JP2006321702A - セラミック部材とその製造方法およびこれを用いた電子部品 - Google Patents
セラミック部材とその製造方法およびこれを用いた電子部品 Download PDFInfo
- Publication number
- JP2006321702A JP2006321702A JP2005249324A JP2005249324A JP2006321702A JP 2006321702 A JP2006321702 A JP 2006321702A JP 2005249324 A JP2005249324 A JP 2005249324A JP 2005249324 A JP2005249324 A JP 2005249324A JP 2006321702 A JP2006321702 A JP 2006321702A
- Authority
- JP
- Japan
- Prior art keywords
- groove
- ceramic member
- ceramic
- depth
- sio
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
















Landscapes
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Ceramic Capacitors (AREA)
Abstract
【課題】溝の側面が曲面で繋がり、かつ、溝の長さ方向の深さのバラツキ、ならびに溝の開口部の幅の差が少なく、前記溝を分割用として形成したとき分割性に優れ、分割工程までの工程で割れが発生せず、分割した単体の抗折強度が低下しないセラミック部材を提供する。
【解決手段】少なくとも一方の主面1aに溝2を有し、溝2の内面2aを、凹曲面をなす底部2bと、該凹曲面の両側に、前記凹曲面の曲率よりも大きな曲率の凸曲面をなす開口部2dを、連続的に配置させて形成してなるものであり、且つ、溝2の深さdの最大値d1と最小値d2の差を6μm以下であることを特徴とし、溝2を分割用の溝として用いると、分割性が向上するとともに、分割した側面が滑らかな連続する曲面状であることから、分割したセラミック部材1の単体の端部のチッピングの発生を防止できるとともに、単体におけるセラミック部材1の抗折強度の低下を防止できる。
【選択図】図1
【解決手段】少なくとも一方の主面1aに溝2を有し、溝2の内面2aを、凹曲面をなす底部2bと、該凹曲面の両側に、前記凹曲面の曲率よりも大きな曲率の凸曲面をなす開口部2dを、連続的に配置させて形成してなるものであり、且つ、溝2の深さdの最大値d1と最小値d2の差を6μm以下であることを特徴とし、溝2を分割用の溝として用いると、分割性が向上するとともに、分割した側面が滑らかな連続する曲面状であることから、分割したセラミック部材1の単体の端部のチッピングの発生を防止できるとともに、単体におけるセラミック部材1の抗折強度の低下を防止できる。
【選択図】図1
Description
本発明は電子部品に用いられる溝で分割してなるセラミック部材、またその製造方法、さらにこの溝で分割してなる電子部品に関する。
電子部品用として用いられるセラミック部材は、効率的に生産するために導体パターン形成ならびに回路素子搭載まで多数個取り方式で進めるのが一般的で、その後、予め備えていた分割用の溝で分割され個々の電子部品が作製される。
これらの溝の形成方法として、一般的なものはシート状のセラミックグリーンシートに金型に備えられた刃を押し当てて溝を形成するものが主流であるが、その後に焼成をおこなうために焼結による製品の収縮バラツキが大きく寸法精度が劣るという問題があることから、多数個取り大型化ならびに高寸法精度が要求される近年はセラミック焼結体にレーザ光を照射して分割用の溝を形成する方法が多くなりつつある。
そして、セラミック焼結体へレーザ光を照射して溝を形成する方法は、被加工物をレーザ光の熱エネルギーで溶融、昇華させて所望の形状に加工するものであり、レーザ加工の欠点として、溶融したセラミックが溝の内面ならびに溝の開口部周縁に残留すること、殊に溝の底部には厚く堆積するという問題や、さらにはレーザ装置の光学系に溶融物が飛着する問題が発生していた。
そこで、前記のレーザ加工で形成された溝への溶融層の残留ならびに周囲への飛散、溶着を防止する方法として、(以下不図示)レーザ光照射と同時にアシストガス或いはアシストガスとは別のガスを被加工面に吹き付け、レーザ光により昇華したセラミックの蒸気を吸引することにより溝およびその周縁に溶融層を残留、付着させない方法が開示されている(特許文献1)。
前記の方法による先行技術は多数あるが、いずれの方法も溶融層を満足に除去できるものではなかった。それが故に、以下に述べるように、レーザ光で加工した溝およびその周縁に残留する溶融層を除去する方法について、さらに多数の先行技術が開示されている。
前記課題を解決する方法として、前述した特許文献1では、(以下不図示)被加工物にレーザ光を照射しながら、アシストガスとは異なるガスを被加工物の製品となる側から廃材となる側に吹きつけるとともに、吸引ノズルで被加工物であるセラミックの昇華した蒸気を吸引することにより被加工物の製品側に溶着物が付着することを防止している。
しかし、前記の方法により溶着物を完全に防止することは出来ないだけでなく、レーザ光による加工は常に片側に廃材となる部分があると限るものでは無い。そのために、(以下不図示)レーザ光照射部以外を樹脂膜等の保護層でパターンニングし溶着物が被加工物に付着することを防止することも開示されている(特許文献2)。
また、さらには溶融層を除去する方法も多数開示されているが、その方法のひとつとして、ケミカルエッチングによる方法もあり(以下不図示)、ここでは貫通孔を形成する事例であるが、アルミナ基板にレーザ光により貫通孔を形成後に燐酸液中に浸し貫通孔の溶融層をエッチング処理し内壁面を粗化することが開示されている(特許文献3)。
その他の方法として、サンドブラストにより溶融層を除去する方法もあり(以下不図示)、この場合も貫通孔を形成する事例であるが、レーザ光で加工された貫通孔に対し球状のガラスビーズを吹きつけることにより、セラミック部材の表面を荒らすことなく貫通孔の溶融層を除去できることが開示されている(特許文献4)。
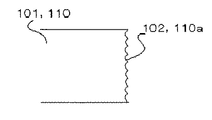
また、加工メカニズムの異なる方法として、図12に示すように、CO2レーザにより発振されたレーザ光121を集光レンズ122を介して照射し照射面に600℃以下の温度をかけて熱応力により亀裂119を発生させて前記セラミック部材101を切断する方法が開示されている(特許文献5)。
さらに、レーザ光照射と同じノズルからアシスト液を一緒に被加工物へ吹きつける方法もある(以下不図示)。この方法によると、被加工物に照射されたレーザ光により発生した溶融物が被加工物ならびに周囲に付着することを防止できると開示されている(特許文献6)。
また、図13(a)に示すように、例えば深さdが100μm以上の溝102を形成する場合、加工深さが深いことからパワーのあるCO2レーザによるパルス発振方式によらざるを得ず、これにより加工されたセラミック部材101の溝102の内面102aは溶融層103が形成されるが、特に底部102bには上記溶融層103が厚く堆積するとともに溝102の開口部102dの周縁には突起104が形成される。
図13(b)に示すように、前記セラミック部材101の溝102が形成された主面101aを平面視すると、溝102の開口部102dの幅Dは凹凸状を呈していて、これは避けられない問題であった。図13(c)には、前記のセラミック部材101の溝102の分割面を示すが、溝102が形成されていた深さdはレーザ加工特有の三角波形を示し深さdが波打つという問題があった。
このような、レーザ加工の溝102の内面102aの表面粗さは平滑性に欠け、底部102bから開口部102dに架けて滑らかな曲面とはならない。さらに、溝102の底部102b,側面102c,開口部102dともに、溝102の延伸方向に凹凸を持った形状となるという問題が発生していた。
前述した、レーザ加工による溶融層103の問題ならびに溝102の内面102aの形状を改善する方法として、図14(a)に示すように、まず、深い狭小幅の溝202を形成したあと、前記の深い狭小幅の溝202に対して、レーザ光121の焦点123を被加工物であるセラミック焼結体の上方にずらして照射することにより、前述した溝102の側面102cや開口部102dの周縁の溶融層103が除去され、従って、狭小幅の溝202から開口部202dにかけて緩やかな面取り105が形成されることが開示されている(特許文献7)。
また、特許文献7と類似する溝102を形成する方法として、図14(b)に示すように、セラミック焼結体に、先にレーザ光で狭小幅の深い溝202を形成した後に、機械加工により幅広の加工を施すことにより、溝202の開口部202dに面取り105を形成し、斜面状または滑らかな曲面状の内壁面とすることができることも開示されている(特許文献8)。
特開平8−141764号公報
特開平3−252384号公報
特開平1−112794号公報
特開2004−22643号公報
特開2000−323441号公報
特開平6−31479号公報
特開2004−276386号公報
特開平10−235914号公報
