JP2006229089A - コイル構造体の形成方法、該方法で形成されたコイル構造体、並びに該コイル構造体を備えた電気機械、アンテナ及び電子時計 - Google Patents
コイル構造体の形成方法、該方法で形成されたコイル構造体、並びに該コイル構造体を備えた電気機械、アンテナ及び電子時計 Download PDFInfo
- Publication number
- JP2006229089A JP2006229089A JP2005043297A JP2005043297A JP2006229089A JP 2006229089 A JP2006229089 A JP 2006229089A JP 2005043297 A JP2005043297 A JP 2005043297A JP 2005043297 A JP2005043297 A JP 2005043297A JP 2006229089 A JP2006229089 A JP 2006229089A
- Authority
- JP
- Japan
- Prior art keywords
- winding
- coil structure
- coil
- core
- wires
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Manufacture Of Motors, Generators (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Coils Or Transformers For Communication (AREA)
- Electric Clocks (AREA)
Abstract
【課題】 極めて細い導線を短時間のうちに多数回巻回し得るコイル構造体の形成方法、該方法で形成されたコイル構造体、並びに該コイル構造体を備えた電気機械、アンテナ及び電子時計を提供すること
【解決手段】 電気機械(モータや発電機)やアンテナ等のコイル構造体3の形成方法は、一まとめにした複数本の絶縁被覆導体細線20,30を巻芯10に同時に巻回して巻線27,37を形成し、前記複数本の導体細線20,30の端部25,32を相互に電気的に直列に接続して該複数本の導体細線20,30の巻回部27,37を全体として一つのコイルにすることからなる。ここで、導体細線20,30の端部25,32の接続は、柱状巻芯部10の外周部から離れた基板40上で行う。
【選択図】 図1
【解決手段】 電気機械(モータや発電機)やアンテナ等のコイル構造体3の形成方法は、一まとめにした複数本の絶縁被覆導体細線20,30を巻芯10に同時に巻回して巻線27,37を形成し、前記複数本の導体細線20,30の端部25,32を相互に電気的に直列に接続して該複数本の導体細線20,30の巻回部27,37を全体として一つのコイルにすることからなる。ここで、導体細線20,30の端部25,32の接続は、柱状巻芯部10の外周部から離れた基板40上で行う。
【選択図】 図1
Description
本発明は、コイルの形成方法、該方法で形成されたコイル、並びに該コイルを備えた電気機械、アンテナ及び電子時計に関する。
巻芯(コア)に絶縁被覆導線を巻回してなるコイルを備えたコイル構造体は周知である。従来のコイル構造体では、通常一本の絶縁被覆導線を多数回巻回することによりコイルが形成される。
コイルの巻線は、多数回巻回されることから、形成に時間を要する。コイル構造体を小型化すると共にその性能を高めようとすると、導線を細くして巻数を多くする必要がある。例えば、腕時計用のモータのステータコイルないしコイルブロックの場合、直径が20μm程度の線が5,000回〜6,000回程度巻回される。当然ながら、巻数の増大に伴い巻回に要する時間が長くなる。巻回時間を短くするためには、巻回速度を高くする必要がある。巻回速度を高める場合、加速や減速に伴い巻線にかかる張力が大きくなるのを避け難く、細い導線が切れる虞れがある。その結果、コイルの形成に要する時間の短縮には限度がある。
なお、高周波特性や耐圧上の理由で、一本の太いワイヤの代わりに一まとめにした複数本のより細い(但し腕時計用モータのワイヤよりはるかに太い)ワイヤを巻回してコイルを形成することは、知られている(例えば、特許文献1)。また、帯状に配列した複数本のワイヤを巻芯のまわりに捩れなく巻回してコイルを形成するために、ワイヤ供給ノズルに対して巻芯を軸線のまわりで回転させたり(例えば、特許文献1や特許文献2)、巻芯に対してワイヤ供給ノズルを備えたフライヤを軸線のまわりで回転させたりすること(例えば、特許文献3)自体は、知られている。
特開平7−122452号公報
特開2000−134876号公報
特開平11−98779号公報
