JP2006200970A - レーザー超音波探傷法、及びレーザー超音波探傷装置 - Google Patents
レーザー超音波探傷法、及びレーザー超音波探傷装置 Download PDFInfo
- Publication number
- JP2006200970A JP2006200970A JP2005011340A JP2005011340A JP2006200970A JP 2006200970 A JP2006200970 A JP 2006200970A JP 2005011340 A JP2005011340 A JP 2005011340A JP 2005011340 A JP2005011340 A JP 2005011340A JP 2006200970 A JP2006200970 A JP 2006200970A
- Authority
- JP
- Japan
- Prior art keywords
- probe
- inspected
- distance
- laser
- ultrasonic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Abstract
【解決手段】被検査面5a・5bに対し送信プローブ12からレーザー光22・23を照射させて超音波を励起させるとともに、被検査面に対し受信プローブ13からレーザー光22・23を照射させて前記超音波を受信し、受信された超音波のデータから被検査面に存在する欠陥を検出するレーザー超音波探傷法であって、距離計測手段12b・13bにて送信プローブ12及び受信プローブ13から被検査面5a・5bまでの距離L2・L3を計測しつつ、前記距離L2・L3に基づいて、前記送信プローブ12から照射させるレーザー光22の出力設定を調整するとともに、送信プローブ12及び受信プローブ13の可変集光レンズ12a・13aの焦点距離を調整することで、前記レーザー光の照射条件を逐次補正する。
【選択図】図4
Description
他方、近年、水や油(グリセリン)等の接触媒体なしで金属部品表面のプレス不良等の欠陥を検出可能とするレーザー超音波探傷法が開発され、このレーザー超音波探傷法を用いた非破壊検査技術の実用化も進められており(例えば、特許文献1参照。)、上記の目視検査の代替手段として注目を浴びている。
そこで、本発明は、複雑な3次元形状を有する被検査面についても、精度のよいレーザー超音波探傷が行える技術を提案する。
前記光検出器16は、データ処理装置3と接続されており、レーザー干渉計15にて検出した値を電気信号に変換し、データ処理装置3へと送信するようにしている。
尚、ここでいうレーザー光の照射条件とは、送信プローブ12から照射させるレーザー光22の出力と、送信プローブ12及び受信プローブ13の可変集光レンズ12a・13aの厚みの変更によるレーザー光22・23の焦点距離の調整(フォーカス)等をいうものである。
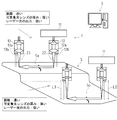
前記距離計測手段12b・13bは、それぞれ、前記データ処理装置3と接続されており、データ処理装置3では、距離計測手段12b・13bから送信されるデータに基づいて前記距離L2・L3を算出する。
尚、距離計測手段12b・13bの構成については特に限定されるものではないが、表面波超音波との干渉による不具合の発生を考慮すると、赤外線センサが好適である。
このレーザー光22の出力の調整は、レーザー超音波探傷装置1に構成される出力調整手段にて行われるものであり、本実施例では、データ処理装置3にて前記送信レーザー光源11を制御する形態により、出力調整手段が構成されている。
そして、この出力調整手段(データ処理装置3及び送信レーザー光源11)により、図4に示すごとく、被検査面5aと送信プローブ12の間の距離L2が短い場合には、レーザー光22の出力は弱く設定されるようになっている。一方、被検査面5bと送信プローブ12の間の距離L2が長い場合には、レーザー光22の出力は強く設定されるようになっている。
本実施例では、前記データ処理装置3にて前記可変集光レンズ12a・13aの厚みを調整することとしており、データ処理装置3を焦点距離調整手段として機能させることとしている。
そして、この焦点距離調整手段(データ処理装置3)により、図4に示すごとく、被検査面5aと送信プローブ12及び受信プローブ13の間の距離L2・L3が短い場合には、可変集光レンズ12a・13aの厚さは、前記データ処理装置3により厚く設定されるようになっている。一方、被検査面5bと送信プローブ12及び受信プローブ13の間の距離L2・L3が長い場合には、可変集光レンズ12a・13aの厚さは、前記データ処理装置3により薄く設定されるようになっている。
例えば、前記データ処理装置3により、欠陥2の有無情報や、2次元座標情報を表示機器に表示させることや、予め設定された合否判定条件をクリアできないような大きな欠陥2が発見された場合には、不合格判定を行うとともに、製造ラインから除去(ラインオフ)する等である。
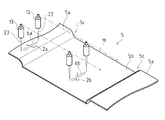
例えば、図5に示すごとくの立体形状のプレス成型品40については、送信プローブ12及び受信プローブ13を、上面40aから前面40bにかけて形状に沿わせるように走査させるべく、送信プローブ12及び受信プローブ13の支持機構、移動機構を構成し、プログムによって動作制御することによれば、箱型状のプレス成型品40についてもレーザー超音波探傷法にて検査を行うことができる。また、被検査面に凸部40cや凹部40dが存在する場合でも、上記のように、レーザー光の照射条件を補正することにより、高精度で安定した探傷を行うことができる。
