JP2006247697A - アルミ押出用分割ダイス及びこれを用いたアルミ押出形材 - Google Patents
アルミ押出用分割ダイス及びこれを用いたアルミ押出形材 Download PDFInfo
- Publication number
- JP2006247697A JP2006247697A JP2005067416A JP2005067416A JP2006247697A JP 2006247697 A JP2006247697 A JP 2006247697A JP 2005067416 A JP2005067416 A JP 2005067416A JP 2005067416 A JP2005067416 A JP 2005067416A JP 2006247697 A JP2006247697 A JP 2006247697A
- Authority
- JP
- Japan
- Prior art keywords
- die
- aluminum
- countersink
- ring
- extrusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Extrusion Of Metal (AREA)
Abstract
【課題】アルミ押出形材の押出成形に伴う長手方向の肉厚変化を減少する事が可能なアルミ押出用分割ダイス、又これを用いる事によって長手方向に可及的に長手方向肉厚変化を減少したアルミ押出形材を提供する。
【解決手段】ベアリング開口12を有するダイス本体11と,座繰部15を有する座繰リング14とを外周の嵌合段部13と嵌合突起16によって嵌合しピン17接合した重合配置の分割ダイス1を形成し,該分割ダイス1によってアルミ押出形材を押出成形する。ダイス本体11と座繰リング14は外周の嵌合段部13と嵌合突起14によって嵌合するとともにクリアランスを形成した受孔にピン17を挿入してこれらを一体化してある。押出圧の負荷による座繰リング14の水平方向変形を座繰リング14で吸収するためベアリング開口12の形状維持が可能となり,その形状変化に起因するアルミ押出形材の肉厚変化を減少できる。
【選択図】図3
【解決手段】ベアリング開口12を有するダイス本体11と,座繰部15を有する座繰リング14とを外周の嵌合段部13と嵌合突起16によって嵌合しピン17接合した重合配置の分割ダイス1を形成し,該分割ダイス1によってアルミ押出形材を押出成形する。ダイス本体11と座繰リング14は外周の嵌合段部13と嵌合突起14によって嵌合するとともにクリアランスを形成した受孔にピン17を挿入してこれらを一体化してある。押出圧の負荷による座繰リング14の水平方向変形を座繰リング14で吸収するためベアリング開口12の形状維持が可能となり,その形状変化に起因するアルミ押出形材の肉厚変化を減少できる。
【選択図】図3
Description
本発明はアルミ押出形材を押出成形するに好適に使用し得る分割ダイス及びこれを用いて押出成形したアルミ押出形材に関する。
押出成形したアルミ押出形材の肉厚がロット毎,同一ロットの押出本数毎に変化するとともにそれぞれ押出成形した単一のアルミ押出形材の長手方向に変化することが知られており,ロット毎の変化はダイス(ダイといってもよい)の予熱温度及びビレット温度のバラツキに起因し,同一ロットの押出本数毎の変化は主にダイスに生じる押出時間内の冷却変化に起因しており,これらは予熱温度の管理,本発明者の特願2004−200193号に提案したように押出機のラム速を変化することによってその解消を図ることができる。
これに対して単一のアルミ押出形材の長手方向肉厚変化の減少を目的として,コンテナシール力からダイス中心方向に向けた分力を発生させるようにダイスとダイホルダーとの間に15乃至30度のテーパー面を配置して,押出当初にベアリング開口を狭く,その後に広くするようにベアリング開口の幅を調整するようにした提案がなされている。