しかしながら、特許文献1に記載されているレーザ加工部位にガスを吹きつけて被加工物の昇華した蒸気をノズルで吸引する方法は、切断加工や孔加工であっても完全に吸引することは難しく、さらに溝形状であれば、溝内面へ殊に溝の底部への溶融層の残留をなくすことは出来ず溶融層が厚く堆積するという課題があった。このような方法で加工しても図13(a)に示すように、セラミック部材101に分割用の溝102を形成した場合、溝102の深さdは、溶融層103の底部102bへの堆積があるために浅くなるとともに溶融層103の堆積厚みもバラツクことから、分割不良の原因となることと、また、分割性を高めるために前記の深さdを深く加工すると、レーザ光によりセラミックが変質した深さd’はさらに深くなり、溶融層103には、無数のマイクロクラック106があることと、一旦溶融し固化したものであり強度的に低下していることから、電子部品等の分割工程までの間の製造工程における熱履歴によるヒートショックで、前記のマイクロクラック106を起点として割れが発生するという課題が多発していた。
また、図15に示すように、セラミック部材101の主面に導体パターン111を形成する場合、溝102の周縁に溶融層103の付着による突起104があるために、導体パターン111を溝102の周縁まで形成することが出来ないことや、スクリーン印刷等により前記導体パターン111を形成する場合は、突起104によって導体パターン形成用のマスクを傷つけるといった課題があった。
さらに、レーザ加工された電子部品用のセラミック部材101では、前記の突起104をバフ研磨等により除去することが一般的に用いられているが、セラミック部材101の主面に付着した溶融層103からなる突起104は容易に除去できるものではなく、除去できたとしても除去後の主面には研磨傷が残り、その面を詳細に観察するとセラミック粒子が破壊された粒内破壊面を呈し、この面に導体パターン111を形成するとその密着強度が低下するという課題があった。
また、図16に示すように、セラミック部材101にレーザで加工された溝102にそって分割すると、分割された単体110の端部110aは凹凸状となり、これは前記セラミック部材101の単体110の搬送工程においてチッピングを発生させ、パーチクルとなり導体パターン形成用のマスクを傷つけるという課題と、また、凹凸の部分が切り欠き効果を果たし、機械的な強度すなわち抗折強度が低下するというレーザ加工品特有の課題が発生していた。
特許文献2で示されるレーザ加工方法は、被加工物の主面を保護層でパターンニングする方法であるが、飛散した溶着物は保護層上に付着するので良いが、溝の内部からせり上がる溶融層は保護層を持ち上げるために溝の周縁への溶融層による突起を防止することはできなかった。
これらの課題を解決するために、特許文献3では、付着した溶融層をケミカルエッチングにより除去する方法が開示されているが、エッチング液にセラミック部材そのものを浸すために粗化したくない部分はレジスト膜で保護する必要があり、レジスト膜でパターンニングしてもレジスト膜の境界付近ではエッチング液が粗化したくない部分まで入り込み面荒れが起こるという課題と、セラミック部材に例えば格子状の繊細かつ多数の溝が形成されているものでは、実質この方法は採用できないという課題があった。
また、特許文献4のサンドブラストで強制的に溶融層を除去する方法では、溶融層を除去するだけでなく、アルミナ基板の表面も研削されてしまうため、基板表面の平滑性が要求されるセラミック部材には相応しい方法とは言えないばかりか、狭小幅の有底の溝の内面の溶融層を除去すること自体が困難であった。
また、上述した特許文献1〜4の方法は、被加工物であるセラミック部材101をレーザ光により溶融、昇華させるものであるため、(以下不図示)加工された溝の周縁のセラミック部材や集光レンズにはセラミックの溶着物が付くことは避けられなかった。このような光学系の溶着物による汚損はレーザ加工能力の低下を招くという課題と、またセラミック部材の表面への溶着物の付着は導体パターンの形成不良や導体パターン形成用のマスクの破損の要因となるという課題があった。
一方、特許文献5は、レーザ本来の高エネルギーの熱照射加工によるものではなく、セラミックが溶融しない低温度の熱照射の熱応力により亀裂119を走らせ切断加工するものである。しかしながら、この方法では、セラミック部材101に形成した溝102の所望の深さdの加工は不可能であった。
次に、特許文献6に示される、レーザ光121を照射するノズルから一緒にアシスト液を吹きつける方法は、厚板のセラミック部材101に必要な深さdの溝102を形成する場合、エキシマレーザやYAGレーザ等の0.15〜1.06μmの短波長帯のレーザでは実質加工が不可能であるために、一般に9.4〜10.6μmの波長帯のCO2レーザが用いられるが、水やエッチング液等からなるアシスト液は、このCO2レーザの波長帯域の電磁波を吸収し水蒸気爆発的な現象を起こすことからレーザ加工そのものが出来ないという課題があった。
さらに、特許文献7に示される、狭小幅の溝202をレーザ加工したあと、同一部位にビーム径を大きくしたレーザ光を照射し溝202の開口部202dに面取り105を形成することにより、開口部202dやその周縁の溶融層103を除去する方法は、溶融層103はセラミック部材101の主成分をなすセラミックの溶融物が付着していることから、容易に除去できないので、溝202の内面202aは滑らかな曲面とはならない、或いは、前記溶着物を除去すべくパワーのレーザ光を照射すると、溝202の周縁の突起がさらに溶融、昇華しさらにその外側に飛着することになり、このセラミック部材101を電子部品に用いると、導体パターン111の形成可能な領域が狭くなるという課題と、また、溝202の側面202cの奥方向にも溶融物の突起を新たに形成することから狭小幅の溝202から開口部202dに架けて緩やかな曲面状とすることはできないという課題があった。
特許文献8に示される、セラミック部材101の溝202をレーザ光で加工後に同一部位に機械加工により浅い幅広の溝加工をする方法は、良く用いられる方法ではあるが、最初に形成された溝202の底部202bには厚い溶融層が堆積しこの溶融層に関わる前述した諸問題は解決されず、また、幅広の面取り105の部位のセラミック粒子は粒内破壊面であるために、やはり前述したパーチクル等の課題も解決されない。さらに、溝202の底部202bから開口部202dにかけて曲面状に形成するとなると機械加工の方法はダイシングによらざるを得ず、この場合も前記溝202の内面202aは前述したレーザ加工後に機械加工を行うのと同様にセラミック粒子は粒内破壊面であるために、やはり前述したパーチクル等の課題があることと、前記溝202を形成出来なくもないが生産効率が著しく悪く実質採用できるものではないという課題があった。
さらに、前記セラミック部材がAl2O3を主成分とし、SiO2、CaO、MgOを添加してなるセラミック部材において、レーザ加工部位の表面はレーザ加工していない部分と比較すると、主成分をなすAl2O3より沸点の低い添加剤であるSiO2が著しく少なくなるという現象が判明している。これはセラミック部材をレーザ加工する場合、主成分であるAl2O3の沸点を超える熱照射を行うためパワーを必要とすることから、CO2レーザで、かつパルス発振によらざるを得ず照射される温度は約3500℃以上となり、レーザによる加工部位の表面ならびに溶融層103の表面にはAl2O3の沸点未満の沸点を有するSiO2は、その大半が昇華し残存しないのである。
したがって、溶融層103の表面からはSiO2が著しく低下した状態となり、Al2O3の粒子の結合が脆くなっていることから、溶融層103の表面に機械的な衝撃を与えると、その表面が欠落しやすく、パーチクルが発生しやすいという課題があった。
さらに、従来のレーザ加工は、図13(b)の平面図に示すように、より連続溝に近い溝102を形成しても溝102の幅Dの広い部分と狭い部分があり、この幅Dの最大値D1と最小値D2の差は少なくとも40μm以上は免れなかった。これは、そのまま形状加工の寸法精度の低下や主面への導体パターン111の形成領域が狭まるという問題、さらに前述したように、溝102にそって分割した後、その端面が凹凸状になっているために、セラミック部材同士或いは治工具等と前記端面が接触するとセラミック部材101の端部にカケが発生しやすいという課題があった。そして、この溝102は図13(c)の側面図に示すように、深さd方向にも上下の波状を呈し、例えば、深さdの最大値d1が215μmの溝102を形成した場合の深さdの最小値d2は約100μmとなりその差は少なくとも約115μm以上となるという課題があった。
さらに、溝102の深さdを、100〜280μmの範囲で加工すると、一回のレーザ加工では、溝102の開口部102dの幅Dの最大値D1は少なくとも120〜180μmの範囲で必然的に深さdが深くなるとほぼ比例して幅Dも大きくなるという課題があった。
図17(a)にレーザ光をセラミック部材101に照射したスポット124の平面模式図、図17(b)にその断面模式図を示すが、例えば、CO2レーザでスポット124の径φが160μmで深さdが215μmの溝102を形成する場合、前記スポット124のピッチPは、最小約80μmまでしか縮めることが出来なかった。それは、前記ピッチPをさらに縮めるとレーザ加工部位に過大な熱がこもることによりマイクロクラック106が発生し、溝102の深さdを制御できないためである。
従って、前記ピッチPを80μmとして加工した場合の溝102の幅Dの最大値D1と最小値D2の差は約40μm以上の凹凸状となり、深さdの最大値d1と最小値d2の差は約100μmとなるのである。