即ち、レーザー超音波探傷装置にて被検査体の表面の粗探傷を実施して、被検査体の表面に存在する欠陥の存在する位置を特定し、パルス式赤外線検査装置にて欠陥の精密探傷を実施して、欠陥の赤外線撮影画像を取得し、データ処理装置にて前記赤外線撮影画像を解析して、欠陥のサイズを特定し、欠陥のサイズに基づいてプレス加工品質の合否判定を行う等である。
2 欠陥
3 データ処理装置
5 被検査体
5a・5b 被検査面
11 レーザー光源
12 送信プローブ
12a 可変集光レンズ
12b 距離計測手段
13 受信プローブ
13a 可変集光レンズ
13b 距離計測手段
Claims (8)
- 被検査面に対し送信プローブからレーザー光を照射させて超音波を励起させるとともに、被検査面に対し受信プローブからレーザー光を照射させて前記超音波を受信し、受信された超音波のデータから被検査面に存在する欠陥を検出するレーザー超音波探傷法であって、
距離計測手段にて前記送信プローブ及び前記受信プローブから被検査面までの距離を計測しつつ、
前記距離に基づいて、
前記送信プローブから照射させる前記レーザー光の出力設定を調整するとともに、
前記送信プローブ及び前記受信プローブの可変集光レンズの焦点距離を調整することで、
前記レーザー光の照射条件を逐次補正しつつ、前記被検査面に存在するプレス不良等の欠陥を検出することとする、レーザー超音波探傷法。 - 前記レーザー光の出力設定の調整は、
前記被検査面と前記送信プローブの間の距離において、
前記距離が短い場合には、前記レーザー光の出力は、弱く設定され、
前記距離が長い場合には、前記レーザー光の出力は、強く設定されることで行われ、
前記各可変集光レンズの焦点距離の調整は、
前記被検査面と前記送信プローブ及び前記受信プローブの間の各距離において、
前記距離が短い場合には、可変集光レンズの厚さは、厚く設定され、
前記距離が長い場合には、可変集光レンズの厚さは、薄く設定されることで行われる、
ことを特徴とする、請求項1に記載のレーザー超音波探傷法。 - 前記距離計測手段は、赤外線センサとする、
ことを特徴とする、請求項1又は請求項2に記載のレーザー超音波探傷法。 - 前記被検査面に励起される超音波は、表面波超音波とする、
ことを特徴とする、請求項1乃至請求項3のいずれか一項に記載のレーザー超音波探傷法。 - 被検査面に対し送信プローブからレーザー光を照射させて超音波を励起させるとともに、被検査面に対し受信プローブからレーザー光を照射させて前記超音波を受信し、受信された超音波のデータから被検査面に存在する欠陥を検出する構成とするレーザー超音波探傷装置であって、
前記送信プローブ及び前記受信プローブには、それぞれ、距離計測手段が設けられ、
前記距離計測手段によって、前記送信プローブ及び前記受信プローブから被検査面までの距離が計測され、
前記距離に基づいて、レーザー超音波探傷装置に設けられる出力調整手段により、前記レーザー光の出力が調整され、
前記送信プローブ及び前記受信プローブには、それぞれ、可変集光レンズが設けられ、
前記距離に基づいて、レーザー超音波探傷装置に設けられる焦点距離調整手段により、前記送信プローブ及び前記受信プローブからそれぞれ出力されるレーザー光の焦点距離が調整される、構成とするレーザー超音波探傷装置。 - 前記出力調整手段による前記レーザー光の出力設定の調整は、
前記被検査面と前記送信プローブの間の距離において、
前記距離が短い場合には、前記レーザー光の出力は、弱く設定され、
前記距離が長い場合には、前記レーザー光の出力は、強く設定されることで行われ、
前記焦点距離調整手段による前記各可変集光レンズの焦点距離の調整は、
前記被検査面と前記送信プローブ及び前記受信プローブの間の各距離において、
前記距離が短い場合には、可変集光レンズの厚さは、厚く設定され、
前記距離が長い場合には、可変集光レンズの厚さは、薄く設定されることで行われる、
ことを特徴とする、請求項5に記載のレーザー超音波探傷装置。 - 前記距離計測手段は、赤外線センサとする、
ことを特徴とする、請求項5又は請求項6に記載のレーザー超音波探傷装置。 - 前記被検査面に励起される超音波は、表面波超音波とする、
ことを特徴とする、請求項5乃至請求項7のいずれか一項に記載のレーザー超音波探傷装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005011340A JP4412180B2 (ja) | 2005-01-19 | 2005-01-19 | レーザー超音波探傷法、及びレーザー超音波探傷装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005011340A JP4412180B2 (ja) | 2005-01-19 | 2005-01-19 | レーザー超音波探傷法、及びレーザー超音波探傷装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006200970A true JP2006200970A (ja) | 2006-08-03 |
| JP4412180B2 JP4412180B2 (ja) | 2010-02-10 |