この場合長手方向肉厚変化を減少することが可能となるものと見られるが,ダイスとダイホルダー間にテーパー面を配置するのは,ダイスの外周とダイホルダー内周の加工が煩雑であるとともに相互に高精度を必要として高コスト化を招く可能性が残されており,テーパー面を配置することによるコストとその肉厚変化の減少によるアルミ使用量減少のメリットとを対比するとその実用化が躊躇されるものとなり易い。
本発明はかかる事情に鑑みてなされたもので,その解決課題とするところは,可及的簡易且つ低コストにして押出成形した単一のアルミ押出形材における長手方向肉厚変化を確実に減少することが可能なアルミ押出用分割ダイスを提供するにあり,またこれを用いることによって長手方向に可及的に長手方向肉厚変化を減少したアルミ押出形材を提供するにある。
上記課題に添って肉厚変化の原因を追求するために押出成形中の既存ダイスに生じるひずみを測定したところ,そのダイス裏面には大きな変化はないが,ダイス中心(トング部)のひずみ量は押出開始直後で約1150με程度,押出終了時で950με程度と変化し,またダイス側面のひずみ量は押出開始直後で600με程度,押出終了時で500με程度と変化しており,押出成形開始の初期にダイス中心及び側面にひずみが生じ,その後にこのひずみが減少する事実が判明した。この事実は,座繰部が一般にダイスのステム側に円形や楕円形等押出形材の形状に応じて適宜形状の凹部をなすように配置されるとともにその底面の面内中央部分にベアリング開口が形成されるために,初期のダイスの座繰部に対する押出圧負荷による面圧が逃げ場を失ってダイスに対して初期のひずみを招き,また押出成形を継続することによって座繰部の凹部上端ベアリング開口に至る断面両側三角形の部分にデッドメタルが形成されて,押出圧を受けたアルミがベアリング開口に向って流れるようにその流路が形成され,座繰部に対する押出圧負荷による面圧が軽減されて初期のダイスに生じたひずみが次第に減少するに至るからと想定される。そして上記のごとくに既存ダイスの中心及び側面に初期のひずみが生じてその後これが次第に減少することは,初期の押出圧負荷による面圧によって座繰部が押し広げ拡開するように水平方向に変形し,その後の押出圧負荷による面圧軽減によって該座繰部が収縮するように復帰すること,このとき該座繰部を一体に有することによって水平方向の変形がダイス全体に及び,座繰部の拡開とその収縮に応じてダイス全体にも同様な拡開と収縮が生じることを意味していると想定されるところ,ダイス全体にこのような拡開と収縮が生じれば,その底面中央部分に透設されたベアリング開口にもこれが及んでベアリング開口における対面するベアリング面の開口幅にも僅かながらも拡開と収縮が生じていることになる。
アルミ押出形材の肉厚変化は,押出成形開始の初期に厚く,その後に薄くなるように現れるから,結局この長手方向肉厚変化の原因は,主に押出圧の負荷を受けるダイスの座繰部における押し広げ拡開の水平方向変形とその復帰がベアリング開口の開口幅を僅かながらも拡開しまた収縮するようにベアリング開口の形状を変形することに起因しているものと認められ,従って座繰部に対する押出圧の負荷に起因するベアリング開口における開口幅の拡開と収縮を防止して,ベアリング開口の形状を維持するようにすればアルミ押出形材における長手方向肉厚変化を減少できることになる。
本発明はかかる知見に基づいてなされたもので,ダイスを,ダイス本体と,これとは別体の座繰部を形成する座繰リングとに分割形成してこれらを重合配置した分割ダイスとすることによって,座繰部に対する押出圧の負荷による水平方向の変形を該座繰リングによって吸収し,座繰部の水平方向変形がダイス本体に及ばないようにして,ダイス本体の変形,特にそのベアリング開口の拡開と収縮によるベアリング開口の変形を防止し,該ベアリング開口の形状を可及的に維持することによって,アルミ押出形材の長手方向肉厚変化を減少するようにしたものであって,即ち請求項1に記載の発明を,ベアリング開口を透設したダイス本体と,該ダイス本体のステム側に配置してダイス本体のベアリング開口前面にメタル溜り用の座繰部を形成する座繰リングとを重合配置し,該座繰リングによって押出圧の水平方向変形を吸収してダイス本体におけるベアリング開口の拡縮を防止してなることを特徴とするアルミ押出用分割ダイスとしたものである。