本発明は、前記諸点に鑑みなされたものであり、その目的とするところは、極めて細い導線を短時間のうちに多数回巻回し得るコイル構造体の形成方法、該方法で形成されたコイル構造体、並びに該コイル構造体を備えた電気機械、アンテナ及び電子時計を提供することにある。
本発明によるコイル構造体の形成方法は、前記目的を達成すべく、一まとめにした複数本の絶縁被覆導体細線を巻芯に同時に巻回して巻線を形成し、前記複数本の導体細線の端部を相互に電気的に直列に接続して該複数本の導体細線の巻回部を全体として一つのコイルにする。
本発明のコイル構造体の形成方法では、一まとめにした複数本の絶縁被覆導体細線を同時に巻回するので、極めて細い絶縁被覆導体線を高速に巻回してコイルを形成する場合でも、各絶縁被覆導体細線にかかる張力が同時に巻回される細線の本数分だけ小さくなるから、張力によって導線が切れる恐れが低減され得る。また、本数分だけ一本の導体細線の長さが短くて済むから、巻回時間が本数分だけ低減され得る。仮に、各導体細線にかかる張力が同程度になるように高速巻回するとすると、大まかには、同時に巻回される導体細線の本数分(すなわち、(本数)1/2倍)だけ巻回速度が高められ得、巻回時間が本数分(すなわち、1/(本数)3/2倍に)短縮され得る。
原理的には、同時に巻回される導体細線の本数を多くすれば、それだけ巻回時間が短縮され得るけれども、本数が多くなると、巻線をほぼ一様に巻回することが難しくなるので、典型的には、2本の導体細線が同時に巻回される。但し、同時に巻回される導体細線の数は、3〜4本程度でも、より多くてもよい。
なお、ここで、導体細線について、「一まとめ」とは、典型的には、帯状に配列した状態をいうけれども、巻線の巻回部の密度が大きく低下するのが避け得る状態で同時に纏めて巻回され得る限り、厳密に帯状に配列されていなくてもよい。また、一まとめの絶縁被覆導体細線は、典型的には、単に、隣接並置されるけれども、所望ならば、巻回後硬化するような液状物で濡らされていてもよい。
巻芯は、典型的には、磁気コアとなる磁芯からなるけれども、所望ならば、磁芯の外周を蔽うボビンであってもよい。なお、巻芯には、典型的には、巻線を保持すべく巻回領域の両端を規定する巻枠が取付けられている。但し、所望ならば、巻枠はなくてもよい。
本発明によるコイル構造体の形成方法では、前記複数本の導体細線の端部を相互に電気的に直列に接続して該複数本の導体細線の巻回部を全体として一つのコイルにするので、実質的に、コイルの本数分だけの倍数の長さのコイルが、断線の恐れを最低限にして、高速に短時間で形成され得る。
本発明によるコイル構造体の形成方法において、上記の導体細線の端部の接続は、巻芯の周囲の巻線部分で直接行われてもよいけれども、本発明によるコイル構造体の形成方法では、典型的には、導体細線の端部の接続を、柱状巻芯部の外周部から離れた基板上で行う。その場合、端部の接続が、容易且つ確実に行われ得、全体として、一本の導体細線を巻回したのと同様なコイルを備えたコイル構造体が短時間のうちに容易且つ確実に形成され得る。
以上のようなコイル構造体の巻線部分の形成に際して、巻芯がその中心軸線のまわりで回転されても、静置された巻芯のまわりで、フライヤが回転されてもよい。巻芯の横断面は、典型的には、円形であるけれども、場合によっては、楕円形などであても、矩形など多角形であってもよい。
以上のようにして形成されたコイル構造体は、電動モータや発電機のような電気機械の巻線構造体として用いられても、アンテナ等のコイルとして用いられてもよい。
このコイル構造体は、電子時計のモータのステータコイルや電波時計のアンテナ等のような小型の部品として用いられ得る。これらの場合、絶縁被覆導体細線の太さは、典型的には、20μm程度である。但し、より太くてもより細くてもよい。
本発明の好ましい一実施の形態を添付図面に示した好ましい一実施例に基づいて説明する。
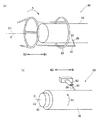
図1には、腕時計用モータのステータのコイルブロックを製造する方法が示されている。
図1の(a)に示したように、まず、所望位置に配置された巻芯ないし巻芯10の係止部11,12に、導電細線20,30の巻始め側の端部部分21,31のうち端部配線部22,32を余した部位23,33を絡げる。巻芯10は、典型的には、磁芯(磁気コア)からなる。但し、ボビンであってもよい。巻芯10の両端には、フランジ状の巻枠18,18が設けられている。なお、図示の便宜上、左側の巻枠18は、想像線で示してあり、該巻枠18を無視してワイヤ(導体細線)の結線部を示してあるけれども、実際には、巻枠18を避けて結線等が行われる。巻芯10は、例えば、直径が1mm程度で長さが3mm程度の円筒状体ないし円柱状体で、磁芯と電気絶縁性の被覆層とからなる。径や長さはより大きくてもより小さくてもよい。絶縁被覆層はなくてもよい。導電細線20,30は、夫々、絶縁被覆された銅線からなり、直径が20μm程度の極めて細い導電性の線である。但し、導電細線20,30の径は、より細くても、より太くてもよい。なお、絡げ部位23,33を、係止部11,12に絡げる代わりに、該部位23,33をテープや押え部材などの所望の固定手段で巻芯10の所定部位11,12に固定ないし仮固定するようにしてもよい。