Family
ID=36959117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005011340A Expired - Fee Related JP4412180B2 (ja) | 2005-01-19 | 2005-01-19 | レーザー超音波探傷法、及びレーザー超音波探傷装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4412180B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100822680B1 (ko) | 2007-02-07 | 2008-04-18 | 한국원자력연구원 | 미세 다중결함 측정을 위한 레이저 초음파 검사장치 및방법 |
| RU2422815C2 (ru) * | 2007-03-30 | 2011-06-27 | Мицубиси Хеви Индастрис, Лтд. | Аппарат ультразвуковой дефектоскопии |
| JP2012063325A (ja) * | 2010-09-17 | 2012-03-29 | Toshiba Corp | レーザ超音波検査装置及びレーザ超音波検査方法 |
| JP2012137471A (ja) * | 2010-05-21 | 2012-07-19 | Toshiba Corp | 溶接検査方法および装置 |
| CN109387568A (zh) * | 2018-12-21 | 2019-02-26 | 西安增材制造国家研究院有限公司 | 一种激光超声检测装置及增材制造、检测一体设备 |
| CN110954542A (zh) * | 2019-12-11 | 2020-04-03 | 深圳先进技术研究院 | 增材制造的缺陷检测装置、缺陷检测系统及缺陷检测方法 |
| EP3779431A4 (en) * | 2018-03-27 | 2021-12-08 | National Institutes for Quantum and Radiological Science and Technology | MEASURING DEVICE, MEASURING SYSTEM, MOVABLE BODY AND MEASURING METHOD |
| CN114166946A (zh) * | 2020-09-11 | 2022-03-11 | 铠侠股份有限公司 | 缺陷检查装置 |
-
2005
- 2005-01-19 JP JP2005011340A patent/JP4412180B2/ja not_active Expired - Fee Related
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100822680B1 (ko) | 2007-02-07 | 2008-04-18 | 한국원자력연구원 | 미세 다중결함 측정을 위한 레이저 초음파 검사장치 및방법 |
| RU2422815C2 (ru) * | 2007-03-30 | 2011-06-27 | Мицубиси Хеви Индастрис, Лтд. | Аппарат ультразвуковой дефектоскопии |
| JP2012137471A (ja) * | 2010-05-21 | 2012-07-19 | Toshiba Corp | 溶接検査方法および装置 |
| US9217731B2 (en) | 2010-05-21 | 2015-12-22 | Kabushiki Kaisha Toshiba | Welding inspection method and apparatus thereof |
| JP2012063325A (ja) * | 2010-09-17 | 2012-03-29 | Toshiba Corp | レーザ超音波検査装置及びレーザ超音波検査方法 |
| US11913910B2 (en) | 2018-03-27 | 2024-02-27 | National Institutes For Quantum And Radiological Science And Technology | Measuring device, measuring system, moving body, and measuring method |
| EP3779431A4 (en) * | 2018-03-27 | 2021-12-08 | National Institutes for Quantum and Radiological Science and Technology | MEASURING DEVICE, MEASURING SYSTEM, MOVABLE BODY AND MEASURING METHOD |
| JP2022163150A (ja) * | 2018-03-27 | 2022-10-25 | 国立研究開発法人量子科学技術研究開発機構 | 計測装置、計測システム、移動体、および計測方法 |
| US11674933B2 (en) | 2018-03-27 | 2023-06-13 | National Institutes For Quantum And Radiological Science And Technology | Measuring device, measuring system, moving body, and measuring method |