請求項2に記載の発明は,上記に加えて,ダイス本体と座繰リングの安定した配置を可能とするとともに上記座繰リングの上記水平方向変形を許容し得るものとするように,これを,上記重合配置を,上記重合配置を,上記座繰リングの水平方向変形吸収自在にダイス本体と座繰リングとを嵌合して行なったことを特徴とする請求項1に記載のアルミ押出用分割ダイスとしたものである。
請求項3に記載の発明は,同じく上記に加えて,ダイス本体と座繰リングを一体化することによってダイスの押出機への設置,保管,搬送を可及的に容易化し,押出圧を受けて座繰リングが回転するのを防止するとともに同じく座繰リングの上記水平方向変形を許容し得るものとするように,これを,上記重合配置したダイス本体と座繰リングとを,座繰リングの水平方向変形吸収自在に重合面単一又は複数箇所でピン接合してなることを特徴とする請求項1又は2に記載のアルミ押出用分割ダイスとしたものである。
請求項4に記載の発明は,座繰ダイスの厚さは既存ダイスにおける座繰部の深さに応じてこれを設定すればよいが,このとき例えば5cm程度以下の比較的薄型の既存ダイスにあって座繰部深さが1.5cm程度を下回るものに応じて座繰リングを構成すると,その厚さが不足することによって押出成形時に押出圧を受けて該座繰リングが反るように変形する可能性が残るため,同じく上記に加えて分割ダイスにおける座繰リングの厚さを適切に確保してその変形の可能性を解消するように,これを,上記座繰リングの厚さを1.5cm以上としてなることを特徴とする請求項1,2又は3に記載のアルミ押出用分割ダイスとしたものである。
請求項5に記載の発明は,上記アルミ押出用分割ダイスを使用して押出成形することによって長手方向に可及的に均一の厚さとすることによってアルミの使用量を減少したアルミ押出形材を提供するように,これを,請求項1,2又は3のアルミ押出用分割ダイスを用いて押出成形してなることを特徴とするアルミ押出形材としたものである。
本発明はこれらをそれぞれ発明の要旨として上記課題解決の手段としたものである。
本発明は以上のとおりに構成したから,請求項1に記載の発明は,ダイスを,ダイス本体と,これとは別体の座繰部を形成する座繰リングとに分割形成してこれらを重合配置した分割ダイスとすることによって,座繰部に対する押出圧の負荷による水平方向の変形を該座繰リングによって吸収し,座繰部の水平方向変形がダイス本体に及ばないようにして,ダイス本体の変形,特にそのベアリング開口の拡開と収縮によるベアリング開口の変形を防止し,該ベアリング開口の形状を可及的に維持して,可及的簡易且つ低コストにして押出圧の負荷に起因する押出成形した単一のアルミ押出形材における長手方向肉厚変化を確実に減少することが可能なアルミ押出用分割ダイスを提供することができる。
請求項2に記載の発明は,上記に加えて,ダイス本体と座繰リングの安定した配置を可能とするとともに上記座繰リングの上記水平方向変形を許容するものとすることができる。
請求項3に記載の発明は,同じく上記に加えて,ダイス本体と座繰リングを一体化することによってダイスの押出機への設置,保管,搬送を可及的に容易化し,押出圧を受けて座繰リングが回転するのを防止するとともに同じく座繰リングの上記水平方向変形を許容するものとすることができる。
請求項4に記載の発明は,同じく上記に加えて,分割ダイスにおける座繰リングの厚さを適切に確保してその変形の可能性を解消することができる。
請求項5に記載の発明は,上記アルミ押出用分割ダイスを使用して押出成形することによって長手方向に可及的に均一の厚さとすることによってアルミの使用量を減少したアルミ押出形材を提供することができる。
以下図面の例に従って本発明を更に具体的に説明すれば,1は,例えばソリッド押出形材用としたアルミ押出用分割ダイス,2はバッカー,3は該バッカー2とともに分割ダイス1を嵌合装着するダイリング,4はダイス1とバッカー2を装着したダイリング3を載置支持するダイスライド,5はダイリング2受止め用のボルスター,6はコンテナ,7は押出用ディスクを先端に有するステム,8はアルミビレット,9はアルミ押出形材を示す。
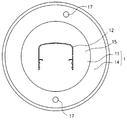
