JP2006200440A - カムシャフト - Google Patents
カムシャフト Download PDFInfo
- Publication number
- JP2006200440A JP2006200440A JP2005012698A JP2005012698A JP2006200440A JP 2006200440 A JP2006200440 A JP 2006200440A JP 2005012698 A JP2005012698 A JP 2005012698A JP 2005012698 A JP2005012698 A JP 2005012698A JP 2006200440 A JP2006200440 A JP 2006200440A
- Authority
- JP
- Japan
- Prior art keywords
- cam piece
- inner hole
- drive shaft
- cam
- camshaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003780 insertion Methods 0.000 claims abstract description 6
- 230000037431 insertion Effects 0.000 claims abstract description 6
- 238000010438 heat treatment Methods 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 abstract description 4
- 238000001816 cooling Methods 0.000 abstract 1
- 230000000712 assembly Effects 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 239000012530 fluid Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910000851 Alloy steel Inorganic materials 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 2
- 239000010962 carbon steel Substances 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/02—Camshafts
Landscapes
- Valve-Gear Or Valve Arrangements (AREA)
- Gears, Cams (AREA)
Abstract
【課題】 カムピースを駆動シャフト上に容易に固定できるカムシャフトを提供することを目的とする。
【解決手段】 カムシャフト1のカムピース結合体3は、カムプロフィール42を有した一対のカムピース部4が、駆動シャフト2の軸方向に並ぶように一体に結合されて形成されており、これらは、互いに、その回転方向の位置が異なって形成されている。カムピース結合体3には、単一の内孔31が貫通しており、内孔31には駆動シャフト2の挿入方向に延びる複数の溝32が形成されている。カムピース結合体3を加熱して内孔31を拡径した状態で、駆動シャフト2を内孔31に挿入する。この状態で冷却して内孔31を再び縮径することにより、駆動シャフト2の外周面が内孔31によって押圧されて盛上がり、溝32内に入り込むことにより、駆動シャフト2上にカムピース結合体3が強固に固定される。
【選択図】 図3
Description
本発明は、駆動シャフト上にカムピースが固定されたカムシャフトに関する。
カムピースに凹部を有する内孔を形成し、この内孔にパイプ状のシャフトを挿入した後、シャフト内に高圧流体を注入して外方に膨出させることにより、シャフトを内孔の凹部に収容させて、カムピースをシャフト上に固定したカムシャフトに関する従来技術があった(例えば、特許文献1参照)。この技術によれば、シャフトの凹部に収容された部位が引っかかりとなって、カムピースとシャフトとの間の固着強度を向上させることができる。
しかしながら、上述の従来技術によるカムシャフトを形成するためには、シャフト内に高圧の流体を注入しなければならず、製造のために高圧の流体源やシャフトのシール装置等の設備を必要とする。また、シャフト上に固着させるカムピースの数が多い場合、取り付けのために、多大な手間と工数を要するものであった。高圧を注入せずに、カムシャフトを加熱して内孔を拡径した後、シャフトを内孔に挿入して冷却し、固定する方法があったが、カムピースとシャフトとの間の回転方向の位置決め手段がなく、特に、複数のカムピース間の位相精度を向上させて取り付けたい場合、シャフトとカムピースを固定する工程において、精密な治具等を用いる必要があり、その組付け作業性と製造コストに課題を含んだものであった。
特開2003−314576公報(第1図、第2図)
本発明は上記のような事情に基づいて完成されたものであって、カムピースを駆動シャフト上に容易に固定できるカムシャフトを提供することを目的とする。
上記の目的を達成するための手段として、請求項1の発明は、カムプロフィールを有するカムピースの内孔に、駆動シャフトを挿入することにより、前記駆動シャフト上に前記カムピースが固定されたカムシャフトにおいて、複数の前記カムピースが、その回転軸方向に並ぶように一体に結合されたカムピース結合体を形成し、このカムピース結合体には、単一の前記内孔が貫通し、前記カムピース結合体を加熱して前記内孔を拡径させた後、前記内孔に前記駆動シャフトを挿入し、その後前記カムピース結合体を冷却することにより、前記内孔が再び縮径して締り嵌めとなり、前記駆動シャフト上に前記カムピース結合体が固定されることを特徴とするカムシャフトとした。