次に、セラミックグリーンシートに金型により溝を形成し焼成して得られたセラミック部材101の平面図を図18(a)に、溝302にそって分割した側面図を図18(b)に示すが、溝302の幅Dを約200μmで形成した場合、縦横の溝302の交叉部近辺では各々の溝302の形成時の応力が影響し幅Dの最小値D2が150μm以下となりその差が50μm以上となること、さらに、同様に深さdを約200μmに設定した場合に、深さdの最大値d1と最小値d2の差が50μm以上になることから、図18(c)に示すように、前記溝302にそって分割した単体110の端部110aにはバリ118が発生するという課題や分割不良が発生するという課題があった。
以上の列記した課題は、セラミック部材101においては、生産効率をあげるために大型化、多数個取り化しかつ、寸法精度の向上が要求され、また電子部品においては、極小化、高信頼性の要求が進むことに対して、いずれも支障を来すものであった。
本発明は前記の課題を解決するためになされたもので、電子部品用として信頼性の高いセラミック部材とその加工技術を見いだした。
本発明のセラミック部材は、少なくとも一方の主面に溝を有したセラミック部材であって、前記溝の内面を、凹曲面をなす底部と、該凹曲面の両側に、前記凹曲面の曲率よりも大きな曲率の凸曲面をなす開口部を、連続的に配置させて形成してなり、且つ溝の深さの最大値と最小値の差が6μm以下であることを特徴とする。
さらに、前記開口部の表面粗さRaが1.5μm以下であることを特徴とする。
さらに、前記溝の底部の曲率半径が15〜30μmであることを特徴とする。
さらに、前記溝の開口幅が160μm未満であるとともに、その最大値と最小値の差が4μm以下であることを特徴とする。
さらに、前記セラミック部材は、Al2O3を主成分とし、SiO2、CaO、MgOを含有してなり、前記溝の内面におけるSiO2の含有量が内部より多いことを特徴とする。
さらに、前記溝の内面におけるSiO2の含有量が内部の含有量の0.1〜2.0質量%多いことを特徴とする。
さらに、前記Al2O3の含有量が92.6〜99.7質量%、SiO2の含有量が0.3〜5.0質量%、残る成分がCaO、MgOおよび不可避不純物からなることを特徴とする。
本発明のセラミック部材の製造方法は、主成分であるセラミックと、複数の成分からなる添加剤とを含むセラミック焼結体の少なくとも一方の主面に、前記主成分を成すセラミックの融点を超え、沸点未満で、且つ、前記添加剤の少なくとも1種の成分が有する沸点より高い温度の熱照射をすることにより溝を形成することを特徴とする。
さらに、前記熱照射により照射されるスポットを速度10〜60m/分で移動させることを特徴とする。
さらに、前記熱照射に用いる熱がCO2レーザであることを特徴とする。
また、本発明の電子部品は、前記セラミック部材を用いて、該セラミック部材の溝で分割してなり、前記溝の内面に相当する部位に導体パターンが形成されていることを特徴とする。
このように本発明のセラミック部材によれば、少なくとも一方の主面に溝を有したセラミック部材であって、前記溝の内面を、凹曲面をなす底部と、該凹曲面の両側に、前記凹曲面の曲率よりも大きな曲率の凸曲面をなす開口部を連続的に配置させ、且つ溝の深さの最大値と最小値の差が6μm以下に形成させたことから、前記溝をセラミック部材の分割用の溝として用いると、分割性が向上するとともに、分割した側面が滑らかな連続する曲面状であることから、分割したセラミック部材の単体の端部のチッピングの発生を防止できるとともに、前記単体におけるセラミック部材の抗折強度が低下しないという効果がある。
また、前記セラミック部材がAl2O3を主成分とし、SiO2、CaO、MgOを含有してなり、前記溝の内面におけるSiO2の含有量が、前記セラミック部材の内部より多いことから、主成分をなすAl2O3の粒子の界面をSiO2が埋め尽くすことによってAl2O3の粒子の結合度合いの低下を防止し、前記溝により分割した単体において、前記溝の内面に相当する部位に機械的衝撃が加わっても、その表面のAl2O3の粒子が欠落しパーチクルが発生することを防止できるという効果がある。
また、本発明のセラミック部材の製造方法は、主成分であるセラミックと、複数の成分からなる添加剤とを含むセラミック焼結体の少なくとも一方の主面に、前記主成分を成すセラミックの融点を超え、沸点未満で、且つ、前記添加剤の少なくとも1種の成分が有する沸点より高い温度の熱照射をすることにより溝を形成することから、主成分であるセラミックの昇華した蒸気が飛着することによるセラミック部材の加工部位の周縁やレーザ装置の光学系への溶着物の発生を防止できるとともに、前記溝の周縁に付着したセラミックの溶融物による突起を研磨等により除去する工程も不要となり、さらに熱照射により照射されるスポットを速度10〜60m/分で高速移動させることから、従来のレーザ加工に比べ著しく生産性の向上が図れる。
以下、本発明のセラミック部材の実施の形態について説明する。
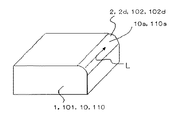
図1(a)は、本発明のセラミック部材1の一例を示す断面図である。本発明のセラミック部材1は、少なくとも一方の主面1aに溝2を有し、溝2の内面2aを、凹曲面をなす底部2bと、該凹曲面の両側に、前記凹曲面の曲率よりも大きな曲率の凸曲面をなす開口部2dを、連続的に配置させて形成してなるものであり、且つ、溝2の深さdの最大値d1と最小値d2の差を6μm以下であることが重要である。また、図1(b)は、前記溝2の底部2bで分割した場合の一例を示す側面図である。
なお、前記溝2は、セラミック部材1の両主面1a、1a’に備えても良い。
ここで、溝2の底部2bとは、溝2の最深部の深さdの内面2aに周接する仮想円Q1を描画したとき、溝2の両側面2cの空間の範囲内における最大となる凹曲面の曲率半径r1で表される前記仮想円Q1に周接する溝2の内面2aを指し、また、開口部2dとは、凸曲面の曲率半径r2の仮想円Q2と周接する溝2の内面2aがセラミック部材1の主面1aの延長線Wとの交点から前記凸曲面の曲率半径r2の仮想円Q2と周接する溝2の内面2aの側面2cまでを指す。
本発明のセラミック部材1は、溝2の深さdの最大値d1と最小値d2の差が6μm以下としたことから、多数個取りのセラミック部材1の分割用として前記溝2を形成すると、溝2の深さdを従来のレーザ加工品に比較し浅く形成しても、図1(b)で示す溝2の長さ方向Lの深さdの最大値d1と最小値d2の差が小さいことから、分割不良の発生を防止できるとともに、前記深さdを深く形成する必要がないため電子部品用の基板として本発明のセラミック部材1を用いると、電子部品の製造工程に欠かせない焼成工程における熱衝撃による割れの発生を抑えられる。なお、ここで溝2の長さ方向Lの深さdの最大値d1と最小値d2とは、連続して形成された溝2の全長に対して適用するが、他の溝2との交叉部は除外するものである。なお、溝2の形状は、直線状、曲線状のいずれの溝2も含むものである。
さらに、前記溝2の内面2aを、凹曲面をなす底部2bと、該凹曲面の両側に、前記凹曲面の曲率半径r1よりも大きな曲率半径r2の凸曲面をなす開口部2dを、連続的に配置させ溝2の側面2cが滑らかな連続する曲面状であることから、前記溝2で分割したセラミック部材1の単体の端部のチッピングの発生を防止できるとともに、前記単体におけるセラミック部材1の抗折強度が低下しないという効果がある。なお、より好ましくは、溝2の深さdの最大値d1と最小値d2の差が4μm以下である。
これは、電子部品用のセラミック部材の、もっとも多く用いられている厚みtは、0.635mmであり、前記溝2の深さdの最大値d1と最小値d2の差が6μmを超えると、例えば、前記厚みtのセラミック部材においては、溝2の深さdが厚みtの約1%程度生ずることになり分割不良の原因となることから、溝2の深さdの最大値d1と最小値d2の差は6μm以下であることが好ましい。また、高信頼性が要求される車載用や昇降機用のハイブリッドIC基板における厚みtの現状の市場における下限は約0.4mmであり、この厚みtのセラミック部材において溝2の分割不良を防止するためには、前記溝2の深さdの最大値d1と最小値d2の差は、4μm以下であることが好ましい。
また、前記溝2の深さdの測定方法は、溝2で分割し、分割した側面を蒸着後、SEM分析(走査型電子顕微鏡分析)による写真を撮り、写真上から深さdの最大値d1と最小値d2を算出し、その差を求める方法である。
さらに、本発明のセラミック部材1は、溝2の開口部2dの表面粗さRaが1.5μm以下であることが好ましい。
表面粗さRaの測定方法は、図1(a)に示す溝2の底部2bで前記溝2を分割し、分割された溝2の開口部2dに相当する箇所を、図2に示すように、分割されたセラミック部材1の単体10の前記溝2の開口部2dに相当する端部10aの面を長さ方向LにAFM(原子間力顕微鏡観察)分析によるもので、ここでは、デジタルインスツルメンツ社製D3000型AFM分析装置を使用し分解能0.05nm以下、最大測定範囲5μm、測定領域8μm角の条件で測定した。
これによって、溝2により分割した単体10の溝2の開口部2dに相当する端部10aが搬送工程等で治具や他の製品と接触してもチッピングの発生を低減できる。なお、前記の溝2の開口部2dのより好ましい表面粗さRaは1μm以下である。
なお、前記表面粗さRaは溝2の開口部2dに限定したが、本発明のセラミック部材1の溝の内面2aのいずれにおいても、その表面粗さRaは1.5μm以下を満足することが好ましい。