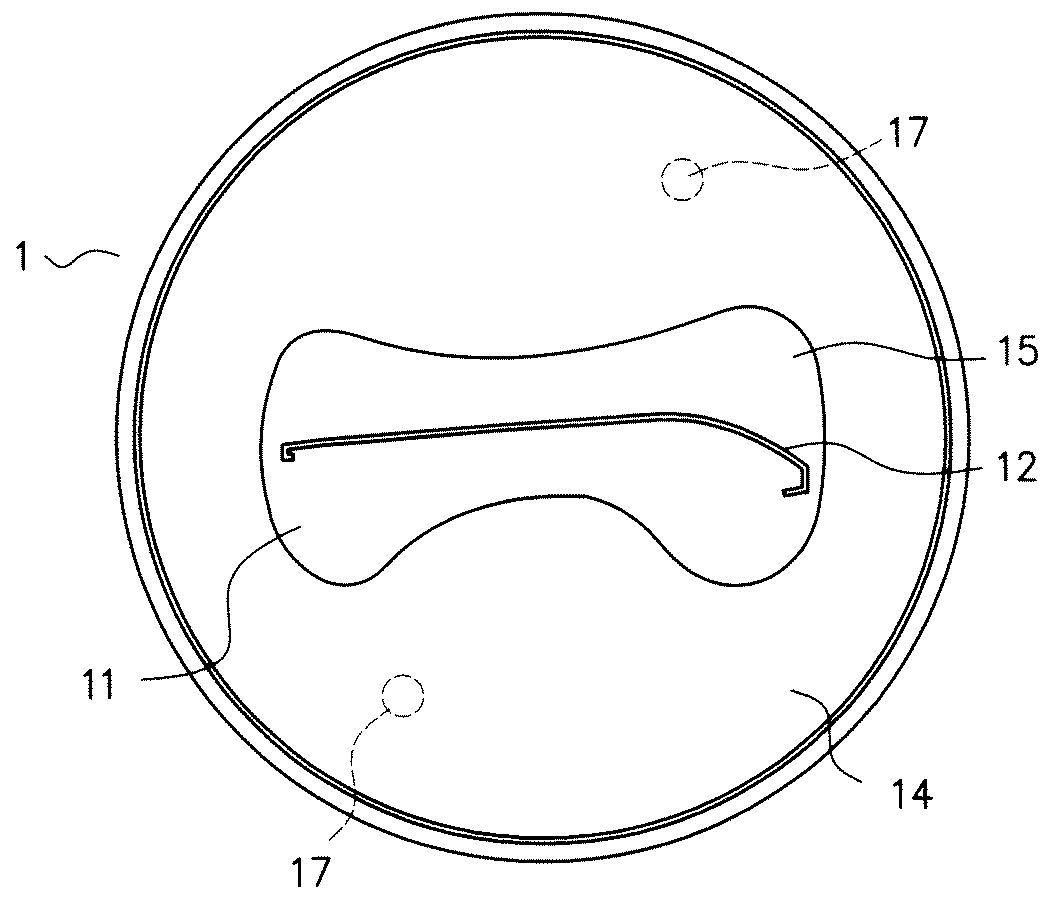
分割ダイス1は,ダイス本体11と座繰リング14とを重合配置して,これを形成してあり,ダイス本体11は常法に従ってソリッド押出形材を押出成形するベアリング開口12を透設してあり,座繰リング14は,ダイス本体11のステム7側に配置してダイス本体11のベアリング開口12前面にメタル溜り用の座繰部15を形成してあり,該座繰リング14によって押出圧の水平方向変形を吸収してダイス本体11におけるベアリング開口12における開口幅の拡開と収縮を防止したものとしてある。
このとき本例の分割ダイス1は,その上記ダイス本体11と座繰リング14の重合配置を,上記座繰リング14の水平方向変形吸収自在にダイス本体11と座繰リング14とを嵌合して行ったものとしてあり,該嵌合による重合配置は,ダイス本体11の重合側外周にL字状の嵌合段部13を配置する一方,座繰リング14の重合側外周に嵌合突起16を配置し,これら嵌合段部13に嵌合突起16を係合することによって上記嵌合を座繰リング14がダイス本体11を被嵌するように行なったものとしてあり,該座繰リング14をダイス本体11に被嵌するように嵌合することによって,該座繰リング14がその拡開と収縮をなし得るようにして,自ずと水平方向変形を吸収し得るようにしてある。なおこのとき図3に示した分割ダイスのモデルや図4,5に示した分割ダイス1のように嵌合段部13と嵌合突起16間に片側1mm程度,両側合計で2mm程度のクリアランスを配置してこれらを非接触可能状態の嵌合として座繰リング14の自由な変形とダイス本体11への影響可能性を更に解消したものとすることができる。
また本例の分割ダイス1は,上記重合配置したダイス本体11と座繰リング14とを,座繰リング14の水平方向変形吸収自在に重合面単一又は複数箇所でピン17接合してあり,これによってダイス本体11と座繰リング14とによる分割ダイス1を一体化して,その押出機への設置,保管,搬送を可及的に容易化し,押出圧を受けて座繰リングが回転するのを防止し得るようにしてある。
ピン17接合は,ダイス本体11側又は座繰リング14側においてピン17を固定起立する一方,座繰リング14側又はダイス本体11側にピン17の受孔を配置するとともに該受孔の内径をピン17の外径より径大に設定することによって,ピン17とその受孔間に,例えば0.5mm幅程度のクリアランスを介在配置することによって該ピン17による接合を行なってあり,該クリアランスの介在配置によって座繰リング14の上記水平方向変形を吸収自在としてある。ピン17接合は面内の単一箇所又は複数箇所において行なうことができるが,図4,図6に示した例にあって該ピン17結合はそれぞれその面内2箇所で行なってあり,これらはいずれも上記受孔との間にクリアランスを介在配置したものとして分割ダイス1としての一体化と上記水平方向変形を許容するものとしてある。
このとき上記分割ダイス1における座繰リング14の厚さは,これを,1.5cm以上としてあり,例えば図 に示した合計厚さを4.5cm程度とした薄型の分割ダイス1にあって該座繰リング14の厚さは,これを1.8cmとしてある。即ち一般に4〜5cm程度の比較的薄型以外の分割ダイス1にあって座繰リング14の厚さは,従来使用されている既存ダイスにおける座繰部深さに応じてこれと同等とすればよく,分割ダイス1としてダイリング3にバッカー2とともにセットし得る範囲内の厚さであればその上限に限定を要しないが,座繰リング14の厚さが1.5cmを下回ると押出成形時に押出圧を受けて該座繰リングが反るように変形する可能性が残るため,ダイス本体11と別体とした座繰リング14はその下限厚さを上記1.5cm以上とすることが必要である。
このようにダイス本体11と座繰リング14を重合配置した分割ダイス1を用いたアルミ押出形材9の押出成形は,これを常法に従って行えばよく,これによってダイス本体11のベアリング開口12における拡開とその後の収縮を防止し,ベアリング開口12の形状を可及的に維持することにより押出圧の負荷に起因するアルミ押出形材9の長手方向に生じる肉厚変化を大きく減少することができる。