請求項2の発明は、前記内孔に、その挿入方向に延びる複数の溝を形成し、前記内孔が縮径して締り嵌めとなることにより、前記駆動シャフトが前記内孔より押圧されて盛上がり、前記溝内に入り込むことにより双方が固定されることを特徴とする請求項1記載のカムシャフトとした。
<請求項1の発明>
複数のカムピースが、その回転軸方向に並ぶように一体に結合されたカムピース結合体を形成し、このカムピース結合体には、単一の内孔が貫通し、カムピース結合体を加熱して内孔を拡径させた後、内孔に駆動シャフトを挿入し、その後カムピース結合体を冷却することにより、内孔が再び縮径して締り嵌めとなり、駆動シャフト上にカムピース結合体が固定される構成としたことにより、複数のカムピースを、駆動シャフト上に容易に取り付けることができる。また、カムピース結合体は、複数のカムピースが一体に結合されて形成されているため、面倒な作業を行わなくとも、それらのカムピース間の回転方向の位置精度を向上させることができる。また、カムピース結合体は、複数のカムピースが結合されて形成されているため、その剛性を向上させることができる。
複数のカムピースが、その回転軸方向に並ぶように一体に結合されたカムピース結合体を形成し、このカムピース結合体には、単一の内孔が貫通し、カムピース結合体を加熱して内孔を拡径させた後、内孔に駆動シャフトを挿入し、その後カムピース結合体を冷却することにより、内孔が再び縮径して締り嵌めとなり、駆動シャフト上にカムピース結合体が固定される構成としたことにより、複数のカムピースを、駆動シャフト上に容易に取り付けることができる。また、カムピース結合体は、複数のカムピースが一体に結合されて形成されているため、面倒な作業を行わなくとも、それらのカムピース間の回転方向の位置精度を向上させることができる。また、カムピース結合体は、複数のカムピースが結合されて形成されているため、その剛性を向上させることができる。
<請求項2の発明>
内孔に、その挿入方向に延びる複数の溝を形成し、内孔が縮径して締り嵌めとなることにより、駆動シャフトが内孔より押圧されて盛上がり、溝内に入り込むことにより双方が固定されるため、溝内に入り込んだ部位が引っかかりとなり、カムピースを駆動シャフト上に強固に固定することができる。溝はカムピースの内孔に形成されているため、駆動シャフトが盛り上がって溝内に入り込み、カムピース側の変形が少ないため、カムプロフィールの形状への影響を低減できる。
内孔に、その挿入方向に延びる複数の溝を形成し、内孔が縮径して締り嵌めとなることにより、駆動シャフトが内孔より押圧されて盛上がり、溝内に入り込むことにより双方が固定されるため、溝内に入り込んだ部位が引っかかりとなり、カムピースを駆動シャフト上に強固に固定することができる。溝はカムピースの内孔に形成されているため、駆動シャフトが盛り上がって溝内に入り込み、カムピース側の変形が少ないため、カムプロフィールの形状への影響を低減できる。
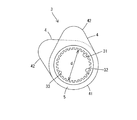
本発明の実施形態を図1乃至図6によって説明する。図1に示すように、本実施形態によるカムシャフト1は、駆動シャフト2上に複数のカムピース結合体3が固着されて形成されている。尚、図1はカムシャフト1の一部のみを表しており、複数のカムピース結合体3のうち、2個のみを示している。駆動シャフト2は、STKM材等の炭素鋼あるいは合金鋼によるパイプ材により形成されている。
一方、カムピース結合体3は炭素鋼またはCr、Vを含んだ合金鋼による金属粉末を金型内にて加圧成形し、高温で焼結させた焼結材にて形成されている。図1に示された一対のカムピース結合体3は同一のもので、駆動シャフト2に対してその取付角度のみが異なっている。図1乃至図3に示すように、カムピース結合体3の内部には単一の内孔31が貫通しており、内孔31の内径dは駆動シャフト2の挿入部の外径よりも小さく形成されている。各々のカムピース結合体3には、一対のカムピース部4が設けられ、これらは回転軸となる駆動シャフト2の軸方向に並ぶように、互いに結合されて一体に形成されている。
図2に示すように、一対のカムピース部4は、同一形状のものが互いに回転方向の角度を異ならせた状態で、結合されている。それぞれのカムピース部4は、内孔31の一部を取り囲むように円周状のベース円部41を有しており、更に、ベース円部41と連続するように、外方へ突出したカムプロフィール42を備えている。また、カムピース結合体3の両端部には、カムピース部4に連続するように、円筒状のスリーブ部5が一対設けられ、カムピース部4間には、これらを繋げるように、同じく円筒状の連結部6が形成されている。
内孔31には、駆動シャフト2をカムピース結合体3に挿入する(後述する)方向に延びるように、複数の溝32が形成されている。溝32は、内孔31上に均等に配置されるように形成されている。図2に示したカムピース結合体3においては、溝32間に配置された各々の突出部33の断面が矩形状に形成されているため、溝32の断面も矩形状に形成されているが、図6(A)に示すように台形状断面の突出部33A、図6(B)に示すように三角形状断面の突出部33B、あるいは図6(C)に示すように円形状断面の突出部33Cとすることにより、それぞれの間に配置された溝32A、32B、32Cの断面形状を適宜変化させても同様の効果が得られる。
カムピース結合体3の少なくとも内孔31の硬度は、これに限定する必要はないがHv350以上であり、駆動シャフト2の外周面の硬度(Hv150〜200)よりも高く形成されている。溝32は、カムピース結合体3の成形時に外形状と同時に成形してもよいが、カムピース結合体3の外形状の成形後に機械加工によって形成した後、カムピース結合体3を焼結してもよい。
