JP2006198742A - 穴明け加工機 - Google Patents
穴明け加工機 Download PDFInfo
- Publication number
- JP2006198742A JP2006198742A JP2005014530A JP2005014530A JP2006198742A JP 2006198742 A JP2006198742 A JP 2006198742A JP 2005014530 A JP2005014530 A JP 2005014530A JP 2005014530 A JP2005014530 A JP 2005014530A JP 2006198742 A JP2006198742 A JP 2006198742A
- Authority
- JP
- Japan
- Prior art keywords
- axis
- signal
- command signal
- acceleration
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Landscapes
- Automatic Control Of Machine Tools (AREA)
- Drilling And Boring (AREA)
Abstract
【課題】加工速度を向上させることができ、かつ加工精度に優れる穴明け加工機を提供すること。
【解決手段】振動抑制補償器220を設け、動作制御コントローラ50から指令されるZテーブル207に対する位置指令信号52に、位置指令信号52を微分したZテーブル207の速度指令信号237と、速度指令信号237を微分したZテーブル207の加速度信号240とを加え、得られた信号からノッチフィルタ242により予め定める周波数ω1を除去して、Zテーブル207の位置指令信号227とする。
【選択図】図6
【解決手段】振動抑制補償器220を設け、動作制御コントローラ50から指令されるZテーブル207に対する位置指令信号52に、位置指令信号52を微分したZテーブル207の速度指令信号237と、速度指令信号237を微分したZテーブル207の加速度信号240とを加え、得られた信号からノッチフィルタ242により予め定める周波数ω1を除去して、Zテーブル207の位置指令信号227とする。
【選択図】図6
Description
本発明は、水平方向に移動自在の水平移動部と垂直方向に移動自在の移動部とを備え、ワークと工具とを相対的に移動させてワークに穴を加工する穴明け加工機に関する。
例えば、ドリルを用いてプリント基板に穴明け加工をする穴明け加工機は、ベッド上を水平方向に移動自在のXテーブルと、ベッドの上面に固定された門型のフレーム上に載置されてXテーブルの移動方向と直交する水平方向に移動自在のYテーブルと、このYテーブル上に載置されて垂直方向に移動自在のZテーブルと、を備えており、ワークをXテーブルに、ドリル等を回転させるスピンドルをZテーブル上に載置し、ワークとドリルとを3軸方向に相対的に移動させてワークに穴を加工する。
次に、穴明け動作の一例を具体的に説明する。
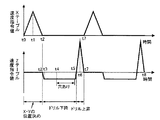
図8は、縦軸を速度指令値、横軸を時間として、XテーブルとZテーブルの速度指令値の時刻歴の一例を示す図であり、上段はXテーブルの場合、下段はZテーブルの場合である。なお、YテーブルもXテーブルと同じタイミングで動作する。
Xテーブルを時刻t0から時刻t1までは一定トルクで加速(速度は直線的に増加)し、時刻t1から時刻t2までは一定トルクで減速(速度は直線的に減少)する。そして、時刻t2においてXテーブルは目的位置に位置決めされる。
Xテーブルの位置決めが完了した時刻t2から時刻t3までは、Zテーブルを一定トルクで加速してドリルを下降させ、時刻t3から時刻t5までは加速度を零にしてドリルを一定速度で下降させる。時刻t3から時刻t5までのいずれかの時刻、例えば時刻t4でドリルの先端がプリント基板に到達し、穴明けが開始され、時刻t5に達するまでに穴明けが終了する。時刻t5から時刻t6まではZテーブルを一定トルクで上昇方向に加速し、時刻t6から時刻t7までは一定トルクで減速する。そして、時刻t7においてZテーブルは目的位置(この場合は待機位置)に位置決めされる。
上記時刻t0から時刻t7までの動作で一個の穴明けが完了する。そして、時刻t7から次の穴明け位置へのXテーブルの移動が開始され、時刻t8で次の穴明けが完了する。