本発明の実施に当って,ダイス本体と座繰リングを重合配置するに際してその嵌合を省略し,必要に応じて上記接合を施すようにすること,嵌合による重合配置を行なうについて,ダイス本体の重合側外周に嵌合突起を,座繰リング側に嵌合段部を配置してダイス本体が座繰リングを被嵌するようにすること,このときダイス本体の嵌合突起と座繰リングの嵌合段部と間に,例えば分割ダイスの片側1mm程度づつにして合計2mm程度のクリアランスを介在配置して嵌合を行なうようにして座繰リングの水平方向変形を吸収自在とすること,ダイス本体と座繰リングの上記ピン結合に代えて,例えば座繰リングのバッカー側からボルトをダイス本体に螺入してボルトによる接合を行なうようにして同じくこれらを一体化すること,このときボルト頭を回転自在に座繰リングに埋め込むように配置してボルト頭の突出を防止すること,また嵌合による重合配置を行なうとき,接合を該嵌合部において行なうようにすること等を含めて分割ダイス,ダイス本体,そのベアリング開口,座繰リング,そのメタル溜り用の座繰部,必要に応じて用いるこれらの嵌合,接合の各具体的構造,形状,材質,これらの関係,これらに対する付加,分割ダイスによる押出形材の断面形状等は上記発明の要旨に反しない限り様々な形態のものとすることができる。
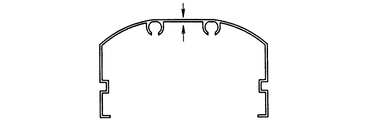
ダイス本体と座繰リングによりこれらの嵌合とピン結合を行なった6インチ径の分割ダイスを用いて,図8に示す断面形状を有する40m長さのアルミ押出形材を押出成形して,肉厚変化が生じ易い矢印位置で押出長さ2m位置及び5m置きの位置でマイクロメーターを用いてそれぞれの肉厚を測定した。その結果を表1及び図12に示す。
分割ダイスを9インチ径とし,アルミ押出形材を図9に示す断面形状とした以外,実施例1と同様に押出成形して同じくその肉厚を測定した。その結果を表1に示す。
分割ダイスを7.5インチ径とし,アルミ押出形材を図10に示す断面形状とした以外,実施例1と同様に押出成形して同じくその肉厚を測定した。その結果を表1に示す。
分割ダイスを6インチ径とし,アルミ押出形材を図11に示す断面形状とした以外,実施例1と同様に押出成形して同じくその肉厚を測定した。その結果を表1に示す。
座繰部を有する6インチ径の既存ダイスを用いた以外,実施例1と同様に押出成形して同じくその肉厚を測定した。その結果を表1及び図13に示す。
座繰部を有する9インチ径の既存ダイスを用いた以外,実施例2と同様に押出成形して同じくその肉厚を測定した。その結果を表1に示す。
座繰部を有する7.5インチ径の既存ダイスを用いた以外,実施例3と同様に押出成形して同じくその肉厚を測定した。その結果を表1に示す。
座繰部を有する6インチ径の既存ダイスを用いた以外,実施例4と同様に押出成形して同じくその肉厚を測定した。その結果を表1に示す。
実施例1の肉厚変化は0.013mmであり,比較例1の肉厚変化は0.027mmであり,同一断面形状の図8のアルミ押出形材における肉厚差は0.014mmであった。実施例2の肉厚変化は0.082mmであり,比較例2の肉厚変化は0.136mmであり,同一断面形状の図9のアルミ押出形材における肉厚差は0.054mmであった。実施例3の肉厚変化は0.048mmであり,比較例3の肉厚変化は0.059mmであり,同一断面形状の図10のアルミ押出形材における肉厚差は0.011mmであった。実施例4の肉厚変化は0.079mmであり,比較例4の肉厚変化は0.097mmであり,同一断面形状の図11のアルミ押出形材における肉厚差は0.018mmであった。分割ダイスを使用することによってアルミ押出材の長手方向の肉厚変化を減少することによって相当量のアルミ使用量を減少することができた。
1 分割ダイス
11 ダイス本体
12 ベアリング開口
13 嵌合段部
14 座繰リング
15 座繰部
16 嵌合突起
17 ピン
2 バッカー
3 ダイリング
4 ダイスライド
5 ボルスター
6 コンテナ
7 ステム
8 アルミビレット
9 アルミ押出形材
11 ダイス本体
12 ベアリング開口
13 嵌合段部
14 座繰リング
15 座繰部
16 嵌合突起
17 ピン
2 バッカー