次に、カムピース結合体3を、駆動シャフト2上に固着させる方法について説明する。まず、内孔31に複数の溝32が形成されたカムピース結合体3を、200℃以上の高温に加熱することにより、内孔31の内径dを拡張する。この状態で、図3に示すように、カムピース結合体3の内孔31内に、駆動シャフト2をその長さ方向に挿入する(焼き嵌め)。加熱により内孔31は拡径されているため、駆動シャフト2の挿入は円滑に行うことができる。
次に、駆動シャフト2を複数のカムピース結合体3の内孔31に挿入した状態で冷却すると、拡径されていた内孔31が再び縮径し、カムピース結合体3と駆動シャフト2とが締り嵌めとなり、内孔31が駆動シャフト2の外周面を内方に押圧し始める。従って、内孔31よりも硬度の低い駆動シャフト2の外周面が、内孔31によって押圧され、内孔31によって拘束されていない溝32と対向した部位が外方に盛上がり、それぞれ溝32内に入り込む(図4および図5示)。これにより、駆動シャフト2とカムピース結合体3が互いに強固に固定され、カムシャフト1が完成する。カムシャフト1は図示しない内燃機関のシリンダーヘッドにおいて回転可能に固定され、駆動シャフト2を回転軸として回転することにより、カムプロフィール42と当接する給排気バルブの作動を制御する。
本実施形態によれば、複数のカムピース部4が、その回転軸方向に並ぶように一体に結合されたカムピース結合体3を形成し、このカムピース結合体3には、単一の内孔31が貫通し、カムピース結合体3を加熱して内孔31を拡径させた後、内孔31に駆動シャフト2を挿入し、その後カムピース結合体3を冷却することにより、内孔31が再び縮径して締り嵌めとなり、駆動シャフト2上にカムピース結合体3が固定される構成としたことにより、複数のカムピース部4を、駆動シャフト2上に容易に取り付けることができる。また、カムピース結合体3は、複数のカムピース部4が一体に結合されて形成されているため、面倒な作業を行わなくとも、それらのカムピース部4間の回転方向の位置精度を向上させることができる。また、カムピース結合体3は、一対のカムピース部4が結合されて形成されているため、その剛性を向上させることができる。
また、内孔31に、その挿入方向に延びる複数の溝32を形成し、内孔31が縮径して締り嵌めとなることにより、駆動シャフト2が内孔31より押圧されて盛上がり、溝32内に入り込むことにより双方が固定されるため、溝32内に入り込んだ部位が引っかかりとなり、カムピース結合体3を駆動シャフト2上に強固に固定することができる。更に、溝32はカムピース結合体3の内孔31に形成されているため、駆動シャフト2が盛り上がって溝32内に入り込み、カムピース部4側の変形が少ないため、カムプロフィール42の形状への影響を低減できる。
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれ、さらに、下記以外にも要旨を逸脱しない範囲内で種々変更して実施することができる。
(1)内孔に溝を設けずに、締り嵌めを行ってもよい。
(2)カムピース結合体は、3個以上のカムピース部で形成されてもよい。
(3)カムピース結合体を構成する複数のカムピース部は、互いに同位相であってもよい。
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれ、さらに、下記以外にも要旨を逸脱しない範囲内で種々変更して実施することができる。
(1)内孔に溝を設けずに、締り嵌めを行ってもよい。
(2)カムピース結合体は、3個以上のカムピース部で形成されてもよい。
(3)カムピース結合体を構成する複数のカムピース部は、互いに同位相であってもよい。
1…カムシャフト
2…駆動シャフト
3…カムピース結合体
4…カムピース部
31…内孔
32…溝
42…カムプロフィール
2…駆動シャフト
3…カムピース結合体
4…カムピース部
31…内孔
32…溝
42…カムプロフィール
Claims (2)
- カムプロフィールを有するカムピースの内孔に、駆動シャフトを挿入することにより、前記駆動シャフト上に前記カムピースが固定されたカムシャフトにおいて、
複数の前記カムピースが、その回転軸方向に並ぶように一体に結合されたカムピース結合体を形成し、このカムピース結合体には、単一の前記内孔が貫通し、
前記カムピース結合体を加熱して前記内孔を拡径させた後、前記内孔に前記駆動シャフトを挿入し、その後前記カムピース結合体を冷却することにより、前記内孔が再び縮径して締り嵌めとなり、前記駆動シャフト上に前記カムピース結合体が固定されることを特徴とするカムシャフト。 - 前記内孔に、その挿入方向に延びる複数の溝を形成し、前記内孔が縮径して締り嵌めとなることにより、前記駆動シャフトが前記内孔より押圧されて盛上がり、前記溝内に入り込むことにより双方が固定されることを特徴とする請求項1記載のカムシャフト。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005012698A JP2006200440A (ja) | 2005-01-20 | 2005-01-20 | カムシャフト |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005012698A JP2006200440A (ja) | 2005-01-20 | 2005-01-20 | カムシャフト |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006200440A true JP2006200440A (ja) | 2006-08-03 |
Family
ID=36958659
