JP2006292802A - 光ファイバ心線の製造方法及び製造装置 - Google Patents
光ファイバ心線の製造方法及び製造装置 Download PDFInfo
- Publication number
- JP2006292802A JP2006292802A JP2005109452A JP2005109452A JP2006292802A JP 2006292802 A JP2006292802 A JP 2006292802A JP 2005109452 A JP2005109452 A JP 2005109452A JP 2005109452 A JP2005109452 A JP 2005109452A JP 2006292802 A JP2006292802 A JP 2006292802A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- hole
- curable resin
- ultraviolet curable
- introduction hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Abstract
【解決手段】光ファイバに紫外線硬化樹脂を塗布するクロスヘッドが有するニップル孔11aは、配列された複数の光ファイバ素線1が相互に接触する接触部wで長穴が括れた形状とする。また、ニップル孔11aの内壁面は、90度以下の鋭角をなす箇所が存在しないように形成する。また、光ファイバ素線1の幅をwf(μm)、厚さをdf(μm)とするとき、厚さ方向におけるニップル孔11aの内壁面の最大間隔Dmax(μm)を、df+10≦Dmax≦df+30の範囲とし、最小間隔Dmin(μm)をdfより小さくする。さらにニップル孔11aの内壁面の幅方向の最大間隔Wmaxを、wf×n+20≦Wmax≦wf×n+5×(n−1)+50の範囲とする。
【選択図】図1
Description
また、上記気泡混入を防ぐことによって、光ファイバへの紫外線硬化樹脂の塗布線速を上げることができ、光ファイバ心線の生産性を向上させることができる。
本実施形態では、ニップル孔11aの形状を、光ファイバ素線1の形状に合わせて形成した。すなわち、ここでは、ニップル孔11aの形状が、配列された複数の光ファイバ素線1の形状にほぼ相似した形状となっている。つまり、ニップル孔11aは、両端が光ファイバ素線1の外周形状に合わせて円弧を描く長穴形状であって、かつ配列された複数の光ファイバ素線1が相互に接触する接触部分wの近傍で長穴が括れた形状を有している。また、ニップル孔11aの内壁面は、90度以下の鋭角をなす箇所が存在しないように形成する。
そして上記厚さ方向におけるニップル孔11aの内壁面の最大間隔Dmax(μm)を、df+10≦Dmax≦df+30の範囲とし、上記厚さ方向におけるニップル孔11aの内壁面の最小間隔Dmin(μm)をdfより小さくする。図1の構成の場合、上記Dminは、上記長穴の括れ部分に存在し、また上記Dmaxは、括れ部分のほぼ中間点に存在する。
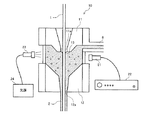
図2は、本発明を実施するクロスヘッドの構成例を示す図で、図中、21はCCDカメラ、22は記録装置、23は照明具、24は光源である。本実施例では、クロスヘッド10内の光ファイバ素線1の状態を観察するためのCCDカメラ21を設置し、記録装置22にその撮像データを記録した。CCDカメラ21は、クロスヘッド10内のニップル孔11aの出口とダイス孔12aの入口との間の光ファイバ素線1の状態を観察できるように設置した。
(A)従来の通常ニップル(両端部のみ円弧形状を備えた長穴形状)と、その前段にサブニップルを加えた構成、
(B)従来の通常ニップルよりニップル孔の厚さ方向の間隔を狭くしたニップルによる構成、
(C)従来の通常ニップルより厚さ方向の間隔を狭くしたニップルと、その前段にサブニップルを加えた構成、
(D)本発明に該当するニップル孔(括れ部を持つ長穴形状)を備えたニップルによる構成、
の4種類を用いて、光ファイバ素線1に対する紫外線硬化樹脂の塗布を行った。
次に、以下の条件で光ファイバ心線を製造し、製造線速の加速部分における気泡の混入状況を調査し、その加速部分における光ファイバ心線の伝送ロスを測定した。
本実施例2では、上記図2に示す光ファイバ心線の製造設備を使用して、図1のような4心の光ファイバ素線1によるテープ状の光ファイバ心線を製造した。ここでは、実施例(1)と同様に紫外線硬化樹脂を使用し、クロスヘッド10に導入する光ファイバ素線1の線速を500m/minとした。
(E)従来の通常ニップル(両端部のみ円弧形状を備えた長穴形状)による構成、
(F)従来の通常ニップルよりニップル孔の厚さ方向の間隔を広くしたニップルによる構成、
(G)本発明に該当するニップル孔(括れ部を持つ長穴形状)を備えたニップルによる構成、
の3種類を用いて、光ファイバ素線1に対する紫外線硬化樹脂の塗布を行った。
Claims (2)
- 複数本の光ファイバを配列させて導入する導入孔を持つニップルと、前記導入孔から導入された光ファイバに液状の紫外線硬化樹脂を塗布するための樹脂溜部と、前記樹脂溜部で塗布された紫外線硬化樹脂を所定の形状に成型する成型孔を備えたダイスとを有する塗布装置を用いて、前記配列した状態で前記光ファイバの周囲に液状の紫外線硬化樹脂を塗布する塗布工程と、
前記塗布工程で塗布した紫外線硬化樹脂に紫外線を照射して硬化させる硬化工程と、を有し、前記硬化工程によって前記複数本の光ファイバが一体化された光ファイバ心線を製造するための光ファイバ心線の製造方法であって、