ここでは、巻線機の詳細については、説明を省くけれども、巻線機としては、図2の(a)に示したようなフライヤ式の巻線機80でも、図2の(b)に示したような回転スピンドル式ないし回転チャック式の巻線機90でもよい。
図2の(a)に示したフライヤ式の巻線機80では、巻芯10の中心軸線Cに一致する回転中心軸線C1のまわりでA方向に回転可能で且つ中心軸線C1の延在方向に沿ってB1,B2方向に往復動可能に機枠(図示せず)に支持され導電細線20,30が引出し可能なノズル81を備えたフライヤ82によって、機枠(図示せず)に支持された巻芯10にワイヤ20,30を巻回する。フライヤ82の回転方向は逆でもよい。この種の巻線機80は、自動化を可能にすべく所望に応じて、例えば、特許文献1や特許文献2の巻線機のような構造を備えていてもよい。
一方、図2の(b)に示したように巻芯10が回転するタイプすなわち回転スピンドル式ないし回転チャック式の巻線機90では、中心軸線C2のまわりで回転可能に機枠(図示せず)に組込まれたスピンドル(円筒状の巻芯の場合)91またはチャック(中実な円柱状の巻芯の場合)に巻芯10を装着してスピンドル91又はチャックの回転に従って該中心軸線C2に一致する中心軸線Cのまわりで巻芯10をA1方向に回転させると共に、中心軸線C2の延在方向に沿ってB1,B2方向に往復動可能なノズル92を配置し、巻芯10を回転させつつ、導電細線20,30が引出し可能なノズル92をB1,B2方向に往復動させることにより、巻芯10のまわりに導電細線20,30を巻回する。巻芯10の回転方向は逆でもよい。自動化を可能にするこの種の巻線機90は、所望に応じて、例えば、特許文献3の巻線機のような構造を備えていてもよい。
次に、巻線機80又は90により、図1の(b)に示したように、巻芯10のまわりに導電細線20,30を巻回する。この導電細線20,30の巻回の際に、導電細線20,30が一緒に引出されて巻芯10のまわりに巻回されるので、導電細線20,30の夫々にかかる張力は、ほぼ1/2になる。即ち、各導電細線20,30は、直径が20μm程度ときわめて細いにもかかわらず、巻回の際に、二本の導電細線20,30が実際上一体化されているのと同様に扱われるので、断面積が2倍(直径が√2倍)の導電細線と同等になり、高速巻回に伴って比較的大きな張力が導電細線20,30の全体にかかる場合でも、断線の恐れが最低限に抑えられ得る。
巻線機80や90による巻回は、二本の導電細線20,30の夫々の巻数が、コイルとして要求される巻数の1/2になるところで、完了する。例えば、従来のコイルの巻数が5000〜6000回程度であった場合には、巻数は、2500〜3000回で済む。すなわち、巻数は、従来の導電細線の巻数の1/2で済むことになり、巻回に要する時間が半減される。このようにして、巻回が完了すると、巻芯ないし巻芯10の係止部13,14に、導電細線30,20の巻終り側の端部部分34,24のうち端部配線部35,25を余した部位36,26を絡げて巻回部37,27を備えた巻線コイル38,28を形成する。この状態が、図1の(c)に示されている。なお、絡げ部位26,36を、係止部14,13に絡げる代わりに、該部位26,36をテープや押え部材などの所望の固定手段で巻芯10の所定部位14,13に固定ないし仮固定するようにしてもよいことは係止部11,12の場合と同様である。
次に、図1の(d)に示したように、二本の巻線コイル28,38を直列に結線する。すなわち、巻線コイル28の先端側の端部配線部22の先端22aをプリント基板40の導電パターン部41にスポット溶接などで電気的に接続すると共に、巻線コイル28の後端側の端部配線部25の先端25a及び巻線コイル38の先端側の端部配線部32の先端32aを基板40の同一の導電パターン部42にスポット溶接などで電気的に接続し、更に、巻線コイル38の後端側の端部配線部35の先端35aを基板40の導電パターン部43にスポット溶接などで電気的に接続する。これにより、二本の巻線コイル28,38は、導電パターン部41と導電パターン部43との間で、巻線コイル28,38が電気的に直列に、且つ巻線コイル28,38の巻回部27,37に同じ向きに電流が流れるように結線される。巻線コイル28,38とプリント基板40の導電パターン部41,42,43とにより形成されるコイル構造体2は、巻回部27,37の夫々の巻数の二倍の巻数を備えることになる。ここで、巻線28,38は全体としてコイルブロック3を構成し、コイルブロック3と導電パターン部41,42,43を含むプリント基板40とにより、コイル構造体2が形成される。