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005012698A Pending JP2006200440A (ja) | 2005-01-20 | 2005-01-20 | カムシャフト |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006200440A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014121892A (ja) * | 2012-12-20 | 2014-07-03 | Press Kogyo Co Ltd | アクスル構造 |
| WO2015016074A1 (ja) * | 2013-07-31 | 2015-02-05 | 三菱自動車工業株式会社 | 組立カムシャフト |
| CN105377506A (zh) * | 2013-06-14 | 2016-03-02 | 3M创新有限公司 | 转接器 |
-
2005
- 2005-01-20 JP JP2005012698A patent/JP2006200440A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014121892A (ja) * | 2012-12-20 | 2014-07-03 | Press Kogyo Co Ltd | アクスル構造 |
| CN105377506A (zh) * | 2013-06-14 | 2016-03-02 | 3M创新有限公司 | 转接器 |
| WO2015016074A1 (ja) * | 2013-07-31 | 2015-02-05 | 三菱自動車工業株式会社 | 組立カムシャフト |
| JP6037017B2 (ja) * | 2013-07-31 | 2016-11-30 | 三菱自動車工業株式会社 | 組立カムシャフト |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4597997B2 (ja) | 内燃機関のためのピストンを作製する方法 | |
| US9086078B2 (en) | Stationary vane unit of rotary machine, method of producing the same, and method of connecting the same | |
| JP5219246B2 (ja) | カムシャフトの成形方法 | |
| US11338368B2 (en) | Sealing ring | |
| US20110220044A1 (en) | Camshaft including weight reducing features and method of forming | |
| US20170047827A1 (en) | Shrink-Fitting Method for Laminated Rotor | |
| WO2007072536A1 (ja) | ガスタービン用永久磁石発電機ロータ、その製造方法及びガスタービン並びにその製造方法 | |
| KR102022149B1 (ko) | 엔진 모듈을 조립하는 방법 | |
| US9574464B2 (en) | Camshaft for an internal combustion engine | |
| US20080070708A1 (en) | Assembled camshaft having indentations extending underneath the slid-on components | |
| JP2006200440A (ja) | カムシャフト | |
| US20070128044A1 (en) | Fluid machine | |
| US20080250895A1 (en) | Rotating Assembly and Its Manufacturing Method | |
| JP4317524B2 (ja) | カムシャフト | |
| US6374489B1 (en) | Method for manufacturing camshaft | |
| JP2009121282A (ja) | カムシャフト構造およびカムシャフト構造の組立方法 | |
| US20140215820A1 (en) | Rotating assembly and its manufacturing method | |
| US10787991B2 (en) | Complex-shaped forged piston oil galleries | |
| JP2015142925A (ja) | ステアリングステムコンポーネントの結合 | |
| JP2006200620A (ja) | 回転組立体 | |
| JP2006200621A (ja) | 回転組立体 | |
| JP4117741B2 (ja) | カムシャフトのエンドピースおよびカムシャフト | |
| KR102291684B1 (ko) | 드릴 비트 | |
| JP2011149316A (ja) | カムハウジングの組み付け方法 | |
| US20140360014A1 (en) | Method for producing a built hollow valve of an internal combustion engine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Effective date: 20061201 Free format text: JAPANESE INTERMEDIATE CODE: A7424 |