以上説明したように、XテーブルとZテーブルは急激な加速・減速パターンの移動と停止を繰り返しながら、穴明け作業を行う。
一般に、XテーブルとZテーブルの移動時間を比較すると、Zテーブルの移動時間の方が長いので、Zテーブルの移動時間を短くすると、加工能率を効果的に向上させることができる。
ドリル下降時の速度は、ドリル径と良好な加工品質を得るためのスピンドル回転数により決定されるので、Zテーブルの移動時間を短くするには、ドリル上昇時の加速度を大きくする必要がある。
しかし、Zテーブルを大きな加速度で移動させると、ドリル穴明加工機にはZテーブルおよびZテーブルに載置されたスピンドル等の質量に加速度を掛けた大きさの加振力が垂直方向に発生する。この加振力の作用点は穴明け加工機の重心から外れているため、重心と作用点との距離と加振力で決まるモーメント力により、穴明け加工機には床の剛性と穴明け加工機の回転慣性で決まる固有振動数の回転振動(ロッキング振動)が発生する。そして、このロッキング振動によりベッドが振動するため、Xテーブルの位置決め制御性能が悪化して加工精度が低下する。
Xテーブルの位置決め制御性能の悪化を防止する手段としては、ロッキング振動の抑制あるいはZテーブルの移動の影響が小さいXテーブルの位置決め制御系(以下、「X軸位置決め制御系」という。)が考えられる。
例えば、ロッキング振動を抑制する技術として、可動物をテーブルの移動方向と全く反対の方向に移動させ、テーブルの移動による装置への加振力を低減する技術が提案されている(特許文献1)。
また、XYステージがXY軸方向に移動する時の加速度によりZ軸方向(ボンディングヘッド部)に加わる反力を、回転軸の中心とボンディングアームの重心との距離、ボンディングアームの質量およびXYステージがXY軸方向に移動する時の加速度に基づいて計算し、得られた反力をフィードフォワード量としてボンディングヘッド駆動系に与えることによりボンディングヘッド部に加わる反力を打ち消すようにしたボンディングヘッド部の位置決め制御系を備えるワイヤボンディング装置が提案されている(特許文献2)。
特開平5−234865号公報
特開2002−134549号公報
穴明け加工機には通常5〜6個のZテーブルが設けられている。このため、特許文献1の技術を採用して可動物をZテーブルと同数設けると、穴明け加工機が高価になると共に装置全体が大きくなり、実用的でない。
また、装置構成が比較的簡単な場合には、特許文献2の技術を採用してZテーブルの移動による位置決め精度の低下を図ることは可能である。しかし、穴明け加工機のように装置構成が複雑な場合にはフィードフォワード量の演算誤差が大きくなるため、位置決め精度を向上させることはできない。
本発明の目的は、加工速度を向上させることができ、かつ加工精度に優れる穴明け加工機を提供することにある。
上記の目的を達成するために、本発明は、ワークを支持し、ベッド上を水平方向に移動自在のXテーブルと、前記ベッドの上面に固定されたフレーム上に載置され、前記Xテーブルの移動方向と直交する水平方向に移動自在のYテーブルと、このYテーブル上に載置され、工具を回転自在に支持して垂直方向に移動自在のZテーブルと、を備え、前記各テーブルのそれぞれに位置指令信号を与えて前記各テーブルを位置決めし、前記工具により前記ワークに穴を加工する穴明け加工機において、前記Zテーブルに対する位置指令信号に前記Zテーブルの速度指令信号と前記Zテーブルの加速度信号とを加え、得られた信号から予め定める周波数を除去する周波数除去手段を介して新たなZテーブルの位置指令信号とする振動抑制補償器を設けたことを特徴とする。
Zテーブルの移動がXテーブルの位置決めに及ぼす影響を小さくできるので、Zテーブルを高速で移動することが可能になり、加工速度および加工精度を向上させることができる。
以下、本発明の図示の実施の形態に基づいて説明する。
図1は、本発明に係る穴明け加工機の側面図である。
穴明け加工機2のベッド6は、レベリングボルト5とブロック部材4とを介して床1に支持されている。ベッド6の上面には、リニアガイド15のレール9が固定されている。
Xテーブル7は、リニアガイド15のスライドユニット8に固定され、図の左右方向(X方向)に移動自在である。Xテーブル7に保持された図示を省略するボールナットは、ボールネジ10に螺合している。ボールネジ10は、X軸用モータ11により駆動される。