さらに、図1(a)に示す、本発明のセラミック部材1の前記溝2の凹曲面の底部2bの曲率半径r1は15〜30μmであることが好ましい。
前記溝2の底部2bの曲率半径r1が15μm未満であると、後述する本発明のセラミック部材1の製造方法の特異点から前記溝2の底部2bには溶融層3の組成が、セラミック部材1の主成分をなすセラミックの溶融物が多量に堆積することになり、前述した分割性の問題や、(以下不図示)溝で分割された端部に端面電極を形成した際の端面電極の密着強度の問題が発生する虞がある。また、前記曲率半径r1が30μmを超えると、前記溝2を分割用として用いた場合、溝2の幅Dの中心で分割されずに分割ずれを起こす虞が発生し単体の寸法精度が低下することになる。さらに、前記の溝2の底部2bのより好ましい曲率半径rは、20〜25μmである。
さらに、図3(b)で示す本発明のセラミック部材1の溝2の開口幅Dが160μm未満以下であるとともに、その最大値D1と最小値D2の差が4μm以下であることが好ましい。これは、分割した端部10aは凹凸状とはならず、従って、溝2の開口幅Dの最大値D1と最小値D2の差が少なくとも4μm以下であると前記の搬送工程でのチッピングの発生を防止できるとともに、抗折強度の低下が防止できる。さらには、図3(a)に示すように、セラミック部材1の溝2の周縁まで導体パターン111が形成できることから、電子部品の実装効率を向上できる。
なお、この測定方法は、図3(a)に示すように、任意の溝2,102の交叉部2e,102eを除く連続して形成された溝2,102の全長L1〜L3,L11〜L13について、溝2,102の開口部2d,102dを蒸着し、SEM分析写真を撮り、図3(b)に示すように、前記溝2の開口幅の最大値D1と最小値D2を写真上から算出しその差を求める方法である。
また、本発明のセラミック部材1は、Al2O3を主成分とし、SiO2、CaO、MgOを含有してなる場合、溝2の内面2aにおけるSiO2の含有量が、前記セラミック部材1の内部1bより多いことが好ましい。
従来、セラミック部材に溝加工を行う場合、所望の深さとするにはパワーのあるパルス発振方式のCO2レーザが用いられ、この場合、照射される温度は約3500℃以上となり、セラミック部材の主成分がAl2O3で、添加剤としてSiO2、CaO、MgOを含有してなる場合、レーザによる加工部位の溶融層103の表面のSiO2は沸点が約1880℃と低いことから、その大半が昇華し残存しない。そして、その表面は一見ガラス質で埋め尽くされたような溶融層103をなしているものの、その表面からはSiO2が著しく抜けた状態であり、Al2O3の粒子の結合が脆くなっていることから、例えば、溶融層103の表面に機械的な衝撃を与えると、その表面が欠落しやすく、パーチクルが発生しやすいという問題があった。
本発明のセラミック部材1は、主成分がAl2O3、添加剤としてSiO2、CaO、MgOを含有してなり、前記セラミック部材1の表面に、パルス発振方式のCO2レーザにより主成分であるAl2O3の融点を超え、沸点未満の熱照射を行いAl2O3を溶融させ掻き出すことによって溝2が形成されるが、掻き出される溶融したAl2O3の中に含まれるSiO2は、粘性が高いがために掻き出し難く、その一部が溝2の内面2aに残留することが推測される。したがって、形成された溝2の内面2aは内部1bに比しSiO2の含有量が多く、従来のレーザによる加工部位に見られるようなAl2O3の界面がヒートエッチングされる現象は発生せず、Al2O3の界面をSiO2が埋め尽くしているため、溝2を分割したあとの工程で、溝2の内面2aに相当する部位に機械的衝撃が加わっても、その表面が欠落しパーチクルが発生することを防止できる。
また、溝2の内面2aにおけるSiO2の含有量が、内部1bより0.1〜2.0質量%の範囲で多いことがより好ましい。これは、内面2aにおける含有量が0.1質量%未満であるとAl2O3の粒子が突出する可能性があり、その場合、前記パーチクルの発生率を高める恐れがある。また、前記値が2.0%を超えると局部的ではあるもののAl2O3の純度が著しく低下することから機械的強度、殊に抗折強度の低下を招く。
さらに、本発明のセラミック部材は、前記Al2O3の含有量が92.6〜99.7質量%、SiO2の含有量が0.3〜5.0質量%、残部がCaO、MgOおよび不可避不純物からなることがより好ましい。これは、前述したパーチクルの発生の防止効果が得られるSiO2の含有量は0.3〜5.0質量%であり、他CaO、MgOを含有し不可避不純物としてFe2O3、Na2O等が合計で0.1質量%以下、電気的特性から考えると0質量%に近いことが好ましい。
なお、各成分の分析方法は、波長分散型EPMA分析(波長分散型X線マイクロアナライザ分析)により、溝2の内面2aについては、分析誤差の大きい極表面層を除き、深さ1〜3μmの表面層の50μm角領域のAl2O3、SiO2、CaO、MgOの定量分析を行い、また、同一試料の内部1bについても同様の方法でAl2O3、SiO2、CaO、MgOの定量分析を行う。ここで、内部1bは、セラミック部材1の溝2の内面2aを含む表面でなければ任意の位置でよいが、本測定においてはセラミック部材1の厚み方向の中心から±20μmの範囲を測定した。尚、被測定面にはカーボンを蒸着処理後、加速電圧15KV、プローブ電流3.0×10−7Aの条件で分析する。
また、溝2の内面2aの各成分含有量の測定を深さ1〜3μmの任意の位置としたのは、レーザにより加工された溝の場合、図1(a)に示す内面2aの表層部には溶融層3が存在し、溶融層3の厚みは本発明においても約5μm程度あり、前記各成分含有量は溝の内面の深さ1〜3μmにおいては同一成分含有量を示すことから、1〜3μmの任意の位置とした。そして、得られた内部1bのSiO2の含有量を基準とし、溝2の内面2aのSiO2の含有量の増減を算出する方法である。
次に、本発明のセラミック部材1の製造方法を説明する。
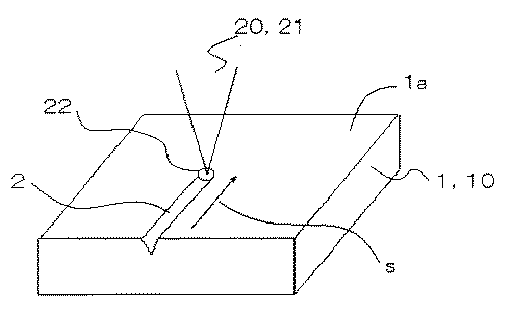
図4に示すように、主成分であるセラミックと、複数の成分からなる添加剤とを含むセラミック焼結体1の少なくとも一方の主面に、前記主成分を成すセラミックの融点を超え、沸点未満で、かつ、前記添加剤の少なくとも1種の成分が有する沸点より高い温度の熱照射20をすることにより溝2を形成する製造方法である。
より詳細に説明すると、前記主成分がAl2O3、前記添加剤がSiO2、CaO、MgOからなるとき、Al2O3の融点は約1050℃、沸点は約2980℃、SiO2の融点は約1730℃、沸点は約1880℃、MgOの融点は約2800℃、沸点は約3600℃、CaOの融点が約2570℃、沸点は約2850℃である。従来のレーザ加工では、約3500℃を超える熱照射により加工されるため、主成分のAl2O3、添加剤の全てが溶融し、また一部は昇華することにより、溶融物が周囲に飛散し溶着物による突起を形成し、また、加工部位には溶融したものが冷却、固化し溶融層103を形成する。そして、この溶融層103の組成はもっとも沸点の低いSiO2は著しく少なく、大部分が主成分をなすAl2O3の溶融物で構成されている。
しかしながら、本発明のセラミック部材1の製造方法によれば、セラミック部材1の主成分がAl2O3の場合、その沸点未満で融点以上の熱照射20をセラミック部材1の加工部位に照射するために、Al2O3の蒸発が実質的に起こらないことから、溝2の開口部2dの周縁に溶融層3による突起104を形成することや蒸気となって飛散したAl2O3の溶融物が光学系に付着して汚損するという問題が防止できる。
また、前記熱照射20により照射されるスポット22の速度sは、加工テーブルの最高移動速度が約200m/分であることから、パルス発振方式のレーザ出力の変調能力を80kHz以上とし十分な出力が得られるようになれば前記スポットの移動速度sの上限は200m/分とすればよく、さらには10〜60m/分であることが好ましい。
前記スポット22の速度sが10m/分未満であると、同一箇所に必要以上の熱がかかるために主成分を成すAl2O3の一部が昇華し、従来のレーザ加工に近い溶融層103の発生を招き前述した問題が発生するためである。また、前記の速度sが60m/分を超えると、スポット22が間延びすることにより、これにより形成された溝2の幅Dの最大値D1と最小値D2の差が4μmを超え連続性を損なうためである。
前記スポット22の速度sについて更に詳細に説明すると、前記スポット22の速度sが10m/分未満になると、レーザ光21の照射面の温度が主成分であるセラミックの沸点以上となり、前記主成分をなすセラミックの溶融物が周縁に飛着する可能性がある。また、前記スポット22の速度sが、60m/分を超え70m/分、溝2の幅Dが160μm未満の159μmとしたとき、溝2の幅Dの最大値D1と最小値D2の差を4μm以下に抑えることは不可能である。その理由は、現存するパルス発振方式のレーザ出力の変調能力の限界が25kHzであり、この上限で加工した場合の前記溝2の幅Dの最大値D1と最小値D2の差は4.05μmとなるからである。
また、前記レーザ光21をCO2レーザとすることが好ましい。これは、CO2レーザによるレーザ光で熱照射20することによりパワーがあるために、厚いセラミック部材1に対しても、溝2の深さd1の深い溝2を安定して高速で加工できる。