3 ダイリング
4 ダイスライド
5 ボルスター
6 コンテナ
7 ステム
8 アルミビレット
9 アルミ押出形材
Claims (5)
- ベアリング開口を透設したダイス本体と,該ダイス本体のステム側に配置してダイス本体のベアリング開口前面にメタル溜り用の座繰部を形成する座繰リングとを重合配置し,該座繰リングによって押出圧の水平方向変形を吸収してダイス本体におけるベアリング開口の拡縮を防止してなることを特徴とするアルミ押出用分割ダイス
- 上記重合配置を,上記座繰リングの水平方向変形吸収自在にダイス本体と座繰リングとを嵌合して行なったことを特徴とする請求項1に記載のアルミ押出用分割ダイス。
- 上記重合配置したダイス本体と座繰リングとを,座繰リングの水平方向変形吸収自在に重合面単一又は複数箇所でピン接合してなることを特徴とする請求項1又は2に記載のアルミ押出用分割ダイス。
- 上記座繰リングの厚さを1.5cm以上としてなることを特徴とする請求項1,2又は3に記載のアルミ押出用分割ダイス。
- 請求項1,2又は3のアルミ押出用分割ダイスを用いて押出成形してなることを特徴とするアルミ押出形材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005067416A JP2006247697A (ja) | 2005-03-10 | 2005-03-10 | アルミ押出用分割ダイス及びこれを用いたアルミ押出形材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005067416A JP2006247697A (ja) | 2005-03-10 | 2005-03-10 | アルミ押出用分割ダイス及びこれを用いたアルミ押出形材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006247697A true JP2006247697A (ja) | 2006-09-21 |
Family
ID=37088709
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005067416A Pending JP2006247697A (ja) | 2005-03-10 | 2005-03-10 | アルミ押出用分割ダイス及びこれを用いたアルミ押出形材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006247697A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115283474A (zh) * | 2022-10-08 | 2022-11-04 | 中北大学 | 一种高性能板坯均匀正挤压控制成形模具 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08294719A (ja) * | 1995-04-24 | 1996-11-12 | Kobe Steel Ltd | Al合金押出用ダイス |
| JPH091231A (ja) * | 1995-06-20 | 1997-01-07 | Showa Alum Corp | 押出加工装置 |
-
2005
- 2005-03-10 JP JP2005067416A patent/JP2006247697A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08294719A (ja) * | 1995-04-24 | 1996-11-12 | Kobe Steel Ltd | Al合金押出用ダイス |
| JPH091231A (ja) * | 1995-06-20 | 1997-01-07 | Showa Alum Corp | 押出加工装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115283474A (zh) * | 2022-10-08 | 2022-11-04 | 中北大学 | 一种高性能板坯均匀正挤压控制成形模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5722325B2 (ja) | 打ち抜きリベット、打ち抜きリベット接続部を生成する方法、及び加工物の構成 | |