X軸用モータ11は、Xテーブル駆動用コントローラ12から出力される制御信号に基づいて、Xモータ用ドライバ13により駆動される。
Xテーブル駆動用コントローラ12は、動作制御コントローラ50から出力される位置指令信号51と、Xテーブル位置検出器16で検出されたXテーブルの位置信号と、フレーム17に取り付けられた加速度検出器18から出力されるフレーム17のX方向(紙面左右方向)の加速度と、X軸用モータ回転位置検出器19から出力されるX軸用モータ回転位置の検出信号と、に基づいてXテーブル7を位置決めする、いわゆる位置決め制御系を構成している。なお、動作制御コントローラ50は、加速度検出器18から出力される出力信号の採用可否を制御するため、後述するスイッチを開閉するスイッチ開閉指令信号53をXテーブル駆動用コントローラ12に出力する。
ベッド6の上面に固定されたフレーム17には、リニアガイド115のレール109が固定されている。
Yテーブル107は、リニアガイド115のスライドユニット108に固定され、紙面に垂直なY方向に移動自在である。Yテーブル107に保持された図示を省略するボールナットは、ボールネジ110に螺合している。ボールネジ110は、図示を省略したY軸用モータにより駆動される。また、図示を省略するYテーブル駆動用コントローラ等により、Yテーブル107もXテーブル7と同様に位置決め制御系を構成している。
そして、Xテーブル7とYテーブル107をそれぞれ移動させることにより、Xテーブル上のプリント基板3を水平方向任意の位置に位置決めすることができる。
Yテーブル107には、リニアガイド215のレール209が固定されている。 Zテーブル207は、リニアガイド215のスライドユニット208に固定され、図の上下方向(Z方向)に移動自在である。Zテーブル207に保持された図示を省略するボールナットは、ボールネジ210に螺合している。ボールネジ210は、Z軸用モータ211により駆動される。
Z軸用モータ211は、Zテーブル駆動用コントローラ212から出力される制御信号に基づいてZモータ用ドライバ213により駆動される。
Zテーブル駆動用コントローラ212は、動作制御コントローラ50から出力される位置指令信号52とZ軸モータ回転位置検出器219出力されるZ軸モータ回転位置検出信号に基づいて、Zテーブル207を位置決めする。
Zテーブル207上にはスピンドル250が載置され、スピンドル250の先端にはドリル251が回転自在に保持されている。
動作制御コントローラ50は、X、Y、Zの各テーブルおよびスピンドルの動作シーケンスを制御する。
なお、Yテーブル107上のY方向には複数(2〜6個)のZテーブルが載置されている場合がある。
次に、位置決め制御系について説明する。
図2は、本発明に係る位置決め制御系のブロック線図である。
まず、X軸の位置決め制御系について説明する。
加算器20は、動作制御コントローラ50から出力されたX軸位置指令信号51とXテーブル位置検出器16から出力された位置信号との偏差(位置偏差)を演算し、得られた偏差をX軸位置制御部21に出力する。
X軸位置制御部21は、入力された偏差に基づきPID制御等の制御演算を行い速度信号として加算器22に出力する。
X軸微分器25は、X軸用モータ回転位置検出器19から出力される検出値を微分演算してX軸モータ回転速度を求め、ボールネジ10のリードで決まる係数を図示しない係数器により係数倍してXテーブル7の速度に変換し、速度信号として加算器22に出力する。
加算器22は、X軸位置制御部21から出力される速度信号とX軸微分器25から出力される速度信号との偏差(速度偏差)を演算し、得られた偏差をX軸速度制御部23に出力する。
X軸速度制御部23は、入力された偏差に基づきPID制御等の制御演算を行い、X軸トルク指令信号70として加算器24に出力する。
加算器24は、X軸トルク指令信号70と加速度フィードバック補償器30から出力される信号29(トルク信号)との差を演算し、その値を新たなX軸トルク指令信号としてXモータ用ドライバ13に出力する。Xモータ用ドライバ13は、加算器24から出力されるX軸トルク指令信号に基づいてトルク制御を行いX軸用モータ11を駆動してXテーブル7の位置決めを行う。なお、加速度フィードバック補償器30の詳細については後述する。
次に、Z軸の位置決め制御系について説明する。