なお、本発明のセラミック部材1の製造方法では、セラミック焼結体に溝2を形成するものを主体に説明しているが、貫通する溝や貫通孔を形成してもよく、この場合においても、貫通する溝や貫通孔の内面の平滑性やセラミック部材1の主面1aへの溶着物による突起の形成のないセラミック部材1が作製できる。特に、周知の従来技術においては、低い熱照射20をセラミック部材101に照射することにより熱応力で切断するもので、直線的な形状加工しか出来なかったが、本発明の製造方法によれば、曲線や矩形状といった複雑な加工が可能である。
次に、本発明のセラミック部材1の溝2をレーザ光で作製する製造方法を詳細に説明する。
一般にセラミック加工に用いられるパルス波形24を図5(a)に示し、セラミックの加工は高エネルギーを必要とするために、レーザ発振後、立ち上がりの早いパルス波形24が用いられてきた。具体的にはレーザ発振後、20〜60μsec.で最高温度域24aに達し、約3500℃前後の温度で、セラミックを溶融、昇華することにより所望の形状の加工をするものである。したがって、この際に、セラミックの溶融層や溶着物が発生するというレーザ加工特有の問題が発生したのである。
これに対して、本発明の方法は、図5(b)に示すように、立ち上がりの遅いレーザ波形24を用いるもので、具体的にはレーザ発振後、最高温度域24aに達するまでの時間を90〜200μsec.としている。
さらに、図6(a)に従来のノーマルレーザのON−OFF信号図に示すように、ノーマルレーザの発振信号25の1パルスを200μsec.としたときに比較し、本発明の製造方法は前記発振信号25の間に、たとえばON信号26が2回の短パルスで合計発振時間が約60μsec.とノーマルレーザ発振信号25の30%程度と短く設定している。以上の立ち上がりの遅いパルス波形24を短いON信号26で発振させることにより、図6(b)の模式図に示すように、短いON信号26の中で立ち上がりの遅いパルス波形24を発振することにより、最高温度域24aを制御した熱照射20ができる。すなわち、主成分のセラミックの沸点aより低く、添加剤の成分の一種以上の沸点bより高い温度で加工するように設定が可能である。また、パルス周期を200μsec.以下とすることによりCW(Continuity Wave)連続発振に近似したパルス波形が得られ、これにより加工された溝2は、溝2の深さdの最大値d1と最小値d2の差や、溝の幅Dの最大値D1と最小値D2の差を抑制した加工が可能となる。
また、本発明のセラミック部材1は、主成分のセラミックが92.6〜99.7質量%のAl2O3、添加剤としてSiO2、MgO、CaOとを含有していることが好ましい。ここで、アルミナ(Al2O3)の範囲は、電子部品用セラミック部材としての必要特性を確保でき、また、前記添加剤が粘結剤として望ましいものである。
従来のレーザ光121で、主成分をなすセラミックがAl2O3、添加剤としてSiO2、MgO、CaOとを含有するセラミック部材101に溝102を形成すると、たとえば、レーザで加工された溝102の内面102aならびに内部101bについて、前述した方法でEPMA分析を行い、セラミック部材101の内部101bのSiO2の量に対するセラミック部材101の前記溝102の内面102aのSiO2の量は50%以上減少する。
これは、従来のレーザ光121の熱照射20が約3500℃以上であり、溝102の内面102aは熱照射20により爆発的な現象が生じ、主成分をなすAl2O3と主要添加剤であるSiO2のいずれの成分も一瞬にして昇華し、熱伝導を伴うような加工でないことから、内面102aにおいては沸点の低いSiO2は際だって昇華するため、Al2O3の粒子の界面はヒートエッチングされた状態となる。
そして、前記セラミック部材101の溝102を分割し、電子部品組み立て工程の搬送時等において溝102の内面102aに相当する部位に機械的衝撃が加わると、主成分をなすセラミックであるAl2O3の粒界面がヒートエッチングされ、Al2O3の粒子の結合が弱化していることから、溶融層103の表面は欠落しやすくパーチクルが発生しやすい。
これに対し、本発明のセラミック部材1の溝2の加工方法は、レーザ光21の熱照射20を、セラミック(Al2O3)の融点を超え、沸点未満とし、溶融したセラミック(Al2O3)をアシストガスにより掻き出すことにより溝2を形成する方法であることから、後で溝2の内面2aとなる部位には粘性の高い添加剤(SiO2)が多く残存する傾向が生じると推測される。
本発明の電子部品は、図3(a)に示すように、前記セラミック部材1を用いて、該セラミック部材1の溝2が形成された主面1aに導体パターン111をスクリーン印刷や薄膜蒸着により形成し所定の温度で焼成した後、前記溝2により分割することにより作製される。
前記電子部品に本発明のセラミック部材1を用いると、図3(b)に示すように、溝2の開口部2dの幅Dの最大値D1と最小値D2の差が4μm以下と小さいため、導体パターン111を溝2の周縁まで形成できる。さらに、従来のレーザ加工のような主成分をなすセラミックの溶融物による突起104が溝2の周縁に付着していないことからスクリーン印刷時に突起104により印刷用マスクを傷つけることもなく、或いは、従来のセラミック部材101では、前記突起104をバフ研磨等で除去すると、除去されたあとの主面はセラミック粒子が粒内破壊面となり、導体パターン111の密着強度が低下するという問題があったが、本発明のセラミック部材1においては、研磨処理を必要とするような突起104は無いために、溝2の開口部2dの周縁のセラミック粒子は実質的に破壊されず、導体パターン111の密着強度が低下することも防止できる。
さらに、本発明のセラミック部材1の溝2の底部2bの凹曲面の曲率半径rは15〜30μmとしたため、溝2にそって分割した場合、溝2の中心から2μm以上ズレて分割される問題も発生しないことから、単体10の寸法精度も向上できる。
さらに前記溝2の深さdは、100〜280μmと深く形成しても、その深さdの最大値d1と最小値d2の差が6μm以下と小さいために、例えば、1mm以上の厚いセラミック部材1でも良好な分割性の溝2が形成できるとともに、深さdのバラツキが小さいため、従来のレーザ加工品に比較し、深さdを浅く形成しても分割性を低下させずに、電子部品の製造工程における熱履歴において溝2を起点とする割れの発生を防止できる。
前記導体パターン111が形成され、溝2で分割した電子部品となる単体110の前記溝2に相当する端部10aは導体パターン111が形成された主面側にかけて緩やかな曲面状であり、かつ表面粗さRaが1.5μm以下で連続させたことから、前記単体10に機械的な応力がかかっても単体10の折損を防止できる。同様に、昇温、冷却等のヒートショックに対しても、割れの発生を防止できる。さらに、電子部品の製造工程において、搬送時に生じる前記単体10と治具等の接触による端部10aにチッピングの発生も防止できる。
以上のように、本発明のセラミック部材1は、従来のレーザ加工の課題であった、セラミックの溶融層とその溶着による問題、溝の加工痕の問題からくる分割性、寸法精度、抗折強度、耐熱衝撃性、導体密着強度のいずれも解決できるもので、本発明のセラミック部材1を用いた電子部品は、特に機械的応力や熱サイクルさらには振動が加わる使用環境が厳しく、高信頼性が要求される車載用として好適である。
また、本発明のセラミック部材1の製造方法は、高速加工によるものであり、生産性が著しく高いのに加え、従来レーザ加工の大きな課題であった、溶着物の除去が容易であり、かつ光学系を汚損しないという著しい効果を奏するのである。
本発明のセラミック部材を以下の方法で作製した。
(実施例1)主成分のセラミックはAl2O396質量%、残部が添加剤及び不純物とからなり、前記添加剤としてSiO2を2.6質量%、CaOを0.2質量%、MgOを1.2質量%添加してセラミックグリーンシートを成形し、前記セラミックグリーンシートを所定の形状に切断後、約1600℃の温度で焼成し、厚み0.635mmのセラミック焼結体を作製した。
次に、前記セラミック焼結体の主面に、熱照射により図3(a)(b)(c)に示すように、外辺寸法XYがいずれも152.4mm、単体寸法xyがいずれも50.8mmの9個取りのセラミック部材1を作製した。前記セラミック部材1の溝2の深さdは100μmとして、溝2の底部2bの凹曲面の曲率半径r1を15〜35μmまで5水準作製し、前記曲率半径r1を15μmとしたものを試料No.1、20μmとしたものを試料No.2、25μmとしたものを試料No.3、30μmとしたものを試料No.4、35μmとしたものを試料No.5とし各試料数200個である。
熱照射の条件は、CO2レーザ発振により図5(b)に示すような立ち上がりの遅いパルス波形24を用い、図6(b)に示すように、ON信号26の時間を30μsec.とし、パルス周期を100μsec.(周波数10KHz)、レーザ光21の移動速度sを20m/分とした。ここで本発明実施例の熱照射の温度はレーザ光21の照射面において約2200℃である。なお、前記溝2の底部2bの曲率半径r1はレーザ光21を照射するノズル形状で調節した。
また、比較例であるセラミック部材101は、上述した本発明と同じセラミック焼結体を用いて加工し、加工したセラミック部材101の外辺、単体寸法はいずれも、本発明のセラミック部材1と同等となるように作製した。しかし、溝102の底部102bの凹曲面の曲率半径r1は溶融層103の堆積にムラがあり、所望の設定をしたものの設定通りとはならなかった。結果的に、前記曲率半径r1が10μmとしたものを試料No.6、21μmのものが試料No.7、23μmのものが試料No.8とし、各試料数200個である。
ここで、比較例の前記曲率半径r1は、結果的に得られた値であって、その測定方法は、前記セラミック部材101を樹脂で固めた後、溝102を横断するように切断し、その切断面を蒸着しSEM写真を撮り、写真をもとに、図8に示すように、溝102の底部102bの凹曲面の曲率半径r1を算出した。測定試料数は5個でその平均値をデータとした。
なお、比較例の熱照射条件は、試料No.6は本発明実施例と同一条件によるが、比較例の試料No.7,8は、本発明実施例と同様のCO2レーザ発振により図3(a)に示すような立ち上がりの早いパルス波形24を用い、図6(a)に示すように、ON信号26の時間を400μsec.とし、パルス周期を1050μsec.(周波数952Hz)、レーザ光21の移動速度sを8m/分で溝102を加工した。ここで比較例の試料No.7,8のレーザ光21の照射面における温度は約3400℃である。
上述した条件で加工された試料のレーザ加工面側に高圧氷粒ジェット洗浄装置により付着物の洗浄を実施した。因みに、高圧氷粒ジェット洗浄装置は株式会社スギノマシン製ICJ−K30を用い、洗浄圧力0.5MPaで同一面に対し約3秒間当て試料の表面洗浄処理を実施した。
前記洗浄後のセラミック部材1,101の主面を観察すると、本発明のセラミック部材1と本発明と同等の製法で作製した比較例の試料No.6は、洗浄前に溝2の周縁に薄く付着していた白粉状のものが洗浄されているが、従来の製法による比較例の試料No.7.8のセラミック部材101においては、溝102の周縁には溶着物の突起104が残留していた。これは、本発明のセラミック部材1の製造方法である熱照射20が、前記セラミック部材1の主成分であるセラミックの沸点未満の熱による加工であるために、溝2からアシストガスにより掻き出されたセラミックが周縁に溶着しないためであると考えられる。
次に、溝2,102の開口部2d,102dの表面粗さRaの測定を各5個実施した。まず、試料の測定準備として、各試料を溝2,102で分割し、図7に示すように、溝2,102の開口部2d,102dに相当する部位を溝2,102の長さL方向に測定した。
本発明の試料ならびに比較例の試料No.6の面状態は非常に平滑であったために、AFM(原子間力顕微鏡観察)分析によるもので、ここでは、デジタルインスツルメンツ社製D3000型AFM分析装置を使用し、分解能0.05nm以下、最大測定範囲5μm、測定領域8μm角の条件で実施した。但し、比較例の試料No.7,8については、面状態が粗いために前記測定方法では測定困難であったため、東京精密株式会社製サーフコム1400型表面粗さ計を用い触針径2μm、測定長さ2.5mmで測定した。なお、いずれも各試料5個について測定し平均値をデータとした。
次に、溝2,102の開口部2d,102dの幅Dおよびその最大値D1、最小値D2について測定したが、その測定方法は、シート状のセラミック部材1,101の溝2,102を含む周辺を蒸着しSEM分析(走査型電子顕微鏡)により写真を撮り、任意の箇所の溝の長さ10mmについて算出した。なお、各試料5個について測定しその平均値をデータとした。また、いずれも、対比条件を同一とするために縦横の溝2,102の交叉部2e,102eは外した。
次に溝2,102の深さdの測定を実施した。測定方法は、溝2,102の分割した端面に蒸着しSEM分析により写真を撮り、前述した溝2,102の最大値d1、最小値d2の測定を行いその差を求めた。なお、いずれも各試料5個について測定しその平均値をデータとした。また、いずれも、対比条件を同一とするために縦横の溝2,102の交叉部2e,102eは外した。
ここで、溝2,102の深さdとは、図1(b)或いは図13(c)に示す深さdの最大値d1を指しているが、本発明のセラミック部材1ならびに比較例の試料No.6の溝2の深さdの最大値d1は設定値通りであったが、比較例の試料No.7,8のセラミック部材101の溝102の深さdの最大値d1は、設定値と異なったため、結果的に得られた溝102の深さdの最大値d1をデータとした。
次に、図6に示すように、前記セラミック部材1,101を樹脂で固めた後、溝2,102を横断するように切断し、その切断面を蒸着しSEM写真を撮り、写真をもとに、溝2,102の底部2b,102bの凹曲面の曲率半径r1ならびに開口部2d,102dに架けての凸曲面の曲率半径r2を算出した。なお、いずれも各試料5個について測定しその平均値をデータとした。
また、溝2,102の底部2b,102bから開口部2d,102dに架けて連続する曲面が形成されているかどうかは、前記SEMの断面写真において、溝2の底部2b,102bから側面2c,102c、開口部2d,102dに架けて、凹曲面から凸曲面へとクロソイド状に連なる曲面であれば○とし、前記底部2b,102bから開口部2d,102dに架けて連続する曲面がクロソイド状に連なる曲面とならないものは×とした。なお、いずれも各試料5個について測定し全てが問題ないもののみ○とした。
次に、溝2,102の分割性については、前記セラミック部材1,101の任意の溝2,102の各1本について、ハンドブレイクを行い、溝から逸れて分割されたものがあれば×、問題なく分割されれば○と評価した。尚、いずれも各試料5個について測定し全てが問題ないものを○とした。
また併せて、分割ズレについても測定した。その方法は、前記分割した箇所について
図9に示すように、分割された単体10,110の溝2,102に相当する幅h,iの差を分割ズレとし各5個の平均値をデータとした。
図9に示すように、分割された単体10,110の溝2,102に相当する幅h,iの差を分割ズレとし各5個の平均値をデータとした。
次に割れの評価は、前記セラミック部材1,101を厚膜印刷焼成炉(遠赤外線高速焼成炉、通称IR炉)に計10回通すことにより判定したもので、焼成炉の条件は、常温から850℃までの昇温を10分、850℃キープを10分、常温への冷却を10分の条件で実施し、いずれも各試料5個で1個でも溝2,102を起点とした割れが発生したものを×、また1個も割れが発生しなかったものを○とした。
次に、単体10,110のチッピングの評価試験を実施した。その評価方法は、セラミック部材1,101を溝2,102で単体10,110に分割し、分割された単体10,110を各各50個網の中へ入れ、水中で超音波振動装置により振動をかけた。その条件は、発振周波数28kHz、出力1.5KWで10分間放置した。そして、溝2,102の分割した開口部2d,102dに相当する部位に試験後新たに発生したチッピングの有無を工具顕微鏡を用い倍率10倍で確認した。図10に示すように、チッピング107の評価は、前記単体10,110の溝2,102の開口部2d,102dに相当する端部10a,110aに長さa、幅bがいずれも0.4mm以上となるものが発生しているものを不良とし不良率で表した。
以上の各々の測定結果の平均値を表1に示す。
この結果から解るように、従来の製造方法による比較例の試料No.7,8は、溝102の深さdの最大値d1と最小値d2の差が24〜25μm、また、本発明のセラミック部材の製造方法によるものの溝2の底部2bの曲率半径r1を10μmと小さくした比較例の試料No.6は溝102の深さdの最大値d1と最小値d2の差が11μmといずれも大きかったのに対し、本発明実施例は、溝2の底部2bの曲率半径r1が15μmである試料No.1が、6μm、前記r1が20μmである試料No.2が4μmで、前記r1がさらに大きい試料No.3〜5は、前記溝2の深さdの差は2〜3μmと僅かであった。
これは、比較例の試料No.7,8においては前記溝102の底部102bの曲率半径r1の違いに関係なくレーザ光21のピッチPを近接させることによる溝102の底部102dからのクラックの発生を防ぐためにスポット22のダブりを少なくする必要があり、必然的に溝102の深さdの差が生ずるのである。比較例の試料No.6は、溝102の底部102bの曲率半径r1が小さすぎるために、Al2O3の溶融物が溝の外に確実に掻き出されなかったことにより、溝102の深さdのバラツキが大きくなったことが考えられる。
これに対し、本発明実施例は、主成分であるセラミックが溶融状態にあって、添加剤成分の少なくとも1種の成分が沸点以上の熱照射がかかることによって、アシストガスで溝2の中で主成分のセラミックと粘結剤の役目を果たしている添加剤の一部が篩にかけられた状態となり、溝2の底部2bの溶融層厚みが均一で安定した深さdとなるとともに、照射する熱エネルギーが低いことから、照射スポット24を十分に重合させても加工部位に過大な熱が加わることによるクラックの発生がないことから、連続溝とすることができ、従って、前記溝2の深さdの差が著しく小さくできるのである。
また、前記溝2の深さdの差は、溝2の底部2bの曲率半径r1と逆相関関係にあり、前記曲率半径r1が大きいほど、溶融したセラミックと添加剤の篩がかけられやすくなり、その結果、溝2の外へセラミックの掻き出しが十分に行われるため溝2の最大値d1と最小値d2の差が小さくなるのである。
分割性の評価は、前記溝2,102の深さdの差と前記溝2,102の底部2b,102bの曲率半径r1が大きく関与しており、比較例は全て×であるが、本発明実施例の溝2の深さdの差が6μm以下で、かつ、溝2の底部2bの曲率半径r1が15〜35μm