| JP7421761B2 (ja) | 2018-03-27 | 2024-01-25 | 国立研究開発法人量子科学技術研究開発機構 | 計測装置、計測システム、移動体、および計測方法 |
| JP2024038218A (ja) * | 2018-03-27 | 2024-03-19 | 国立研究開発法人量子科学技術研究開発機構 | 計測装置、計測システム、移動体、および計測方法 |
| JP7829944B2 (ja) | 2018-03-27 | 2026-03-16 | 国立研究開発法人量子科学技術研究開発機構 | 計測装置、計測システム、移動体、および計測方法 |
| CN109387568A (zh) * | 2018-12-21 | 2019-02-26 | 西安增材制造国家研究院有限公司 | 一种激光超声检测装置及增材制造、检测一体设备 |
| CN110954542A (zh) * | 2019-12-11 | 2020-04-03 | 深圳先进技术研究院 | 增材制造的缺陷检测装置、缺陷检测系统及缺陷检测方法 |
| CN114166946A (zh) * | 2020-09-11 | 2022-03-11 | 铠侠股份有限公司 | 缺陷检查装置 |
| CN114166946B (zh) * | 2020-09-11 | 2024-04-05 | 铠侠股份有限公司 | 缺陷检查装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4412180B2 (ja) | 2010-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107688051B (zh) | 一种基于激光超声表面波的亚表面缺陷宽度的测量方法 | |
| CN101852774B (zh) | 探伤系统及探伤方法 | |
| CN111595949A (zh) | 一种自适应不规则表面的激光超声成像检测系统及检测方法 | |
| CN1180232C (zh) | 激光光束发散角测试方法 | |
| CN113118461B (zh) | 3d打印过程中检查3d打印物体的打印质量的方法和装置,及3d打印系统 | |
| CN108168747A (zh) | 一种基于激光超声的工件表面残余应力测量装置及其方法 | |
| CN103808802A (zh) | 一种材料内部缺陷的全光学激光超声测定方法 | |
| CN110763764A (zh) | 一种金属内部缺陷的新型超声检测系统 | |
| CN106017371A (zh) | 基于激光超声的表面缺陷开口宽度的测量装置及其方法 | |
| JP6480979B2 (ja) | 計測装置 | |
| CN110779990A (zh) | 一种材料内部多缺陷的激光超声三维定位定量检测方法 | |
| CN105021142A (zh) | 一种激光搭接焊缝宽度的测量方法和所用装置 | |
| CN111288924A (zh) | 一种基于合成孔径聚焦成像的激光超声检测装置及方法 | |
| JP4412180B2 (ja) | レーザー超音波探傷法、及びレーザー超音波探傷装置 | |
| JP2019143992A (ja) | 鋳造品の検査方法および検査装置 | |
| JP2001194137A (ja) | 材料厚さの非接触測定方法及び装置 | |
| JP2013186087A (ja) | 超音波探傷システム及び超音波探傷装置 | |
| JP2007046913A (ja) | 溶接構造体探傷試験方法、及び鋼溶接構造体探傷装置 | |
| CN103673904A (zh) | 激光扫描热波成像膜厚测量方法 | |
| JP6121873B2 (ja) | レーザ超音波検査装置及び方法 | |
| CN106500635A (zh) | 基于激光超声的长方体工件几何尺寸测量系统 | |
| JP2006170684A (ja) | プレス不良の検査方法、及び検査装置 | |
| KR100496826B1 (ko) | 비접촉식 결정입경 측정장치 및 방법 | |
| CN101532826A (zh) | 工件轮廓的非接触式光学量测方法 | |
| JP2007064864A (ja) | 歪み計測方法、歪み計測装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070227 |
|
| A977 | Report on retrieval |
Effective date: 20091019 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091027 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Effective date: 20091109 Free format text: JAPANESE INTERMEDIATE CODE: A61 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121127 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |