平行な山36bの両方を形成していて、山36bによってホッパー14との間を断続的に遮断する構成となっているのである。 また、スクリュー型フィーダー36の両端には、樹脂wがスクリュー型フィーダー36よりはみ出さないように溝36aを形成しないシール部36cを形成している。 尚、射出成形機10Dは、シール装置40Dを構成したものである。
10A・・・・・射出成形機
10B・・・・・射出成形機
10C・・・・・射出成形機
10D・・・・・射出成形機
11・・・・・・加熱筒
11G・・・・・加熱筒
11a・・・・・材料供給口
12・・・・・・スクリュー
12a・・・・・螺旋溝
14・・・・・・ホッパー
15・・・・・・ノズル
16・・・・・・スクリューヘッド
17・・・・・・押し金
18・・・・・・逆流防止リング
19・・・・・・ヒータ
26・・・・・・加熱筒ヘッド
29・・・・・・取付ボルト
31・・・・・・平行歯型フィーダー
31a・・・・・溝
31b・・・・・山
31c・・・・・シール部
32・・・・・・フィードシリンダー
33・・・・・・フィードモータ
36・・・・・・スクリュー型フィーダー
36a・・・・・溝
36b・・・・・山
36c・・・・・シール部
37・・・・・・フィードシリンダー
38・・・・・・フィードモータ
40A・・・・・シール装置
40B・・・・・シール装置
40C・・・・・シール装置
40D・・・・・シール装置
41・・・・・・ダンパー
42・・・・・・シリンダー
42a・・・・・固定軸
42b・・・・・移動軸
43・・・・・・第二ホッパー
44・・・・・・回転中心軸
45・・・・・・取付ボルト
46・・・・・・ボールバルブ
47・・・・・・バルブ取付部
48・・・・・・揺動モータ
50・・・・・・窒素ガス供給フランジ
60・・・・・・金型
60a・・・・・キャビティ
70・・・・・・窒素ガス発生装置
101・・・・・窒素ガス供給配管
102・・・・・窒素ガス供給配管
w・・・・・・・樹脂
x・・・・・・・フィードゾーン
y・・・・・・・コンプレッションゾーン
z・・・・・・・メルトゾーン
Claims (7)
- 先端からメルトゾーン(z)とコンプレッションゾーン(y)とフィードゾーン(x)を形成したスクリュー(12)を加熱筒(11)内に収納し、前記フィードゾーン(x)に樹脂(w)を送り込むことが出来るように前記加熱筒(11)の後部にホッパー(14)を配設したインラインスクリュー式成形機に於いて、前記スクリュー(12)に形成された前記メルトゾーン(z)の何れかの位置に窒素ガスを注入することが出来るように前記加熱筒(11)に窒素ガス供給配管(101)を接続したことを特徴とするインラインスクリュー式成形機の不良発生防止装置。
- 先端からメルトゾーン(z)とコンプレッションゾーン(y)とフィードゾーン(x)を形成したスクリュー(12)を加熱筒(11)内に収納し、前記フィードゾーン(x)に樹脂(w)を送り込むことが出来るように前記加熱筒(11)の後部にホッパー(14)を配設したインラインスクリュー式成形機に於いて、前記スクリュー(12)に形成された前記コンプレッションゾーン(y)の何れかの位置に窒素ガスを注入することが出来るように前記加熱筒(11)に窒素ガス供給配管(101)を接続したことを特徴とするインラインスクリュー式成形機の不良発生防止装置。
- 前記加熱筒(11)内に注入された窒素ガスが前記ホッパー(14)から流出しないように、また水蒸気や前記樹脂(w)が溶融するのに際して発生したガスが前記樹脂(w)に付着したり付着することで前記樹脂(w)と反応して不純物を作り出さないように、前記ホッパー(14)と前記加熱筒(11)の間にシール装置(40A、40B、40C、40D)を配設したことを特徴とする請求項1または請求項2に記載のインラインスクリュー式成形機の不良発生防止装置。
- 前記シール装置(40A)は、回転中心軸(44)を中心に回動可能なダンパー(41)の一端とシリンダー(42)のロッドを接続して第二ホッパー(43)内で作動するようにしたものであり、前記シリンダー(42)のロッドを縮めることで前記ダンパー(41)を開いて前記樹脂(w)を落下させ、前記シリンダー(42)のロッドを伸ばすことで前記ダンパー(41)を閉じて前記樹脂(w)を前記ホッパー(14)内に保持する構成であることを特徴とする請求項3に記載のインラインスクリュー式成形機の不良発生防止装置。
- 前記シール装置(40B)は、揺動モータ(48)に接続したボールバルブ(46)をバルブ取付部(47)に収納したものであり、前記揺動モータ(48)の回転で前記ボールバルブ(46)を開閉し、それによって前記ホッパー(14)内の前記樹脂(w)を落下させたり保持する構成であることを特徴とする請求項3に記載のインラインスクリュー式成形機の不良発生防止装置。
- 前記シール装置(40C)は、フィードモータ(33)に接続した平行歯型フィーダー(31)をフィードシリンダー(32)に収納したものであり、前記平行歯型フィーダー(31)には、前記フィードモータ(33)の回転中心と平行に溝(31a)と山(31b)を形成し、前記山(31b)によって前記ホッパー(14)との間を断続的に遮断する構成であることを特徴とする請求項3に記載のインラインスクリュー式成形機の不良発生防止装置。
- 前記シール装置(40D)は、フィードモータ(38)に接続したスクリュー型フィーダー(36)をフィードシリンダー(37)に収納したものであり、前記スクリュー型フィーダー(36)には、螺旋状の溝(36a)及び螺旋状と前記フィードモータ(38)の回転中心と平行な山(36b)を形成し、前記山(36b)によって前記ホッパー(14)との間を断続的に遮断する構成であることを特徴とする請求項3に記載のインラインスクリュー式成形機の不良発生防止装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004319850A JP2006103295A (ja) | 2004-10-06 | 2004-10-06 | インラインスクリュー式成形機の不良発生防止装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004319850A JP2006103295A (ja) | 2004-10-06 | 2004-10-06 | インラインスクリュー式成形機の不良発生防止装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006103295A true JP2006103295A (ja) | 2006-04-20 |
Family
ID=36373528
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004319850A Pending JP2006103295A (ja) | 2004-10-06 | 2004-10-06 | インラインスクリュー式成形機の不良発生防止装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006103295A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115056425A (zh) * | 2022-05-31 | 2022-09-16 | 孟冯 | 一种具有料头清理结构的防堵注塑机 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63125520A (ja) * | 1986-11-13 | 1988-05-28 | Ricoh Co Ltd | 高分子半導体ないし導電体組成物の製造方法 |
| JPH0367459U (ja) * | 1989-10-31 | 1991-07-01 | ||
| JPH03219933A (ja) * | 1990-01-25 | 1991-09-27 | Kubota Corp | 定量供給装置 |
| JP2002326259A (ja) * | 2001-02-27 | 2002-11-12 | Kishimoto Sangyo Co Ltd | 熱可塑性樹脂の可塑化装置及び方法 |
| JP2004016677A (ja) * | 2002-06-20 | 2004-01-22 | Sumitomo Rubber Ind Ltd | ゴルフボール製造方法 |
-
2004
- 2004-10-06 JP JP2004319850A patent/JP2006103295A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63125520A (ja) * | 1986-11-13 | 1988-05-28 | Ricoh Co Ltd | 高分子半導体ないし導電体組成物の製造方法 |
| JPH0367459U (ja) * | 1989-10-31 | 1991-07-01 | ||
| JPH03219933A (ja) * | 1990-01-25 | 1991-09-27 | Kubota Corp | 定量供給装置 |
| JP2002326259A (ja) * | 2001-02-27 | 2002-11-12 | Kishimoto Sangyo Co Ltd | 熱可塑性樹脂の可塑化装置及び方法 |
| JP2004016677A (ja) * | 2002-06-20 | 2004-01-22 | Sumitomo Rubber Ind Ltd | ゴルフボール製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115056425A (zh) * | 2022-05-31 | 2022-09-16 | 孟冯 | 一种具有料头清理结构的防堵注塑机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101588909B (zh) | 螺杆及注射装置 | |
| KR19980071596A (ko) | 사출 성형기용 사출 장치 | |
| EP3098052B1 (en) | Injection molding machines and injection molding method | |
| US20170015036A1 (en) | Injection molding method, screw, and injection molding machine | |
| JP2011046104A (ja) | 高せん断装置を用いた高せん断方法 | |
| CN1822942B (zh) | 成形方法、清理方法以及成形机 | |
| CN103702818B (zh) | 螺杆式注射装置 | |
| US20030168766A1 (en) | Method and apparatus for forming thermoplastic resin foam | |
| JP2009113360A (ja) | 射出成型機用プランジャ式射出シリンダ | |
| US20010008316A1 (en) | Method and apparatus for forming thermoplastic resin foam | |
| JP2006103295A (ja) | インラインスクリュー式成形機の不良発生防止装置 | |
| CN211993880U (zh) | 材料供应装置、注射成型装置以及三维造型装置 | |
| JP5704392B2 (ja) | 射出成形機の樹脂替え及び色替え方法 | |
| JP4628751B2 (ja) | プリプラ式射出装置及びこの装置における漏出樹脂の排出方法 | |
| JP4522943B2 (ja) | プリプラ式射出装置 | |
| JP3524854B2 (ja) | 金属射出成形機のスクリュへの材料付着低減方法およびその装置 | |
| JP2021084383A (ja) | ストランド誘導制御装置及びペレット製造システム | |
| JP2009040023A (ja) | 射出成形機に対する窒素ガスの供給方法および供給装置 | |
| JP5255852B2 (ja) | ガス発泡射出成形機 | |
| JP2002361685A (ja) | 射出成形装置 | |
| JP4369395B2 (ja) | プリプラ式射出装置 | |
| JP2006182000A (ja) | 射出成形機の成形方法および成形装置 | |
| JPS59131438A (ja) | 射出成形法における色替えあるいは材料替え方法 | |
| JP2003200457A (ja) | 可塑化装置内へのガス注入方法 | |
| JPH10202707A (ja) | 射出成形機用射出ユニットにおける可塑化スクリュ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20070903 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20091105 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091110 |
|
| A521 | Written amendment |
Effective date: 20100108 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101026 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110308 |