である試料No.1〜5は、分割不良の発生はなかった。しかしながら、溝2の中心からの分割ずれについては、前記曲率半径r1が35μmである試料No.5は、2.5μmとやや不満足な値であった。また、表中には記載しなかったが、前記曲率半径r1が15μmである試料No.1は、溝2の底部2bへの溶融層が厚いことによる深さdの差であり、溶融層の厚みは少なくとも5μm以下が望ましいと考えることから、より好ましい前記曲率半径r1は20〜25μmであることが解る。
である試料No.1〜5は、分割不良の発生はなかった。しかしながら、溝2の中心からの分割ずれについては、前記曲率半径r1が35μmである試料No.5は、2.5μmとやや不満足な値であった。また、表中には記載しなかったが、前記曲率半径r1が15μmである試料No.1は、溝2の底部2bへの溶融層が厚いことによる深さdの差であり、溶融層の厚みは少なくとも5μm以下が望ましいと考えることから、より好ましい前記曲率半径r1は20〜25μmであることが解る。
遠赤外線高速焼成炉を10回通炉させることによるセラミック部材1,101の溝2,102を起点とする割れの発生は、本発明実施例ならびに比較例の試料No.6は皆無であり、比較例の試料No.7,8は1個以上の割れの発生があった。これは、溝2の深さdを0.635mmの厚みtの製品においては、比較的浅く設定したにもかかわらず、本発明実施例および比較例の試料No.6は溝2の底部2bも平滑性があり、割れの起点となる欠陥が少ないことに対し、比較例の試料No.7,8は、溶融層の厚みも厚く、その溶融層に存在するマイクロクラックが割れの起点となっているためであることが解る。
単体10,110に分割した端部10a,110aのチッピング107の発生率は、本発明実施例は全て6%以下に対し、比較例は、本発明実施例と同様の製法による比較例の試料No.6が10%、従来の製法による比較例の試料No.7,8が46〜60%と著しく発生率が高い。これは本発明実施例の分割した単体10の端部10aに凹凸が実質的に見られないこと、ならびに開口部2dに相当する端部10aの表面粗さRaが著しく良いために、単体10同士が接触してもチッピング107が発生しにくいためであることが考えられる。
(実施例2)次に、本発明のセラミック部材1の単体10における抗折強度の評価をおこなった。また、同様に比較例のセラミック部材101の単体110についても評価をおこなった。
試料は実施例1で用いたものと同じで、本発明実施例のセラミック部材1が試料No.3、比較例のセラミック部材101が試料No.8を用いて、いずれも単体10,110に分割したあと、図11に示すように、スパンS=30mm、クロスヘッドスピードCHS=0.5mm/分でアイコーエンジニアリング株式会社製デジタル荷重試験機1840D型を用いて実施した。なお、測定試料は溝2,102の形成されていた主面1a,101aを下向きにし、レーザ加工された端部10a,110aの状態が抗折荷重にもっとも影響するその反対面から荷重をかける方法で実施した。
そして、単体10,110が破壊した時点の荷重を抗折強度に換算したものを表2に示す。なお、ここでの測定試料数はいずれも20個とし、その平均値と標準偏差をデータとし、比較例のセラミック部材101の抗折強度の平均値と標準偏差を基準(100)としたときの本発明実施例との比較値でデータを表した。
以上の結果から解るように、本発明実施例は比較例と比べると、抗折強度の平均値で119%と向上していることが解る。また、その標準偏差は比較例と比べると37%と少なくなっている。
これは、レーザ光21で加工された溝2,102にそって分割した単体10,110の端部10a,110aが凹凸状であるかどうかということと、開口部2d,102dの平滑性の違いにより抗折強度に著しい差が表れたと考える。
(実施例3)次に、セラミック部材1,101のAl2O3含有量が約93質量%,96質量%,99.7質量%の3水準について、本発明と比較例の溝2,102を形成し、溝2,102の内面2a,102aの組成分析ならびに溝2,102を分割した内面2a,102aに相当する端部10a,110aへのチッピング107の発生率との関係を調査した。
試料の形状はいずれも実施例1と同一とし、溝2,102の深さdを100μm,溝2,102の幅Dを100μmに設定し次の条件で加工した。尚、本発明の溝2の底部2bの曲率半径r1は40μmとした。また、試料の組成は、Al2O3含有量が約93質量%のものは、Al2O3:92.6質量%、SiO2:5.0質量%、CaO:0.3質量%、MgO:2.0質量%の材料を用い、Al2O3含有量が約96質量%のものは、Al2O3:96.0質量%、SiO2:2.6質量%、CaO:0.2質量%、MgO:1.2質量%の材料を用い、Al2O3含有量が約99.7質量%のものは、Al2O3:99.7質量%、SiO2:0.3質量%、CaO:0.01質量%、MgO:0.03質量%の材料を用い、同一母材に本発明、比較例の溝2,102を各々形成した。尚、不可避不純物は上記いずれも、Fe2O3、Na2Oが各0.01〜0.02質量%含まれていたが、ここでは、Al2O3、SiO2、CaO、MgOを100として含有量換算した。
溝2,102の形成方法はCO2レーザ発振により、本発明のセラミック部材1の溝2は図5(b)に示すような立ち上がりの遅いパルス波形24を用い、パルス周期50μsec.(発振周波数を20kHz)、かつ、図6(b)に示すON信号26=30μsec.,移動速度s=40m/分とし、また、比較例のセラミック部材101の溝102は、図5(a)に示すような立ち上がりの早いパルス波形24を用い、パルス周期750μsec.(発振周波数を1333HZ)とし、かつ、図6(a)に示すON信号26=173μsec.,レーザ光21の移動速度s=12m/分とした。この移動速度sは従来のレーザ加工は最大でも8m/分であるが、加工部位への熱照射20を抑制するために早くセッティングしたものである。
本発明品はAl2O3含有量が約93%のものを試料No.15、約96%のものを試料No.16、約99.7%のものを試料No.17とし、比較例は、Al2O3含有量が約93%のものを試料No.18、約96%のものを試料No.19、約99.7%のものを試料No.20とし、いずれも各各試料数は10シート作製した。
そして、上記試料No.15〜20の溝2,102の内面2a,102aと非加工部位である内部1b,101bの組成の定量分析を波長分散型EPMA分析により実施した。
EPMA分析の方法は、ここでは日本電子(株)製JXA−8600M型EPMA分析装置を用い、溝2,102の内面2a,102aはその表面より1〜3μmの深さの地点について、内部1b,101bは分割したそれぞれの面に、カーボン蒸着処理後、加速電圧15KV、プローブ電流3.0×10−7A、分析領域50μm角とした。尚、測定数は各試料任意の1カ所について、Al2O3、SiO2、CaO、MgOの定量分析を実施し、その全体を100としたときの個々の含有量を算出した。尚、溝2,102の内面2a,102aの組成分析を極表層部を避けて分析した理由は、表層部特に深さ0.2μm付近までの組成分析結果は誤差が大きく正確なデータが得にくいことが多く、今回の試料はレーザ光による溝2,102の内面2a,102aの溶融層3,103の厚みが約5μmほどあることから、測定誤差の比較的少ない波長分散型EPMAを用い深さ1〜3μmの位置で測定したものである。
そして、レーザ光21,121の熱照射20がかかっていない内部1b,101bの前記組成中のSiO2の含有量をに対する溝2,102の内面2aのSiO2の含有量の差を算出した。尚、いずれも、各試料数は5個で測定結果は平均値と標準偏差で表した。
次に、単体10,110のチッピングの評価試験を実施した。その評価方法は、実施例1と同様の方法で行い、分割された単体10,110を各各50個網の中へ入れ、水中で超音波振動装置により振動をかけた。その条件は、発振周波数28kHz、出力1.5KWで10分間放置した。そして、溝2,102の分割した開口部2d,102dに相当する部位に試験後新たに発生したチッピングの有無を工具顕微鏡を用い倍率10倍で確認した。図11に示すように、チッピング107の評価は、前記単体10,110の溝2,102の開口部2d,102dに相当する端部10a,110aに長さa、幅bがいずれも0.4mm以上となるものが発生しているものを不良とし不良率で表した。
以上のEPMA分析によるAl2O3、SiO2、CaO、MgOの含有量、ならびにチッピング107の発生率を表3に示す。
以上の結果から解るように、本発明の試料No.15〜17は、レーザの加工条件を50μsec.と短いパルス周期(発振周波数を20kHz)とし、ON信号時間26を30μsec.、レーザ光21の移動速度sを40m/分の範囲で熱照射20を制御することにより、溝2の内面2aのSiO2の含有量を非加工部位である内部1bに比し0.1〜2.0質量%と増加させている。
これは、前記レーザ光21の熱照射20が、加工部位において、主成分であるAl2O3の融点である約2050℃を超え、沸点である約2980℃未満の温度を高い発信周波数でかつ高速移動しながら熱伝導によりAl2O3を溶融させアシストガスで掻き出し溝2を形成するものであり、粘性の高いSiO2はAl2O3から多くが分離され溝2の内面2aにSiO2が残存することが推測される。
そして、溝2の内面2aにSiO2が多く残存したことから、Al2O3の粒子の界面をSiO2が埋め尽くしAl2O3の粒子の結合を強め、チッピング107の発生率を5%以下に低く抑えられたのである。
