JP2006105331A - 軸受スリーブおよびその製造方法 - Google Patents
軸受スリーブおよびその製造方法 Download PDFInfo
- Publication number
- JP2006105331A JP2006105331A JP2004295249A JP2004295249A JP2006105331A JP 2006105331 A JP2006105331 A JP 2006105331A JP 2004295249 A JP2004295249 A JP 2004295249A JP 2004295249 A JP2004295249 A JP 2004295249A JP 2006105331 A JP2006105331 A JP 2006105331A
- Authority
- JP
- Japan
- Prior art keywords
- dynamic pressure
- bearing
- sleeve
- bearing sleeve
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 6
- 239000000463 material Substances 0.000 claims abstract description 76
- 230000002093 peripheral effect Effects 0.000 claims abstract description 51
- 239000004033 plastic Substances 0.000 claims abstract description 25
- 239000011148 porous material Substances 0.000 claims abstract description 15
- 238000000465 moulding Methods 0.000 claims description 18
- 230000015572 biosynthetic process Effects 0.000 claims description 17
- 239000002184 metal Substances 0.000 claims description 13
- 229910052751 metal Inorganic materials 0.000 claims description 13
- 239000012530 fluid Substances 0.000 claims description 10
- 238000000034 method Methods 0.000 claims description 10
- 238000003825 pressing Methods 0.000 claims description 6
- 230000000452 restraining effect Effects 0.000 abstract description 7
- 239000010687 lubricating oil Substances 0.000 description 11
- 239000007769 metal material Substances 0.000 description 6
- 230000001050 lubricating effect Effects 0.000 description 5
- BGPVFRJUHWVFKM-UHFFFAOYSA-N N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] Chemical compound N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] BGPVFRJUHWVFKM-UHFFFAOYSA-N 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
Images








Landscapes
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
- Sliding-Contact Bearings (AREA)
- Motor Or Generator Frames (AREA)
Abstract
【解決手段】 金属製の非多孔質材で円筒状に形成したスリーブ素材11を上下のパンチ14、15で軸方向に拘束した状態で、その外周面11bにダイ12を圧入して、内周面11aに、動圧溝8a1、8a2の形状に対応した形状を有する成形型13aを押し当てることにより、内周面11aを塑性変形させて動圧溝8a1、8a2を成形するに際し、スリーブ素材11の外周面11bに、動圧溝8a1、8a2を塑性加工で成形する際のスリーブ素材11の軸方向への伸びを逃がすための逃げ部11cを形成した状態で塑性加工を行う。
【選択図】図7
Description
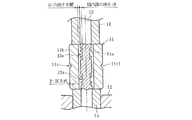
図5に示す初期状態において、ダイ12はスリーブ素材11に対して軸方向下位置にあり、コアロッド13および上パンチ14は軸方向上位置にある。ダイ12の成形孔には下パンチ15が摺動自在に挿入され、下パンチ15の先端はダイ12の成形孔上端より突出している。被加工物であるスリーブ素材11は下パンチ15の先端面上に配置される。
上記の初期状態から、コアロッド13および上パンチ14を一体に下降させ、コアロッド13をスリーブ素材11の内周に挿入すると共に、上パンチ14をスリーブ素材11の上端面に押し当てる。これによって、スリーブ素材11が上下のパンチ14、15によって軸方向両側から支持(拘束)され、上下パンチ14、15のスリーブ素材11との当接端面間の対向間隔が所定の値に管理される。また、コアロッド13の成形型13aは,スリーブ素材11の内周面11aの、動圧溝8a1、8a2の形成予定領域と対向する位置に配される。
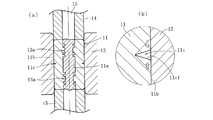
次に、図7(a)に示すように、上記軸方向拘束状態を保持してダイ12を上昇させ、内周に形成される成形孔にスリーブ素材11を圧入する。これにより、スリーブ素材11はダイ12と上下のパンチ14、15とから圧迫力を受けて変形し、径方向にサイジングされる。これに伴い、スリーブ素材11の内周面11aがコアロッド13の成形型13aに押し当てられ、内周面11aから所定深さまでの表層部分が塑性変形を起こして成形型13aに食い付く。これにより、成形型13aの凸凹形状がスリーブ素材11の内周面11aに転写され、両動圧溝8a1、8a2とそれ以外の領域(図1(a)中クロスハッチング領域)が同時に成形される。
上記工程が完了した後、図示は省略するが、両パンチ14、15による軸方向拘束状態を保持した状態でダイ12を下降させて、スリーブ素材11をダイ12から抜き、径方向の圧迫力を解除する。このとき、径方向にスリーブ素材のスプリングバックが発生し、スリーブ素材11からコアロッド13を抜き取り可能な状態となる。次に、上パンチ14およびコアロッド13を一体に上昇させ、スリーブ素材11の軸方向拘束状態を解除する。上パンチ14およびコアロッド13が初期位置(図5の位置)に達した段階で、上パンチ14を停止させる一方で、コアロッド13を引き続いて上昇させることで、スリーブ素材11からコアロッド13が引き抜かれ、スリーブ素材11が離型される。