光ファイバの配列方向を幅方向、前記配列方向に直交する方向を厚さ方向とし、配列させる光ファイバの数をn、1本の光ファイバの幅をwf(μm)、前記光ファイバの厚さをdf(μm)とするとき、
前記導入孔を、両端が光ファイバの外周形状に合わせて円弧を描く長穴形状であって、かつ配列された複数の光ファイバが相互に接触する部分近傍で前記長穴に括れた形状を付与した形状とし、
前記導入孔の内壁面に90度以下の鋭角をなす箇所が存在しないようにし、
前記導入孔内壁面の前記厚さ方向の最大間隔Dmax(μm)を、df+10≦Dmax≦df+30の範囲とし、
前記長穴の括れた部分における、前記導入孔内壁面の前記厚さ方向の最小間隔Dmin(μm)をdfより小さくし、
前記導入孔内壁面の幅方向の最大間隔Wmaxを、wf×n+20≦Wmax≦wf×n+5×(n−1)+50の範囲とする、ことを特徴とする光ファイバ心線の製造方法。 - 複数本の光ファイバを配列させて導入する導入孔を持つニップルと、前記導入孔から導入された光ファイバに液状の紫外線硬化樹脂を塗布するための樹脂溜部と、前記樹脂溜部で塗布された紫外線硬化樹脂を所定の形状に成型する成型孔を備えたダイスとを有し、前記配列した状態で前記光ファイバの周囲に液状の紫外線硬化樹脂を塗布する塗布装置と、
前記塗布装置で塗布した紫外線硬化樹脂に紫外線を照射して硬化させる硬化装置と、を有し、前記硬化装置によって前記複数本の光ファイバが一体化された光ファイバ心線を製造するための光ファイバ心線の製造装置であって、
光ファイバの配列方向を幅方向、前記配列方向に直交する方向を厚さ方向とし、配列させる光ファイバの数をn、光ファイバの幅をwf(μm)、前記光ファイバの厚さをdf(μm)とするとき、
前記導入孔は、両端が光ファイバの外周形状に合わせて円弧を描く長穴形状であって、かつ配列された複数の光ファイバが相互に接触する部分近傍で前記長穴が括れた形状を有し、
前記導入孔の内壁面に90度以下の鋭角をなす箇所が存在することがなく、
前記導入孔内壁面の前記厚さ方向の最大間隔Dmax(μm)は、df+10≦Dmax≦df+30の範囲にあり、
前記長穴の括れた部分における、前記導入孔内壁面の前記厚さ方向の最小間隔Dmin(μm)はdfより小さく、
前記導入孔内壁面の幅方向の最大間隔Wmaxは、wf×n+20≦Wmax≦wf×n+5×(n−1)+50の範囲にある、ことを特徴とする光ファイバ心線の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005109452A JP2006292802A (ja) | 2005-04-06 | 2005-04-06 | 光ファイバ心線の製造方法及び製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005109452A JP2006292802A (ja) | 2005-04-06 | 2005-04-06 | 光ファイバ心線の製造方法及び製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006292802A true JP2006292802A (ja) | 2006-10-26 |
Family
ID=37413478
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005109452A Pending JP2006292802A (ja) | 2005-04-06 | 2005-04-06 | 光ファイバ心線の製造方法及び製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006292802A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190138883A (ko) * | 2017-10-05 | 2019-12-16 | 가부시키가이샤후지쿠라 | 간헐 연결형 광섬유 테이프, 및 간헐 연결형 광섬유 테이프의 제조 방법 |
| JP2023074352A (ja) * | 2021-11-17 | 2023-05-29 | 住友電気工業株式会社 | 光ファイバテープ心線の検査装置及び光ファイバテープ心線の製造装置 |
| WO2023176913A1 (ja) * | 2022-03-18 | 2023-09-21 | 住友電気工業株式会社 | ダイス、光ファイバテープ心線の製造方法及び光ファイバテープ心線の製造装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6291905A (ja) * | 1985-10-04 | 1987-04-27 | エステイ−シ− ピ−エルシ− | 光フアイバケ−ブル素子及びその製造方法及び製造装置 |
| JPH04268522A (ja) * | 1991-02-22 | 1992-09-24 | Fujikura Ltd | 光ファイバテープ心線の製造方法 |
| JP2003344732A (ja) * | 2002-05-23 | 2003-12-03 | Sumitomo Electric Ind Ltd | 光ファイバ集合体被覆装置及び光ファイバリボン製造方法 |
-
2005
- 2005-04-06 JP JP2005109452A patent/JP2006292802A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6291905A (ja) * | 1985-10-04 | 1987-04-27 | エステイ−シ− ピ−エルシ− | 光フアイバケ−ブル素子及びその製造方法及び製造装置 |
| JPH04268522A (ja) * | 1991-02-22 | 1992-09-24 | Fujikura Ltd | 光ファイバテープ心線の製造方法 |