Z軸用モータ回転位置検出器219から出力された検出値は係数器226により係数倍され、位置信号として加算器221とZ軸微分器225に入力される。
Z軸微分器225は、係数器226から出力された位置信号を微分演算してZ軸モータ回転速度を求め、ボールネジ210のリードで決まる係数を図示しない係数器により係数倍してZテーブル207の速度に変換し、速度信号として加算器223に出力する。
振動抑制補償器220は、動作制御コントローラ50から出力されたZ軸位置指令信号52を新たなZ軸位置指令信号227として加算器220に出力する。なお、振動抑制補償器220の詳細については後述する。
加算器221は、Z軸位置指令信号227と係数器226から出力された位置信号との偏差(位置偏差)を演算し、その結果をZ軸位置制御部222に出力する。
Z軸位置制御部222は、入力された偏差に基づきPID制御等の制御演算を行い速度信号として加算器223に出力する。
加算器223は、Z軸位置制御部222から出力される速度信号とZ軸微分器225から出力される速度信号との偏差(速度偏差)を演算し、得られた偏差をZ軸速度制御部224に出力する。
Z軸速度制御部224は、入力された偏差に基づきPID制御等の制御演算を行い、Z軸トルク指令信号270としてZモータ用ドライバ213へ出力する。Zモータ用ドライバ213は、Z軸トルク指令信号270に基づいてトルク制御を行いZ軸用モータ211を駆動してZテーブル207の位置決めを行う。
次に、Zテーブルの移動がX軸位置決め制御系に与える影響を低減するための装置である補償器振動抑制補償器220について順を追って説明する。
初めに、影響の測定方法と測定結果の一例について説明する。
図3はZテーブルの移動がX軸位置決め制御系に与える影響を測定するための測定方法を示す図である。また、図4は測定結果の一例を、横軸を周波数ω、縦軸をゲインGとして示す図である。なお、測定時には加速度フィードバック補償器30を動作させないので、図3では図2に記載されている加算器24および加速度フィードバック補償器30の記載が省略されている。
ここでは、Xテーブル7を停止(制止)させた状態で測定をするので、測定する間、位置指令発生器230はX軸位置決め制御系の加算器20にXテーブル7の位置指令値として0を出力する。
この状態で、すなわちXテーブル7をある位置から移動しないように制御した状態で、周波数分析器231はZ軸位置決め制御系の加算器221にZテーブル207の位置として正弦波の位置指令値を入力する。そして、正弦波の周波数を掃引して、Z軸速度制御部224から出力されるZ軸トルク指令信号TZ(図2におけるZ軸トルク指令信号270に対応する)と、X軸トルク指令信号TX(図2におけるX軸トルク指令信号70に対応する)と、を取り込み、周波数応答特性G(s)=TX(s)/TZ(s)を演算する。
図4に示されているように、Zテーブル207が移動する際、X軸位置決め制御系へ最も影響する、すなわちXテーブル7を最も移動させる、周波数はω1である。
したがって、Z軸位置指令信号から周波数ω1を除いた位置指令信号でZ軸を駆動することにより、Zテーブル207が移動する時にX軸位置決め制御系へ与える影響を低減させることができる。
ところで、ある特定の周波数を取り除く手段として、ノッチフィルタが知られている。そこで、振動抑制補償器220として式1の特性を持つノッチフィルタを採用し、Z軸位置指令信号52と新たなZ軸位置指令信号227との関係をシミュレーションした。なお、式1において、ζ1、ζ2は減衰係数であり、ζ1<ζ2である。

図5は、シミュレーション結果を示す図であり、Z軸、すなわちドリル251を3mm下降させた場合の時刻歴である。
同図において、上段の図はZ軸の移動動作の全体を表す図であり、下段の図は上段の図における太線部を拡大して示す図である。図中、実線はZ軸位置指令信号52を、点線は新たなZ軸位置指令信号227を、それぞれ表している。
同図から明らかなように、新たなZ軸位置指令信号227は、Z軸位置指令信号52に対して遅れが大きく、かつ、目標位置の−3mmに到達しない(約85μm不足)。しかも、新たなZ軸位置指令信号227を目標値としてZ軸位置決め制御系が動作するため、位置決め制御系の遅れも加わり、ドリルの実際の未達量は0.2〜0.3mm程度になる。したがって、加工穴が未貫通となる不具合が生じる可能性が大きい。