2 軸部材
3 ディスクハブ
4 ステータコイル
5 ロータマグネット
6 ブラケット
7 ハウジング
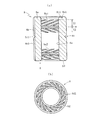
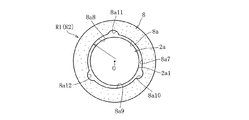
8 軸受スリーブ
8a 内周面
8a1、8a2 動圧溝
8b1 軸方向溝
8c 逃げ部
8c1 環状溝
8d1 動圧溝
8e1 円周溝
8e2 半径方向溝
9 シール部材
11 スリーブ素材
11c 逃げ部
11c1、11c2、11c3 環状溝
12 ダイ
13 コアロッド
13a 成形型
14、15 パンチ
G 内径すき間
H 成形型の凹凸部深さ
P 圧入代
R1、R2 ラジアル軸受部
T1、T2 スラスト軸受部
Claims (7)
- 金属製の非多孔質材で円筒状に形成され、内周面に動圧発生部を塑性加工で成形した軸受スリーブにおいて、
その内周あるいは外周に、前記動圧発生部を塑性加工で成形する際のスリーブ素材の軸方向への伸びを逃がすための逃げ部が形成されていることを特徴とする軸受スリーブ。 - 前記逃げ部は、動圧発生部の軸方向における形成位置を避けて形成されている請求項1記載の軸受スリーブ。
- 前記非多孔質材が、軟質金属からなる請求項1記載の軸受スリーブ。
- 請求項1〜3の何れかに記載の軸受スリーブと、軸受スリーブの内周に挿入され、軸受スリーブとの間でラジアル軸受隙間を形成する軸部材とを備え、前記ラジアル軸受隙間に生じた流体の動圧作用で圧力を発生させて前記軸部材と前記軸受スリーブとを非接触に保持する動圧軸受装置。
- 請求項4記載の動圧軸受装置と、ロータマグネットと、ステータコイルとを備えたモータ。
- 金属製の非多孔質材で円筒状に形成したスリーブ素材を、軸方向に拘束した状態で径方向に圧迫して、その内周面に、動圧発生部の形状に対応した形状を有する成形型を押し当てることにより、内周面を塑性変形させて動圧発生部を成形するに際し、
スリーブ素材の内周あるいは外周に、前記動圧発生部を塑性加工で成形する際のスリーブ素材の軸方向への伸びを逃がすための逃げ部を形成することを特徴とする軸受スリーブの製造方法。 - 前記逃げ部の軸方向における形成位置を、動圧発生部の軸方向における形成位置からずらした請求項6記載の軸受スリーブの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004295249A JP2006105331A (ja) | 2004-10-07 | 2004-10-07 | 軸受スリーブおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004295249A JP2006105331A (ja) | 2004-10-07 | 2004-10-07 | 軸受スリーブおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006105331A true JP2006105331A (ja) | 2006-04-20 |
Family
ID=36375307
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004295249A Pending JP2006105331A (ja) | 2004-10-07 | 2004-10-07 | 軸受スリーブおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006105331A (ja) |
-
2004
- 2004-10-07 JP JP2004295249A patent/JP2006105331A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5207657B2 (ja) | 動圧軸受装置の製造方法 | |
| JP2010084825A (ja) | 流体動圧軸受装置及びその製造方法 | |
| EP3118473A1 (en) | Sintered bearing, fluid dynamic bearing device and motor comprising same, and sintered bearing manufacturing method | |
| JP2011047005A (ja) | 軸受スリーブの製造方法及び流体軸受装置 | |
| EP2700832A1 (en) | Fluid dynamic pressure bearing device | |
| JP4459669B2 (ja) | 動圧軸受装置 | |
| JP4172944B2 (ja) | 動圧軸受装置およびその製造方法 | |
| JP2006105331A (ja) | 軸受スリーブおよびその製造方法 | |
| JP4657734B2 (ja) | 動圧軸受装置 | |
| JP2008190711A (ja) | 動圧軸受装置の製造方法 | |
| JP2009228873A (ja) | 流体軸受装置 | |
| JP5901979B2 (ja) | 流体動圧軸受装置の製造方法 | |
| JP4738831B2 (ja) | 流体軸受装置 | |
| JP2010091004A (ja) | 流体動圧軸受装置及びその製造方法 | |
| JP2006207787A (ja) | 動圧軸受装置用ハウジングおよびその製造方法 | |
| WO2012121053A1 (ja) | 流体動圧軸受装置 | |
| JP2005265180A (ja) | 動圧軸受装置 | |
| JP2006329391A (ja) | 動圧軸受装置 | |
| JP4588561B2 (ja) | 動圧軸受装置 | |
| JP2008298235A (ja) | 流体軸受装置及びその組み立て方法 | |
| JP2009014121A (ja) | 動圧軸受装置及びその製造方法 | |
| JP4554324B2 (ja) | 動圧軸受装置 | |
| JP4738835B2 (ja) | 動圧型軸受装置 | |
| JP4739247B2 (ja) | 動圧型軸受装置 | |
| JP4498932B2 (ja) | 流体軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070925 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091020 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091218 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100219 |