| JP2003344732A (ja) * | 2002-05-23 | 2003-12-03 | Sumitomo Electric Ind Ltd | 光ファイバ集合体被覆装置及び光ファイバリボン製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190138883A (ko) * | 2017-10-05 | 2019-12-16 | 가부시키가이샤후지쿠라 | 간헐 연결형 광섬유 테이프, 및 간헐 연결형 광섬유 테이프의 제조 방법 |
| KR102121163B1 (ko) * | 2017-10-05 | 2020-06-09 | 가부시키가이샤후지쿠라 | 간헐 연결형 광섬유 테이프, 및 간헐 연결형 광섬유 테이프의 제조 방법 |
| US11221457B2 (en) | 2017-10-05 | 2022-01-11 | Fujikura Ltd. | Intermittent connection-type optical fiber ribbon, and method for manufacturing intermittent connection-type optical fiber ribbon |
| JP2023074352A (ja) * | 2021-11-17 | 2023-05-29 | 住友電気工業株式会社 | 光ファイバテープ心線の検査装置及び光ファイバテープ心線の製造装置 |
| JP7815704B2 (ja) | 2021-11-17 | 2026-02-18 | 住友電気工業株式会社 | 光ファイバテープ心線の製造装置 |
| WO2023176913A1 (ja) * | 2022-03-18 | 2023-09-21 | 住友電気工業株式会社 | ダイス、光ファイバテープ心線の製造方法及び光ファイバテープ心線の製造装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10598888B2 (en) | Intermittent connection type optical fiber ribbon having improved density, manufacturing method of the ribbon, optical fiber cable, and optical cable fiber code | |
| TWI802927B (zh) | 光纖帶心線及光纜 | |
| CN1133887C (zh) | 用于制造可分离光学纤维带的集中涂面模具装置及其制造方法 | |
| JP2006292802A (ja) | 光ファイバ心線の製造方法及び製造装置 | |
| US11518709B2 (en) | Optical fiber coating die assembly having inlet tube | |
| JP2002090589A (ja) | リボン光ファイバケーブル及び光ファイバコーティング用ダイ | |
| JPH097440A (ja) | 通信ケーブル用溝付きスペーサの製造装置およびその方法 | |
| JP2019074644A (ja) | 光ファイバテープ心線、ダイス、および、光ファイバテープ心線の製造方法 | |
| JP5910044B2 (ja) | 光ファイバおよび光ファイバの製造方法 | |
| EP3955040A1 (en) | Optical fiber ribbon, die, and manufacturing method for optical fiber ribbon | |
| JP2012247464A (ja) | 識別マーク付光ファイバの製造方法 | |
| JP2011186014A (ja) | 光ファイバテープ心線の製造装置及び製造方法 | |
| JP2001264604A (ja) | 光ファイバテープ心線の製造装置 | |
| CN119781127B (zh) | 一种抗弯曲光纤带及其制备方法、光缆 | |
| JP7006324B2 (ja) | 光ファイバテープ心線用被覆装置、および、光ファイバテープ心線の製造方法 | |
| JPH07146428A (ja) | 帯状光ファイバテープ心線のコーティングヘッド | |
| JP2012208311A (ja) | 光ファイバテープ心線の製造装置と製造方法 | |
| JP4320660B2 (ja) | 光ファイバケーブルの製造方法 | |
| JPH07330383A (ja) | 光ファイバテープ心線の製造方法 | |
| JP3952169B2 (ja) | テープ状光ファイバ心線の製造装置,製造方法 | |
| JP2004157226A (ja) | 光ファイバテープ心線樹脂被覆用ダイス | |
| JP2004189540A (ja) | 紫外線硬化樹脂の硬化方法 | |
| JP2024126856A (ja) | 樹脂塗布装置用治具、樹脂塗布装置および光ファイバテープ心線の製造方法 | |
| JP2003215413A (ja) | テープ型光ファイバ心線の製造装置および製造方法 | |
| JP2006178003A (ja) | 分割型光ファイバテープ心線の製造方法及び製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090602 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090721 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100413 |