一方、比較例である試料No.18〜20は、750μsec.と長いパルス周期(発振周波数1333HZ)とし、ON信号時間26を173μsec.、レーザ光121の移動速度sを12m/分としたもので、従来のレーザ発振条件のものを高速で移動したものであるが、パルス立ち上がり時間が早く発振周波数が低いために、前記熱照射20が、主成分であるAl2O3の沸点である約2980℃を超える状態となり、沸点がはるかに低いSiO2はその多くが昇華するために溝102の内面102aのAl2O3の粒界がヒートエッチングされ、前記EPMA分析による内部101bに対する溝102の内面102aのSiO2の量は−0.2〜−3.0質量%と著しく減少する結果となった。
そして、比較例における単体110のチッピング107の評価試験結果は、16〜22%の発生率で本発明品より著しく溝102の内面102aが脆くなっていることが解る。
1、101:セラミック部材、1a、101a:主面、1b、101b:内部
2、102、202、302:溝、2a、102a、202a:内面、2b、102b:底部、2c、102c、202c:側面、2d、102d、202d:開口部、2e、102e:交叉部
3、103 :溶融層
104 :突起
105 :面取り
106 :マイクロクラック
107 :チッピング
10,110:単体、10a,110a:端部
20 :熱照射
21,121 :レーザ光
22 :スポット
24:パルス波形、24a:最高温度域
25 :発振信号
26 :ON信号
111 :導体パターン
118 :バリ
119 :亀裂
122 :集光レンズ
124 :スポット
2、102、202、302:溝、2a、102a、202a:内面、2b、102b:底部、2c、102c、202c:側面、2d、102d、202d:開口部、2e、102e:交叉部
3、103 :溶融層
104 :突起
105 :面取り
106 :マイクロクラック
107 :チッピング
10,110:単体、10a,110a:端部
20 :熱照射
21,121 :レーザ光
22 :スポット
24:パルス波形、24a:最高温度域
25 :発振信号
26 :ON信号
111 :導体パターン
118 :バリ
119 :亀裂
122 :集光レンズ
124 :スポット
Claims (11)
- 少なくとも一方の主面に溝を有したセラミック部材であって、前記溝の内面を、凹曲面をなす底部と、該凹曲面の両側に、前記凹曲面の曲率よりも大きな曲率の凸曲面をなす開口部を、連続的に配置させて形成してなり、且つ溝の深さの最大値と最小値の差が6μm以下であることを特徴とするセラミック部材。
- 前記開口部の表面粗さRaが1.5μm以下であることを特徴とする請求項1に記載のセラミック部材。
- 前記溝の底部の曲率半径が15〜30μmであることを特徴とする請求項1または2に記載のセラミック部材。
- 前記溝の開口幅が160μm未満であるとともに、その最大値と最小値の差が4μm以下であることを特徴とする請求項1〜3の何れかに記載のセラミック部材。
- Al2O3を主成分とし、SiO2、CaO、MgOを含有してなり、前記溝の内面におけるSiO2の含有量が内部より多いことを特徴とする請求項1〜4の何れかに記載のセラミック部材。
- 前記溝の内面におけるSiO2の含有量が内部の含有量より0.1〜2.0質量%の範囲で多いことを特徴とする請求項5に記載のセラミック部材。
- 前記Al2O3の含有量が92.6〜99.7質量%、SiO2の含有量が0.3〜5.0質量%であり、残部がCaO、MgOおよび不可避不純物からなることを特徴とする請求項5または6に記載のセラミック部材。
- 主成分であるセラミックと、複数の成分からなる添加剤とを含むセラミック焼結体の少なくとも一方の主面に、前記主成分を成すセラミックの融点を超え、沸点未満で、且つ、前記添加剤の少なくとも1種の成分が有する沸点より高い温度の熱照射をすることにより溝を形成することを特徴とするセラミック部材の製造方法。
- 前記熱照射により照射されるスポットを速度10〜60m/分で移動させることを特徴とする請求項8に記載のセラミック部材の製造方法。
- 前記熱照射に用いる熱がCO2レーザであることを特徴とする請求項8または9に記載のセラミック部材の製造方法。
- 請求項1〜7の何れかに記載のセラミック部材における溝で分割してなり、前記溝の内面に相当する部位に導体パターンが形成されていることを特徴とする電子部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005249324A JP2006321702A (ja) | 2005-04-18 | 2005-08-30 | セラミック部材とその製造方法およびこれを用いた電子部品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005120344 | 2005-04-18 | ||
| JP2005249324A JP2006321702A (ja) | 2005-04-18 | 2005-08-30 | セラミック部材とその製造方法およびこれを用いた電子部品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006321702A true JP2006321702A (ja) | 2006-11-30 |
Family
ID=37541639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005249324A Pending JP2006321702A (ja) | 2005-04-18 | 2005-08-30 | セラミック部材とその製造方法およびこれを用いた電子部品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006321702A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014042066A (ja) * | 2008-06-20 | 2014-03-06 | Hitachi Metals Ltd | セラミックス集合基板 |
| KR20210094717A (ko) * | 2020-01-22 | 2021-07-30 | 삼성전기주식회사 | 세라믹 부품의 제조 방법 및 이의 제조 장치 |
| JPWO2021200867A1 (ja) * | 2020-03-30 | 2021-10-07 |
-
2005
- 2005-08-30 JP JP2005249324A patent/JP2006321702A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014042066A (ja) * | 2008-06-20 | 2014-03-06 | Hitachi Metals Ltd | セラミックス集合基板 |
| KR20210094717A (ko) * | 2020-01-22 | 2021-07-30 | 삼성전기주식회사 | 세라믹 부품의 제조 방법 및 이의 제조 장치 |
| CN113241257A (zh) * | 2020-01-22 | 2021-08-10 | 三星电机株式会社 | 陶瓷部件的制造方法及陶瓷部件的制造装置 |
| KR102391577B1 (ko) * | 2020-01-22 | 2022-04-28 | 삼성전기주식회사 | 세라믹 부품의 제조 방법 및 이의 제조 장치 |
| JPWO2021200867A1 (ja) * | 2020-03-30 | 2021-10-07 | ||
| JP7573023B2 (ja) | 2020-03-30 | 2024-10-24 | デンカ株式会社 | 窒化ケイ素板及びその製造方法、複合基板及びその製造方法、並びに、回路基板及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5725130B2 (ja) | セラミックス集合基板 | |
| JP7426971B2 (ja) | 窒化珪素系セラミックス集合基板 | |
| JP2007531640A (ja) | 受動電子素子基板上にスクライブラインを形成する方法 | |
| JP7208161B2 (ja) | 低アモルファス相を有するセラミック-金属基板 | |
| KR102440077B1 (ko) | 피코 레이저를 사용하여 금속-세라믹 기판을 생성하기 위한 방법 | |
| KR20220007072A (ko) | 관통 유리 비아를 소유하는 높은 실리케이트 유리 물품 및 이의 제조 및 사용 방법 | |
| JP4744110B2 (ja) | セラミック部材およびその製造方法、ならびにこれを用いた電子部品 | |
| EP2129196A1 (en) | Ceramic member, method of forming groove in ceramic member, and substrate for electronic part | |
| CN1655937A (zh) | 使用超短脉冲激光束的激光加工方法 | |
| JP5183717B2 (ja) | 電子部品 | |
| JP2006321702A (ja) | セラミック部材とその製造方法およびこれを用いた電子部品 | |
| JP2692336B2 (ja) | セラミックスの加工方法 | |
| JP2003094706A (ja) | 分割用凹部を有するセラミック基板及びこれを用いたサーマルヘッド部材 |