この新たなZ軸位置指令信号227が目標位置(−3mm)に達しないのは、ノッチフィルタによる位相遅れが原因である。
図6は、本発明に係る振動抑制補償器220のブロック線図である。
振動抑制補償器220は、Z軸位置指令信号52を微分して速度信号を出力する微分器235と、微分器235から出力される速度信号を微分して加速度信号を出力する微分器238と、微分器235から出力される速度信号に速度フィードフォワードゲインKvを乗算する係数器Kvと、微分器238から出力される加速度信号に加速度フィードフォワードゲインKaをを乗算する係数器Kaと、Z軸位置指令信号52と係数器Kvの出力信号および係数器Kaの出力信号を加算する加算器241と、中心周波数がω1のノッチフィルタ242およびローパスフィルタ243とから構成されている。
そして、振動抑制補償器220に入力されるZ軸位置指令信号52は、加算器241により係数器Kvから出力される速度フィードフォワード信号237と係数器Kaから出力される加速度フィードフォワード信号240が加算され、ノッチフィルタ242およびローパスフィルタ243を介して新たなZ軸位置指令227として出力される。
ここで、Z軸位置指令信号52をR(t)、また、新たなZ軸位置指令227をR*(t)とし、ローパスフィルタ243の特性を無視すると、R*(t)は式2で表わされる。
そして、加速度フィードフォワードゲインKaを式3で、また、速度フィードフォワードゲインKvを式4で表すと、式2は式5で表される。
すなわち、ノッチフィルタ242の中心周波数ω1と分母の減衰係数ζ2に対応して、加速度フィードフォワードゲインKa及び速度フィードフォワードゲインKvを式3,4で定めることにより、ノッチフィルタ242の位相遅れにより生じる不具合を防止することができる。なお、ローパスフィルタ243は滑らかなZ軸位置指令信号を得るためのフィルタであり、その折点周波数はノッチフィルタ242の設定周波数等を考慮して決定される。
図7は、本発明に係る振動抑制補償器を適用した場合のシミュレーション結果を示す図であり、Z軸の移動条件は図5の場合と同じである。
同図に示されているように、新たなZ軸位置指令信号227は、Z軸位置指令信号52に対する遅れが小さく、かつ、目標位置の−3mmに到達している。
なお、図7のシミュレーションにおいては、下降時の信号の遅れ及び未達量の防止を目的として、式2,3で示される加速度フィードフォワードゲインKa及び速度フィードフォワードゲインKvの値を若干変更して設定した。
以上説明したように、Zテーブル207の移動がX軸位置決め制御系に対して影響を及ぼす周波数を測定し、その周波数を除去するノッチフィルタの前段に速度及び加速度フィードフォワード信号を加算する振動抑制補償器220を設けることにより、時間遅れがなく、Z軸を目標位置に確実に位置決めすることができる。
ところで、図4の周波数応答特性によれば、Zテーブル207の移動がX軸位置決め制御系に影響を及ぼす周波数にはω1とω2の2つの周波数がある。周波数ω1については上述した振動抑制補償器220によりその影響を低減できるが、周波数ω2の影響を低減することはできない。そこで、周波数ω2に関しては、フレーム17の加速度フィードバック補償でその影響を低減する。
次に、図2における加速度フィードバック補償器30について説明する。
加速度フィードバック補償器30は、加速度検出器18で検出されたフレーム17のX軸方向の加速度信号を、X軸の振動を抑制するのに適切な位相にするための位相補償器26と、補償ゲインの設定器である係数器27およびスイッチ28を介して、信号29として加算器24に出力する。
ここで、Xテーブル7の移動中に信号29を加算器24に入力すると、Xテーブル7の応答に影響を与える場合がある。そこで、動作制御コントローラ50からのスイッチ開閉信号53により、Xテーブル7が停止(制止)している場合にのみスイッチ28の接点を閉じて、信号29を加算器24に入力する。
この結果、Zテーブル207の移動により制止状態にあるXテーブル7に加わる力はキャンセルされるので、Xテーブル7が移動することはない。
なお、ここでは加速度検出器18をフレーム17に配置したが、加速度検出器18をXテーブル7またはベッド6に配置してXテーブル7またはベッド6のX方向の加速度を検出し、検出した加速度を加速度フィードバック補償器30に入力するようにしてもよい。
以上述べたように、本発明に係るドリル穴明け機は、Zテーブル207の移動がX軸位置決め制御系へ与える影響を振動抑制補償器により低減すると共に、発生した振動を加速度フィードバックにより抑制するので、X軸の位置決め性能が向上し、良好な加工精度を得ることができる。また、Zテーブル207の移動を高速化できるので、加工速度を向上させることができる。
なお、Zテーブル207が複数設けられている場合には、例えば測定時に、総てのZテーブル207を同時に移動させるようにすればよい。
50 動作制御コントローラ
52 位置指令信号
207 Zテーブル
220 振動抑制補償器
227 位置指令信号
237 速度指令信号
240 加速度信号
242 ノッチフィルタ
ω1 周波数(ノッチフィルタ242の中心周波数)
52 位置指令信号
207 Zテーブル
220 振動抑制補償器
227 位置指令信号
237 速度指令信号
240 加速度信号
242 ノッチフィルタ
ω1 周波数(ノッチフィルタ242の中心周波数)
Claims (3)
- ワークを支持し、ベッド上を水平方向に移動自在のXテーブルと、前記ベッドの上面に固定されたフレーム上に載置され、前記Xテーブルの移動方向と直交する水平方向に移動自在のYテーブルと、このYテーブル上に載置され、工具を回転自在に支持して垂直方向に移動自在のZテーブルと、を備え、前記各テーブルのそれぞれに位置指令信号を与えて前記各テーブルを位置決めし、前記工具により前記ワークに穴を加工する穴明け加工機において、
前記Zテーブルに対する位置指令信号に前記Zテーブルの速度指令信号と前記Zテーブルの加速度信号とを加え、得られた信号から予め定める周波数を除去する周波数除去手段を介して新たなZテーブルの位置指令信号とする振動抑制補償器を備えていることを特徴とする穴明け加工機。 - 前記予め定める周波数は、前記Zテーブルの駆動力が前記Xテーブルを最も移動させる周波数であることを特徴とする請求項1に記載の穴明け加工機。
- 前記フレーム、前記ベッド又は前記XテーブルのいずれかのX方向の加速度を検出する手段をさらに備え、前記検出手段によって検出された検出信号に対して前記Xテーブルの位相補償を行った後、前記位相補償を行った信号をXテーブルを駆動する駆動部へフィードバックすることを特徴とする請求項1または請求項2に記載の穴明け加工機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005014530A JP2006198742A (ja) | 2005-01-21 | 2005-01-21 | 穴明け加工機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005014530A JP2006198742A (ja) | 2005-01-21 | 2005-01-21 | 穴明け加工機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006198742A true JP2006198742A (ja) | 2006-08-03 |
Family
ID=36957169
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005014530A Withdrawn JP2006198742A (ja) | 2005-01-21 | 2005-01-21 | 穴明け加工機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006198742A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101700635B (zh) * | 2009-11-27 | 2013-05-22 | 朱绍光 | 钻床的操作、控制方法及装置 |
| JP2016212579A (ja) * | 2015-05-07 | 2016-12-15 | ビアメカニクス株式会社 | ドリル穴明け装置及びドリル穴明け方法 |
| JP6180688B1 (ja) * | 2016-12-08 | 2017-08-16 | 三菱電機株式会社 | 数値制御装置 |
| JP6494897B1 (ja) * | 2018-07-05 | 2019-04-03 | 三菱電機株式会社 | 数値制御装置 |
-
2005
- 2005-01-21 JP JP2005014530A patent/JP2006198742A/ja not_active Withdrawn
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101700635B (zh) * | 2009-11-27 | 2013-05-22 | 朱绍光 | 钻床的操作、控制方法及装置 |
| JP2016212579A (ja) * | 2015-05-07 | 2016-12-15 | ビアメカニクス株式会社 | ドリル穴明け装置及びドリル穴明け方法 |
| JP6180688B1 (ja) * | 2016-12-08 | 2017-08-16 | 三菱電機株式会社 | 数値制御装置 |
| WO2018105085A1 (ja) * | 2016-12-08 | 2018-06-14 | 三菱電機株式会社 | 数値制御装置 |
| JP6494897B1 (ja) * | 2018-07-05 | 2019-04-03 | 三菱電機株式会社 | 数値制御装置 |
| WO2020008587A1 (ja) * | 2018-07-05 | 2020-01-09 | 三菱電機株式会社 | 数値制御装置 |
| CN110914770A (zh) * | 2018-07-05 | 2020-03-24 | 三菱电机株式会社 | 数控装置 |
| US10663945B2 (en) | 2018-07-05 | 2020-05-26 | Mitsubishi Electric Corporation | Numerical control device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4787771B2 (ja) | プリント基板加工機及びその穴明け加工方法 | |
| JP5566469B2 (ja) | 数値制御方法 | |
| CN101952084B (zh) | 进给驱动装置的间隙量检测方法和进给驱动装置的间隙量检测装置 | |
| JP6693013B2 (ja) | 振動抑制装置と振動抑制方法 | |
| US10261520B2 (en) | Motor controller and industrial machine | |
| JP4474328B2 (ja) | 穴明け加工機 | |
| JP5368197B2 (ja) | プリント基板の穴明け方法及びプリント基板加工機 | |
| JP2019153085A (ja) | 振動抑制装置と振動抑制方法 | |
| CN112305996B (zh) | 数值控制装置和控制方法 | |
| JP2006198742A (ja) | 穴明け加工機 | |
| JP3946046B2 (ja) | 機械の制振制御方法および制振制御型機械 | |
| JP5321515B2 (ja) | 工作機械の数値制御装置 | |
| CN111791086B (zh) | 机床 | |
| US6992450B2 (en) | Active mass damper | |
| JP7694315B2 (ja) | 数値制御装置と制御方法 | |
| JP2007072943A (ja) | 位置制御装置 | |
| JP2020140504A (ja) | 数値制御装置と制御方法 | |
| CN110647183B (zh) | 一种高精密定位平台的减振方法、装置及设备 | |
| JP6922815B2 (ja) | 数値制御装置と制御方法 | |
| JP2004009161A (ja) | 加工方法および加工装置 | |
| JP4136784B2 (ja) | 加工方法および加工装置 | |
| JP7707961B2 (ja) | 数値制御装置と制御方法 | |
| Parenti et al. | A mechatronic study on a model-based compensation of inertial vibration in a high-speed machine tool | |
| JP2026037726A (ja) | 数値制御装置及び数値制御装置の制御方法 | |
| JPH10337639A (ja) | プリント基板穴明機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20080401 |