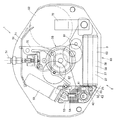
以上の如く構成されたコイル構造体2は、例えば、図3に示したような腕時計の形態の電子時計1に組込まれる。図3では、電子時計1の外装部分が全て取り除かれた状態で示されている。
電子時計1では、地板51を備え、該地板51には、電源となる電池52、プリント基板53に実装されたIC(集積回路)54の制御下で電池52により駆動される水晶発振器55、発振器55及びICの制御下で回転駆動されるモータ60、モータ60のロータ61に結合されロータ61の回転に応じて回転駆動される時計輪列56等が配設されている。時計輪列56には、時刻表示針(図示せず)が、取付けられ、輪列56の運動に応じて文字板(図示せず)上を回転して時刻を表示する。
ここで、モータ60は、ロータ61及びステータ62に加えて、ステータ62を磁化するコイルブロック63を含む。このコイルブロック63が、前述のコイルブロック3に対応する。従って、このコイルブロック63からは、四本の配線22,32,35,25がでて、プリント基板53の導電パターン41,42,43に、接続されている。プリント基板53のうち、導電パターン41,42,43を含む部分は、前述のプリント基板40に対応する。
なお、図3において、71及び72は電池プラス端子及び電池マイナス端子、74は巻真、75はリセットレバーである。
この電子時計1では、モータ60のコイルブロック63すなわちコイルブロック3が二本の導電細線20,30を纏めて同時にコイル状に巻回して巻回部27,37を備えた巻線コイル28,38を形成し、巻回部27,37が直列につながるように巻線コイル28,38の端部を接続するようにしているので、十分な巻数の巻回部を備えたコイルブロック63を高速に短時間で製造し得、その製造コストが最低限に抑えられ得る。
1 電子時計
2 コイル構造体
3,63 コイルブロック
10 巻芯
11,12,13,14 係止部
20,30 導電細線
21,31,24,34 端部部分
22,32,25,35 端部配線部
40 プリント基板
41,42,43 導電パターン
50
51 地板
52 電池
53 プリント基板
54 IC(集積回路)
55 水晶発振器
56 時計輪列
60 モータ
61 ロータ
62 ステータ
63 コイルブロック
80,90 巻線機
81,92 ノズル
91 スピンドル
A,A1 回転方向
B1,B2 往復並進方向
C,C1,C2 中心軸線
2 コイル構造体
3,63 コイルブロック
10 巻芯
11,12,13,14 係止部
20,30 導電細線
21,31,24,34 端部部分
22,32,25,35 端部配線部
40 プリント基板
41,42,43 導電パターン
50
51 地板
52 電池
53 プリント基板
54 IC(集積回路)
55 水晶発振器
56 時計輪列
60 モータ
61 ロータ
62 ステータ
63 コイルブロック
80,90 巻線機
81,92 ノズル
91 スピンドル
A,A1 回転方向
B1,B2 往復並進方向
C,C1,C2 中心軸線
Claims (6)
- 一まとめにした複数本の絶縁被覆導体細線を巻芯に同時に巻回して巻線を形成し、前記複数本の導体細線の端部を相互に電気的に直列に接続して該複数本の導体細線の巻回部を全体として一つのコイルにするコイル構造体の形成方法。
- 前記絶縁被覆導体細線の前記端部の接続を、柱状巻芯部の外周部から離れた基板上で行う請求項1に記載のコイル構造体の形成方法。
- 請求項1又は2に記載の方法で形成されたコイル構造体。
- 請求項3に記載のコイル構造体を備えた電気機械。
- 請求項3に記載のコイル構造体を備えたアンテナ。
- 請求項3に記載のコイル構造体を備えた電子時計。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005043297A JP2006229089A (ja) | 2005-02-21 | 2005-02-21 | コイル構造体の形成方法、該方法で形成されたコイル構造体、並びに該コイル構造体を備えた電気機械、アンテナ及び電子時計 |
| CNA2006100086690A CN1825226A (zh) | 2005-02-21 | 2006-02-21 | 形成线圈的方法、由此形成的线圈及装备该线圈的装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005043297A JP2006229089A (ja) | 2005-02-21 | 2005-02-21 | コイル構造体の形成方法、該方法で形成されたコイル構造体、並びに該コイル構造体を備えた電気機械、アンテナ及び電子時計 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006229089A true JP2006229089A (ja) | 2006-08-31 |
Family
ID=36935941
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005043297A Pending JP2006229089A (ja) | 2005-02-21 | 2005-02-21 | コイル構造体の形成方法、該方法で形成されたコイル構造体、並びに該コイル構造体を備えた電気機械、アンテナ及び電子時計 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2006229089A (ja) |
| CN (1) | CN1825226A (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013000899A1 (de) * | 2013-01-18 | 2014-08-07 | Volkswagen Aktiengesellschaft | Elektrotechnische Spule und/oder Spulenwicklung, Verfahren zu ihrer Herstellung sowie elektrisches Gerät |
| CN107768132B (zh) * | 2017-10-18 | 2020-01-14 | 德清鼎兴电子有限公司 | 一种多线中心抽头绕线机 |
-
2005
- 2005-02-21 JP JP2005043297A patent/JP2006229089A/ja active Pending
-
2006
- 2006-02-21 CN CNA2006100086690A patent/CN1825226A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN1825226A (zh) | 2006-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106655577B (zh) | 旋转电机定子 | |
| CN208890504U (zh) | 绕组体、定子和旋转机 | |
| JP2017011132A (ja) | ワイヤ巻回方法およびワイヤ巻回装置 | |
| US7051770B2 (en) | Coil-winding method and coil unit formed by the method | |
| JP2013074788A (ja) | スイッチドリラクタンスモータ | |
| JP5953200B2 (ja) | ブラシレスモータ用インシュレータ、ブラシレスモータ用ステータ、ブラシレスモータ、およびブラシレスモータの製造方法 | |
| WO2015092884A1 (ja) | 回転電機 | |
| JP2006229089A (ja) | コイル構造体の形成方法、該方法で形成されたコイル構造体、並びに該コイル構造体を備えた電気機械、アンテナ及び電子時計 | |
| CN100524553C (zh) | 电动机、缠绕线轴组及其绕线方法 | |
| JP2010258192A (ja) | コイルボビン | |
| JP2001015368A (ja) | コモンモードチョークコイルとその製造方法及び製造装置 | |
| JPH11187598A (ja) | 電動機の電機子巻き線 | |
| JP2012256684A (ja) | 超電導コイルおよび超電導機器 | |
| JP2743455B2 (ja) | 電動機の固定子 | |
| JP4749056B2 (ja) | モータのステータ構造 | |
| JPH11233361A (ja) | インダクタンス素子の製造方法及びその製造方法に用いられる巻線装置 | |
| JPH10295062A (ja) | アマチュアコイルの巻線方法 | |
| JP2558513Y2 (ja) | コイル | |
| JP2005209916A (ja) | 電気用巻線、電気用巻線の製法及び製造装置 | |
| JP4457934B2 (ja) | コイル部品製造装置 | |
| JP4387348B2 (ja) | 回転電機 | |
| JP2004343990A (ja) | 電機子及びその製造方法 | |
| JP2004343978A (ja) | 多極電機子の集中巻線方法 | |
| HK1095645A (en) | Method of forming coil, coil formed by the method, and device equipped with the coil | |
| KR101516048B1 (ko) | 스핀들 모터 |