| JP5429671B2 (ja) | 摩擦溶接接合を生成する方法、および摩擦溶接による接合の設計 | |
| JP6559205B2 (ja) | パンチリベット取付用金型及びパンチリベット取付方法 | |
| CN102889290B (zh) | 具有提供防止旋转的特征的功能元件以及由功能元件和金属板部件构成的构件组件 | |
| CN108884854B (zh) | 自冲式压入元件、压入连接部和用于制造这种压入连接部的方法 | |
| JP2010517786A (ja) | 金属厚板をクリンチングするための方法および工具ならびに工具の使用 | |
| EP4202238B1 (en) | IMPROVED STRUCTURAL RIVET FOR FORMING A FLAT BOTTOM PLATE RIVET | |
| JP2018509567A (ja) | 穿孔リベット及び穿孔リベット接合部を生成する方法 | |
| CN103398133B (zh) | 结合体、缓冲器及缓冲器的制造方法 | |
| EP3108979B1 (en) | A dummy block for an extrusion press | |
| US20120279043A1 (en) | Clinching method and tool for performing the same | |
| CN101623784A (zh) | 用于一次通过地形成螺纹孔的工具和方法 | |
| RU2634821C2 (ru) | Способ прямого или обратного прессования металлических труб, дорн для прессования металлических труб, пресс для экструдирования металлических труб и экструдированная металлическая труба | |
| JP2006247697A (ja) | アルミ押出用分割ダイス及びこれを用いたアルミ押出形材 | |
| JP2008290111A (ja) | かしめ方法、かしめ装置及びかしめ構造 | |
| US7980158B1 (en) | Polyurethane press tooling components | |
| JP2003305530A (ja) | リベット打ち込み方法およびリベット打ち込み装置およびリベットによる結合構造 | |
| JP5102017B2 (ja) | 押出用ダイスおよび押出材の製造方法 | |
| US20180149110A1 (en) | Apparatus and method of use of apparatus for locating components of a system | |
| JP2007296569A (ja) | パイプと板材との接合方法 | |
| JP5086025B2 (ja) | アルミニウム又はアルミニウム合金のポートホール押出材の製造方法 | |
| JP2006026672A (ja) | ポートホールダイスおよび該ポートホールダイスを用いる押出加工方法 | |
| KR101687531B1 (ko) | 요크제조방법 | |
| JPH06246337A (ja) | 押出加工装置及び該装置を用いた押出加工方法 | |
| JP5146070B2 (ja) | 金属製部材の塑性加工方法及び塑性加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080304 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110125 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111004 |